Спосіб одержання зносостійких виливків біметалевих бил
Номер патенту: 113945
Опубліковано: 27.02.2017
Автори: Пелікан Олег Анатолійович, Шматко Олександр Володимирович, Надашкевич Роман Сергійович, Глушков Дмитро Володимирович, Лихошва Валерій Петрович, Тимошенко Андрій Миколайович, Каричковський Петро Микитович

Формула / Реферат
1. Спосіб одержання зносостійких виливків біметалевих бил, що включає сифонну заливку в ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її поверхню та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що швидкість заливки розплаву сталі встановлено в межах 0,8-1,2 кг/с, а оптимальні питомі витрати кисневонепроникного покриття встановлено у розрахунковій кількості 0,07±0,01 г на квадратний сантиметр загальної площі затверділої сталі.
2. Спосіб за п. 1, який відрізняється тим, що дозовану подачу рідкого розплаву сталі виконують заливальним пристроєм, оснащеним дозатором об'ємного типу.
Текст
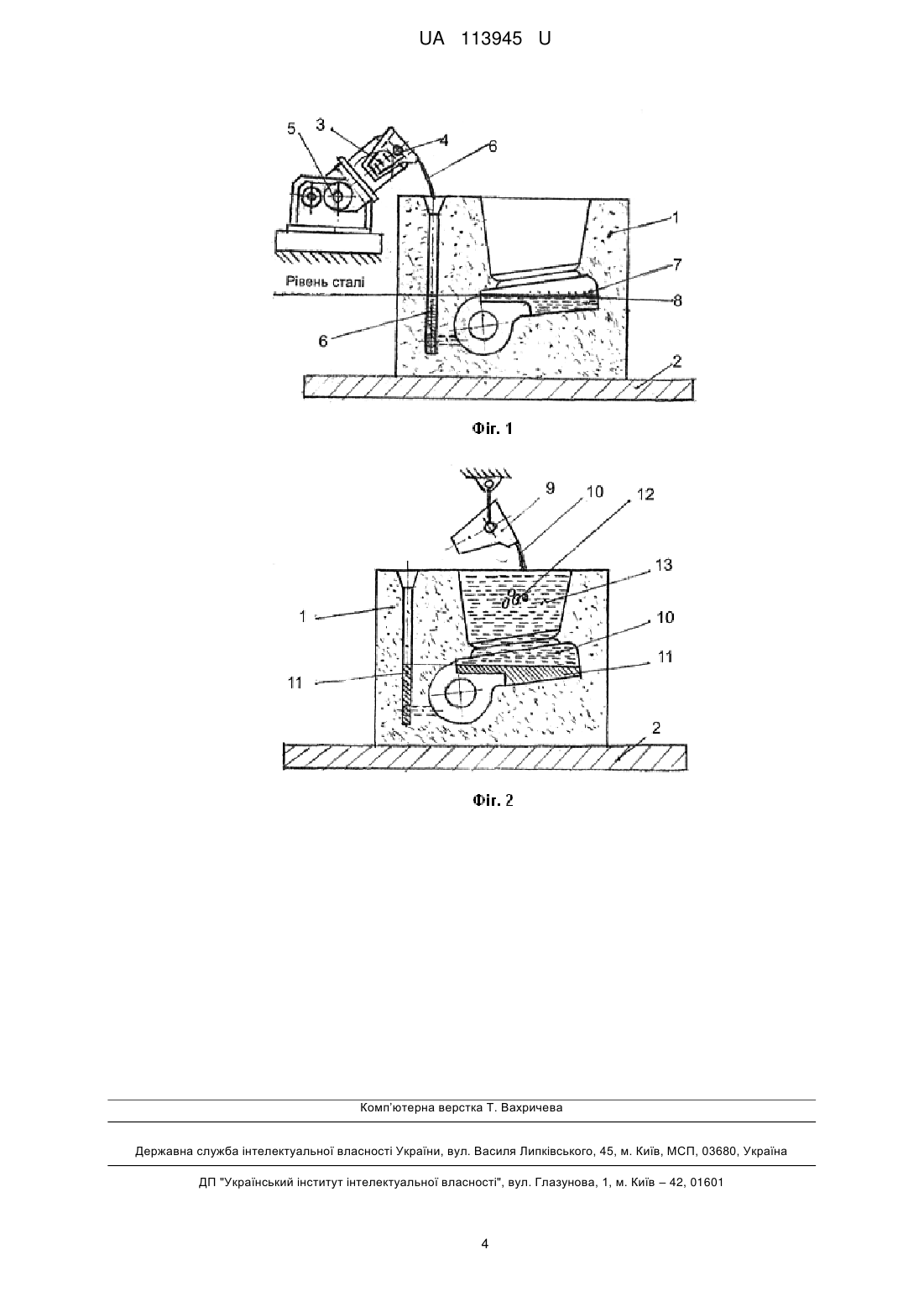
Реферат: Спосіб одержання зносостійких виливків біметалевих бил включає сифонну заливку в ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її поверхню та дощоподібну заливку зносостійкого легованого чавуну. Крім цього швидкість заливки розплаву сталі встановлено в межах 0,8-1,2 кг/с, а оптимальні питомі витрати кисневонепроникного покриття встановлено у розрахунковій кількості 0,07±0,01 г на квадратний сантиметр загальної площі затверділої сталі. UA 113945 U (12) UA 113945 U UA 113945 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургії, ливарного виробництва, зокрема до створення способів одержання зносостійких виливків біметалевих бил для робочих органів машин, які працюють у важких умовах значних динамічних знакозмінних навантажень, інтенсивного абразивного, ударно-абразивного та гідроабразивного зношування. Відомий спосіб отримання біметалевих литих заготовок (див. А. с. № 1489922, МПК B22D 19/00, опубл. 30.06.89, Бюл. № 24), що включає заливку в ливарну форму розплаву першого металу біметалічної пари, його кристалізацію, формування контактної поверхні за допомогою моделі, що газифікується, і заливку на контактну поверхню розплаву другого металу. Недоліком цього способу є наявність оксидних плівок, які впливають на міжфазні процеси, перешкоджаючи дифузійній взаємодії між сплавами і значно ускладнюють процес формування надійної перехідної зони, знижують при цьому механічні, міцністні характеристики, якість біметалевих виливків. Відомий спосіб одержання біметалевих виливків (див. А. с. № 443914 МПК5 С21С 5/56, B22D 11/00, опубл. 25.09.74), в якому з метою одержання якісного, міцного зв'язку між металевою основою і зносостійким шаром на нагріту металеву основу наносять захисне покриття у вигляді частинок порошкоподібного шлаку, а з метою запобігання окислення поверхні твердої металевої основи її нагрівають безпосередньо в шарі порошкоподібного шлаку. Недоліком вищевказаного способу є низькі технологічні можливості, трудомісткість процесу, конструктивна складність технологічного обладнання для його виконання. Відомий також спосіб виготовлення біметалічної заготівки (див. А. с. 1452654 А1 МПК B22D 19/00, опубл. 23.01.89, Бюл. № 3), що включає покриття поверхні заготівки флюсом, її нагрівання і заливку на цю поверхню перегрітого розплавленого металу, в якому з метою підвищення якості дифузійної взаємодії і з'єднання металу, що заливається з поверхнею заготівки, в шлак, який розташований на її поверхні, перед заливкою розплавленого металу вводять нітрат натрію. Недоліками цього способу є низькі технологічні можливості, складність технологічного процесу і обладнання, наявність в залитому сплаві ливарних дефектів, що призводить до зниження механічних, міцністних характеристик біметалевих виливків. Найбільш близьким до запропонованої корисної моделі за технічною суттю, метою та результатом, що досягається є спосіб одержання зносостійких біметалевих виливків (див. деклараційний патент України на корисну модель UA № 10827, МПК B22D 19/00, опубл. 15.11.05, Бюл. № 11), що включає заливку у ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її затверділу поверхню та дощоподібну заливку зносостійкого легованого чавуну, причому питомі витрати кисневонепроникного покриття встановлено у розрахунковій кількості 0,039-0,041 г на квадратний сантиметр загальної площі поверхні затверділої сталі. В цьому способі ливарна форма обладнана сигналізатором рівня рідкого розплаву сталі замкового типу. Такі його суттєві ознаки, як заливка у ливарну форму розплаву сталі, нанесення кисневонепроникного покриття, дощоподібна заливка зносостійкого легованого чавуну збігаються з суттєвими ознаками корисної моделі, що заявляється. Недоліком вищезгаданого способу одержання біметалевих виливків, його недостатність для досягнення очікуваного технічного результату є низькі технологічні можливості процесу, які обумовлені складністю технологічних операцій при нанесенні кисневонепроникного покриття, в тому числі в необхідності постійної кореляції швидкості заливки розплаву сталі та питомих витрат кисневонепроникного покриття в залежності від загальної площі поверхні затверділої сталі та її форми. Встановлені питомі витрати кисневонепроникного покриття часто призводять до появи пористості, раковин, неметалевих включень та інших ливарних дефектів в перехідній зоні та в робочому шарі. В цьому способі сигналізатор рівня рідкого розплаву сталі замкового типу не забезпечує надані йому функції"дозування" рідкого розплаву сталі, часто засмічується, "перемерзає" і, при цьому, перекривається його "індикаторний" канал, що призводить до затримки інших технологічних операцій, порушення необхідного співвідношення мас розплаву сталі та зносостійкого легованого чавуну. Вказані вище недоліки способу призводять до неякісного дифузійного з'єднання шарів металів, наявності ливарних дефектів, підвищення трудомісткості фінішних операцій, погіршення умов механічної оброблюваності та праці, зниження якості виробів, які перешкоджають одержанню очікуваного позитивного технічного результату, вираженому в підвищенні експлуатаційної надійності, довговічності робочих органів, виготовлених із таких біметалевих виливків. В основу корисної моделі поставлено задачу створити спосіб одержання зносостійких виливків біметалевих бил (далі "спосіб") шляхом заливки в ливарну форму із встановленою швидкістю розплаву сталі, нанесення кисневонепроникного покриття на її поверхню, дощоподібної заливки зносостійкого легованого чавуну, оптимізації питомих витрат 1 UA 113945 U 5 10 15 20 25 30 35 40 45 50 55 кисневонепроникного покриття, виконання дозованої подачі розплаву сталі заливальним пристроєм, оснащеним дозатором об'ємного типу, здійснити при цьому досягнення очікуваного позитивного технічного результату, в тому числі: значно зменшити брак за рахунок ліквідації ливарних дефектів в робочому шарі і в перехідній зоні виливка; підвищити тріщиностійкість, поліпшити мікроструктуру біметалевих виливків; зменшити витрату легуючих і ливарних матеріалів, абразивного і ріжучого інструменту; зменшити трудомісткість зачисних фінішних операцій; підвищити в 1,5 рази механічні міцністні характеристики деталей і робочих органів, виготовлених з таких біметалевих виливків; забезпечити необхідну розмірну, геометричну та масову точність біметалевих виливків за рахунок підвищення точності дозування рідкого розплаву сталі; підвищити експлуатаційну надійність, довговічність робочих органів, виготовлених із таких біметалевих виливків при їх промисловій експлуатації. Поставлена задача вирішується таким чином, що в запропонованому способі одержання зносостійких виливків біметалевих бил, який включає сифонну заливку в ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її поверхню та дощоподібну заливку зносостійкого легованого чавуну, згідно з корисною моделлю, швидкість заливки розплаву сталі встановлено в межах 0,8-1,2 кг/с, а оптимальні питомі витрати кисневонепроникного покриття встановлено у розрахунковій кількості 0,07±0,01 г на квадратний сантиметр загальної площі поверхні. При цьому дозовану подачу розплаву сталі можуть виконувати заливальним пристроєм, оснащеним дозатором об'ємного типу. Відхилення від заданої швидкості заливки розплаву сталі та оптимальних питомих витрат, кисневонепроникного покриття призводить до неякісного дифузійного з'єднання шарів металів, появи оксидних плівок, які перешкоджають формуванню надійної перехідної зони, знижують механічні, міцністні характеристики, якість біметалевих виливків. Неточності дозування розплаву сталі призводять до порушення необхідного співвідношення мас і геометричних розмірів шарів біметалевих виливків, підвищення трудомісткості зачисних фінішних операцій. Одержання рідкого розплаву сталі і зносостійкого легованого чавуну необхідного хімскладу відбувається в процесі плавки вихідних шихтових і легуючих матеріалів в індукційних печах ІСТ1 та ІСТ2, в яких також проходить підготовка сплавів до розливки в ливарні форми. При реалізації способу виконуємо такі послідовні дії і технологічні операції (див. Фіг. 1, Фіг. 2): ливарну форму 1 встановлюємо на горизонтальній заливальній платформі 2; підготовлений в печі ІСТ1 рідкий розплав сталі заливаємо в мірний стакан 3 дозатора 4; заливальним пристроєм 5 виконуємо сифонну подачу дози рідкого розплаву сталі 6 в порожнину ливарної форми 1; виконуємо нанесення кисневонепроникного покриття 7 на поверхню сталі 8; підготовлений в печі ІСТ2 рідкий розплав зносостійкого легованого чавуну заливаємо в розливний ківш 9; виконуємо дощоподібну заливку рідкого розплаву зносостійкого легованого чавуну 10 на поверхню затверділої сталі 11, вимиваючи при цьому шкідливі домішки 12 в надлив 13. Конкретний приклад виконання дій і технологічних операцій: в індукційній печі ІСТ1 виплавляли сталь 25Л при температурі 1630±10 °C; встановлювали горизонтальну форму 1 на горизонтальній заливальній платформі 2; після доведення хімскладу заливали рідкий розплав сталі із печі ІСТ1 при температурі 1600±10 °С в мірний стакан 3 дозатора 4; виконували сифонну подачу заданої дози рідкого розплаву сталі 6 в порожнину ливарної форми 1; виконували нанесення кисневонепроникного покриття 7 на поверхню сталі 8; в індукційній печі ІСТ2 виплавляли зносостійкий легований чавун 300×12Г5 при температурі 1400±10 °С; після доведення хімскладу заливали рідкий розплав зносостійкого легованого чавуну з печі ІСТ2 при температурі 1380±10 °С в розливний ківш 9; виконували дощоподібну заливку рідкого розплаву зносостійкого легованого чавуну 10 на поверхню затверділої сталі 11; охолоджені виливки піддавали обрубці, видаленню надливів, зачистці на ділянці фінішних операцій; 2 UA 113945 U 5 10 15 20 25 30 35 виконували термічну обробку біметалевих виливків в термічній печі з висувним подом СДО17.25.10/12,5 за заданою програмою (гартування від температури 940±10 °C в примусовому повітряному потоці з наступним відпуском при температурі 190±10 °C; в механічній лабораторії проводили випробування зразків біметалевих виливків в кількості 15 шт. на механічну міцність, відповідно до ГОСТ 14019-80 "Метали і сплави. Методи випробувань на вигин", а також ГОСТ 9454-78 "Метали. Методи випробувань на ударний вигин"; зразки біметалевих виливків встановлювали на опори універсальної машини ЦДМУ-30Т таким чином, щоб наконечник оправки робочого плунжера знаходився посередині прольоту між опорами; зразки біметалевих виливків піддавали зосередженому навантаженню, яке плавно збільшували з середньою швидкістю робочого плунжера 15 мм/хв до появи тріщин; результати випробувань, величини навантажень заносили в таблицю (протокол, згідно з п. 5 ГОСТ 14019-80); визначали показники граничних напруг вигину біметалевих виливків і порівнювали їх із показниками граничних напруг аналогічних виливків, виготовлених із сталі 110Г13Л. Отримані показники виявилися в 1,6-2,0 рази більше показників аналогів; проводили випробування зразків біметалевих виливків на розрив на універсальній машині ЦДМУ-30Т аналогічним чином; визначали показники граничних напруг розриву біметалевих виливків і порівнювали їх із показниками граничних напруг аналогічних зразків виливків, виготовлених із сталі 110Г13Л. Отримані показники виявилися в 1,6 рази більше показників аналогів; проводили аналіз результатів експлуатації робочих органів, виготовлених із біметалевих виливків, який показав інтенсивність зношування в 2,0-3,5 рази менше інтенсивності зношування аналогічних виливків зі сталей 110 Г13Л, 70ХЛ, 25Л, наплавлення "Т-590". Використання запропонованого способу одержання зносостійких виливків біметалевих бил в порівнянні з відомими способами надає наступні переваги: зменшення браку за рахунок ліквідації ливарних дефектів в робочому шарі і перехідній зоні виливків, підвищення тріщиностійкості, поліпшення мікроструктури біметалевих виливків; зменшення витрат легуючих і ливарних матеріалів, абразивного і ріжучого інструменту на 30-40 %; зменшення трудомісткості зачищувальних фінішних операцій в 1,8 рази; забезпечення необхідної розмірної геометричної і масової точності біметалевих виливків за рахунок підвищення точності дозування рідкого розплаву сталі, що призводить до істотного поліпшення умов механічної оброблюваності і праці; підвищення в 1,6 рази механічних, міцністних характеристик, якості біметалевих виливків, що призводить до підвищення експлуатаційної надійності, довговічності робочих органів дробильних, вуглерозмелювальних комплексів в цілому при їх промислової експлуатації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Спосіб одержання зносостійких виливків біметалевих бил, що включає сифонну заливку в ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її поверхню та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що швидкість заливки розплаву сталі встановлено в межах 0,8-1,2 кг/с, а оптимальні питомі витрати кисневонепроникного покриття встановлено у розрахунковій кількості 0,07±0,01 г на квадратний сантиметр загальної площі затверділої сталі. 2. Спосіб за п. 1, який відрізняється тим, що дозовану подачу рідкого розплаву сталі виконують заливальним пристроєм, оснащеним дозатором об'ємного типу. 3 UA 113945 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюLykhoshva Valerii Petrovych, Karychkovskyi Petro Mykytovych, Pelikan Oleh Anatoliiovych, Hlushkov Dmytro Volodymyrovych, Nadashkevych Roman Serhiiovych
Автори російськоюЛихошва Валерий Петрович, Каричковский Петр Никитич, Пеликан Олег Анатольевич, Глушков Дмитрий Владимирович, Надашкевич Роман Сергеевич
МПК / Мітки
МПК: B22D 19/00
Мітки: виливків, одержання, зносостійких, спосіб, bіл-2, біметалевих
Код посилання
<a href="https://ua.patents.su/6-113945-sposib-oderzhannya-znosostijjkikh-vilivkiv-bimetalevikh-bil.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання зносостійких виливків біметалевих бил</a>
Спосіб одержання зносостійких біметалевих виливків
Номер патенту: 10827
Опубліковано: 15.11.2005
Автори: Каричковський Петро Микитович, Костенко Дмитро Георгієвич, Костенко Георгій Дмитрович, Пелікан Олег Анатолійович
МПК: B22D 19/00
Мітки: біметалевих, спосіб, одержання, виливків, зносостійких
Формула / Реферат:
1. Спосіб одержання зносостійких біметалевих виливків, що включає заливку у ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її затверділу поверхню, витримку після нанесення покриття та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що на затверділу поверхню залитої сталі в інтервалі температур на 250±20 °С нижче її температури солідуса виконано нанесення кисневонепроникного покриття на...
Спосіб одержання біметалевих виливків за моделями, що газифікуються
Номер патенту: 46382
Опубліковано: 25.12.2009
Автори: Шинський Олег Йосипович, Каричковський Петро Микитович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Болюх Віталій Анатолійович
МПК: B22D 19/16, B22D 19/00
Мітки: виливків, спосіб, біметалевих, газифікуються, одержання, моделями
Формула / Реферат:
1. Спосіб одержання біметалевих виливків за моделями, що газифікуються, який включає отримання пінополістиролової моделі, виготовлення двох каналів, з'єднання, фарбування, формування та заливання рідкими розплавами, який відрізняється тим, що ливарна форма оснащена сигналізатором рівня рідкого розплаву першого шару з кутом його нахилу, встановленим в межах 30±5°.2. Спосіб одержання біметалевих виливків за моделями, що газифікуються,...
Спосіб одержання зносостійких багатошарових виливків
Номер патенту: 56309
Опубліковано: 10.01.2011
Автори: Каричковський Петро Микитович, Лихошва Валерій Петрович, Пелікан Олег Анатолійович, Найдек Володимир Леонтійович, Тимошенко Андрій Миколайович, Шатрава Олександр Павлович
МПК: B22D 19/00
Мітки: одержання, зносостійких, виливків, спосіб, багатошарових
Формула / Реферат:
Спосіб одержання зносостійких багатошарових виливків, що включає нагрівання рухомої конструкційної основи з поздовжніми формоутворюючими обмежувачами та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що нагрівання рухомої конструкційної основи до температури плавлення виконують поверхневим локально-зонним методом з використанням висококонцентрованого лазерного джерела енергії, причому поздовжню вісь лазерного...
Спосіб одержання зносостійких багатошарових металевих виливків
Номер патенту: 54486
Опубліковано: 10.11.2010
Автори: Лихошва Валерій Петрович, Каричковський Петро Микитович, Глушков Дмитро Володимирович, Найдек Володимир Леонтійович, Пелікан Олег Анатолійович, Надашкевич Роман Сергійович
МПК: B22C 19/00
Мітки: металевих, багатошарових, одержання, виливків, спосіб, зносостійких
Формула / Реферат:
Спосіб одержання зносостійких багатошарових металевих виливків, що включає нагрівання рухомої конструкційної металевої основи з поздовжніми формоутворюючими обмежувачами та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що нагрівання рухомої конструкційної металевої основи до температури плавлення виконують поверхневим локально-зонним методом з використанням концентрованого плазмового джерела енергії, причому...
Спосіб одержання литозварних біметалевих конструкцій
Номер патенту: 25996
Опубліковано: 27.08.2007
Автори: Каричковський Петро Микитович, Костенко Дмитро Георгієвич, Пелікан Олег Анатолійович, Ширяєв Віктор Володимирович, Романенко Юрій Миколайович, Глушков Дмитро Володимирович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22D 19/00
Мітки: біметалевих, конструкцій, спосіб, литозварних, одержання
Формула / Реферат:
1. Спосіб одержання литозварних біметалевих конструкцій, що включає одержання одного, двох і більше литих біметалевих виливків, сполучених з базовим конструкційним монометалевим каркасом та між собою нероз'ємним з'єднанням, та керовану термічну обробку, який відрізняється тим, що співвідношення мас рідких розплавів легованого чавуну та сталі встановлено як , а...
Попередній патент: Вузол кріплення сітчастої тарілки
Наступний патент: Спосіб виготовлення вазона для вирощування засухостійких кімнатних рослин
Випадковий патент: Спосіб фотокаталітичного одержання плівкового матеріалу fto/tio2/cuxs