Вальцівний верстат
Номер патенту: 113966
Опубліковано: 27.02.2017
Автори: Хвостов Микола Миколайович, Смикалов Віктор Іванович, Кудиненко Артем Миколайович, Гаврильченко Євген Юрійович, Москальов Олексій Анатолійович, Косяков Володимир Володимирович, Даниленко Сергій Олександрович, Березняк Юрій Володимирович, Нудель Юрій Аронович, Сілін Роман Євгенійович
Формула / Реферат
Вальцівний верстат, що містить верхній профілюючий ролик з механізмом поступального радіального переміщення по вертикалі та нижні опорні ролики у вигляді двох співвісних розімкнутих елементів, який відрізняється тим, що верхній профілюючий ролик виконаний з можливістю обертання й обладнаний системою спостереження та регулювання числа обертів, яка складається з датчика обертів і пропорційного регулятора витрат, крім того, механізм поступального радіального переміщення верхнього ролика оснащений системою спостереження та регулювання швидкості, яка містить датчик лінійного переміщення і сервоклапан, при цьому кожний нижній опорний ролик обладнаний механізмом горизонтального переміщення із системою спостереження та регулювання положення, яка містить датчик лінійного переміщення та сервоклапан, а також кожний нижній опорний ролик оснащений частотним приводом обертання, який складається з електродвигуна з імпульсним датчиком і частотного перетворювача.
Текст
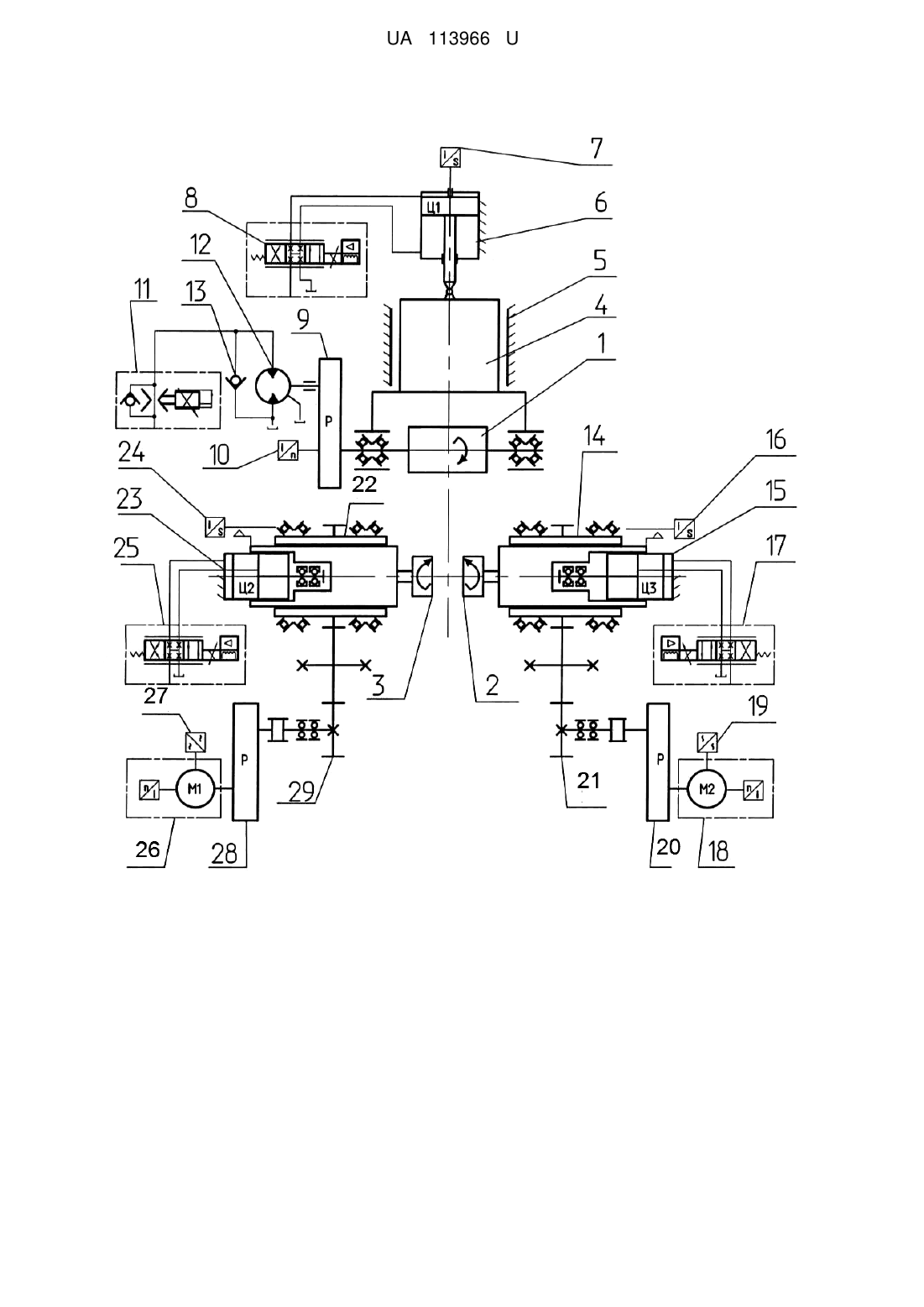
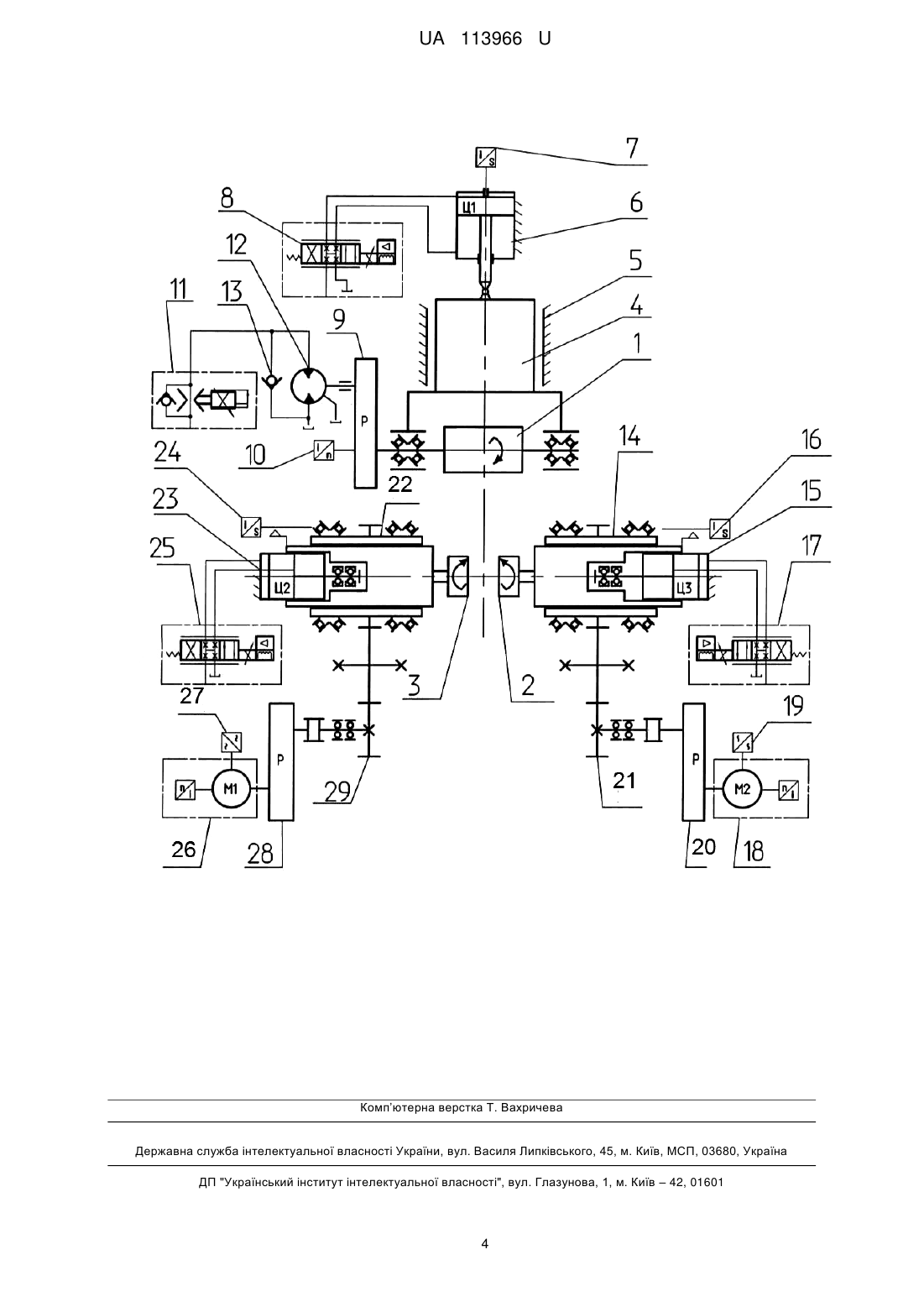
Реферат: Вальцівний верстат містить верхній профілюючий ролик з механізмом поступального радіального переміщення по вертикалі та нижні опорні ролики у вигляді двох співвісних розімкнутих елементів. Верхній профілюючий ролик виконаний з можливістю обертання й обладнаний системою спостереження та регулювання числа обертів, яка складається з датчика обертів і пропорційного регулятора витрат. Механізм поступального радіального переміщення верхнього ролика оснащений системою спостереження та регулювання швидкості, яка містить датчик лінійного переміщення і сервоклапан. При цьому кожний нижній опорний ролик обладнаний механізмом горизонтального переміщення із системою спостереження та регулювання положення, яка містить датчик лінійного переміщення та сервоклапан, а також кожний нижній опорний ролик оснащений частотним приводом обертання, який складається з електродвигуна з імпульсним датчиком і частотного перетворювача. UA 113966 U (12) UA 113966 U UA 113966 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів без зняття стружки, зокрема до пристроїв для формування деталей із циліндричних заготівок типу вінець вальцювання. Відомий вальцівний верстат (патент RU4702) для формування деталей із циліндричних заготівок, що містить верхній і нижній профілюючі ролики, електродвигун і систему зубчастих передач, причому верхній профілюючий ролик має механізм поступального радіального руху по вертикалі, нижній опорний ролик виконаний у вигляді двох розімкнутих елементів, один з яких пов'язаний із приводом обертання й нерухливий в осьовому напрямку, інший - встановлений на пінолі з можливістю вільного обертання й переміщення в осьовому напрямку, а верхній профілюючий ролик установлений на осі з можливістю вільного обертання. Профілювання заготівок на відомому вальцівному верстаті здійснюється основними виконавчими елементами: нижніми опорними та верхнім профілюючим роликами. Привід опорного ролика здійснюється від нерегульованого електродвигуна з постійною частотою обертів і постійною фіксованою швидкістю поступального радіального переміщення верхнього профілюючого ролика. Однак, до недоліків описаної конструкції вальцівного верстата слід віднести його обмежені технологічні можливості, а саме неможливість одержання якісного обода з іншими розмірами по діаметру через гофрування заготівки, тому що частоту обертання опорних роликів і швидкість поступального радіального переміщення верхнього профілюючого ролика неможливо перенастроювати. В основу корисної моделі поставлена задача розширити технологічні можливості верстата для профілювання різних типорозмірів заготівок типу обода. Поставлена задача вирішується за рахунок технічного результату, який полягає в автоматизації операцій на вальцівному верстаті для настроювання параметрів при обробці різних типорозмірів заготівок, що обкатуються. Для досягнення вищевказаного технічного результату на вальцівному верстаті, що містить верхній профілюючий ролик з механізмом поступального радіального переміщення по вертикалі та нижні опорні ролики у вигляді двох співвісних розімкнутих елементів, згідно з корисною моделлю, верхній профілюючий ролик виконаний з можливістю обертання та обладнаний системою спостереження та регулювання числа обертів, яка складається з датчика обертів та пропорційного регулятора витрат, крім того, механізм поступального радіального переміщення верхнього ролика оснащений системою спостереження та регулювання швидкості, яка містить датчик лінійного переміщення і сервоклапан, при цьому кожний нижній опорний ролик обладнаний механізмом горизонтального переміщення із системою спостереження та регулювання положення, яка містить датчик лінійного переміщення та сервоклапан, а також кожний нижній опорний ролик оснащений частотним приводом обертання, який складається з електродвигуна з імпульсним датчиком і частотного перетворювача. У результаті порівняльного аналізу рішення, що заявляється, й прототипу встановлено, що вони мають наступні загальні ознаки: верхній профілюючий ролик з механізмом поступального радіального переміщення по вертикалі; нижні опорні ролики у вигляді двох співвісних розімкнутих елементів; і відмітні ознаки: верхній профілюючий ролик виконаний з можливістю обертання та обладнаний системою спостереження та регулювання числа обертів, яка складається з датчика обертів та пропорційного регулятора витрат; механізм поступального радіального переміщення верхнього ролика оснащений системою спостереження та регулювання швидкості, яка містить датчик лінійного переміщення і сервоклапан; кожний нижній опорний ролик обладнаний механізмом горизонтального переміщення із системою спостереження та регулювання положення, яка містить датчик лінійного переміщення і сервоклапан; кожний нижній опорний ролик оснащений частотним приводом обертання, який складається з електродвигуна з імпульсним датчиком і частотного перетворювача. Таким чином, пропонована конструкція вальцівного верстата має нові форми виконання вузлів, нові взаємні розташування, нові зв'язки між вузлами пристрою. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що верхній профілюючий ролик виконаний з можливістю обертання та обладнаний системою спостереження та регулювання числа обертів, яка складається з датчика обертів та пропорційного регулятора витрат, крім того, механізм поступального радіального 1 UA 113966 U 5 10 15 20 25 30 35 40 45 50 55 60 переміщення верхнього ролика оснащений системою спостереження та регулювання швидкості, яка містить датчик лінійного переміщення і сервоклапан, стало можливим настроювання швидкості радіального переміщення верхнього профілюючого ролика і частоти обертів під різні діаметри обода. Завдяки тому, що кожний нижній опорний ролик обладнаний механізмом горизонтального переміщення із системою спостереження та регулювання положення, яка містить датчик лінійного переміщення і сервоклапан; а також кожний нижній опорний ролик оснащений частотним приводом обертання, який складається з електродвигуна з імпульсним датчиком і частотного перетворювача, стало можливим настроювання числа обертів обертання нижніх опорних роликів з синхронізацією обертання нижніх роликів між собою й верхнім роликом. У цілому стало можливе профілювання ободів різних типорозмірів відповідно до технології для кожного типорозміру обода в автоматизованому режимі. Виключення із сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, промислово застосовано, тому що його технічне й технологічне виконання не представляє складностей, наприклад, в умовах ПАТ "НКМЗ". З використанням рішення, яке заявляється, виконаний робочий проект вальцівного верстата на Кременчуцькому колісному заводі. Технічне рішення, яке заявляється, не відомо з рівня техніки, тому воно є новим. На кресленні показана кінематична схема вальцівного верстата. Вальцівний верстат складається з верхнього профілюючого ролика 1, а також нижнього правого опорного ролика 2 і нижнього лівого опорного ролика 3. Верхній профілюючий ролик 1 має механізм поступального радіального переміщення по вертикалі, який складається з повзуна 4, установленого з можливістю переміщення в напрямній 5, й гідроциліндра 6. Механізм поступального радіального переміщення (поз. 4, 5, 6) верхнього ролика 1 оснащений системою спостереження й регулювання швидкості переміщення, яка містить датчик лінійного переміщення 7 і сервоклапан 8. Верхній профілюючий ролик 1 виконаний з можливістю обертання за допомогою редуктора 9 і обладнаний системою спостереження та регулювання числа обертів, яка складається з датчика обертів 10, пропорційного регулятора витрат 11 і гідромотора 12. Злив гідромотора 12 має з'єднання з напором гідромотора 12 через зворотний клапан 13. Нижній правий опорний ролик 2 має механізм горизонтального переміщення, який складається з напрямної 14 і гідроциліндра 15. Механізм горизонтального переміщення (поз. 14, 15) оснащений системою спостереження та регулювання положення, яка містить датчик лінійного переміщення 16 і сервоклапан 17. Нижній правий опорний ролик 2 має також частотний привід обертання, який складається з електродвигуна з імпульсним датчиком 18, частотного перетворювача 19, редуктора 20 та системи зубчастих передач 21. Нижній лівий опорний ролик 3 має механізм горизонтального переміщення, який складається з напрямної 22 і гідроциліндра 23. Механізм горизонтального переміщення лівого ролика (поз. 22, 23) оснащений системою спостереження та регулювання положення, яка містить датчик лінійного переміщення 24 і сервоклапан 25. Нижній лівий опорний ролик 3 має також частотний привід обертання, який складається з електродвигуна з імпульсним датчиком 26, частотного перетворювача 27, редуктора 28 й системи зубчастих передач 29. Усі ці пристрої й механізми зв'язані як одне ціле за допомогою металевої рами (на кресленні не показана). Живлення гідроприводів верстата здійснюється від стандартної гідростанції. Вальцівний верстат працює наступним чином. У систему автоматизованого керування для кожного типорозміру обода вводяться значення контрольованих параметрів, таких як: контрольні точки, робоча швидкість опускання повзуна 4 з верхнім профілюючим роликом 1, робочі оберти нижніх опорних роликів 2 і 3, й оберти верхнього профілювального ролика 1. Приймальний стіл із заготівкою (не показаний на кресленні) піднімається й у цьому положенні подається сигнал керування на сервоклапани 17 і 25 для зведення нижніх опорних роликів 2 і 3. Одночасно на робочій швидкості нижні опорні ролики 2 і 3, переміщаючись по напрямним 14 і 22, зводяться гідроциліндрами 15 і 23 до заданих точок. Досягнувши заданих точок, контрольованих датчиками переміщення 16 і 24, подається відповідний сигнал керування на сервоклапани 17 і 25 на зупинку переміщення й утримання позиції нижніх опорних роликів 2 і 3 гідроциліндрами 15 і 23 у заданих точках з необхідною точністю. Одночасно подається сигнал керування на опускання приймального стола. Приймальний стіл опускається, заготівка залишається на нижніх опорних роликах 2 і 3. У нижньому положенні приймального стола 2 UA 113966 U 5 10 15 20 25 30 35 подається відповідний сигнал керування на сервоклапан 8. Сервоклапан 8, управляючи гідроциліндром 6, опускає у вертикальній напрямній 5 повзун 4 з верхнім профілюючим роликом 1 на швидкості холостого ходу до заданої точки, контрольованої датчиком переміщення 7. При досягненні точки подається відповідний сигнал керування на сервоклапан 8, який, управляючи гідроциліндром 6, переводить переміщення повзуна 4 з верхнім профілюючим роликом 1 на робочу швидкість опускання. Досягнувши точки торкання заготовки, датчик лінійних переміщень 7 подає відповідний сигнал керування на включення приводів обертання нижніх опорних роликів 2 і 3, а також привода обертання верхнього профілюючого ролика 1. Синхронне обертання нижніх опорних роликів 2 і 3 забезпечується частотними приводами (поз. 18, 19, 20, 21) та (поз. 26, 27, 28, 29). Нижні опорні ролики 2 і 3 й верхній профілюючий ролик 1 починають обертатися одночасно із заданою швидкістю, обертаючи за рахунок сил тертя безпосердньо заготівку. Відбувається процес вальцювання за рахунок поступального й обертового руху. Верхній профілюючий ролик 1 за рахунок сил тертя між його виконавчою поверхнею й поверхнею заготівки, а також за рахунок "м'якості" гідроприводу синхронізується з нижніми опорними роликами 2 і 3. Здійснюється профілювання заготівки, не викликаючи появи на поверхні заготівки гофри. Верхній профілюючий ролик 1 та нижні опорні ролики 2 і 3 роблять задану кількість обертів, після чого подається сигнал керування на одночасну зупинку приводів обертання нижніх опорних роликів 2 і 3 та привода обертання верхнього профілюючого ролика 1. Далі нижні опорні ролики 2 і 3, а також верхній профілюючий ролик 1 зупиняються. Подається відповідний сигнал керування на сервоклапан 8, який, управляючи гідроциліндром 6, здійснює піднімання повзуна 4 з верхнім профілюючим роликом 1 до вихідного положення. Повзун 4 з верхнім профілюючим роликом 1 піднімається. Досягнувши вихідного положення (контроль по датчику лінійних переміщень 7), подається відповідний сигнал керування на сервоклапан 8, який, управляючи гідроциліндром 6, припиняє підйом повзуна 4 з верхнім профілюючим роликом 1. Подає сигнал керування на підйом приймального стола. Приймальний стіл піднімається і в цьому положенні подається сигнал керування на сервоклапани 17 і 25, які, управляючи гідроциліндрами 15 і 23, роз'єднують нижні опорні ролики 2 і 3 у вихідне положення. Вали нижніх опорних роликів 2 і 3 одночасно розводяться, обід залишається на приймальному столі. Досягнувши вихідного положення (контроль по датчиках переміщення 16 і 24), подається сигнал керування на сервоклапани 17 і 25, які, управляючи гідроциліндрами 15 і 23, зупиняють переміщення нижніх опорних роликів 2 і 3. Подається сигнал керування на опускання приймального стола із заготівкою (ободом). Із усього вищевикладеного видно, що виконання профілювання обода на вальцівному верстаті заявленої конструкції відповідно до формули корисної моделі дозволить розширити технологічні можливості верстата й автоматизувати операції на ньому для настроювання параметрів при обробці широкого діапазону діаметрів заготівок, що обкатуються. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Вальцівний верстат, що містить верхній профілюючий ролик з механізмом поступального радіального переміщення по вертикалі та нижні опорні ролики у вигляді двох співвісних розімкнутих елементів, який відрізняється тим, що верхній профілюючий ролик виконаний з можливістю обертання й обладнаний системою спостереження та регулювання числа обертів, яка складається з датчика обертів і пропорційного регулятора витрат, крім того, механізм поступального радіального переміщення верхнього ролика оснащений системою спостереження та регулювання швидкості, яка містить датчик лінійного переміщення і сервоклапан, при цьому кожний нижній опорний ролик обладнаний механізмом горизонтального переміщення із системою спостереження та регулювання положення, яка містить датчик лінійного переміщення та сервоклапан, а також кожний нижній опорний ролик оснащений частотним приводом обертання, який складається з електродвигуна з імпульсним датчиком і частотного перетворювача. 3 UA 113966 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 53/30
Мітки: верстат, вальцівний
Код посилання
<a href="https://ua.patents.su/6-113966-valcivnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Вальцівний верстат</a>
Верстат для вирізання ободів з відпрацьованих автопокришок
Номер патенту: 43099
Опубліковано: 15.11.2001
Автори: Гевко Іван Богданович, Гнатьо Михайло Васильович, Гнатьо Володимир Михайлович, Гнатьо Петро Михайлович, Камишанов Валерій Володимирович
МПК: B29B 17/00, B29K 21/00
Мітки: автопокришок, відпрацьованих, ободів, вирізання, верстат
Формула / Реферат:
Верстат для вирізання ободів з відпрацьованих автопокришок, який виконаний у вигляді рами, різального інструмента типу диска, механізму подачі заготовки у вигляді привідних циліндричних роликів і механізмів їх приводу, який відрізняється тим, що в нижній частині рами встановлено двоплечий важіль, на кожному із плеч, паралельно одне одному, в площині, перпендикулярній до вертикальної площини рами, встановлено ролик опорний з канавками, віддаль...
Закочувальний верстат для виготовлення днища цистерни
Номер патенту: 54341
Опубліковано: 10.11.2010
Автор: Антонов Володимир Олексійович
МПК: B21D 19/00
Мітки: закочувальний, днища, виготовлення, верстат, цистерни
Формула / Реферат:
Закочувальний верстат для виготовлення днища цистерни, що містить підставку, виконану з можливістю виставляння заготовки по висоті, формоутворюючу оправку, виконану у вигляді ролика, що обертається, закочувальний ролик, що обертається, виконаний ведучим і затискним, який відрізняється тим, що підставка виконана з можливістю встановлення заготовки по горизонталі, формоутворююча оправка виконана рухливою уздовж своєї осі, а закочувальний ролик...
Верстат для оброблення електричних кабелів
Номер патенту: 86697
Опубліковано: 12.05.2009
Автор: Чернобаєв Максим Вікторович
МПК: H02G 1/12
Мітки: електричних, оброблення, кабелів, верстат
Формула / Реферат:
Верстат для оброблення електричних кабелів, що містить корпус, подавальні ролики, натискний пристрій, привод і ніж, який відрізняється тим, що нижній подавальний ролик виконаний у вигляді двох півдисків, нерухомо закріплених на одній маточині, і має канавку, призначену для входження ножа, розмір канавки нижнього подавального ролика по ширині більше товщини ножа на розмір, не перевищуючий припустимупружну деформацію ножа в напрямку бічних...
Верстат для оброблення електричних кабелів
Номер патенту: 47432
Опубліковано: 10.02.2010
Автори: Чернобаєв Максим Вікторович, Чернобаєв Віктор Михайлович
МПК: H02G 1/12
Мітки: оброблення, верстат, кабелів, електричних
Формула / Реферат:
Верстат для оброблення електричних кабелів, що містить корпус, на якому встановлені нижній нерухомий та верхній коливний вали з встановленими на них зубчастими колесами та подавальними роликами, привід підняття верхнього ролика, ніж, шарнірну опору, привід верстата, який відрізняється тим, що коливний вал і коливне зубчасте колесо встановлені так, що вони мають один єдиний центр коливання, при цьому центр коливання зубчастого колеса...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Гевко Ігор Богданович, Лясота Оксана Михайлівна, Васильків Василь Васильович, Пилипець Михайло Ількович, Гупка Богдан Васильович
МПК: B21D 11/06
Мітки: формоутворення, гвинтових, реалізації, верстат, спосіб, заготовок, профільних
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Попередній патент: Роликоопора
Наступний патент: Спосіб самоналагодження коефіцієнта передачі регулятора
Випадковий патент: Спосіб діагностики ендогенної інтоксикації у хворих на хіміорезистентний туберкульоз легень