Спосіб змінно-зустрічного продування розплаву інертним газом
Номер патенту: 114569
Опубліковано: 10.03.2017
Автори: Щербак Максим Геннадійович, Лабінцев Олексій Миколайович, Антонов Віктор Васильович
Формула / Реферат
1. Спосіб змінно-зустрічного продування розплаву інертним газом, який включає продування в ковшах через донні продувальні пристрої, що складаються з розрахункового числа моноблоків; продування включається і вимикається в будь-які необхідні моменти; у ковші продувальні пристрої встановлюються так, щоб будь-яка сторона моноблоків була не ближче 20 см від стінки ковша; після випуску металу в ківш розплав витримується без продувки не менше 5 хвилин, продувка на установці ківш-піч здійснюється не більше 35 хвилин, на вакууматорі не більше 15 хвилин, перед розливанням 5-15 хвилин, а також може здійснюватися під час розливання в виливниці або у форми, або під час випуску металу з ковша в проміжний ківш на машині безперервного лиття заготовок; загальна площа робочої поверхні продувального пристрою, що складається з площ робочих поверхонь розрахункового числа моноблоків, знаходиться в межах 1-80 % від площі днища між футерівкою стінок ковша; застосовується в ливарних ковшах ємністю від 0,1 т до 100 т, в промковшах до 65 т, в сталерозливних ковшах ємністю до 430 т, який відрізняється тим, що у ковші продувальні моноблоки з незалежним регульованим підключенням до аргонопроводу встановлюють пообіч від центру днища ковша симетрично або асиметрично відносно центру днища ковша.
2. Спосіб змінно-зустрічного продування розплаву інертним газом за п. 1, який відрізняється тим, що, в залежності від ємності ковша, в ньому встановлюють два, три або чотири продувальні моноблоки.
3. Спосіб змінно-зустрічного продування розплаву інертним газом за пп. 1, 2 який відрізняється тим, що продувку через моноблоки по черзі вмикають і вимикають або збільшують і зменшують.
Текст
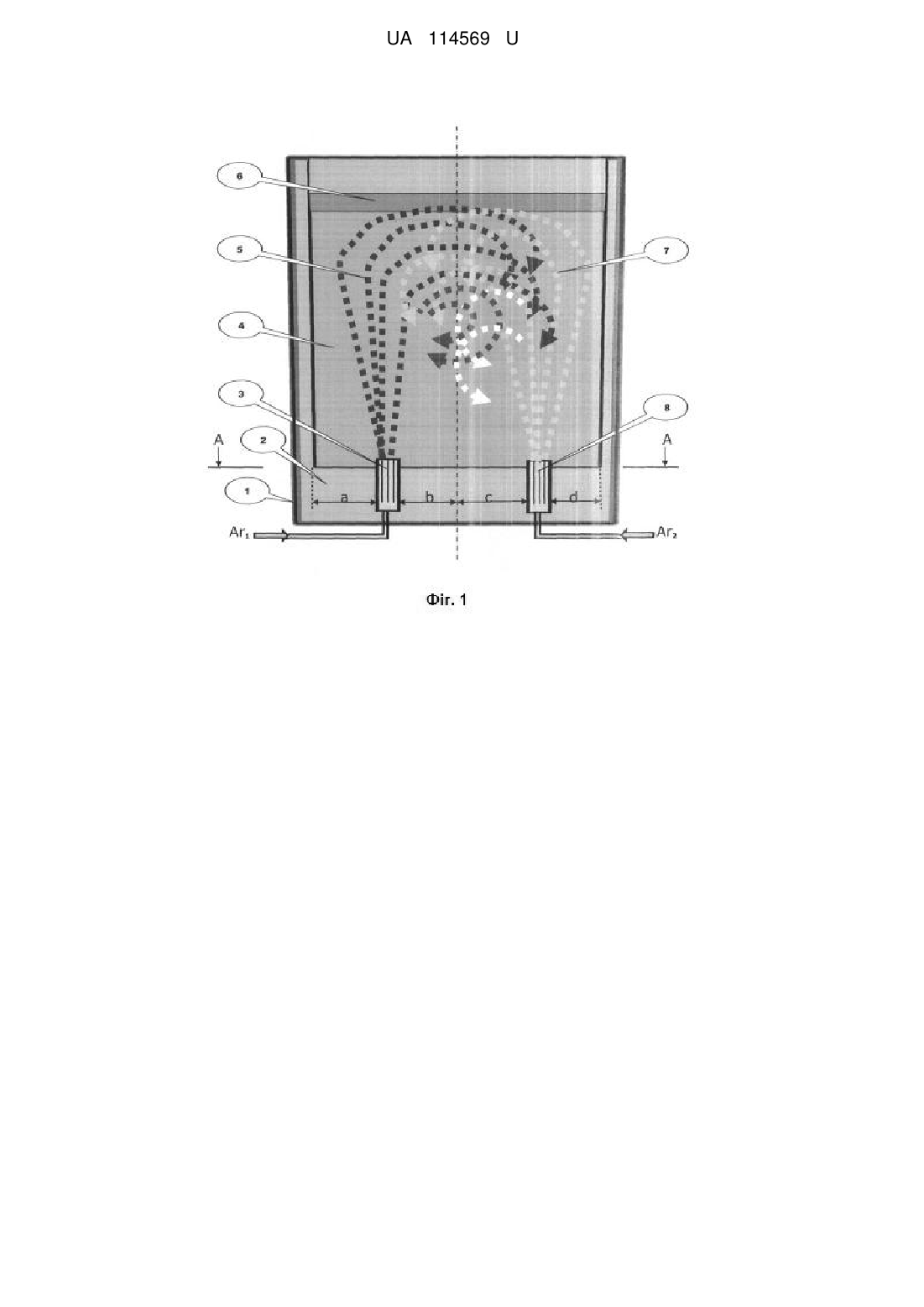
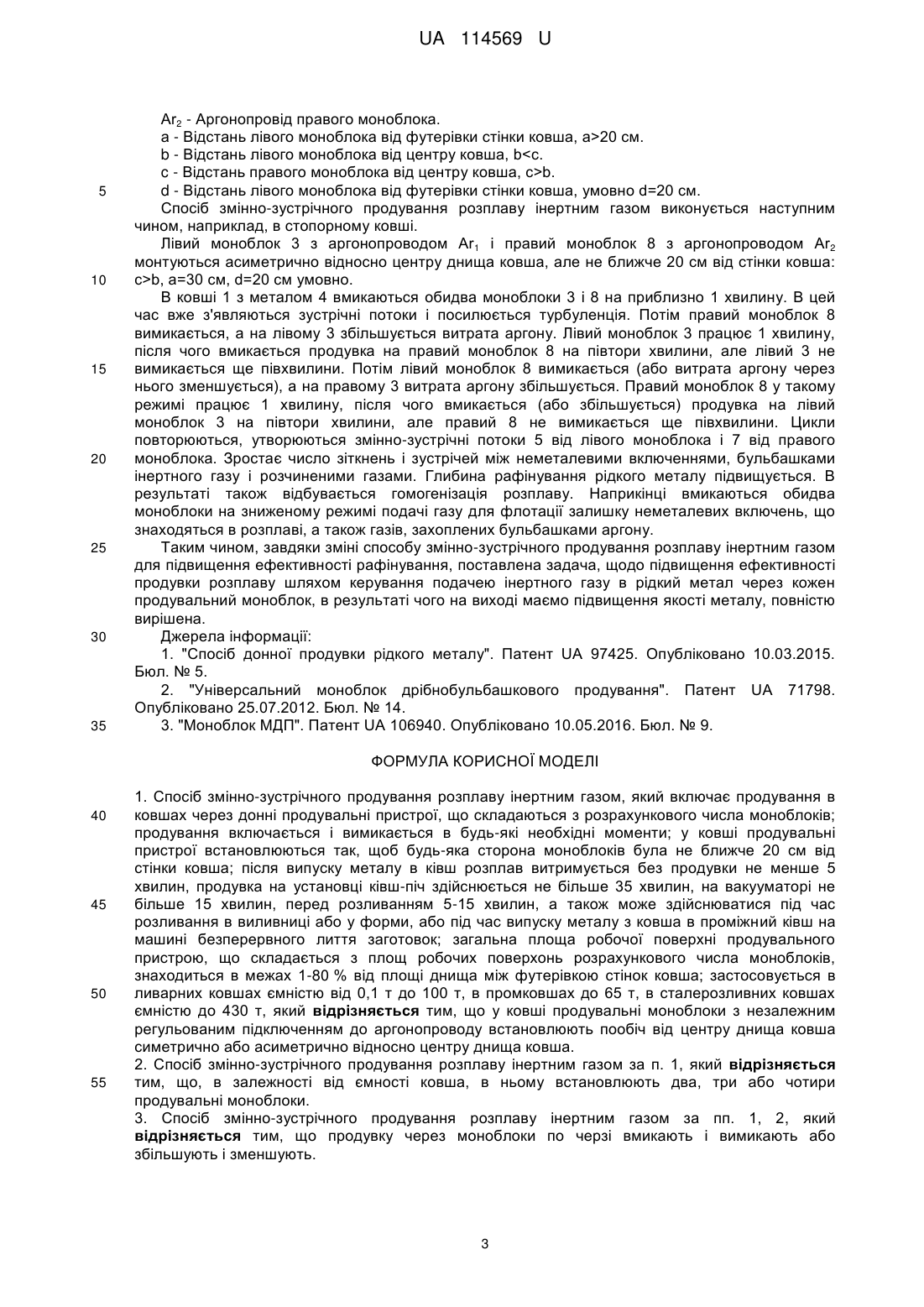
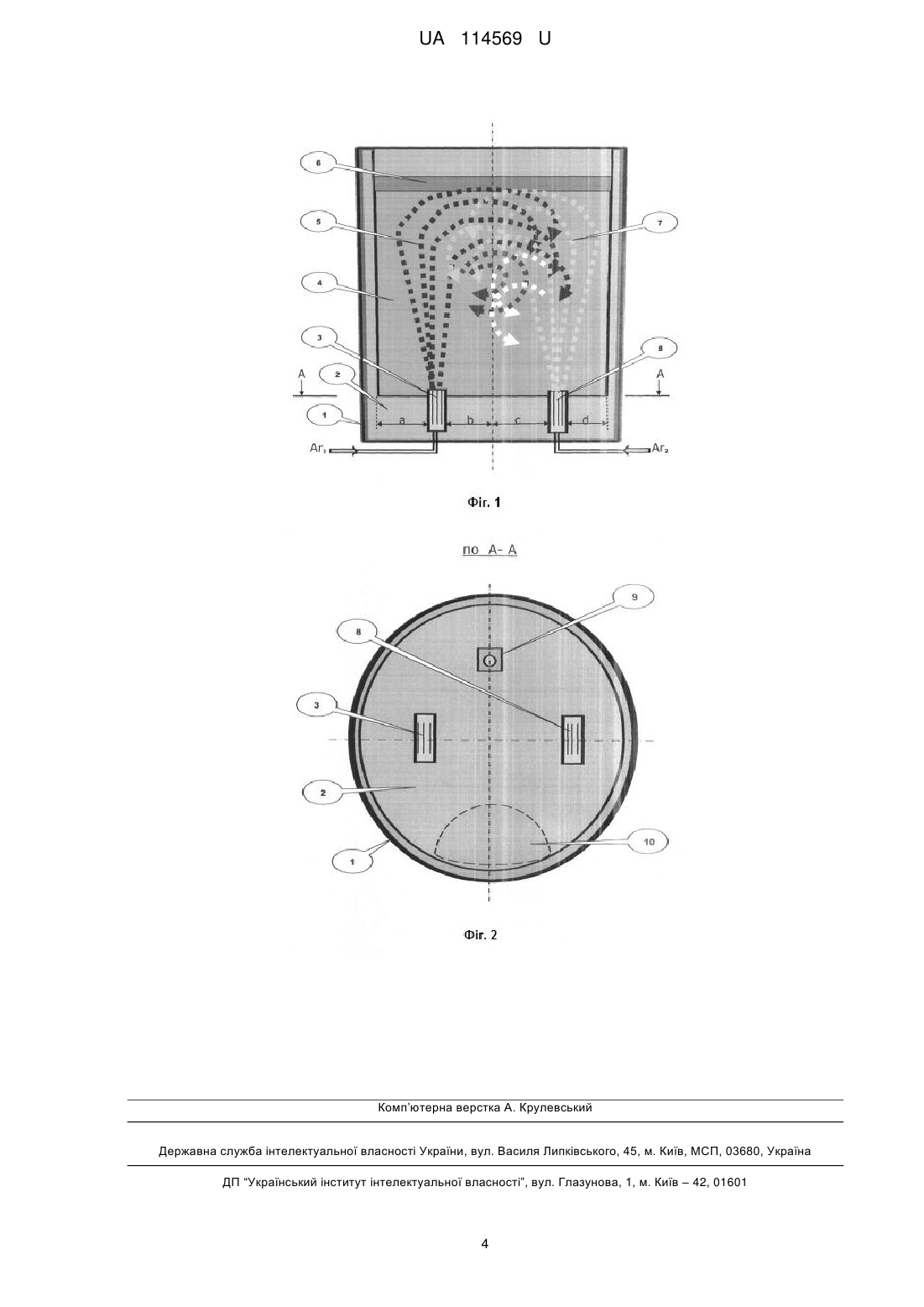
Реферат: Спосіб змінно-зустрічного продування розплаву інертним газом включає продування в ковшах через донні продувальні пристрої, що складаються з розрахункового числа моноблоків. Продування включається і вимикається в будь-які необхідні моменти; у ковші продувальні пристрої встановлюються так, щоб будь-яка сторона моноблоків була не ближче 20 см від стінки ковша; після випуску металу в ківш розплав витримується без продувки не менше 5 хвилин, продувка на установці ківш-піч здійснюється не більше 35 хвилин, на вакууматорі не більше 15 хвилин, перед розливанням 5-15 хвилин, а також може здійснюватися під час розливання в виливниці або у форми, або під час випуску металу з ковша в проміжний ківш на машині безперервного лиття заготовок. Загальна площа робочої поверхні продувального пристрою, що складається з площ робочих поверхонь розрахункового числа моноблоків, знаходиться в межах 1-80 % від площі днища між футерівкою стінок ковша. Спосіб застосовується в ливарних ковшах ємністю від 0,1 т до 100 т, в промковшах до 65 т, в сталерозливних ковшах ємністю до 430 т. У ковші продувальні моноблоки з незалежним регульованим підключенням до аргонопроводу встановлюють пообіч від центру днища ковша симетрично або асиметрично відносно центру днища ковша. UA 114569 U (12) UA 114569 U UA 114569 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до чорної металургії, а саме до позапічної обробки рідкого металу продувкою інертними газами для підвищення ефективності рафінування. Відомий "Спосіб донної продувки рідкого металу" [1], який передбачає можливість продування в ковшах через донні продувальні пристрої, що складаються з розрахункового числа моноблоків; продування може вмикатися і вимикатися в будь-які необхідні моменти; у ковші продувальні пристрої встановлюються так, щоб будь-яка сторона моноблоків була не ближче 20 см від стінки ковша; після випуску металу в ківш розплав витримується без продувки не менше 5 хвилин, продувка на установці ківш-піч здійснюється не більше 35 хвилин, на вакууматорі не більше 15 хвилин, перед розливанням 5-15 хвилин, а також може тривати під час розливання в виливниці або у форми, або під час випуску металу з ковша в проміжний ківш на машині безперервного лиття заготовок; загальна площа робочої поверхні продувального пристрою, що складається з площ робочих поверхонь розрахункового числа моноблоків, може знаходитися в межах 1-80 % від площі днища між футеровкою стінок ковша; може застосовуватися в ливарних ковшах ємністю від 0,1 т до 100 т, в промковшах до 65т, в сталерозливних ковшах ємністю до 430 т. Цей спосіб вибраний як найближчий аналог. Він в цілому забезпечує хороший рівень рафінування розплаву, але його недоліком є однакові режими подачі інертного газу для всіх моноблоків, складових продувального пристрою. В найближчому аналогу продування може вмикатися і вимикатися в будь-які необхідні моменти, але вмикаються або вимикаються всі моноблоки разом, що недостатньо повно використовує рафінуючу властивість продувки розплаву інертним газом. В основу корисної моделі поставлена задача підвищення ефективності способу продувки розплаву шляхом керування змінною подачею інертного газу в рідкий метал через кожен продувальний моноблок, в результаті чого на виході маємо підвищення якості металу. Результат досягається тим, що: - у ковші продувальні моноблоки з незалежним регульованим підключенням до аргонопроводу встановлюються пообіч від центру днища ковша симетрично або асиметрично стосовно центру днища ковша; - в залежності від ємності ковша, в ньому можуть бути встановлені два, три або чотири продувальні моноблоки; - продувка через моноблоки по черзі вмикається і вимикається або збільшується і зменшується. Спільними із найближчим аналогом ознаками способу є: - донні продувальні пристрої складаються з розрахункового числа моноблоків; - продування може вмикатися і вимикатися в будь-які необхідні моменти; - у ковші продувальні пристрої встановлюються так, щоб будь-яка сторона моноблоків була не ближче 20 см від стінки ковша; - після випуску металу в ківш розплав витримується без продувки не менше 5 хвилин, продувка на установці ківш-піч здійснюється не більше 35 хвилин, на вакууматорі не більше 15 хвилин, перед розливанням 5-15 хвилин, а також може тривати під час розливання в виливниці або у форми, або під час випуску металу з ковша в проміжний ківш на машині безперервного лиття заготовок; - загальна площа робочої поверхні продувального пристрою, що складається з площ робочих поверхонь розрахункового числа моноблоків, може знаходитися в межах 1-80 % від площі днища між футеровкою стінок ковша; - може застосовуватися в ливарних ковшах ємністю від 0,1 т до 100 т, в промковшах до 65 т, в сталерозливних ковшах ємністю до 430 т. Істотними відмітними ознаками способу, що заявляється, є: 1. У ковші продувальні моноблоки з незалежним регульованим підключенням до аргонопроводу встановлюються пообіч від центру днища ковша симетрично або асиметрично відносно центру днища ковша; 2. В залежності від ємності ковша, в ньому можуть бути встановлені два, три або чотири продувальні моноблоки; 3. Продувка через моноблоки по черзі вмикається і вимикається або збільшується і зменшується. Між істотними ознаками корисної моделі і технічнім результатом - підвищенням ефективності способу продувки розплаву шляхом керування подачею інертного газу в рідкий метал через кожен продувальний моноблок, в результаті чого на виході маємо підвищення якості металу - існує причинно-наслідковий зв'язок, який пояснюється наступним. 1 UA 114569 U 5 10 15 20 25 30 35 40 45 50 55 60 Завдяки тому, що у ковші продувальні моноблоки з незалежним регульованим підключенням до аргонопроводу встановлюються пообіч від центру днища ковша симетрично або асиметрично стосовно центру днища ковша; в залежності від ємності ковша, в ньому можуть бути встановлені два, три або чотири продувальні моноблоки; продувка через моноблоки по черзі вмикається і вимикається або збільшується і зменшується - у ванні рідкого металу виникає змінно-зустрічна гідродинамічна картина, посилюється турбулентність, що збільшує число зіткнень частинок неметалевих включень між собою, а також число зустрічей неметалічних включень і розчинених газів з бульбашками аргону, які своєю поверхнею захоплюють неметалеві включення і втягують в себе розчинені гази, виносячи вгору до покривного шлаку. Для ефективного видалення неметалевих включень з рідкого металу необхідно збільшувати число зіткнень неметалевих включень між собою для їх укрупнення, так як дрібнодисперсні включення набагато гірше захоплюються поверхнею бульбашок інертного газу. А укрупнені неметалеві включення добре захоплюються бульбашками інертного газу і надійно доставляються до покривного шлаку, який їх адсорбує, Також необхідно збільшувати кількість зустрічей бульбашок інертного газу з неметалевими включеннями для збільшення ймовірності їх захоплення. А також для видалення розчинених в розплаві газів дуже важливо збільшувати число їх зустрічей з бульбашками інертного газу, які при цих зустрічах втягують в себе водень, кисень, азот і виносять їх до покривного шлаку. Все це досягається змінно-зустрічною гідродинамікою. На прикладі продувального пристрою, що складається з двох моноблоків: якщо вони розташовані в футерівці днища ковша поруч з одного боку від центру днища, і витрати інертного газу через обидва моноблоки однакові, то потоки інертного газу спочатку піднімаються вгору, під покривним шлаком частково закручуються в одну сторону і вниз спадними потоками, а частково виходять через покривний шлак. Турбуленція і зіткнення неметалевих включень між собою і з бульбашками інертного газу в цьому разі не дуже розвинена і виникає, в основному, в підшлаковій зоні, коли висхідні потоки іноді зустрічаються з спадними. Якщо обидва моноблоки розташовані пообіч від центру днища ковша, а продувка через моноблоки вмикається і вимикається по черзі, або по черзі збільшується і зменшується, то при включенні одного моноблока при відключенні іншого, потім при включенні другого моноблока при відключенні першого - і так циклічно, в ванні утворюються змінні зустрічні потоки, виникає додаткова турбуленція і в результаті зростає число зіткнень неметалевих включень між собою, а також число зустрічей бульбашок інертного газу з неметалевими включеннями і з розчиненими газами, які захоплюються бульбашками інертного газу, доставляються до покривному шлаку і ним адсорбуються. Отже, за той же час, що і при односторонньому розташуванні моноблоків, відбувається більш глибоке рафінування металу. Цей ефект можна ще посилити, якщо деякий час обидва моноблоки до відключення одного з них працюватимуть разом, створюючи зустрічні потоки. Тобто при вмиканні другого моноблока перший моноблок продовжує працювати ще 15-30 секунд разом з другим. На початку обробки вмикаємо продування через обидва моноблоки, щоб скоріше розвинути перемішування металу. Перед закінченням продувки необхідно вмикати зменшену подачу через обидва моноблоки, щоб створити режим флотації для винесення з розплаву бульбашками інертного газу до покривного шлаку залишку неметалічних включень, що знаходяться в розплаві, а також остаточних газів, захоплених бульбашками аргону. Корисна модель пояснюється кресленнями. На фіг. 1 зображено вертикальний розріз стопорного ковша з двома моноблоками, розташованими асиметрично і пообіч відносно центру днища ковша, зі схемою потоків інертного газу у ванні рідкого металу від обох моноблоків. На фіг. 2 зображено вигляд днища стопорного ковша по А-А з розташуванням моноблоків. 1 - Корпус стопорного ковша. 2 - Футерівка днища ковша. 3 - Продувальний моноблок лівий. Наприклад, по [2] або по [3]. 4 - Розплав металу. 5 - Потоки інертного газу від лівого моноблока, темним кольором. 6 - Покривний шлак. 7 - Потоки інертного газу від правого моноблока, світлим пунктиром. 8 - Продувальний моноблок правий. Наприклад, по [2] або по [3]. 9 - Гніздовий блок розливного стакана. 10 - Бійне місце. Ar1 - Аргонопровід лівого моноблока. 2 UA 114569 U 5 10 15 20 25 30 35 Аr2 - Аргонопровід правого моноблока. а - Відстань лівого моноблока від футерівки стінки ковша, a>20 см. b - Відстань лівого моноблока від центру ковша, bb. d - Відстань лівого моноблока від футерівки стінки ковша, умовно d=20 см. Спосіб змінно-зустрічного продування розплаву інертним газом виконується наступним чином, наприклад, в стопорному ковші. Лівий моноблок 3 з аргонопроводом Ar1 і правий моноблок 8 з аргонопроводом Аr2 монтуються асиметрично відносно центру днища ковша, але не ближче 20 см від стінки ковша: с>b, a=30 см, d=20 см умовно. В ковші 1 з металом 4 вмикаються обидва моноблоки 3 і 8 на приблизно 1 хвилину. В цей час вже з'являються зустрічні потоки і посилюється турбуленція. Потім правий моноблок 8 вимикається, а на лівому 3 збільшується витрата аргону. Лівий моноблок 3 працює 1 хвилину, після чого вмикається продувка на правий моноблок 8 на півтори хвилини, але лівий 3 не вимикається ще півхвилини. Потім лівий моноблок 8 вимикається (або витрата аргону через нього зменшується), а на правому 3 витрата аргону збільшується. Правий моноблок 8 у такому режимі працює 1 хвилину, після чого вмикається (або збільшується) продувка на лівий моноблок 3 на півтори хвилини, але правий 8 не вимикається ще півхвилини. Цикли повторюються, утворюються змінно-зустрічні потоки 5 від лівого моноблока і 7 від правого моноблока. Зростає число зіткнень і зустрічей між неметалевими включеннями, бульбашками інертного газу і розчиненими газами. Глибина рафінування рідкого металу підвищується. В результаті також відбувається гомогенізація розплаву. Наприкінці вмикаються обидва моноблоки на зниженому режимі подачі газу для флотації залишку неметалевих включень, що знаходяться в розплаві, а також газів, захоплених бульбашками аргону. Таким чином, завдяки зміні способу змінно-зустрічного продування розплаву інертним газом для підвищення ефективності рафінування, поставлена задача, щодо підвищення ефективності продувки розплаву шляхом керування подачею інертного газу в рідкий метал через кожен продувальний моноблок, в результаті чого на виході маємо підвищення якості металу, повністю вирішена. Джерела інформації: 1. "Спосіб донної продувки рідкого металу". Патент UA 97425. Опубліковано 10.03.2015. Бюл. № 5. 2. "Універсальний моноблок дрібнобульбашкового продування". Патент UA 71798. Опубліковано 25.07.2012. Бюл. № 14. 3. "Моноблок МДП". Патент UA 106940. Опубліковано 10.05.2016. Бюл. № 9. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 1. Спосіб змінно-зустрічного продування розплаву інертним газом, який включає продування в ковшах через донні продувальні пристрої, що складаються з розрахункового числа моноблоків; продування включається і вимикається в будь-які необхідні моменти; у ковші продувальні пристрої встановлюються так, щоб будь-яка сторона моноблоків була не ближче 20 см від стінки ковша; після випуску металу в ківш розплав витримується без продувки не менше 5 хвилин, продувка на установці ківш-піч здійснюється не більше 35 хвилин, на вакууматорі не більше 15 хвилин, перед розливанням 5-15 хвилин, а також може здійснюватися під час розливання в виливниці або у форми, або під час випуску металу з ковша в проміжний ківш на машині безперервного лиття заготовок; загальна площа робочої поверхні продувального пристрою, що складається з площ робочих поверхонь розрахункового числа моноблоків, знаходиться в межах 1-80 % від площі днища між футерівкою стінок ковша; застосовується в ливарних ковшах ємністю від 0,1 т до 100 т, в промковшах до 65 т, в сталерозливних ковшах ємністю до 430 т, який відрізняється тим, що у ковші продувальні моноблоки з незалежним регульованим підключенням до аргонопроводу встановлюють пообіч від центру днища ковша симетрично або асиметрично відносно центру днища ковша. 2. Спосіб змінно-зустрічного продування розплаву інертним газом за п. 1, який відрізняється тим, що, в залежності від ємності ковша, в ньому встановлюють два, три або чотири продувальні моноблоки. 3. Спосіб змінно-зустрічного продування розплаву інертним газом за пп. 1, 2, який відрізняється тим, що продувку через моноблоки по черзі вмикають і вимикають або збільшують і зменшують. 3 UA 114569 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюLabintsev Oleksii Mykolaiovych
Автори російськоюЛабинцев Алексей Николаевич
МПК / Мітки
Мітки: змінно-зустрічного, газом, інертним, спосіб, розплаву, продування
Код посилання
<a href="https://ua.patents.su/6-114569-sposib-zminno-zustrichnogo-produvannya-rozplavu-inertnim-gazom.html" target="_blank" rel="follow" title="База патентів України">Спосіб змінно-зустрічного продування розплаву інертним газом</a>
Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок
Номер патенту: 76509
Опубліковано: 10.01.2013
Автори: Кравченко Артем Володимирович, Смірнов Олексій Миколайович, Кузнецов Денис Юрійович, Буденко Сергій Володимирович, Куберський Сергій Володимирович, Костенко Андрій Анатолійович
МПК: C21C 7/06
Мітки: продування, проміжному, заготовок, безперервного, лиття, ковші, машини, рідкої, газом, пристрій, сталі, інертним
Формула / Реферат:
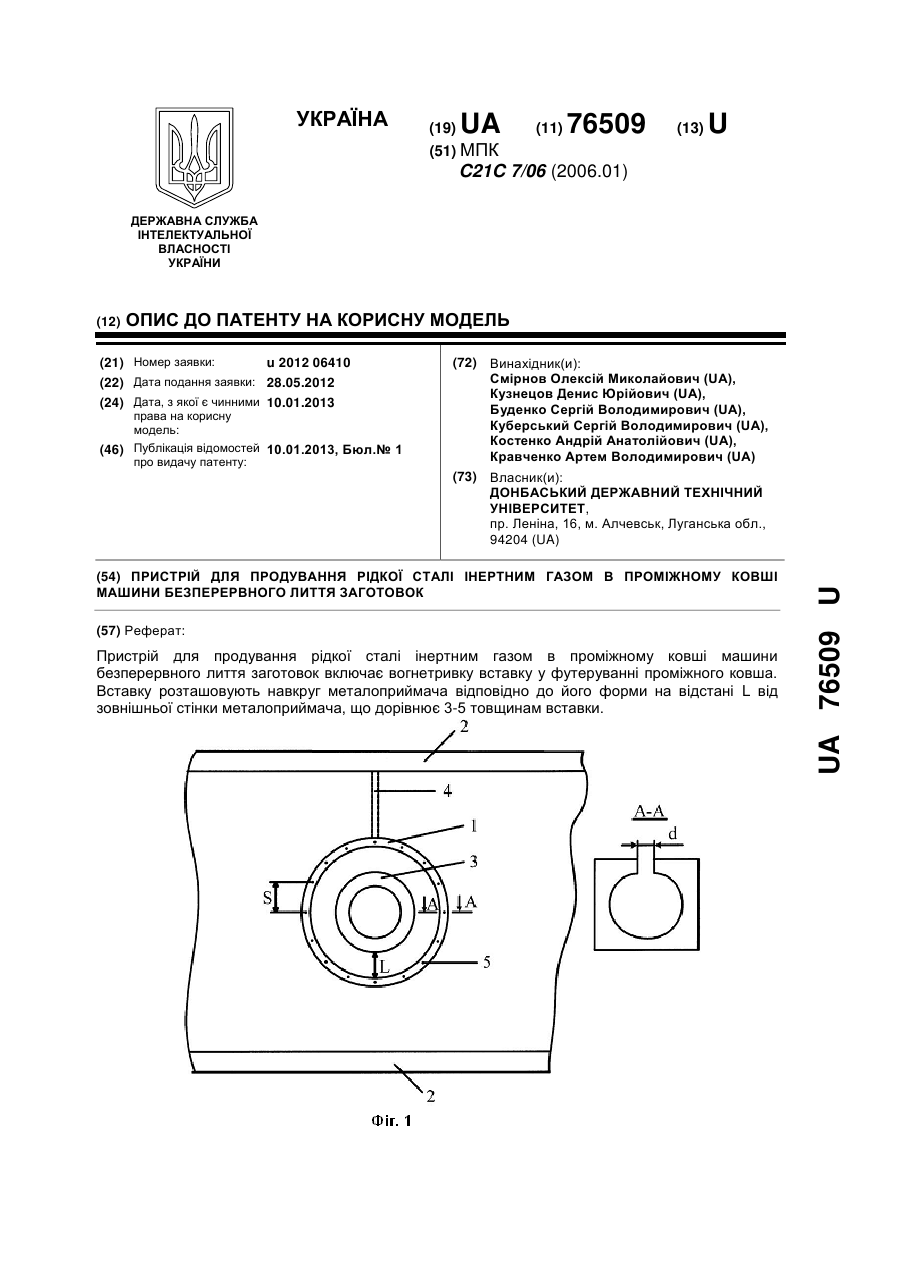
1. Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок, що включає вогнетривку вставку у футеруванні проміжного ковша, який відрізняється тим, що вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки.2. Пристрій за п. 1, який відрізняється тим, що вогнетривка вставка має...
Фурма для продування розплаву нейтральним газом

Номер патенту: 96523
Опубліковано: 10.11.2011
Автори: Харлашин Петро Степанович, Яценко Андрій Миколайович
МПК: C22B 9/05, C21C 7/072, B22D 1/00, C21C 5/48
Мітки: нейтральним, розплаву, продування, газом, фурма
Формула / Реферат:
1. Фурма для продування металу інертним газом, що містить корпус і соплову головку, яка відрізняється тим, що на зовнішній поверхні корпусу виконаний кільцевий уступ на відстані від торцевої частини соплової головки не більше 1/6 від висоти фурми, а кут розкриття сопел складає 15-17°.2. Фурма по п. 1, яка відрізняється тим, що верхня і нижня поверхні уступу виконані конусно з різними кутами нахилу.
Спосіб обробки газом розплаву металу
Номер патенту: 34510
Опубліковано: 15.03.2001
Автори: Олійник Юрій Володимирович, Зазулін Микола Єгорович, Живченко Володимир Семенович
МПК: B22D 41/02, B22D 41/50
Мітки: розплаву, обробки, металу, спосіб, газом
Текст:
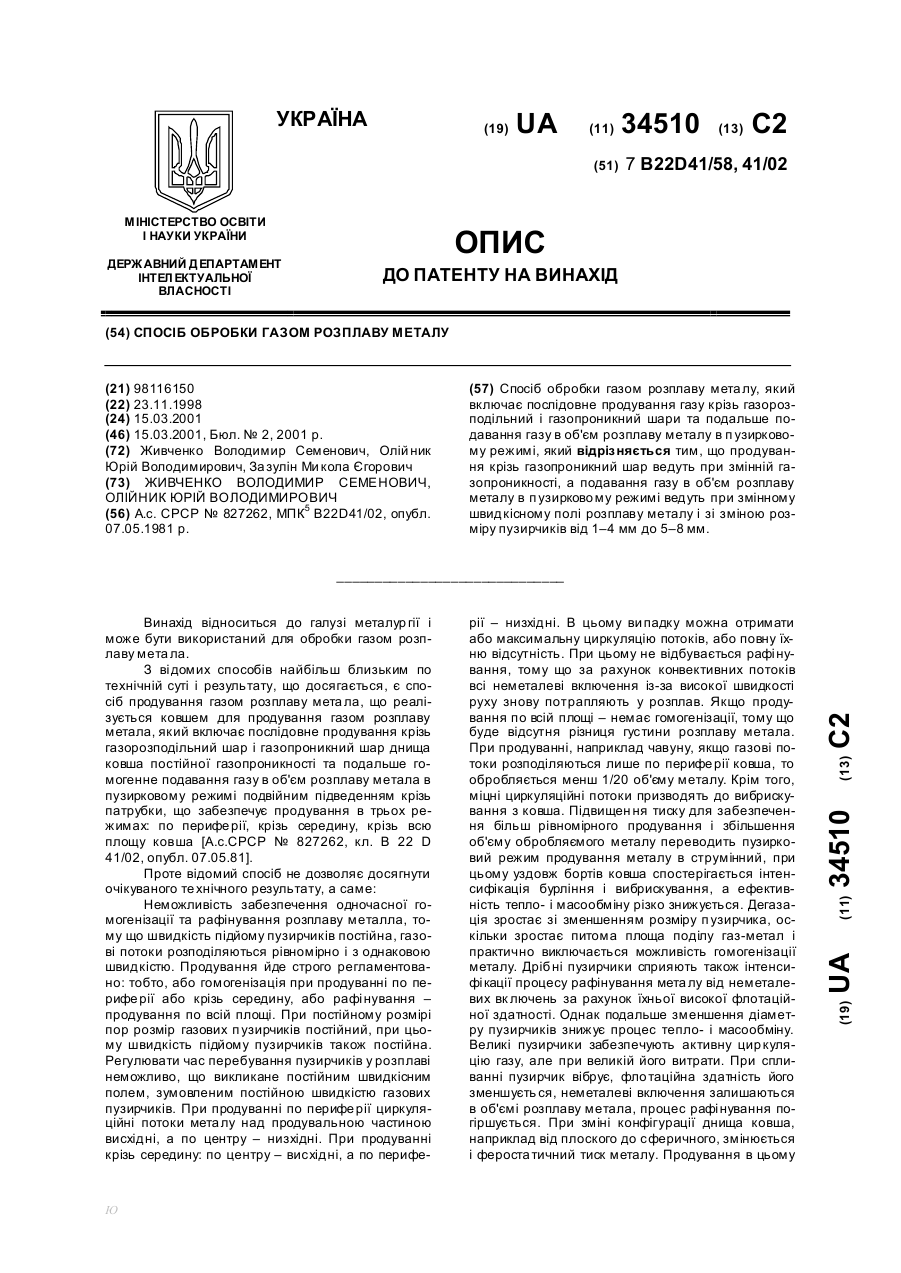
...зопроникнiстю при виконаннi умов: 1. Змiна розмiрiв пузирчикiв вiд 1–4 мм до 5– 8 мм. Розмiри пузирчикiв зумовленi необхiднiстю одночасного ви конання рафi нування розплаву метала за допомогою пузирчикiв дiаметром 1–4 мм, та гомогенiзацiї розплаву метала, що провадять пузирчиками дiаметром 5–8 мм. Зменшення дiаметру пузирчикiв менше 1 мм недоцiльне, оскiльки швидкостi їхн ього пiдйому в об'ємi розплаву метала будуть дуже низькими, рафi нуюча...
Пристрій для продування рідкого металу газом
Номер патенту: 24063
Опубліковано: 11.06.2007
Автори: Живченко Володимир Семенович, Рябушенко Олександр Сергійович, Зубков Михайло Иосипович, Щурик Олександр Володимирович, Мерцалов Володимир Вікторович, Кондратенко Сергій Васильович
МПК: C21C 7/00
Мітки: продування, рідкого, пристрій, металу, газом
Формула / Реферат:
Пристрій для продування рідкого металу газом, що містить колекторний ящик, маяки, розташовані усередині ящика, газорозподільний шар, газорозподільні елементи, робочий і арматурний шари, який відрізняється тим, що колекторний ящик розташований на арматурному шарі футерівки днища ковша, продувні елементи встановлені в колекторний ящик і спираються на маяки, простір між продувними елементами і стінками ящика замонолічено газонепроникним...
Металургійна місткість для продування металевого розплаву газами
Номер патенту: 36103
Опубліковано: 16.04.2001
Автори: Живченко Володимир Семенович, Нечепоренко Володимир Андрійович, Шеремет Володимир Олександрович, Зазулін Микола Єгорович, Макаров Григорій Арестович, Боровиков Геннадій Федорович, Олійник Юрій Володимирович
МПК: B22D 41/00
Мітки: місткість, продування, газами, металургійна, металевого, розплаву
Формула / Реферат:
1. Металургійна місткість для продування металевого розплаву газами, що містить футерований кожух, футеровку стін, футеровку днища з двох шарів, один з яких виконаний з газопроникного вогнетривкого матеріалу, а другий - з гранульованого матеріалу, розміщений між кожухом і шаром з газопроникного вогнетривкого матеріалу, і патрубок для підведення газу, яка відрізняється тим, що місткість оснащена металевою пластиною, розміщеною по діаметру...
Попередній патент: Навантажувач-роздавач кормів
Наступний патент: Спосіб анкерного кріплення гірничої виробки при переході геологічного порушення
Випадковий патент: Пристрій для транспортування та очистки коренебульбоплодів