Спосіб виготовлення стрижневих кріпильних різьбових виробів
Номер патенту: 120613
Опубліковано: 10.11.2017
Автори: Мачуська Неоніла Данилівна, Коваленко Валерій Федорович, Гуль Юрій Петрович, Щербина Олександр Миколайович, Івченко Олександр Васильович

Формула / Реферат
1. Спосіб виготовлення стрижневих кріпильних різьбових виробів з межею текучості 640 МПа і вище, що включає зміцнення вхідної заготовки в процесі виготовлення на металургійному переділі шляхом перерваного загартування з температури кінця прокатки до 700-550 °С і змотування її в моток, подальше холодне зміцнення заготовки шляхом волочіння зі ступенем деформації не менше 10 %, формування виробу холодним об'ємним штампуванням, накатку різьблення і фінішну термічну обробку, який відрізняється тим, що як вихідну заготовку використовують катанку з низьковуглецевої або низьколегованої сталі з вмістом вуглецю 0,15-0,35 %, марганцю 0,5-1,5 %, решта - залізо і неминучі домішки у вигляді одного або декількох елементів з групи: хром, ванадій, молібден, мідь, нікель, кремній, титан, яка має межу текучості не менше 450 МПа, а як фінішній термічній обробці вироби піддають деформаційному старінню при 150-480 °С протягом 0,1-1,0 години, тривалість якого вибирають в обернено пропорційній залежності від температури.
2. Спосіб за п. 1, який відрізняється тим, що в процесі деформаційного старіння на вироби наносять захисне покриття.
Текст
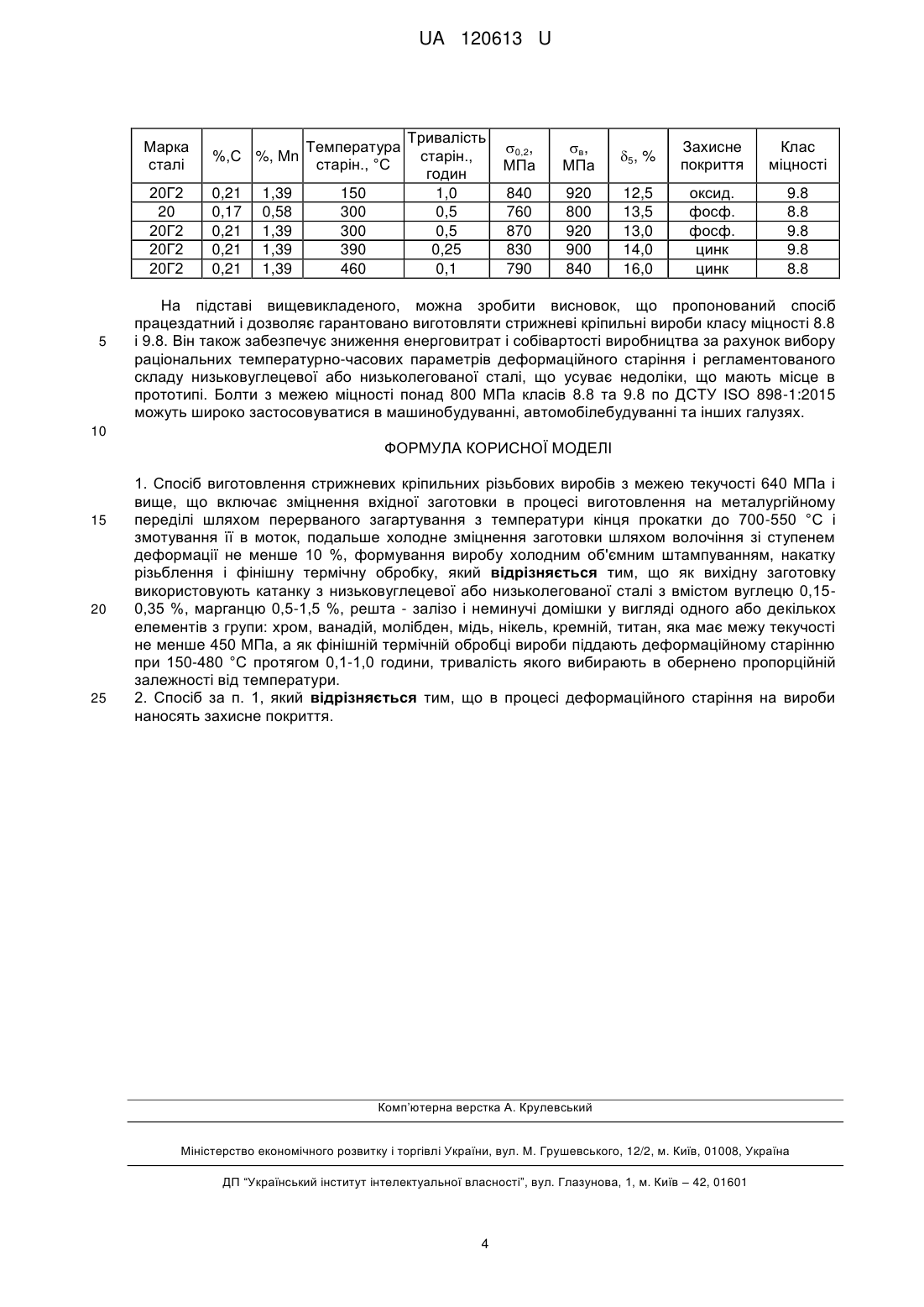
Реферат: Спосіб виготовлення стрижневих кріпильних різьбових виробів з межею текучості 640 МПа і вище включає зміцнення вхідної заготовки в процесі виготовлення на металургійному переділі шляхом перерваного загартування з температури кінця прокатки до 700-550 °С і змотування її в моток, подальше холодне зміцнення заготовки шляхом волочіння зі ступенем деформації не менше 10 %, формування виробу холодним об'ємним штампуванням, накатку різьблення і фінішну термічну обробку. Як вихідну заготовку використовують катанку з низьковуглецевої або низьколегованої сталі з вмістом вуглецю 0,15-0,35 %, марганцю 0,5-1,5 %, решта - залізо і неминучі домішки у вигляді одного або декількох елементів з групи: хром, ванадій, молібден, мідь, нікель, кремній, титан, яка має межу текучості не менше 450 МПа, а як фінішній термічній обробці вироби піддають деформаційному старінню при 150-480 °С протягом 0,1-1,0 години, тривалість якого вибирають в обернено пропорційній залежності від температури. UA 120613 U (12) UA 120613 U UA 120613 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металообробки, зокрема до способів виготовлення стрижневих кріпильних різьбових виробів з низьковуглецевих або низьколегованих сталей, які можуть бути використані у вигляді болтів, гвинтів і шпильок з межею міцності понад 800 МПа в різьбових з'єднаннях в машинобудуванні, автомобілебудуванні та інших галузях. Традиційна технологія виробництва високоміцних стрижневих кріпильних різьбових виробів з межею текучості не менше 640 МПа класу міцності 8.8 і вище (ДСТУ ISO 898-1: 2015. Механічні властивості кріпильних виробів, виготовлених з вуглецевої и легованої сталі. Частина 1. Болти, гвинти и шпильки) включає холодну пластичну деформацію гарячекатаного або відпаленого прокату калібруванням і об'ємним штампуванням з наступним нанесення різьблення, а також термічну обробку шляхом загартування і відпуск готових виробів. Останнє вимагає складного енергоємного обладнання, супроводжується застосуванням захисних середовищ для запобігання зневуглецювання і збереження чистоти поверхні і параметрів різьби, додаткових операцій для відновлення прямолінійності довгомірних виробів. Для усунення негативних наслідків, спричинених термічною обробкою, протягом тривалого періоду часу ведуться пошуки рішень щодо виключення операцій загартування і відпуску готових кріпильних виробів і по перенесенню цих операцій безпосередньо на вихідну сировину (прокат, який виробляють на металургійному переділі). Відомий спосіб виготовлення кріпильних різьбових виробів (А. с. СРСР № 662233, МПК В21К 1/44, C21D 1/78, опубл. 18.05.1979 p.), який включає калібрування прокату, різання його на мірні заготовки і холодне пластичне деформування виробів. При цьому загартуванню піддають безпосередньо прокат в процесі його виготовлення в потоці прокатного стану, а відпуск прокату виконують шляхом окремої операції поверхневого нагріву ТВЧ до температур 650-750 °С. Даний спосіб виключає операції загартування і відпуску готових виробів і пов'язані з ним заходи щодо збереження прямолінійності, якості поверхні і геометричних параметрів різьби (правка, очищення і шліфування поверхні); в ньому замінюються леговані сталі дешевшими низьковуглецевими; термічна обробка прокату з використанням тепла прокатного нагріву вимагає значно менших витрат в порівнянні з термообробкою готових виробів зі спеціального окремого нагріву; при цьому значно підвищується корозійна стійкість готових виробів. Недоліком даного способу є неможливість його застосування на високошвидкісних холодно-висадочних автоматах через наявність заготовки в мірних відрізках замість необхідного - у вигляді нескінченного відрізка сформованого в моток. Також відомий спосіб виготовлення кріпильних різьбових виробів з низьковуглецевої сталі (А. с. СРСР № 1301855, МПК C21D 1/78, опубл. 07.04.1987 p.), що включає нагрів прокату, прискорене охолодження з аустенітної області, відпуск, калібрування і холодну пластичну деформацію для отримання різьбового виробу, при якому нагрів здійснюють зі швидкістю 5001000 град./с, прискорене охолодження проводять спочатку поверхні прокату на глибину, відповідну глибині різьблення, до температури міжкритичної області (Аr 3-Аr1) при збереженні решти частини прокату в аустенітному стані, потім всього прокату до кімнатної температури зі швидкістю 100-150 град./с, а відпуск виробу проводять після холодної пластичної деформації при 200-600 °С в активній окислювальній атмосфері. Даний спосіб забезпечує підвищення міцності, в'язкості, холодостійкості і корозійної стійкості кріпильних виробів, а також підвищення технологічності їх виготовлення за рахунок виключення операції загартування готових виробів. Недоліком даного способу є необхідність додаткового обладнання (технологічної лінії) для підготовки прокату зі спеціальною структурою і певного рівня вхідних механічних властивостей. Прототипом пропонованої корисної моделі, як найбільш близьким за своєю технічної суттю і результату, що досягається, є спосіб виробництва кріпильних різьбових виробів (А. с. СРСР № 1708880, МПК C21D 1/78, опубл. 30.01.1992 p.), що включає гарячу прокатку, загартування, калібрування прокату з деформацією не менше 10 %, холодну висадку заготовки і формування різьби. При цьому загартування здійснюють з температури кінця прокатки в дві стадії: на першій - прискорено водою або водоповітряною сумішшю до 700-550 °С, після цього його змотують в моток, на другій стадії охолоджують на повітрі, а після формування різьби кріпильні вироби піддають старінню при 150-400 °С протягом 0,5-3,0 год. У той же час передбачається в процесі старіння проведення антикорозійної обробки воронуванням або оксидуванням. Даний спосіб забезпечує спрощення виробництва виробів з міцності не менше 800 МПа при одночасному зниженні енергетичних витрат. Недоліком даного способу є відсутність регламентації хімічного складу вихідної сировини для виготовлення кріпильних виробів за основними компонентами, які забезпечують підвищення міцнісних властивостей в процесі виробництва на металургійному переділі, відсутність вимог по вихідному рівню міцнісних властивостей вихідної сировини, що піддається подальшій холодній деформації (калібрування + штампування + нанесення різьблення), а також самі температурні-часові параметри деформаційного старіння і занесення 1 UA 120613 U 5 10 15 20 25 30 35 40 45 50 55 60 захисного покриття. Очевидно, що дотримання параметрів загартування прокату водою або водоповітряною сумішшю до 700-550 °С не гарантує подальше виробництво високоміцних кріпильних виробів зі сталі будь-якого складу, що потрапляють під визначення маловуглецевих та низьколегованих сталей. А при обмеженні температури старіння в 400 °С неможливе нанесення покриття в розплаві цинку (найпоширеніший вид захисного покриття), тому що температура плавлення цинку становить 420 °С, а тривалість старіння до 3,0 годин збільшує витрати на здійснення даної операції. В основу корисної моделі поставлена задача виготовлення кріпильних виробів гарантованого класу міцності 8.8 і вище, зниження енерговитрат і собівартості виробництва за рахунок регламентованого складу низьковуглецевої або низьколегованої сталі і міцнісних властивостей вхідної заготовки, а також вибору раціональних температурно-часових параметрів деформаційного старіння. Поставлена задача вирішується тим, що пропонований спосіб виготовлення стрижневих кріпильних різьбових виробів з межею текучості 640 МПа і вище включає зміцнення вхідної заготовки в процесі виготовлення на металургійному переділі шляхом перерваного загартування з температури кінця прокатки до 700-550 °С і змотування її в моток, подальше холодне зміцнення заготовки шляхом волочіння зі ступенем деформації не менше 10 %, формування виробу холодним об'ємним штампуванням, накатку різьблення і фінішну термічну обробку. При цьому як заготовку використовують вихідну катанку з низьковуглецевої або низьколегованої сталі з вмістом вуглецю 0,15-0,35 %, марганцю 0,5-1,5 %, решта - залізо і неминучі домішки у вигляді одного або декілька елементів з групи: хром, ванадій, молібден, мідь, нікель, кремній, титан, що має межу текучості не менше 450 МПа, а як фінішній термічній обробці вироби піддають деформаційному старінню при 150-480 °С протягом 0,1-1,0 години, тривалість якого вибирають в обернено пропорційній залежності від температури. Процес старіння може бути поєднаний з операцією нанесенням захисного покриття на поверхню виробів. При цьому нанесення захисного покриття може проводитися в процесі деформаційного старіння, так як температурний інтервал старіння збігається з температурними режимами нанесення наступних покриттів: оксидоване покриття синьо-чорного кольору виконується в інтервал температур 150-200 °С; фосфатне покриття світло-сіро-чорного кольору - в інтервалі температур 200-380 °С; цинкове покриття матово-сірого кольору (термодифузійне оцинкування) - в інтервалі температур 290-400 °С; цинкове покриття світло-блискучого кольору (гаряче оцинкування) - в інтервалі температур 420-480 °С. Відмінними ознаками корисної моделі, що заявляється, є: - як заготовку використовують вихідну катанку з низьковуглецевої або низьколегованої стали з вмістом вуглецю 0,15-0,35 %, марганцю 0,5-1,5 %, решта - залізо і неминучі домішки у вигляді одного або декількох елементів з групи: хром, ванадій, молібден, мідь, нікель, кремній, титан; - вихідна катанка має межу текучості не менше 450 МПа;: - як фінішній термічній обробці вироби піддають деформаційному старінню при 150-480 °С протягом 0,1-1,0 години; - тривалість деформаційного старіння вибирають в обернено пропорційній залежності від температури; - нанесення захисного покриття на поверхню виробу здійснюють в процесі деформаційного старіння. Технічний результат полягає в тому, що за рахунок поетапного підвищення міцності спочатку вихідної катанки в процесі її виготовлення на металургійному переділі, подальшого зміцнення каліброваної заготовки шляхом холодної деформації під час волочіння, подальшого зміцнення виробу в процесі формування холодним об'ємним штампуванням і остаточного зміцнення виробу в процесі фінішного деформаційного старіння, забезпечується виготовлення кріпильних виробів класу міцності 8.8 і вище без застосування окремої операції термічної обробки (загартування). Таким чином, отримання кінцевого високоміцного стану кріпильних виробів складається з ряду зміцнень, що досягаються на різних етапах виготовлення. Всі відмітні ознаки корисної моделі, що заявляється, взаємопов'язані і сприяють вирішенню поставленої задачі. Так, якщо як заготовку використовують катанку рядового складу з низьковуглецевої або низьколегованої сталі з вмістом вуглецю 0,15-0,35 %, марганцю 0,5-1,5 %, решта - залізо і неминучі домішки у вигляді одного або декількох елементів з групи: хром, ванадій, молібден, мідь, нікель, кремній, титан, вдається значно знизити витрати на вхідну сировину. При використанні заготовки зі сталі з вмістом вуглецю менш 0,15 % і марганцю менш як 0,5 % не вдається забезпечити міцність продукції більше 800 МПа. При виготовленні кріплення зі сталі з вмістом вуглецю понад 0,35 % і марганцю понад 1,5%, перед холодним об'ємним штампуванням заготовку необхідно піддавати відпалу і травленню, що призводить до 2 UA 120613 U 5 10 15 20 25 30 35 40 45 50 55 істотного збільшення енерговитрат. Застосування вихідної катанки з межею текучості не менше 450 МПа, що піддана зміцненню в технологічному процесі виготовлення на металургійному переділі сприяє формуванню міцнісних властивостей кріплення більше 800 МПа і виключає необхідність їх загартування і відпуску з окремого нагріву. У свою чергу вилучення високотемпературних нагрівань і різких охолоджень готових кріпильних виробів при загартуванні виключає псування їх поверхні і забезпечує отримання високого класу точності різьблення. При використанні вихідної катанки з межею текучості менш 450 МПа виготовлення високоміцного кріплення класу 8.8 і вище не гарантовано. Фінішна термічна обробка виробів шляхом деформаційного старіння в інтервалі температур 150-480 °С сприяє підвищенню міцнісних властивостей. Проведення деформаційного старіння при температурі менше 150 °С не забезпечує бажаного приросту міцності, а при температурі понад 480 °С викликає різке зниження міцності виробів, що призводить до невиконання заявлених параметрів щодо вимоги стандарту на продукцію. Тривалість старіння в інтервалі температур 150-480 °С протягом 0,11,0 години вибирають в обернено пропорційній залежності від температури, що обумовлено кінетикою протікання процесів в металі холодно-деформованих виробів. При температурі в 150 °С тривалість старіння повинна складати 1,0 год., а при температурі 480 °С всього 0,1 години, так як за цей час вироби встигають прогрітися і відбутися процес деформаційного старіння. Наявність захисного покриття підвищує споживчі властивості кріпильних виробів, а поєднання технологічних операцій нанесення покриття з операцією деформаційного старіння сприяє зниженню енерговитрат за рахунок виключення проведення кожної операції окремо. Температурні режими нанесення захисних покриттів (оксидування, фосфатування, термодифузійне і гаряче оцинкування), обумовлюються параметрами, властивими кожному способу, та лежать в інтервалі температур 150-480 °С. Порівняльний аналіз пропонованої корисної моделі з прототипом дозволяє зробити висновок, що спосіб виготовлення стрижневих кріпильних різьбових виробів, який заявляється, відрізняється від відомого тим, що отримання високих значень міцності досягається шляхом використання заготовки зі сталі певного складу з регламентованим рівнем міцнісних властивостей, що виключає необхідність нагрівати вироби під загартування, а також проводити цю технологічну операцію. Додатковий приріст міцнісних і пластичних властивостей забезпечується проведенням фінішної технологічної операції - деформаційного старіння. Поєднання операцій деформаційного старіння і нанесення захисних покриттів сприяє додатковому зниженню собівартості кріплення і економії енергоресурсів. Спільне зниження вартості готової продукції за рахунок застосування рядових (дешевих) марок сталей і економії енергоресурсів на виготовлення кріпильних виробів підвищує конкурентоспроможність останніх. Приклад виконання запропонованого способу. В умовах металургійного виробництва виготовили катанку діаметром 12,0 мм зі сталі марок 20 і 20Г2, яку піддали термічному зміцненню з температури кінця прокатки, змотуванні в моток і подальшому охолодженню на повітрі. В умовах метизного виробництва катанку переробляли на болти з шестигранною головкою. Перед переробкою катанку піддавали травленню (видалення окалини) і фосфатуванню. При перетягуванні катанки на волочильному стані на заготовку розміром, необхідним для виготовлення болтів М10, використовували волочіння на діаметр 9,5 мм (ступінь деформації 37 %). Виготовлення болтів розміром М10 70 по ГОСТ 7798 проводили на холодно-висадочному автоматі АВ 1921. Після виготовлення болти підвергали деформаційному старіння в інтервалі температур 150-480 °С протягом 0,1-1,0 години. Випробування болтів на розтягнення здійснювали за допомогою випробувальної машини FP-100/1, а визначення міцнісних і пластичних властивостей проводили згідно з ДСТУ ISO 898-1:2015. Марка та склад сталі, режими деформаційного старіння і механічні властивості болтів наведені в таблиці. Отримані результати свідчать про те, що пропонований спосіб виготовлення стрижневих кріпильних різьбових виробів з межею текучості 640 МПа і вище, дозволяє з низьковуглецевих і низьколегованих сталей отримувати продукцію з підвищеними споживчими властивостями (високий клас міцності, наявність захисного покриття) і надійністю (високий рівень пластичний властивостей ) при більш низькій собівартості за рахунок застосування рядових марок сталі і скорочення витрат на термічну обробку (виключені операції відпалу заготовки і нагріву болтів під загартування). 3 UA 120613 U Марка сталі 20Г2 20 20Г2 20Г2 20Г2 5 %,С %, Mn 0,21 0,17 0,21 0,21 0,21 1,39 0,58 1,39 1,39 1,39 Температура старін., °С 150 300 300 390 460 Тривалість старін., годин 1,0 0,5 0,5 0,25 0,1 0,2, МПа в, МПа 5, % Захисне покриття Клас міцності 840 760 870 830 790 920 800 920 900 840 12,5 13,5 13,0 14,0 16,0 оксид. фосф. фосф. цинк цинк 9.8 8.8 9.8 9.8 8.8 На підставі вищевикладеного, можна зробити висновок, що пропонований спосіб працездатний і дозволяє гарантовано виготовляти стрижневі кріпильні вироби класу міцності 8.8 і 9.8. Він також забезпечує зниження енерговитрат і собівартості виробництва за рахунок вибору раціональних температурно-часових параметрів деформаційного старіння і регламентованого складу низьковуглецевої або низьколегованої сталі, що усуває недоліки, що мають місце в прототипі. Болти з межею міцності понад 800 МПа класів 8.8 та 9.8 по ДСТУ ISO 898-1:2015 можуть широко застосовуватися в машинобудуванні, автомобілебудуванні та інших галузях. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 1. Спосіб виготовлення стрижневих кріпильних різьбових виробів з межею текучості 640 МПа і вище, що включає зміцнення вхідної заготовки в процесі виготовлення на металургійному переділі шляхом перерваного загартування з температури кінця прокатки до 700-550 °С і змотування її в моток, подальше холодне зміцнення заготовки шляхом волочіння зі ступенем деформації не менше 10 %, формування виробу холодним об'ємним штампуванням, накатку різьблення і фінішну термічну обробку, який відрізняється тим, що як вихідну заготовку використовують катанку з низьковуглецевої або низьколегованої сталі з вмістом вуглецю 0,150,35 %, марганцю 0,5-1,5 %, решта - залізо і неминучі домішки у вигляді одного або декількох елементів з групи: хром, ванадій, молібден, мідь, нікель, кремній, титан, яка має межу текучості не менше 450 МПа, а як фінішній термічній обробці вироби піддають деформаційному старінню при 150-480 °С протягом 0,1-1,0 години, тривалість якого вибирають в обернено пропорційній залежності від температури. 2. Спосіб за п. 1, який відрізняється тим, що в процесі деформаційного старіння на вироби наносять захисне покриття. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 1/78, B21K 1/44, B21K 1/56
Мітки: стрижневих, виробів, виготовлення, кріпильних, різьбових, спосіб
Код посилання
<a href="https://ua.patents.su/6-120613-sposib-vigotovlennya-strizhnevikh-kripilnikh-rizbovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стрижневих кріпильних різьбових виробів</a>
Спосіб визначення механічних властивостей стрижневих різьбових кріпильних виробів
Номер патенту: 114904
Опубліковано: 27.03.2017
Автори: Гуль Юрій Петрович, Івченко Олександр Васильович, Кондратенко Павло Володимирович, Перчун Галина Іванівна, Чмельова Валентина Степанівна
МПК: G01N 3/08
Мітки: різьбових, стрижневих, спосіб, механічних, властивостей, визначення, виробів, кріпильних
Формула / Реферат:
Спосіб визначення механічних властивостей стрижневих різьбових кріпильних виробів, який полягає у тому, що готовий кріпильний виріб у вигляді болта, гвинта або шпильки випробують на статичне одновісне розтягнення із записом повної діаграми деформації та руйнування і визначають стандартні характеристики механічних властивостей: меж плинності і міцності, а також відносне повне подовження, який відрізняється тим, що зазначене випробування...
Спосіб виготовлення кріпильних різьбових виробів
Номер патенту: 60638
Опубліковано: 25.06.2011
Автори: Івченко Олександр Васильович, Амбражей Максим Юрійович, Мачуська Неоніла Данилівна, Долженков Іван Єгорович
Мітки: виготовлення, різьбових, спосіб, кріпильних, виробів
Формула / Реферат:
1. Спосіб виготовлення кріпильних різьбових виробів із конструкційних сталей, що містить гарячу прокатку підкату та його термічну обробку з прокатного нагріву, підготовку поверхні підкату до пластичної деформації, волочіння чи калібрування на дріт потрібного діаметра, розрізання на заготовки необхідної довжини та наступне пластичне деформування, який відрізняється тим, що термічну обробку підкату здійснюють шляхом сорбітизації, а дріт...
Спосіб визначення пластичних властивостей стрижневих різьбових кріпильних виробів
Номер патенту: 107565
Опубліковано: 10.06.2016
Автори: Гуль Юрій Петрович, Перчун Галина Іванівна, Семенов Алєксандр Анатольєвіч, Івченко Олександр Васильович, Чмельова Валентина Степанівна, Кондратенко Павло Володимирович
МПК: G01N 3/28
Мітки: властивостей, виробів, стрижневих, спосіб, пластичних, різьбових, кріпильних, визначення
Формула / Реферат:
1. Спосіб визначення пластичних властивостей стрижневих різьбових кріпильних виробів, який полягає в тому, що повнорозмірний зразок виробу у вигляді болта, гвинта або шпильки розтягують співвісним навантаженням, проводять реєстрацію значень деформації, за якими обчислюють значення характеристик і судять про пластичні властивості виробу, який відрізняється тим, що навантаження зразка здійснюють до максимального навантаження і переривають...
Спосіб виготовлення тіл обертання, переважно кріпильних елементів, наприклад болтів, штифтів з високою здатністю опору крутним моментам
Номер патенту: 94606
Опубліковано: 25.11.2014
Автори: Цівковський Олександр Григорович, Олешко Віктор Михайлович
МПК: B21K 1/00
Мітки: переважно, крутним, здатністю, моментам, опору, високою, тіл, наприклад, штифтів, кріпильних, спосіб, болтів, виготовлення, обертання, елементів
Формула / Реферат:
Спосіб виготовлення тіл обертання, переважно кріпильних елементів, наприклад болтів, штифтів з високою здатністю опору крутним моментам, при якому вихідні заготовки обробляють тиском для приведення кріпильних елементів до заданої форми і розмірів, після чого виконують нарізання різьби і термічну обробку кріпильних елементів деформаційним старінням (відпусткою) у заданому інтервалі температур, який відрізняється тим, що як вихідні заготовки...
Спосіб виготовлення кріпильних нарізних виробів з маловуглецевої сталі

Номер патенту: 8801
Опубліковано: 30.09.1996
Автори: Ектова Галина Константиновна, Хусід Осип Семенович, Чернишов Сергій Михайлович
Мітки: виробів, сталі, виготовлення, маловуглецевої, кріпильних, спосіб, нарізних
Формула / Реферат:
Способ изготовления крепежных резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур Ас1-Ас3, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита, закалку осуществляют с температуры, на 50-70°С...
Попередній патент: Спосіб наноструктурування поверхні скла в повітрі атмосферного тиску
Наступний патент: Спосіб диференційованого купірування гіпертонічних кризів при наданні екстреної медичної допомоги
Випадковий патент: Тент