Спосіб визначення механічних властивостей стрижневих різьбових кріпильних виробів
Номер патенту: 114904
Опубліковано: 27.03.2017
Автори: Кондратенко Павло Володимирович, Перчун Галина Іванівна, Гуль Юрій Петрович, Івченко Олександр Васильович, Чмельова Валентина Степанівна

Формула / Реферат
Спосіб визначення механічних властивостей стрижневих різьбових кріпильних виробів, який полягає у тому, що готовий кріпильний виріб у вигляді болта, гвинта або шпильки випробують на статичне одновісне розтягнення із записом повної діаграми деформації та руйнування і визначають стандартні характеристики механічних властивостей: меж плинності і міцності, а також відносне повне подовження, який відрізняється тим, що зазначене випробування проводять на об'єктах тільки одного типу - на готовому повнорозмірному виробі - і додатково визначають значення відносного рівномірного подовження dр і умовну середню швидкість падіння навантаження на стадії локалізованого подовження dлок від максимального навантаження (Рmах) до навантаження повного руйнування (Рроз), яка визначається як відношення (Рmах-Рроз)/dлок, при цьому dр трактують як характеристику опору переходу до макролокалізації пластичної деформації і нестабільної стадії руйнування, а відношення (Рmах-Рроз)/dлок трактують як характеристику опору руйнуванню на цій стадії.
Текст
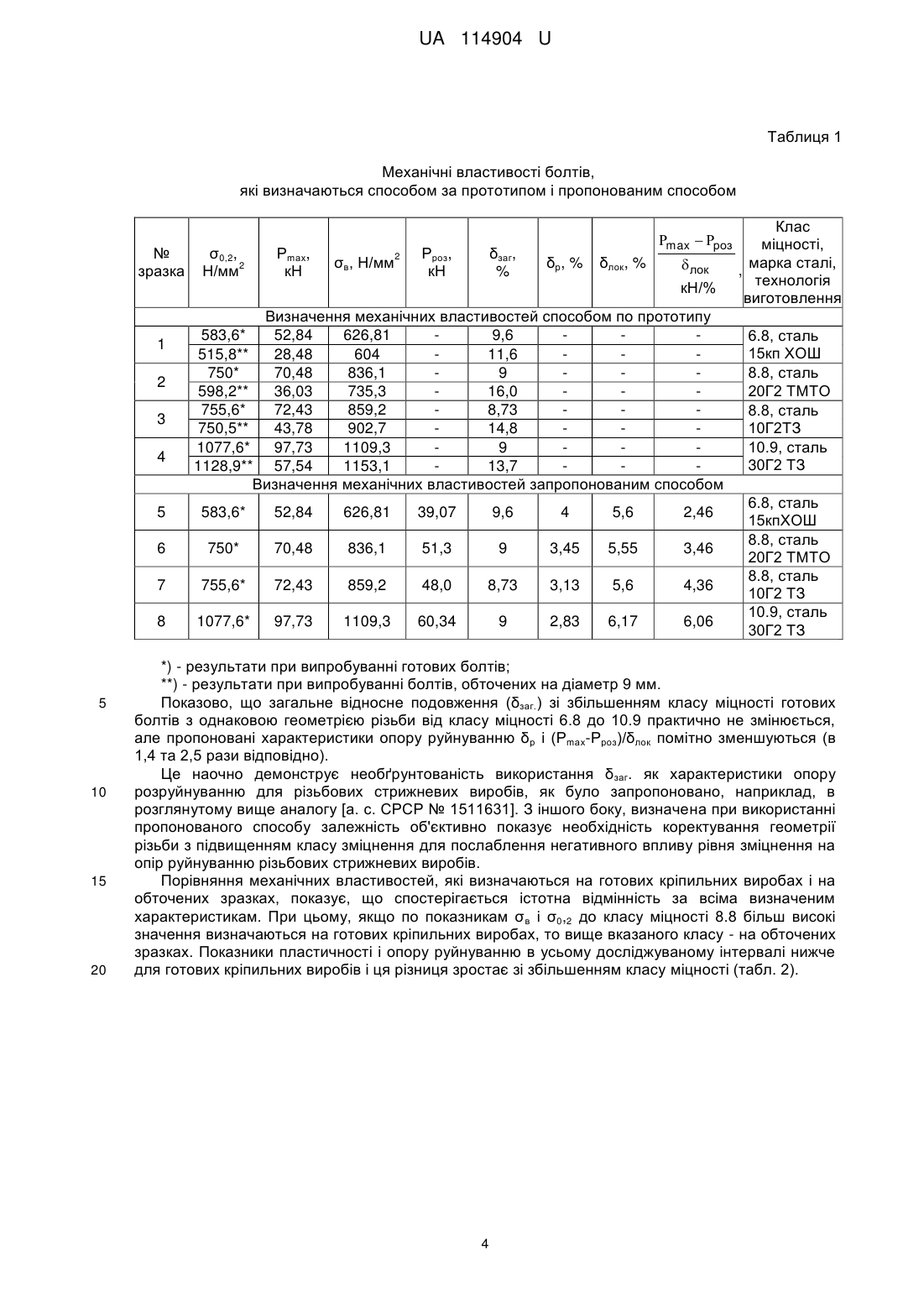
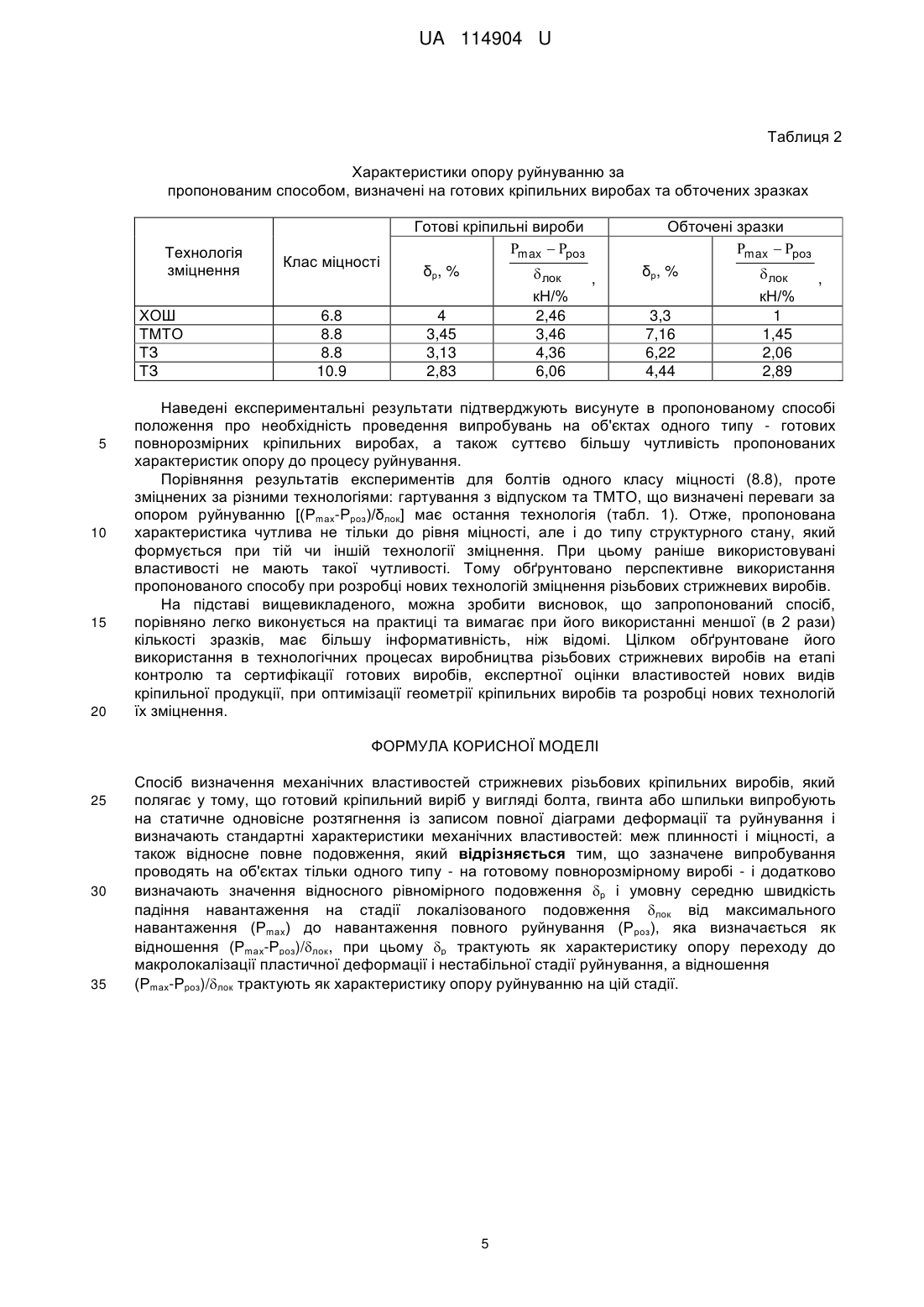
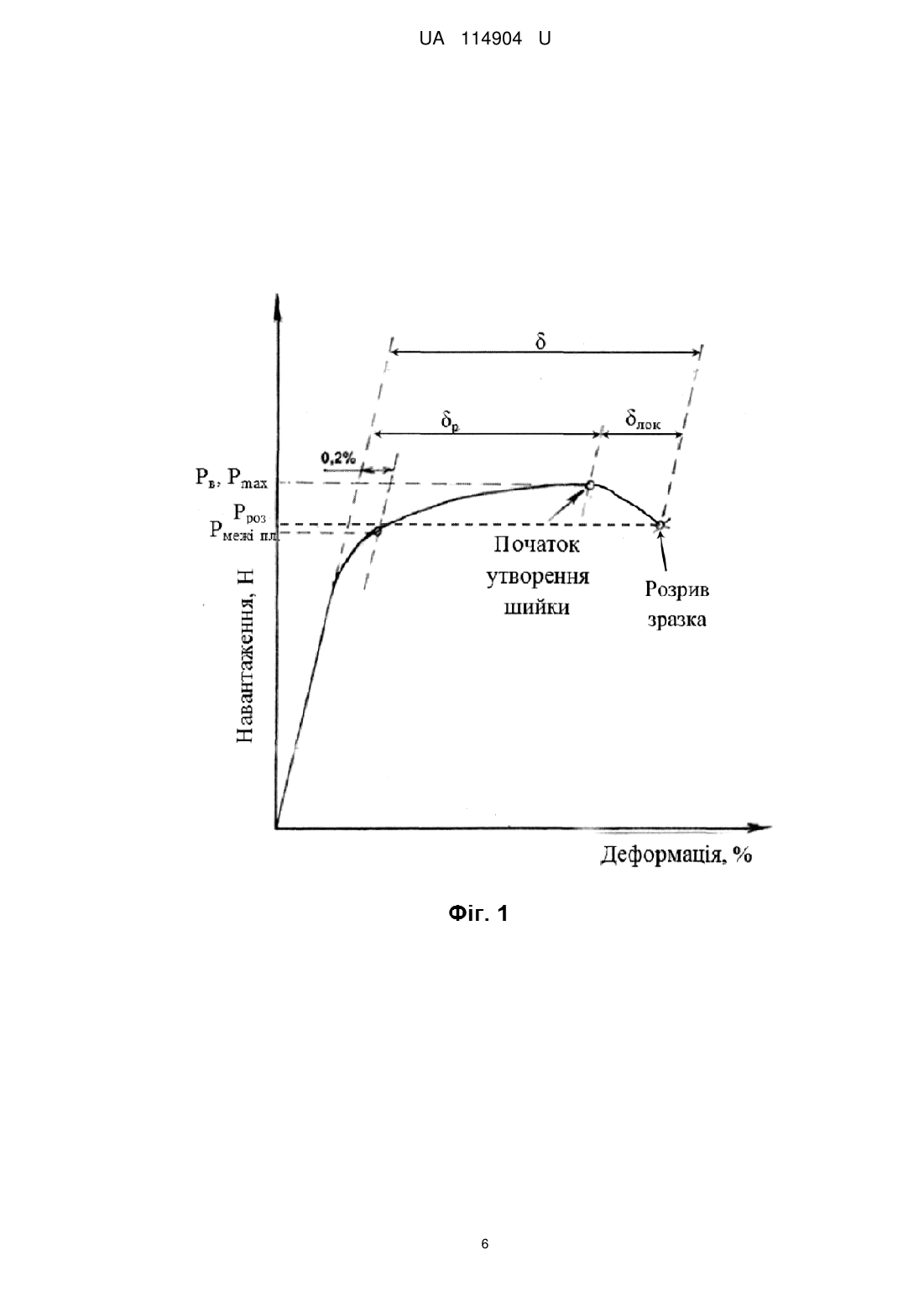
Реферат: Спосіб визначення механічних властивостей стрижневих різьбових кріпильних виробів полягає у тому, що готовий кріпильний виріб у вигляді болта, гвинта або шпильки випробують на статичне одновісне розтягнення із записом повної діаграми деформації та руйнування і визначають стандартні характеристики механічних властивостей: меж плинності і міцності, а також відносне повне подовження. Зазначене випробування проводять на об'єктах тільки одного типу - на готовому повнорозмірному виробі. Додатково визначають значення відносного рівномірного подовження р і умовну середню швидкість падіння навантаження на стадії локалізованого подовження лок від максимального навантаження (Рmах) до навантаження повного руйнування (Рроз), яка визначається як відношення (Рmах-Рроз)/лок. При цьому р трактують як характеристику опору переходу до макролокалізації пластичної деформації і нестабільної стадії руйнування, а відношення (Рmах-Рроз)/лок трактують як характеристику опору руйнуванню на цій стадії. UA 114904 U (12) UA 114904 U UA 114904 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до випробувань матеріалів, а саме до способів визначення механічних властивостей стрижневих різьбових кріпильних виробів, таких як болти, гвинти і шпильки, які широко застосовуються в автомобіле- та машинобудуванні, мостобудуванні, будівництві та інших галузях. Надійність агрегатів машин, механізмів, металоконструкцій і різних споруд залежить від механічних властивостей застосованих кріпильних виробів, тому достовірність визначення їх характеристик міцності, плинності і опору руйнуванню є актуальним. При цьому, з огляду на специфіку зазначених виробів і труднощів визначення показників механічних властивостей, таких як наприклад пластичні властивості, слід застосовувати методи випробування, які дозволяють отримувати характеристики, що відповідають умовам експлуатації. Відомий спосіб визначення пластичних властивостей різьбових кріпильних виробів по а. с. СРСР № 1511631 (МКІ G01N 3/28, опубл. 30.09.1989 p., бюл. № 36), який полягає у тому, що маючий розрахункову ділянку зразок виробу у вигляді болта з гайкою розтягують до руйнування співвісними зусиллями, прикладеними до головки болта і гайки, і визначають відносне подовження розрахункової ділянки після розриву, за яким роблять висновок про пластичні властивості виробу; при цьому як розрахункову ділянку зразка використовують гладку і різьбову частини ділянки болта від його головки до найближчої до неї поверхні гайки і додатково визначають відносне подовження після розриву окремо нарізної частини розрахункової ділянки, а про пластичні властивості роблять висновок з урахуванням співвідношення відносних подовжень нарізної частини і всієї розрахункової ділянки. Для підвищення точності вимірювання на поверхню гладкої частини розрахункової ділянки наносять ділильну сітку. Запропонований спосіб має ряд недоліків: 1. Неможливість його застосування для визначення пластичних властивостей болтів або гвинтів з повною різьбою (відсутність ділянки з гладкою круглою поверхнею), а також шпильок з різьбою по всій довжині, у яких також немає гладкої круглої поверхні. 2. Пропонується використовувати значення загального подовження як "характеристики схильності болтів до крихкого руйнування", що взагалі позбавлене підстави. Болти при статичному розтягуванні при кімнатній температурі навіть високих класів міцності, зміцнені за режимами гартування + відпуск 400-420 °C, руйнуються в'язко. Тому потрібно визначати характеристики опору в'язкого руйнування, а таким дійсно може бути подовження, але тільки не загальне, а рівномірне (δp). Однак, цей спосіб не дозволяє визначати цю важливу характеристику (відносне рівномірне подовження), яка повинна розглядатися як характеристика опору макролокалізаціі пластичної деформації, тому що після вичерпання рівномірного подовження з настанням макролокалізаціі пластичної деформації починається нестабільна стадія в'язкого руйнування, що відбувається з падінням навантаження в автокаталітичному режимі, тобто з самоприскоренням. Таким чином, на практиці значення Sp визначає інтервал можливих перевантажень при експлуатації, в якому виріб не втрачає несучої здатності. Але саме значення δp не визначається. Прототипом пропонованої корисної моделі, як найбільш близьким за своєю технічною суттю і результатом, який досягається, є спосіб визначення механічних властивостей стрижневих кріпильних виробів (ГОСТ Р ІСО 898-1-2011. Механічні властивості кріпильних виробів із вуглецевих і легованих сталей. Частина 1. Болти, гвинти і шпильки встановлених класів міцності з великим і дрібним кроком різьби), що включає випробування готового кріпильного виробу на одновісний розтяг з визначенням межі плинності, межі міцності і повного відносного подовження після розриву (для високоміцних виробів передбачено випробування із записом діаграми деформації), а також випробування обточених зразків, виготовлених з готового кріпильного виробу (проточеного круглого гладкого зразка з гантелями на кінцях у вигляді вихідних елементів), і його подальше випробування на розтягнення з визначенням міцністних і пластичних властивостей. Для визначення пластичних властивостей на цьому зразку попередньо наносять розмітку початкової довжини. Після випробування (розриву) контролюють діаметр зразка в місці руйнування і кінцеву довжину зразка. За різницею значень початкових і кінцевих вимірів довжини і діаметра зразка за відомими формулами обчислюють характеристики пластичних властивостей - відносне подовження (δ5). Даний спосіб має недолік, який полягає в тому, що визначення механічних властивостей одного кріпильного виробу здійснюють на двох різних і різноманітних за типом зразках. Тобто випробування з метою визначення межі плинності і міцності на розтягнення і відносного подовження проводять як на готових кріпильних виробах, так і на оброблених (обточених) болтах з циліндричною ділянкою і збереженням головки і частини різьби зразків. Такий підхід вносить похибки і не відображає справжніх значень характеристик міцності і плинності кріпильних виробів, визначальним фактором яких служить напружений стан, обумовлений 1 UA 114904 U 5 10 15 20 25 30 35 40 45 50 55 60 наявністю різьби (концентраторів напружень). На цю обставину вказувалося раніше і зазначалося, що випробування оброблених (обточених) зразків спотворює дійсні значення характеристик і може призводити до неправильного призначення класу міцності готової продукції. Ще істотним недоліком прототипу є також відсутність в ньому визначення на готових кріпильних виробах характеристик, безпосередньо пов'язаних з опором їх руйнування. Тому спосіб по прототипу неможливо гарантовано використовувати для визначення механічних властивостей різьбових елементів різних видів і типорозмірів, а також їх оцінки опору руйнування як властивостей, прямо пов'язаних з несучою здатністю різьбових виробів при експлуатації. В основу пропонованої корисної моделі поставлена задача спрощення визначення механічних властивостей стрижневих різьбових кріпильних виробів при випробуваннях, підвищення достовірності оцінки несучої здатності кріпильних виробів, включаючи опір їх руйнуванню. Поставлена задача вирішується тим, що у пропонованому способі визначення механічних властивостей стрижневих різьбових кріпильних виробів готовий кріпильний виріб у вигляді болта, гвинта або шпильки випробують на статичне одновісне розтягнення із записом повної діаграми деформації і руйнування і визначають стандартні характеристики механічних властивостей: меж плинності і міцності, а також відносне повне подовження. Зазначене випробування проводять на об'єктах тільки одного типу - на готовому повнорозмірному виробі - і додатково визначають значення відносного рівномірного подовження δр і умовну середню швидкість падіння навантаження на стадії локалізованого подовження δ лок від максимального навантаження (Рmах) до навантаження повного руйнування (Р раз), яке визначається як відношення (Рmах-Рроз)/δлок; при цьому δр трактують як характеристику опору переходу до макролокалізаціі пластичної деформації і нестабільної стадії руйнування, а відношення (Р mахРроз)/δлок трактують як характеристику опору руйнуванню на цій стадії. Відмінними ознаками пропонованої корисної моделі є: - випробування проводять на об'єктах тільки одного типу - на готових повнорозмірних кріпильних виробах; - в процесі випробування додатково визначають значення відносного рівномірного подовження δр (як величини подовження до досягнення при випробуванні максимального навантаження Рmах); - в процесі випробування додатково визначають значення умовної середньої швидкості падіння навантаження на стадії локалізованого подовження δлок від Рmах до навантаження повного руйнування Рроз, яка визначається як відношення (Рmах-Рроз)/δлок; - показники δp трактують як характеристику опору переходу до макролокалізації пластичної деформації і нестабільної стадії руйнування, а відношення (Р mах-Рроз)/δлок трактують як характеристику опору руйнуванню на цій стадії. Технічним результатом пропонованої корисної моделі є спрощення визначення механічних властивостей стрижневих різьбових кріпильних виробів при здавальних або сертифікаційних випробуваннях, підвищення достовірності оцінка несучої здатності кріпильних виробів, включаючи опору їх руйнуванню. Досягнення зазначеного технічного результату забезпечується тим, що випробування на статичне одновісне розтягнення із записом повної діаграми деформації і руйнування проводять на об'єктах тільки одного типу - на готових повнорозмірних кріпильних виробах; в процесі випробування додатково визначають значення відносного рівномірного подовження δ р і значення умовної середньої швидкості падіння навантаження на стадії локалізованого подовження δлок від Рmах до навантаження повного руйнування Рроз, яка визначається як відношення (Рmах-Рроз)/δлок; а показники δp і відношення (Рmах-Рроз)/δлок трактують як характеристику опору переходу до макролокалізації пластичної деформації і нестабільної стадії руйнування і як характеристику опору руйнуванню на цій стадії відповідно. Всі відмітні ознаки корисної моделі взаємопов'язані і сприяють вирішенню поставленої задачі. Так, якщо випробування проводять на об'єктах тільки одного типу - на готових повнорозмірних виробах, то скорочується час проведення самого випробування, виключаються витрати, пов'язані з витратою металу при випробуванні обточених зразків, підвищується достовірність результатів, а також знімаються протиріччя в значеннях величин однотипних характеристик, отриманих на готових кріпильних виробах і обточених зразках. Додаткове визначення в процесі випробування значення відносного рівномірного подовження δp (як величини подовження до досягнення при випробуванні максимального навантаження Рmах) забезпечує отримання характеристики, яка характеризує виріб по його надійності при перевантаженні. Значення δp, яке визначається на стадії деформаційного 2 UA 114904 U 5 10 15 20 25 30 35 40 45 50 зміцнення, коли навантаження стає дедалі більше до Рmах, розглядається як величина гранично допустимої деформації, що виникає при можливих перевантаженнях болтів при експлуатації, тобто характеризує деформаційний інтервал вище межі плинності, в якому болт зберігає несучу здатність завдяки деформаційному зміцненню і збереженню геометричної подоби деформованого болта вихідному болту до перевантаження. Додаткове визначення в процесі випробування значення умовної середньої швидкості падіння навантаження на стадії локалізованого подовження δлок від Рmах до навантаження повного руйнування Рроз, яке визначається як відношення (Рmах-Рроз)/δлок дозволяє робити висновок про механічну поведінку кріпильного виробу при перевантаженнях вище межі міцності. При перевантаженнях, що викликають деформацію більше δр, настає перехід до стадії локалізованої деформації і нестабільного руйнування, виріб втрачає геометричну подібність вихідному і внаслідок переважання геометричного розміцнення над деформаційним зміцненням, в тому числі за рахунок зменшення "живого" перерізу на стадії нестабільного руйнування - навантаження, що витримується виробом, постійно зменшується з певною швидкістю до повного руйнування. Тобто на розглянутій стадії навантаження несуча здатність виробу постійно знижується до нульової, а швидкість цього зниження характеризує опір руйнуванню на його нестабільній стадії. Трактування показників δр як характеристики опору переходу до макролокалізації пластичної деформації і нестабільної стадії руйнування, та відношення (Рmах-Рроз)/δлок, як характеристики опору руйнуванню на цій стадії, дають додаткову інформацію про надійність кріпильного виробу. З викладеного вище очевидно, що опір виробу руйнуванню зростає зі збільшенням значення δр і зменшенням значення (Рmах-Рроз)/δлок. Порівняльний аналіз запропонованої корисної моделі з прототипом дозволяє зробити висновок, що всі заявлені ознаки є відмінними. Аналіз патентної та науково-технічної інформації не виявив рішень, що мають аналогічну сукупність ознак, за якими був би досягнутий подібний ефект - спрощення та здешевлення визначення механічних властивостей стрижневих різьбових кріпильних виробів при здавальних випробуваннях, підвищення достовірності оцінки несучої здатності кріпильних виробів, а також опору їх руйнування. Приклад виконання запропонованого способу визначення механічних властивостей стрижневих різьбових кріпильних виробів пояснюється кресленнями (фіг. 1 і фіг. 2) і результатами випробувань. На фіг. 1 показана схема визначення механічних властивостей стрижневих різьбових кріпильних виробів по діаграмі деформації зразків при одновісному розтягуванні пропонованим способом. При цьому визначаються такі характеристики механічних властивостей: умовна межа плинності (σ0,2); межа міцності (σв); повне відносне подовження після розриву (δ); відносне рівномірне подовження (δр); відносне локалізоване подовження (δлок); на фіг. 2 приведена діаграма розтягування болта класу міцності 8.8 зі сталі 20Г2, виробленого за технологією ТМТО (термомеханікотермічної обробки). Для випробування запропонованого способу визначення механічних властивостей стрижневих різьбових кріпильних виробів відібрали повнорозмірні болти різних класів міцності розміром М121,75 мм довжиною 80 мм із сталі марок 15кп, 10Г2, 20Г2 і 30Г2. Болти зі сталі марки 15кп були виготовлені за технологією: калібровка волочінням гарячекатаної катанки заготовки + холодне об'ємне штампування виробу (ХОШ). Болти зі сталі марок 10Г2 і 30Г2 були виготовлені за загальноприйнятою технологією термічного зміцнення (ТЗ): відпал гарячекатаної катанки + калібровка волочінням її на заготовку + холодне об'ємне штампування виробу + загартування і відпуск готового виробу. Болти зі сталі марки 20Г2 були виготовлені за технологією ТМТО: термічне зміцнення катанки + калібровка її на заготовку + холодне об'ємне штампування виробу + відпуск (деформаційне старіння) готового виробу. Випробування болтів на одновісний розтяг проводили при кімнатній температурі на машині FP 100/1, як способом за прототипом (готових повнорозмірних і обточених болтів), так і запропонованим способом (готових повнорозмірних болтів). Параметри проведення випробування: шкала 100 кН, швидкість навантаження - 1,0 мм/хв. У процесі випробування проводили запис діаграми розтягування та реєстрацію значень навантаження і деформації, за якими обчислювали значення характеристик міцності і пластичності. Отримані результати представлені в табл. 1. 3 UA 114904 U Таблиця 1 Механічні властивості болтів, які визначаються способом за прототипом і пропонованим способом Клас max роз міцності, № σ0,2, Ρmах, Ρроз, δзаг, 2 σв, Н/мм δp, % δлок, % марка сталі, 2 лок , зразка Н/мм кН кН % технологія кН/% виготовлення Визначення механічних властивостей способом по прототипу 583,6* 52,84 626,81 9,6 6.8, сталь 1 15кп ХОШ 515,8** 28,48 604 11,6 750* 70,48 836,1 9 8.8, сталь 2 20Г2 ТМТО 598,2** 36,03 735,3 16,0 755,6* 72,43 859,2 8,73 8.8, сталь 3 10Г2ТЗ 750,5** 43,78 902,7 14,8 1077,6* 97,73 1109,3 9 10.9, сталь 4 30Г2 ТЗ 1128,9** 57,54 1153,1 13,7 Визначення механічних властивостей запропонованим способом 6.8, сталь 5 583,6* 52,84 626,81 39,07 9,6 4 5,6 2,46 15кпХОШ 8.8, сталь 6 750* 70,48 836,1 51,3 9 3,45 5,55 3,46 20Г2 ТМТО 8.8, сталь 7 755,6* 72,43 859,2 48,0 8,73 3,13 5,6 4,36 10Г2 ТЗ 10.9, сталь 8 1077,6* 97,73 1109,3 60,34 9 2,83 6,17 6,06 30Г2 ТЗ 5 10 15 20 *) - результати при випробуванні готових болтів; **) - результати при випробуванні болтів, обточених на діаметр 9 мм. Показово, що загальне відносне подовження (δзаг.) зі збільшенням класу міцності готових болтів з однаковою геометрією різьби від класу міцності 6.8 до 10.9 практично не змінюється, але пропоновані характеристики опору руйнуванню δр і (Рmах-Рроз)/δлок помітно зменшуються (в 1,4 та 2,5 рази відповідно). Це наочно демонструє необґрунтованість використання δзаг. як характеристики опору розруйнуванню для різьбових стрижневих виробів, як було запропоновано, наприклад, в розглянутому вище аналогу [а. с. СРСР № 1511631]. З іншого боку, визначена при використанні пропонованого способу залежність об'єктивно показує необхідність коректування геометрії різьби з підвищенням класу зміцнення для послаблення негативного впливу рівня зміцнення на опір руйнуванню різьбових стрижневих виробів. Порівняння механічних властивостей, які визначаються на готових кріпильних виробах і на обточених зразках, показує, що спостерігається істотна відмінність за всіма визначеним характеристикам. При цьому, якщо по показникам σв і σ0,2 до класу міцності 8.8 більш високі значення визначаються на готових кріпильних виробах, то вище вказаного класу - на обточених зразках. Показники пластичності і опору руйнуванню в усьому досліджуваному інтервалі нижче для готових кріпильних виробів і ця різниця зростає зі збільшенням класу міцності (табл. 2). 4 UA 114904 U Таблиця 2 Характеристики опору руйнуванню за пропонованим способом, визначені на готових кріпильних виробах та обточених зразках Технологія зміцнення ХОШ ТМТО ТЗ ТЗ 5 10 15 20 Клас міцності 6.8 8.8 8.8 10.9 Готові кріпильні вироби max роз δр, % лок , кН/% 2,46 3,46 4,36 6,06 4 3,45 3,13 2,83 Обточені зразки max роз δр, % лок 3,3 7,16 6,22 4,44 , кН/% 1 1,45 2,06 2,89 Наведені експериментальні результати підтверджують висунуте в пропонованому способі положення про необхідність проведення випробувань на об'єктах одного типу - готових повнорозмірних кріпильних виробах, а також суттєво більшу чутливість пропонованих характеристик опору до процесу руйнування. Порівняння результатів експериментів для болтів одного класу міцності (8.8), проте зміцнених за різними технологіями: гартування з відпуском та ТМТО, що визначені переваги за опором руйнуванню [(Рmах-Рроз)/δлок] має остання технологія (табл. 1). Отже, пропонована характеристика чутлива не тільки до рівня міцності, але і до типу структурного стану, який формується при тій чи іншій технології зміцнення. При цьому раніше використовувані властивості не мають такої чутливості. Тому обґрунтовано перспективне використання пропонованого способу при розробці нових технологій зміцнення різьбових стрижневих виробів. На підставі вищевикладеного, можна зробити висновок, що запропонований спосіб, порівняно легко виконується на практиці та вимагає при його використанні меншої (в 2 рази) кількості зразків, має більшу інформативність, ніж відомі. Цілком обґрунтоване його використання в технологічних процесах виробництва різьбових стрижневих виробів на етапі контролю та сертифікації готових виробів, експертної оцінки властивостей нових видів кріпильної продукції, при оптимізації геометрії кріпильних виробів та розробці нових технологій їх зміцнення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб визначення механічних властивостей стрижневих різьбових кріпильних виробів, який полягає у тому, що готовий кріпильний виріб у вигляді болта, гвинта або шпильки випробують на статичне одновісне розтягнення із записом повної діаграми деформації та руйнування і визначають стандартні характеристики механічних властивостей: меж плинності і міцності, а також відносне повне подовження, який відрізняється тим, що зазначене випробування проводять на об'єктах тільки одного типу - на готовому повнорозмірному виробі - і додатково визначають значення відносного рівномірного подовження р і умовну середню швидкість падіння навантаження на стадії локалізованого подовження лок від максимального навантаження (Рmах) до навантаження повного руйнування (Р роз), яка визначається як відношення (Рmах-Рроз)/лок, при цьому р трактують як характеристику опору переходу до макролокалізації пластичної деформації і нестабільної стадії руйнування, а відношення (Рmах-Рроз)/лок трактують як характеристику опору руйнуванню на цій стадії. 5 UA 114904 U 6 UA 114904 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 3/08
Мітки: визначення, механічних, кріпильних, виробів, властивостей, спосіб, різьбових, стрижневих
Код посилання
<a href="https://ua.patents.su/9-114904-sposib-viznachennya-mekhanichnikh-vlastivostejj-strizhnevikh-rizbovikh-kripilnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення механічних властивостей стрижневих різьбових кріпильних виробів</a>
Спосіб визначення пластичних властивостей стрижневих різьбових кріпильних виробів
Номер патенту: 107565
Опубліковано: 10.06.2016
Автори: Чмельова Валентина Степанівна, Івченко Олександр Васильович, Перчун Галина Іванівна, Кондратенко Павло Володимирович, Гуль Юрій Петрович, Семенов Алєксандр Анатольєвіч
МПК: G01N 3/28
Мітки: властивостей, різьбових, стрижневих, виробів, визначення, пластичних, спосіб, кріпильних
Формула / Реферат:
1. Спосіб визначення пластичних властивостей стрижневих різьбових кріпильних виробів, який полягає в тому, що повнорозмірний зразок виробу у вигляді болта, гвинта або шпильки розтягують співвісним навантаженням, проводять реєстрацію значень деформації, за якими обчислюють значення характеристик і судять про пластичні властивості виробу, який відрізняється тим, що навантаження зразка здійснюють до максимального навантаження і переривають...
Спосіб виготовлення кріпильних різьбових виробів
Номер патенту: 60638
Опубліковано: 25.06.2011
Автори: Мачуська Неоніла Данилівна, Івченко Олександр Васильович, Долженков Іван Єгорович, Амбражей Максим Юрійович
Мітки: спосіб, виготовлення, різьбових, виробів, кріпильних
Формула / Реферат:
1. Спосіб виготовлення кріпильних різьбових виробів із конструкційних сталей, що містить гарячу прокатку підкату та його термічну обробку з прокатного нагріву, підготовку поверхні підкату до пластичної деформації, волочіння чи калібрування на дріт потрібного діаметра, розрізання на заготовки необхідної довжини та наступне пластичне деформування, який відрізняється тим, що термічну обробку підкату здійснюють шляхом сорбітизації, а дріт...
Спосіб визначення механічних властивостей сталі
Номер патенту: 6146
Опубліковано: 15.04.2005
Автори: Зазимко Оксана Володимирівна, Лопатько Костянтин Григорович, Афтанділянц Євген Григорович
МПК: G01N 25/00, G01N 27/80, G01N 25/02
Мітки: сталі, спосіб, механічних, визначення, властивостей
Формула / Реферат:
Спосіб визначення механічних властивостей сталі, що включає визначення хімічного складу сталі, вимірювання температури і отримання розрахункових характеристик властивостей, за заздалегідь складеними рівняннями регресії, який відрізняється тим, що в процесі термічної обробки додатково вимірюють температури нагріву сталі, закінчення утворення аустеніту при нагріві і розпаду при охолоджуванні, перегрів над температурою закінчення формування...
Універсальний спосіб визначення механічних властивостей захисно-декоративних покрить
Номер патенту: 63238
Опубліковано: 10.10.2011
Автори: Петренко Олена Володимирівна, Білецький Едуард Володимирович, Потапов Володимир Олексійович
Мітки: властивостей, спосіб, механічних, універсальний, покрить, визначення, захисно-декоративних
Формула / Реферат:
Універсальний спосіб визначення механічних властивостей захисно-декоративних покрить, який проводиться послідовно падаючими на покриття промислового виробу під певним кутом і з певної висоти шариками різної східчасто зростаючої маси й розмірів, далі оцінюють наслідок їх падіння, що вказує на механічні властивості покрить, якими можуть бути висота, дальність відскоку кульок, руйнування або неруйнування покриття в місці їхнього удару, який...
Спосіб визначення механічних властивостей сталі
Номер патенту: 76335
Опубліковано: 17.07.2006
Автори: Лопатько Костянтин Григорович, Афтанділянц Євген Григорович, Зазимко Оксана Володимирівна
МПК: G01N 25/02
Мітки: механічних, властивостей, спосіб, сталі, визначення
Формула / Реферат:
Спосіб визначення механічних властивостей сталі, що включає визначення хімічного складу сталі, вимірювання температури сталі при її кристалізації, проведення термічної обробки сталі та отримання розрахункових характеристик властивостей за заздалегідь складеними рівняннями регресії, який відрізняється тим, що в процесі термічної обробки додатково вимірюють температури: нагріву сталі, закінчення утворення аустеніту при нагріві сталі, його...