Верстат для внутрішнього шліфування труб
Номер патенту: 121137
Опубліковано: 27.11.2017
Автори: Руденко Роман Олександрович, Фролов Володимир Костянтинович, Гладський Максим Миколайович, Тур Іван Михайлович

Формула / Реферат
Верстат для внутрішнього шліфування труб, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою, бабкою виробу з порожнистим шпинделем, оснащеним нерухомим та рухомим патронами, та люнетом шліфувальної оправки, розміщеним зі сторони рухомого патрона, який відрізняється тим, що на станині зі сторони нерухомого патрона встановлений співвісно шліфувальній оправці другий люнет, а шліфувальна оправка з'єднана зі шліфувальною бабкою шарнірно.
Текст
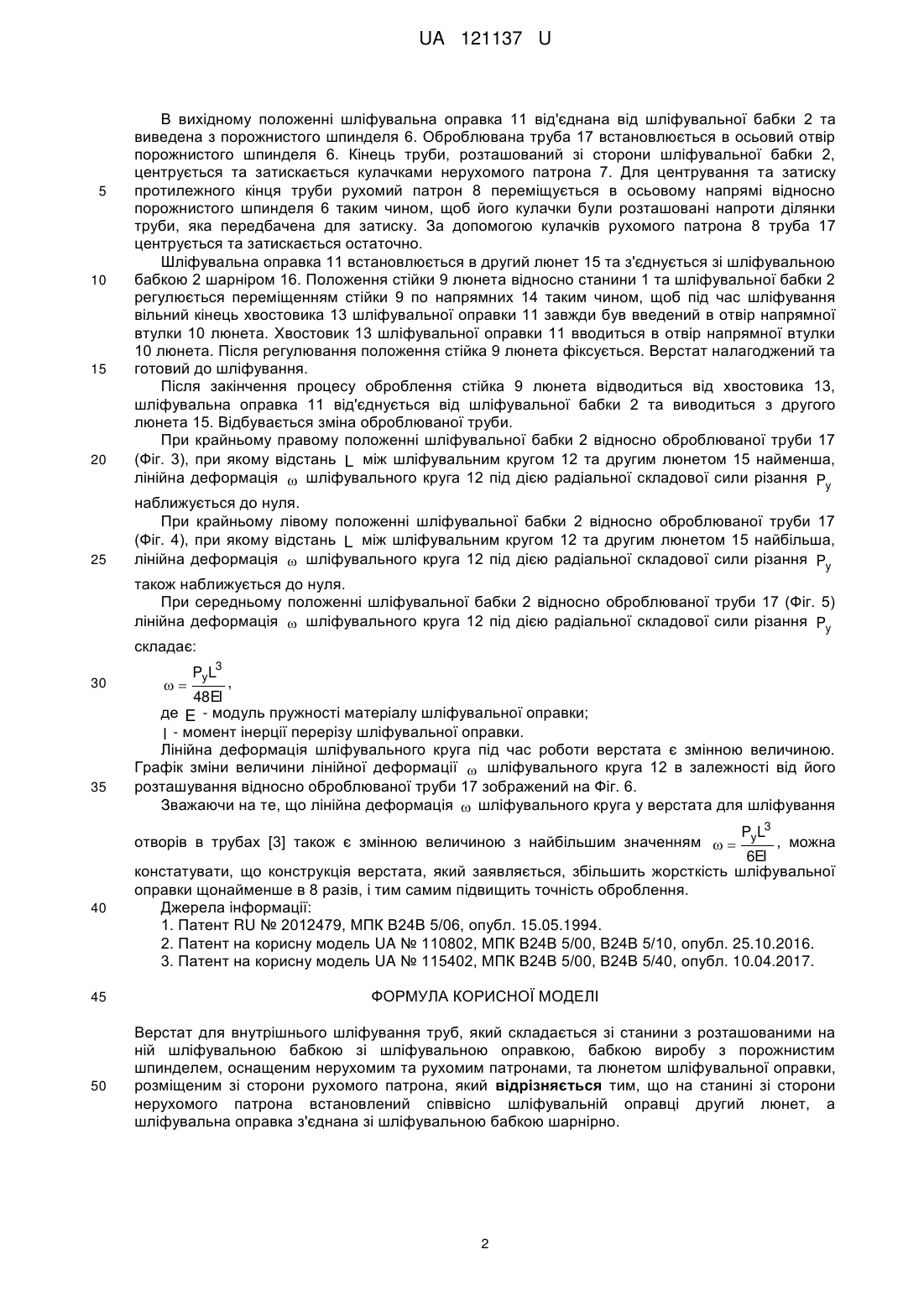
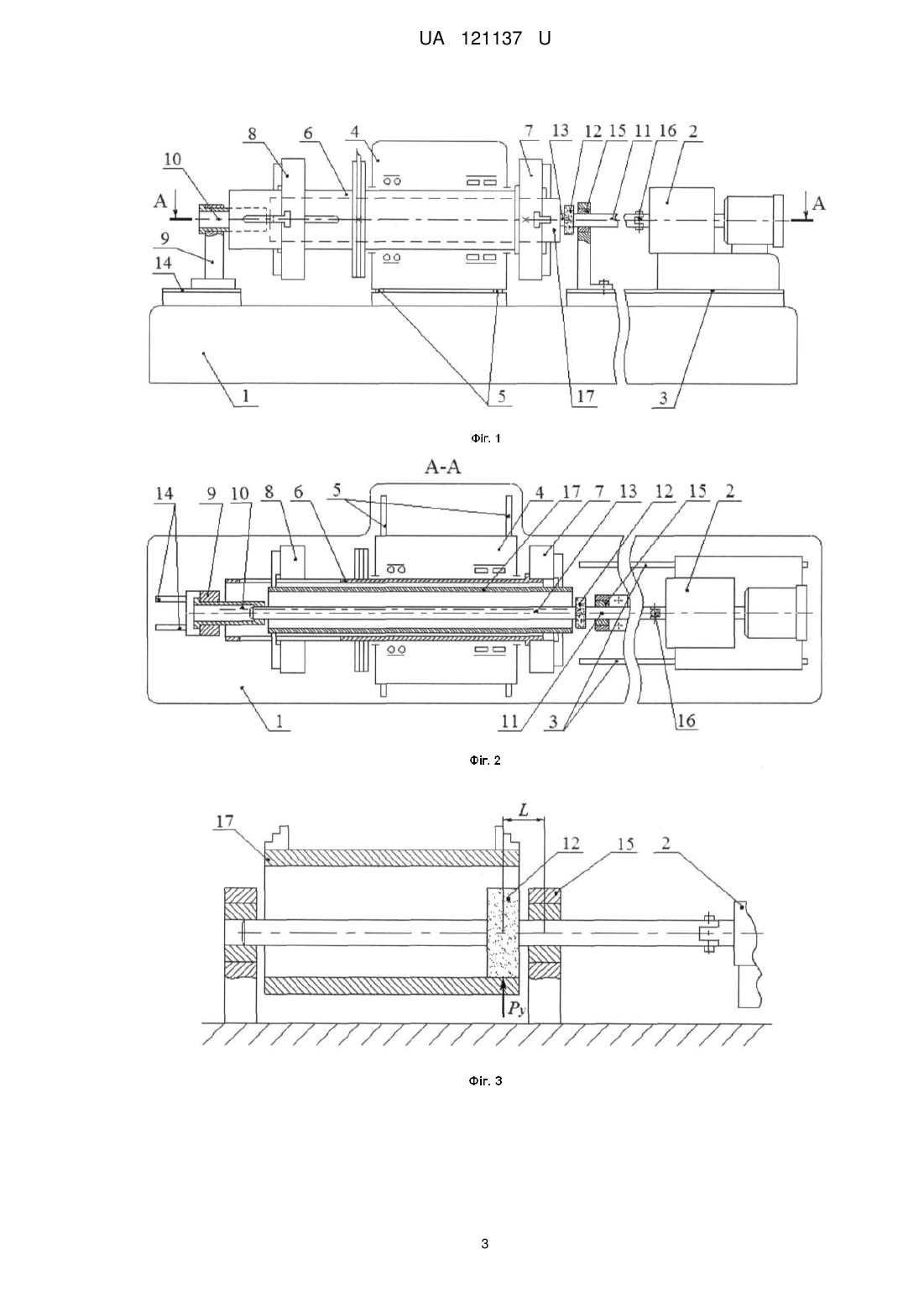
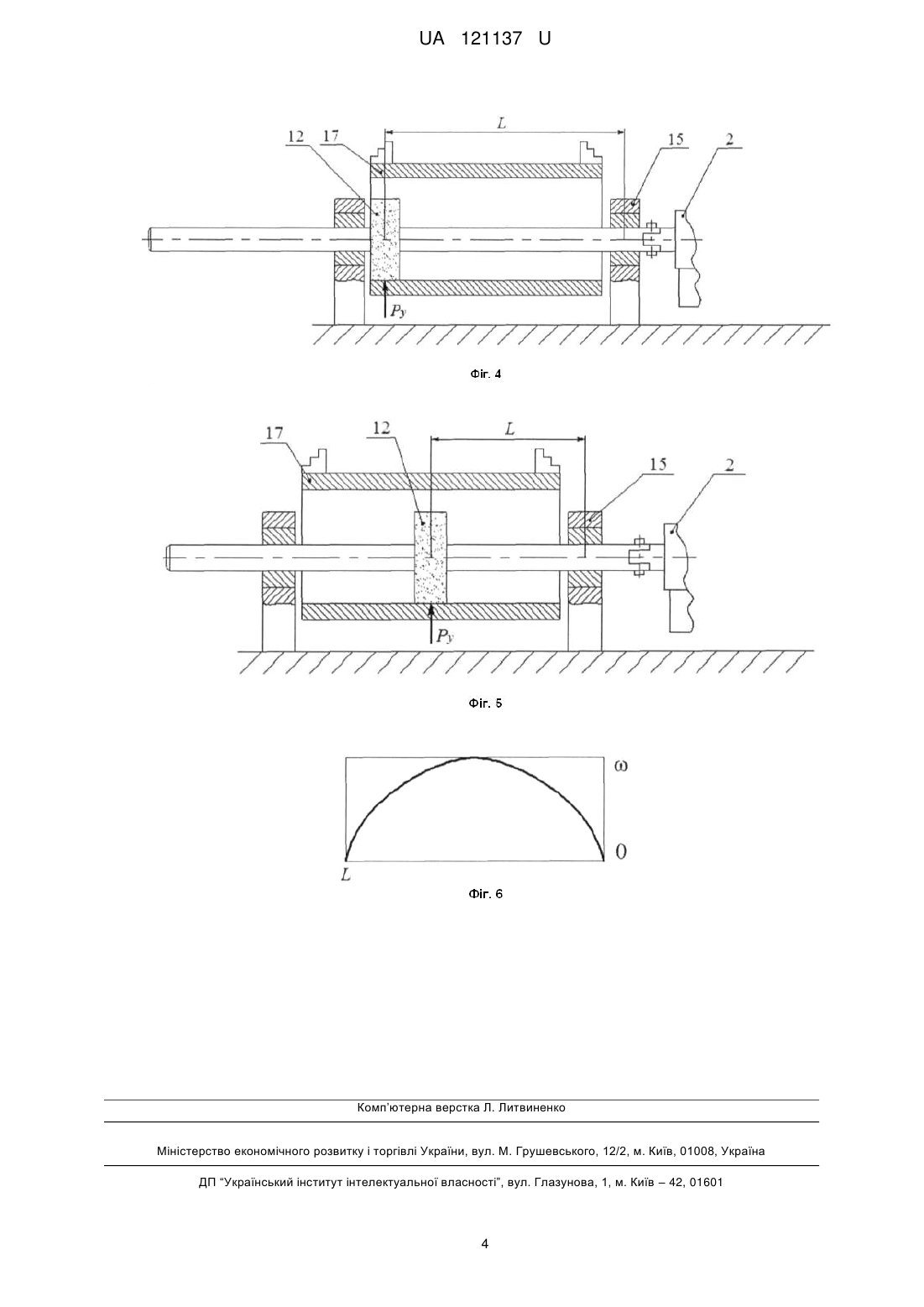
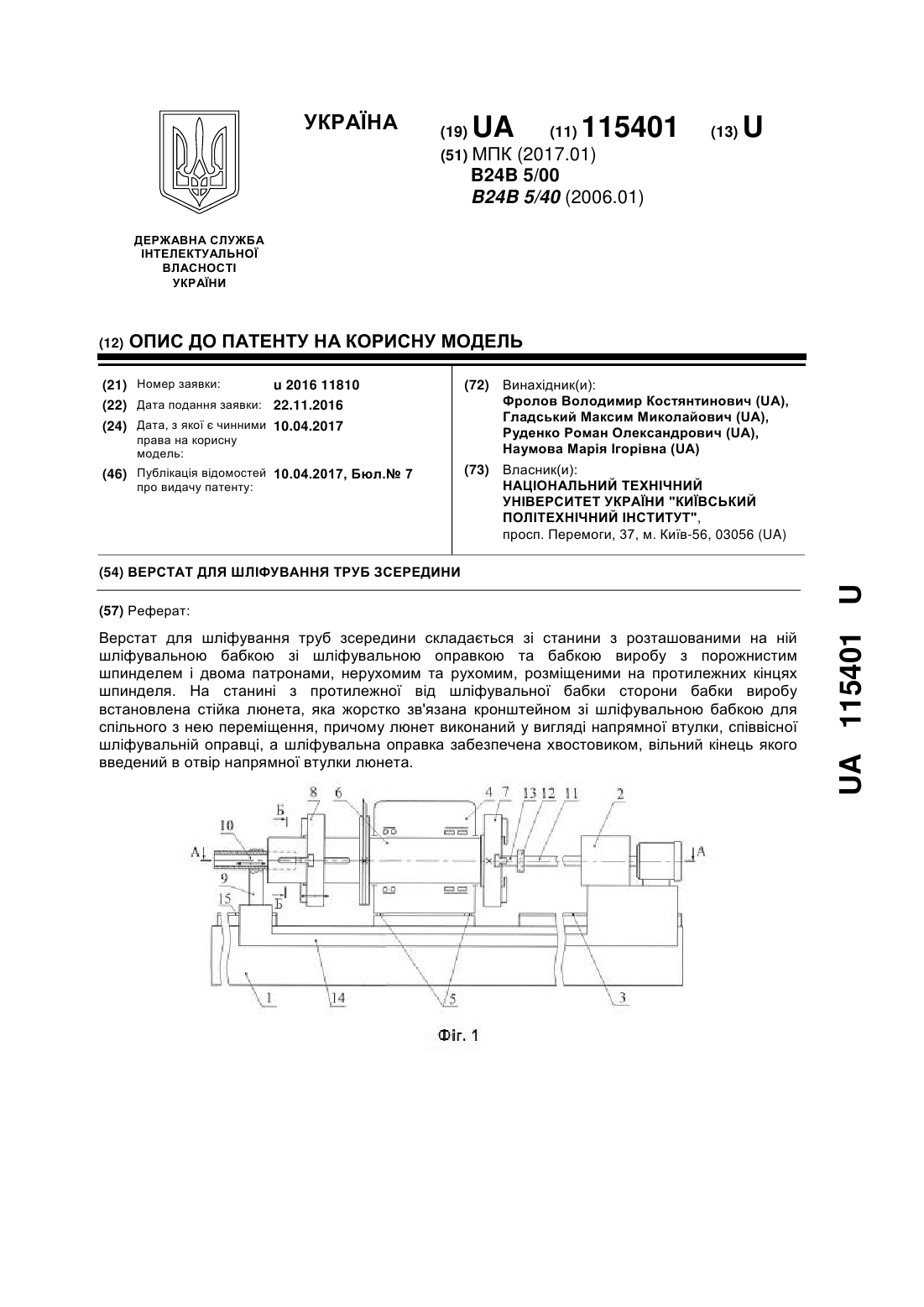
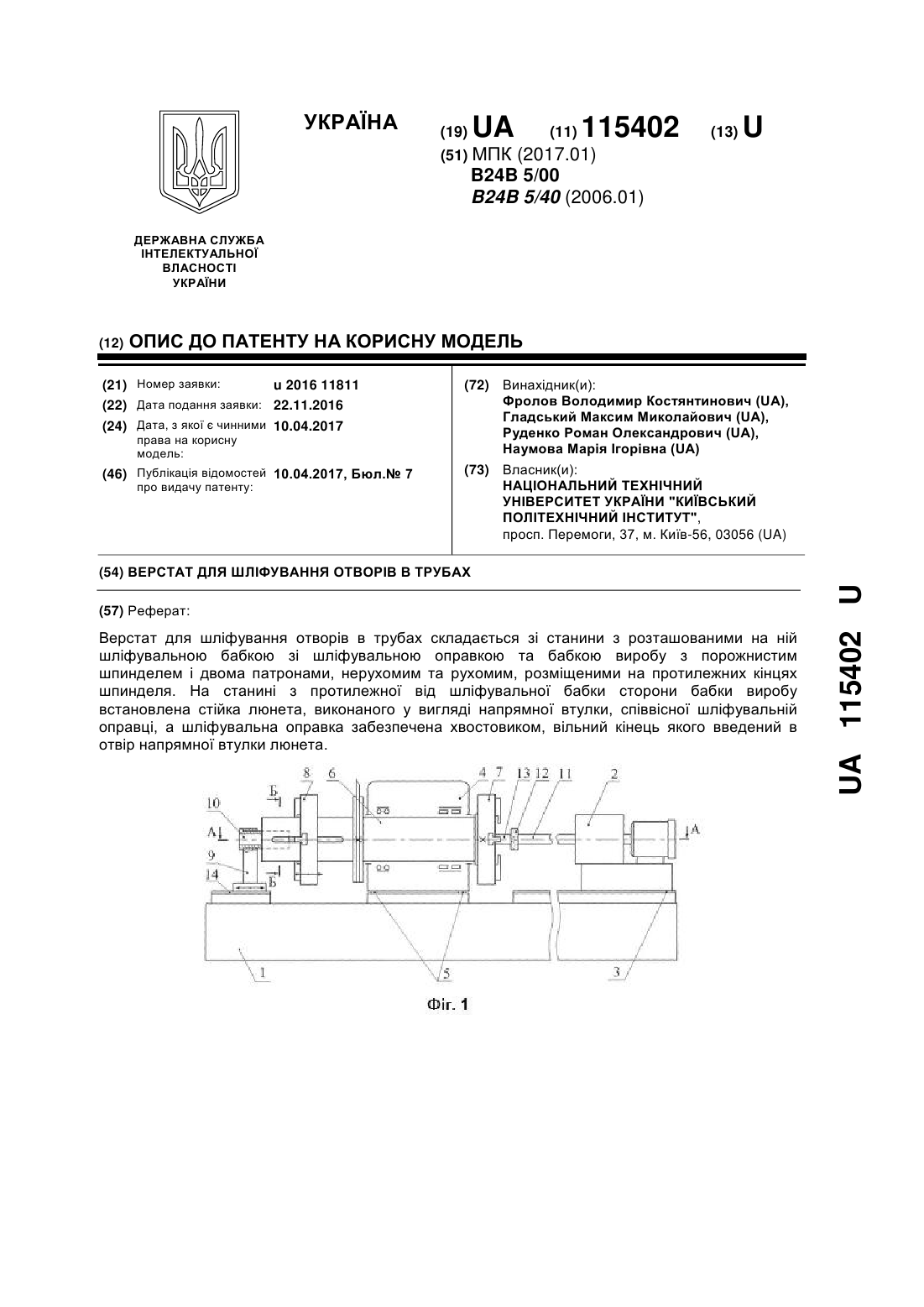
Реферат: Верстат для внутрішнього шліфування труб, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою, бабкою виробу з порожнистим шпинделем, оснащеним нерухомим та рухомим патронами, та люнетом шліфувальної оправки, розміщеним зі сторони рухомого патрона, причому на станині зі сторони нерухомого патрона встановлений співвісно шліфувальній оправці другий люнет, а шліфувальна оправка з'єднана зі шліфувальною бабкою шарнірно. UA 121137 U (12) UA 121137 U UA 121137 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, зокрема до верстатобудування, та може бути використана для внутрішнього шліфування труб. При шліфуванні отворів в трубах виникає деформація шліфувальної оправки під дією радіальної складової сили різання, внаслідок чого шліфувальний круг відхиляється від вихідного положення, що призводить до неточності оброблення. Конструкція корисної моделі, що заявляється, збільшить жорсткість шліфувальної оправки та підвищить точність оброблення. Відомий внутрішньошліфувальний верстат, який складається зі станини з розташованими на ній бабкою виробу, поздовжнім та поперечним супортами зі шліфувальним шпинделем, в якому закріплена шліфувальна оправка. Недоліками верстата є те, що шліфувальна оправка має недостатню жорсткість через її консольне закріплення, що призводить до її деформації та неточності отриманих розмірів при обробленні [1]. Відомий також верстат для шліфування отворів в порожнистих валах, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою та бабкою виробу з порожнистим шпинделем і двома патронами, нерухомим та рухомим, розміщеними на протилежних кінцях шпинделя. Недоліками верстата є те, що шліфувальна оправка має недостатню жорсткість через її консольне закріплення, що призводить до її деформації та неточності отриманих розмірів при обробленні [2]. Найбільш близьким аналогом є верстат для шліфування отворів в трубах, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою, бабкою виробу з порожнистим шпинделем, оснащеним нерухомим та рухомим патронами, та люнетом шліфувальної оправки, розміщеним зі сторони рухомого патрона. Недоліками верстата є те, що шліфувальна оправка має недостатню жорсткість, що призводить до неточності оброблення [3]. В основу корисної моделі поставлена задача удосконалення конструкції верстата шляхом збільшення жорсткості шліфувальної оправки, що підвищить точність оброблення. Поставлена задача вирішується тим, що верстат для внутрішнього шліфування труб складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою, бабкою виробу з порожнистим шпинделем, оснащеним нерухомим та рухомим патронами, та люнетом шліфувальної оправки, розміщеним зі сторони рухомого патрона. Новим є те, що на станині зі сторони нерухомого патрона встановлений співвісно шліфувальній оправці другий люнет, а шліфувальна оправка з'єднана зі шліфувальною бабкою шарнірно. Суть корисної моделі, що заявляється, пояснюється кресленнями, де: на Фіг. 1 зображена конструкція верстата для внутрішнього шліфування труб; на Фіг. 2 зображений переріз А-А на Фіг. 1; на Фіг. 3 зображене крайнє праве положення шліфувальної бабки відносно оброблюваної труби; на Фіг. 4 зображене крайнє ліве положення шліфувальної бабки відносно оброблюваної труби; на Фіг. 5 зображене середнє положення шліфувальної бабки відносно оброблюваної труби; на Фіг. 6 зображений графік зміни величини лінійної деформації шліфувального круга в залежності від його розташування відносно оброблюваної труби. Верстат складається зі станини 1, на якій розміщені шліфувальна бабка 2 на напрямних 3 та бабка виробу 4 на напрямних 5. В бабці виробу 4 розташований порожнистий шпиндель 6. На порожнистому шпинделі 6 зі сторони шліфувальної бабки 2 закріплений нерухомий патрон 7, а на протилежному кінці - рухомий патрон 8, який має можливість осьового переміщення відносно порожнистого шпинделя 6. На станині 1 зі сторони рухомого патрона 8 встановлена стійка 9 люнета. Люнет виконаний у вигляді напрямної втулки 10, яка співвісна шліфувальній оправці 11. Шліфувальна оправка 11 оснащена шліфувальним кругом 12 та хвостовиком 13. Під час шліфування вільний кінець хвостовика 13 введений в отвір напрямної втулки 10 люнета. Стійка 9 люнета має можливість переміщення відносно станини 1 по напрямних 14. На станині 1 зі сторони нерухомого патрона 7 встановлений другий люнет 15, який співвісний шліфувальній оправці 11. Для запобігання заклинювання в люнетах шліфувальна оправка 11 з'єднана зі шліфувальною бабкою 2 за допомогою шарніра 16. Оброблювана труба 17 розташована в порожнистому шпинделі 6 та закріплена кулачками нерухомого патрона 7 та рухомого патрона 8. Верстат працює наступним чином. 1 UA 121137 U 5 10 15 20 25 30 35 40 45 50 В вихідному положенні шліфувальна оправка 11 від'єднана від шліфувальної бабки 2 та виведена з порожнистого шпинделя 6. Оброблювана труба 17 встановлюється в осьовий отвір порожнистого шпинделя 6. Кінець труби, розташований зі сторони шліфувальної бабки 2, центрується та затискається кулачками нерухомого патрона 7. Для центрування та затиску протилежного кінця труби рухомий патрон 8 переміщується в осьовому напрямі відносно порожнистого шпинделя 6 таким чином, щоб його кулачки були розташовані напроти ділянки труби, яка передбачена для затиску. За допомогою кулачків рухомого патрона 8 труба 17 центрується та затискається остаточно. Шліфувальна оправка 11 встановлюється в другий люнет 15 та з'єднується зі шліфувальною бабкою 2 шарніром 16. Положення стійки 9 люнета відносно станини 1 та шліфувальної бабки 2 регулюється переміщенням стійки 9 по напрямних 14 таким чином, щоб під час шліфування вільний кінець хвостовика 13 шліфувальної оправки 11 завжди був введений в отвір напрямної втулки 10 люнета. Хвостовик 13 шліфувальної оправки 11 вводиться в отвір напрямної втулки 10 люнета. Після регулювання положення стійка 9 люнета фіксується. Верстат налагоджений та готовий до шліфування. Після закінчення процесу оброблення стійка 9 люнета відводиться від хвостовика 13, шліфувальна оправка 11 від'єднується від шліфувальної бабки 2 та виводиться з другого люнета 15. Відбувається зміна оброблюваної труби. При крайньому правому положенні шліфувальної бабки 2 відносно оброблюваної труби 17 (Фіг. 3), при якому відстань L між шліфувальним кругом 12 та другим люнетом 15 найменша, лінійна деформація шліфувального круга 12 під дією радіальної складової сили різання Pу наближується до нуля. При крайньому лівому положенні шліфувальної бабки 2 відносно оброблюваної труби 17 (Фіг. 4), при якому відстань L між шліфувальним кругом 12 та другим люнетом 15 найбільша, лінійна деформація шліфувального круга 12 під дією радіальної складової сили різання Pу також наближується до нуля. При середньому положенні шліфувальної бабки 2 відносно оброблюваної труби 17 (Фіг. 5) лінійна деформація шліфувального круга 12 під дією радіальної складової сили різання Pу складає: PуL3 , 48EI де E - модуль пружності матеріалу шліфувальної оправки; I - момент інерції перерізу шліфувальної оправки. Лінійна деформація шліфувального круга під час роботи верстата є змінною величиною. Графік зміни величини лінійної деформації шліфувального круга 12 в залежності від його розташування відносно оброблюваної труби 17 зображений на Фіг. 6. Зважаючи на те, що лінійна деформація шліфувального круга у верстата для шліфування P L3 отворів в трубах [3] також є змінною величиною з найбільшим значенням у , можна 6EI констатувати, що конструкція верстата, який заявляється, збільшить жорсткість шліфувальної оправки щонайменше в 8 разів, і тим самим підвищить точність оброблення. Джерела інформації: 1. Патент RU № 2012479, МПК В24В 5/06, опубл. 15.05.1994. 2. Патент на корисну модель UA № 110802, МПК В24В 5/00, В24В 5/10, опубл. 25.10.2016. 3. Патент на корисну модель UA № 115402, МПК В24В 5/00, В24В 5/40, опубл. 10.04.2017. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Верстат для внутрішнього шліфування труб, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою, бабкою виробу з порожнистим шпинделем, оснащеним нерухомим та рухомим патронами, та люнетом шліфувальної оправки, розміщеним зі сторони рухомого патрона, який відрізняється тим, що на станині зі сторони нерухомого патрона встановлений співвісно шліфувальній оправці другий люнет, а шліфувальна оправка з'єднана зі шліфувальною бабкою шарнірно. 2 UA 121137 U 3 UA 121137 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: шліфування, верстат, внутрішнього, труб
Код посилання
<a href="https://ua.patents.su/6-121137-verstat-dlya-vnutrishnogo-shlifuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Верстат для внутрішнього шліфування труб</a>
Верстат для шліфування труб зсередини
Номер патенту: 115401
Опубліковано: 10.04.2017
Автори: Руденко Роман Олександрович, Гладський Максим Миколайович, Фролов Володимир Костянтинович, Наумова Марія Ігорівна
Мітки: зсередини, труб, шліфування, верстат
Формула / Реферат:
1. Верстат для шліфування труб зсередини, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою та бабкою виробу з порожнистим шпинделем і двома патронами, нерухомим та рухомим, розміщеними на протилежних кінцях шпинделя, який відрізняється тим, що на станині з протилежної від шліфувальної бабки сторони бабки виробу встановлена стійка люнета, яка жорстко зв'язана кронштейном зі шліфувальною бабкою...
Верстат для шліфування отворів в трубах
Номер патенту: 115402
Опубліковано: 10.04.2017
Автори: Руденко Роман Олександрович, Фролов Володимир Костянтинович, Гладський Максим Миколайович, Наумова Марія Ігорівна
Мітки: верстат, шліфування, трубах, отворів
Формула / Реферат:
1. Верстат для шліфування отворів в трубах, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою та бабкою виробу з порожнистим шпинделем і двома патронами, нерухомим та рухомим, розміщеними на протилежних кінцях шпинделя, який відрізняється тим, що на станині з протилежної від шліфувальної бабки сторони бабки виробу встановлена стійка люнета, виконаного у вигляді напрямної втулки, співвісної...
Верстат для шліфування глибоких наскрізних отворів
Номер патенту: 121136
Опубліковано: 27.11.2017
Автори: Фролов Володимир Костянтинович, Артьомов Андрій Олександрович, Гладський Максим Миколайович, Руденко Роман Олександрович
Мітки: глибоких, отворів, верстат, наскрізних, шліфування
Формула / Реферат:
Верстат для шліфування глибоких наскрізних отворів, який складається зі станини з розташованими на ній бабкою виробу з порожнистим шпинделем, оснащеним нерухомим та рухомим патронами, та шліфувальною бабкою зі шліфувальною оправкою і кронштейном, на якому зі сторони рухомого патрона розміщений люнет шліфувальної оправки, який відрізняється тим, що на станині зі сторони нерухомого патрона встановлений співвісно шліфувальній оправці другий...
Верстат для шліфування отворів в порожнистих валах
Номер патенту: 110802
Опубліковано: 25.10.2016
Автори: Гладський Максим Миколайович, Руденко Роман Олександрович, Фролов Володимир Костянтинович, Наумова Марія Ігорівна
Мітки: отворів, валах, порожнистих, шліфування, верстат
Формула / Реферат:
1. Верстат для шліфування отворів в порожнистих валах, що складається зі станини з розташованими на ній шліфувальною бабкою і бабкою виробу зі шпинделем виробу та патроном, який відрізняється тим, що шпиндель виробу має наскрізний осьовий отвір, діаметр якого більший за зовнішній діаметр виробу, а на протилежному від патрона кінці шпинделя встановлено другий патрон.2. Верстат за п. 1, який відрізняється тим, що другий патрон має...
Верстат для шліфування рундиста діамантів

Номер патенту: 1793
Опубліковано: 15.05.2003
Автор: Данілов Олександр Михайлович
МПК: B28D 5/00
Мітки: діамантів, верстат, рундиста, шліфування
Формула / Реферат:
Верстат для шліфування рундиста діамантів, що містить змонтовані на станині на одній осі передню і задню бабки з електрошпінделями, частота обертання яких регулюється, та шліфувальну головку з алмазним кругом, вісь обертання якого перпендикулярна загальній осі передньої та задньої бабок, з приводом обертання алмазного круга, механізмом повздовжньої осцилюючої подачі алмазного круга та механізмом ручної поперечної подачі алмазного круга, який...
Попередній патент: Верстат для шліфування глибоких наскрізних отворів
Наступний патент: Спосіб фіксації незнімних зубних протезів
Випадковий патент: Когенераційна система з використанням тепла енергетичних об'єктів