Пристрій і спосіб для механічного різання гарячих металевих зливків
Номер патенту: 13116
Опубліковано: 28.02.1997
Автори: Сєвастьянов Владіслав Борисович, Божко Віктор Васильович, Костін Анатолій Сєргєєвіч, Бєлов Юрій Андрєєвіч, Кірєєв Владімір Ніколаєвич, Калінобродський Анатолій Петрович, Кушнаренко Сергій Григорович, Мазніченко Станіслав Онисимович, Бєлітченко Анатолій Константіновіч, Циганов Валерій Петрович

Формула / Реферат
(57)1. Устройство для механической резки горячих металлических слитков, преимущественно в технологических линиях МНЛЗ, содержащее смонтированную на опоре посредством пневмоамортизатора вертикальную высокоскоростную режущую машину с замкнутым силовым корпусом, включающим шабот с ножом и оппозитно расположенный привод со штоком, несущим аналогичный нож, отличающееся тем, что ножи выполнены прямоугольными сдвиговыми, при этом нож на штоке снабжен клиновым выступом, одна грань которого расположена в плоскости реза, а другая наклонена в сторону отрезаемой части слитка.
2. Способ механической резки горячих металлических слитков, преимущественно в технологических линиях МНЛЗ, заключающийся в двухстороннем нагружении горизонтально движущегося слитка встречно перемещающими инструментами в виде ножей, отличающийся тем, что верхний прямоугольный сдвиговый нож устанавливают над поверхностью слитка на расстоянии не менее величины его кинематического хода, в начале реза клиновым выступом нижнего прямоугольного сдвигового ножа в слитке делают надрез, слиток смещают по ходу реза, после чего в процессе дальнейшего движения ножей производят относительный сдвиг разрезаемых частей слитка до полного их отделения.
Текст
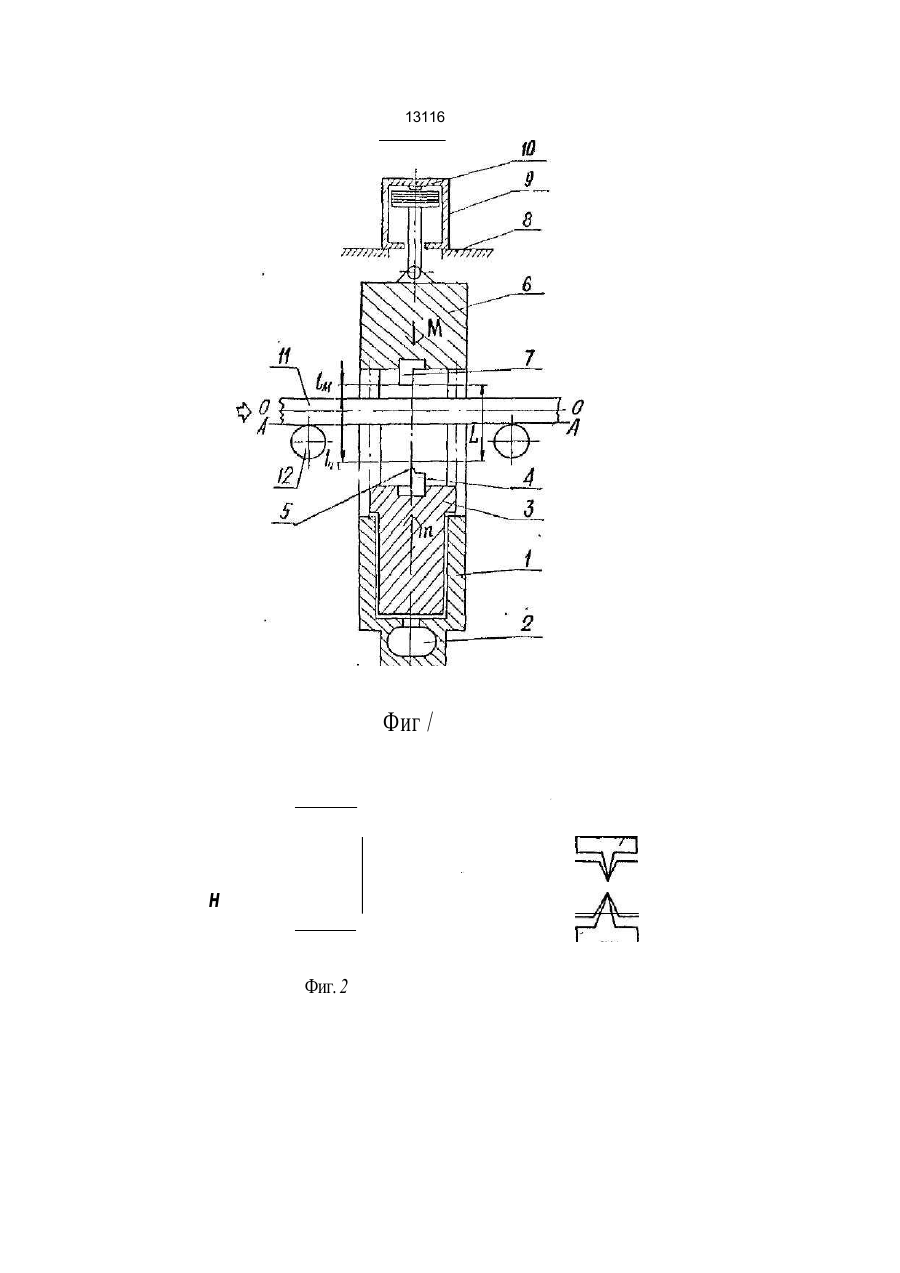
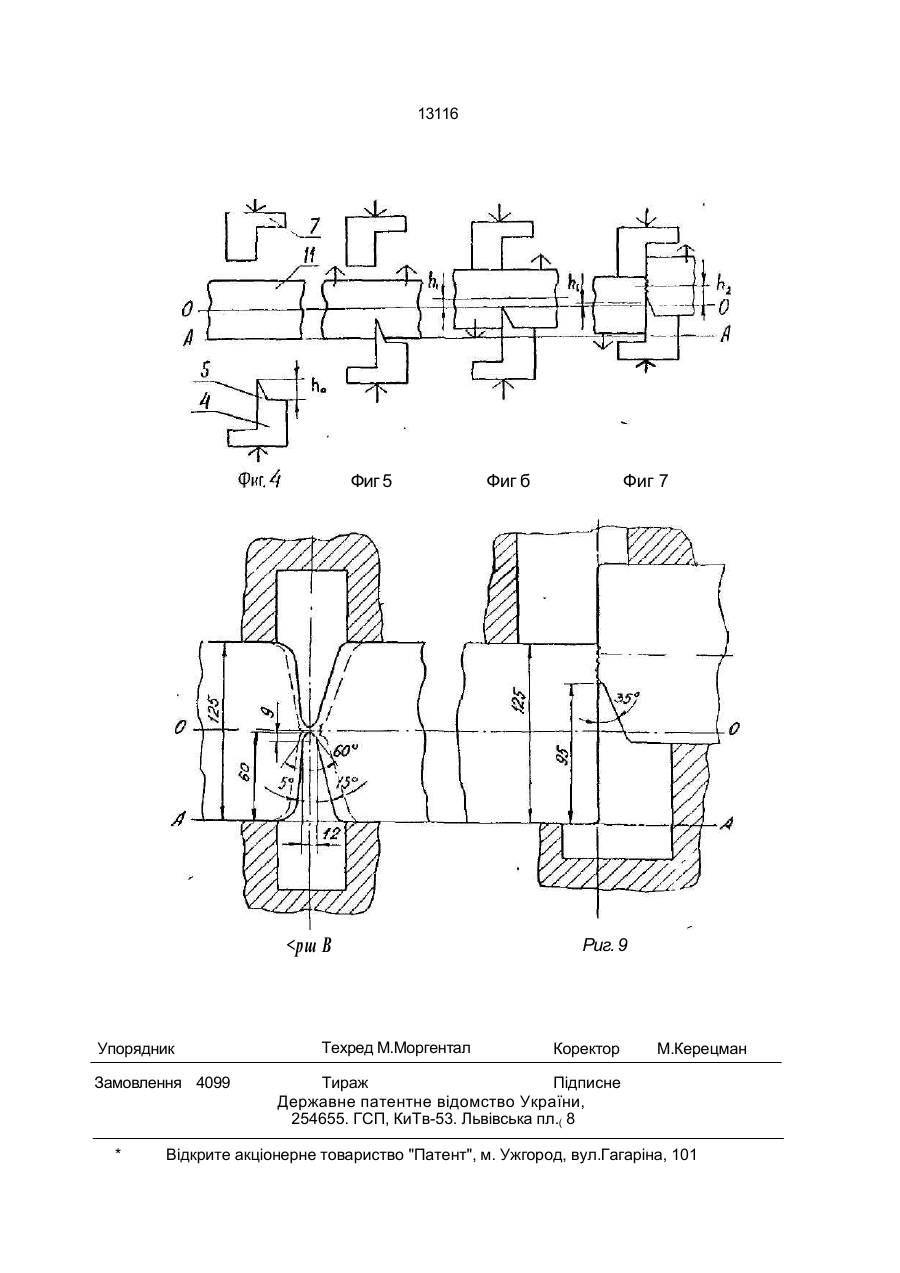
1. Устройство для механической резки горячих металлических слитков, преимуще ственно в технологических линиях МНЛЗ, содержащее смонтированную на опоре посредством пневмоамортизатора вертикальную высокоскоростную режущую машину с замкнутым силовым корпусом, включающим шабот с ножом и оппозитно расположенный привод со штоком, несущим аналогичный нож, о т л и ч а ю щ е е с я тем, что ножи выполнены прямоугольными сдвиговыми, при этом нож на штоке снабжен клиновым выступом, одна грань которого расположена в плоскости реза, а другая наклонена в сторону отрезаемой части слитка. 2. Способ механической резки горячих металлических слитков, преимущественно в технологических линиях МНЛЗ, заключающийся о двухстороннем нагружении горизонтально движущегося слитка встречно перемещающими инструментами о виде ножей, о т л и ч а ю щ и й с я тем, что верхний прямоугольный сдвиговый нож устанавливают над поверхностью слитка на расстоянии не менее величины его кинематического хода, в начале реза клиновым выступом нижнего прямоугольного сдвигового ножа в слитке делают надрез, слиток смещают по ходу реза, после чего в процессе дальнейшего движения ножей производят относительный сдвиг разрезаемых частей слитка до полного их отделения. Известны устройства и способы разделения нелрерывнолитых (преимущественно в технологических линиях машин непрерывного литья заготовок - МНЛЗ), а также других слитков на мерные заготовки механическим методом посредством различных режущих машин, где механическое разделение слитков осуществляют либо относительным сдвигом разделяемых частей, либо внедрением клиновых ножей [1,2, 3]. Целью настоящего изобретения является повышение надежности и долговечности работы оборудования МНЛЗ и повышение безопасности обслуживания. с > со о о 13116 Поставленная цель достигается тем, что в устройстве для механической резки горя чих металлических слитков, содержащем -' смонтированную на опоре посредством пневмоамортизатора вертикальную режу- 5 щую машину, имеющую замкнутый силовой корпус, включающий шабот с ножом и оппозитно расположенный привод со штоком, несущим аналогичный нож, согласно изо бретению ножи выполнены прямоугольны- 10 ми сдвиговыми, при этом нож на штоке снабжен клиновым выступом, одна грань ко торого расположена в плоскости реза, а дру гая наклонена а сторону отрезаемой части слитка. 15 Поставленная цель достигается также тем, что в способе механической резки горячих металлических слитков, заключающемся в двухстороннем нагружении горизонталью движущегося слитка встречно перемещаю- 20 щи ми инструментами в виде ножей, согласно изобретению верхний прямоугольный сдвиговой нож устанавливают над поверхностью слитка на расстоянии не менее величины его кинематического хода, в начале 25 реза клиновым выступом нижнего прямоугольного сдвигового ножа в слитке делают надрез, слиток смещают по ходу реза, после чего в процессе дальнейшего движения ножей производят относительный сдвиг разре- 30 заемых частей слитка до полного его отделения. Выполнение надреза на высоту выступа возможно благодаря инерционности слитка, так как резку начинают с относительно вы- 35 сокой скоростью ножа (10-20 м/с). Таким образом в предлагаемом изобретении, во-первых, величина сдвига, а значит и смещение оси разделяемого слитка меньше на высоту надреза, что значительно снижает 40 силовое воздействие на конструкцию МНЛЗ и транспортные устройства, во-вторых, исключено осевое воздействие на слиток как за счет установки ножа с клиновым выступом наклонной гранью в сторону противополож- 45 ную от кристаллизатора, так и за счет того, что при дальнейшем сдвиге разрезаемых частей слитка осевые силы отсутствуют, потому что напряжения в металле заготовки при надрезе не достигают предела текучести. 50 Колебания мениска жидкого металла в кристаллизаторе, а значит и оыплески - исключаются. Известные высокоскоростные машины для резки слитков па МНЛЗ характеризуют- 55 ся замкнутой силовой схемой, содержащей две подвижные массы неодинаковой величины имеющие возможность двигаться встречно. Скорости и пути установленных на этих массах ножей, таким образом, кинема тически связаны и находятся в постоянном отношении равном отношению масс. Поэтому с целью исключить передачу на рольганг МНЛЗ нагрузок, возникающих при резке, слиток располагают в зоне резки так, чтобы расстояние от ножа на шаботе до ближайшей грани слитка было не менее величины х од а этого ножа, опред ел енно го кинематикой подвижных частей машины. На фиг.1 изображена схема предлагаемой режущей машины; на фиг.2 и 3 схематично представлены известные способы разделения непреывнолитых слитков; на фиг.4-7 - исходное положение и фазы предлагаемого способа резки; на фиг.8 и 9 изображена конструкция исходного и предложенного инструмента, которым производили экспериментальную проверку предлагаемого способа резки. Устройство для резки (фиг.1) содержит привод 1 с камерой сгорания 2, штоком 3 и ножом 4 с клиновым выступом 5. На шаботе 6 смонтирован прямоугольный сдвиговой нож 7. Привод vn шабот соединены в замкнутый силовой корпус, который установлен на опоре 8, посредством пневмоамортизатора 9 с упором 10. В зоне резки между ножами А и 7 движется слева-направо разрезаемый слиток 10 по рольгангу 12, причем расстояние от сдвигового ножа 7 до ближайшей грани слитка должно быть равно или более 1н. которое представляет соб^й кинематический ход сдвигового ножа 7. Это обусловлено тем, что суммарный ход ножей L распределяется в соответствии с законом сохранения количестпа движения на ! м и Іпь М Im которые находятся в отношении — = >—, m LM где М и т - массы подвижных частей режущей машины. Резку слитка производят следующим способом. Камера сгорания 2 привода 1 заполняется энергоносителем, после сгорания которого подвижные массы М и т начинают перемещаться навстречу с возрастающей скоростью. Встречаясь, ножи 4 и 7 перерезают слиток. Корпус (масса М) возвращается в исходное положение пневмоамортизаторомЭ до упора 10, а шток 3 (масса т) - за счет действия силы тяжести, В известных способах разрезаемый слиток 11 также перемещается (слева-напраоо) по рольгангу в плоскости АА между сдвиговыми (фиг,2} или клиновыми (см.фиг.З) ножами. При резке ножами сдвиговыми 4 и 7 оси разрезаемых частей слитка смещаются от исходного положения на суммарную высоту \\, которая в конечной фазе резки достигает величины Н или более. Резка клиновыми ио 13116 жами сопровождается распирающими от действия клина силами, которые действуют на обе части слитка и создают осевой имлульс в сторону кристаллизатора МНЛЗ (против хода слитка). 5 Предлагаемый способ реализуется следующим образом. Слиток 11 (фиг.4) перемещ ается между ножом А с кл иновым выступом 5 высотой h0 и прямоугольным сдвиговым ножом 7. В процессе резки ножи 10 А и 7 движутся встречно к слитку. На первой фазе резки происходит внед рение клинового выступа в слиток - надрез (фиг.5). после чего надрезанный слиток но жом А перемещается (см. фиг.6) на расстоя- 15 ние hi от исходного положения оси слитка 0-0 до касания с движущимся навстречу сдвиговым ножом 7. Дальнейшим движени ем ножей осуществляется сдвиг отрезаемой части слитка на расстояние П2. При этом (см. 20 фиг.7) после схождения ножей расстояние hi уменьшается (за счет движения ножа 7) практически до нуля, т.е ось слитка возвра щается в исходное положение 0-0. Очевьдно, что h2=H-ho. а осевая составляющая 25 усилия резки отсутствует, так как после над реза на величину h0 напряжения в материа ле слитка еще не достигают п редел а текучести, а после этого производится толь ко сдвиг. 30 При этом (фиг.1), только когда |м >hi, нож А после надреза приподнимает слиток на полную оысоту hi (фиг.6) над рольгангом (плоскость А-А) и дальнейшим движением ножа 7 вниз он вновь будет опущен на роль- 35 гзнг. Если не выполнено условие їм 5: hi (т е. 1м
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for mechanical cutting of hot metal ingots
Автори англійськоюBozhko Viktor Vasyliovych, Kalinobrodskyi Anatolii Petrovych, Kushnarenko Serhii Hryhorovych, Maznichenko Stanislav Onysymovych, Sievastianov Vladislav Borysovych, Tsyhanov Valerii Petrovych, Bielitchenko Anatolii Konstantinovich
Назва патенту російськоюУстройство и способ для механической резки горячих металлических слитков
Автори російськоюБожко Виктор Васильевич, Калинобродский Анатолий Петрович, Кушнаренко Сергей Григорьевич, Мазниченко Станислав Онисимович, Севастьянов Владислав Борисович, Цыганов Валерий Петрович, Белитченко Анатолий Константинович
МПК / Мітки
МПК: B23D 15/00
Мітки: різання, пристрій, спосіб, гарячих, металевих, зливків, механічного
Код посилання
<a href="https://ua.patents.su/6-13116-pristrijj-i-sposib-dlya-mekhanichnogo-rizannya-garyachikh-metalevikh-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб для механічного різання гарячих металевих зливків</a>
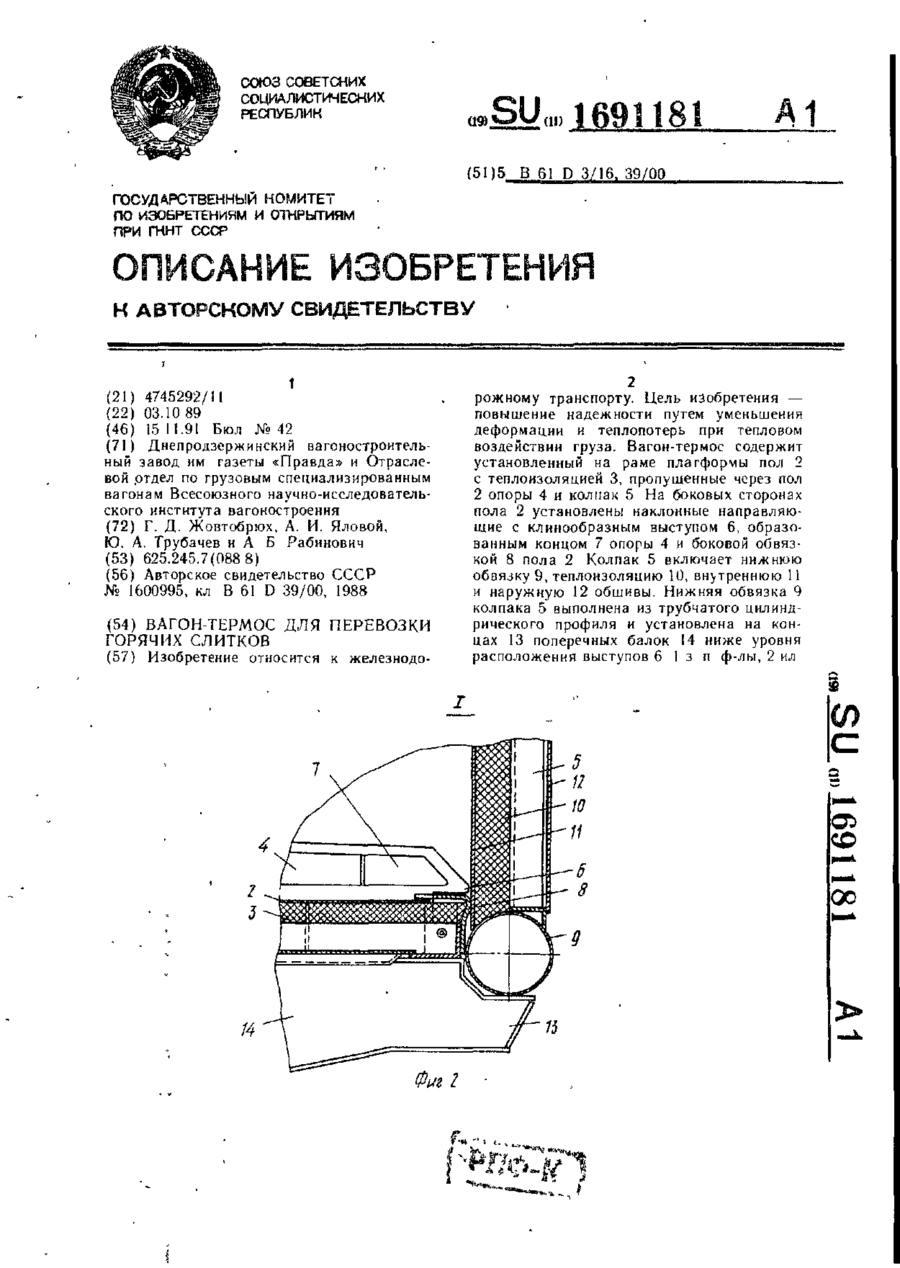
Вагон-термос для перевезення гарячих зливків
Номер патенту: 6297
Опубліковано: 29.12.1994
Автори: Трубачев Юрій Олексієвич, Жовтобрюх Григорій Дем'янович, Яловой Андрій Іванович, Рабінович Аркадій Борисович
МПК: B61D 3/16, B61D 39/00
Мітки: вагон-термос, перевезення, зливків, гарячих
Формула / Реферат:
1. Вагон-термос для перевозки горячих слитков, содержащий установленныйна раме платформы пол с теплоизоляцией, на котором поперечно расположены грузонесущие опоры со скосами на концах, и теплозащитный колпак, нижние обвязки которого установлены на раме, отличающийся тем, что, с целью повышения надежности путем уменьшения деформации и теплопотерь, длина каждой опоры равна ширине пола, а концами опор и боковыми элементами пола образованы...
Пристрій для різання
Номер патенту: 2514
Опубліковано: 26.12.1994
Автор: Чеботарьов Григорій Аврамович
МПК: B23D 29/00
Формула / Реферат:
Устройство для резки тросов, содержащее два поворотных вокруг общей оси рычага, несущие пластинчатые ножи с режущими кромками, образованными вырезами с образующей по дуге окружности, отличающееся тем, что оно снабжено подпружиненными кулачками, установленными на одном из рычагов, и двумя парами зажимных губок, выполненных в виде полуколец, расположенных с двух сторон относительно пластинчатых ножей под кулачками, при этом одна из губок в...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Чєрнєнко Анатолій Ніколаєвіч, Полухін Владімір Пєтровіч, Бойко Владімір Фйодоровіч, Брінза Вячєслав Владіміровіч, Рибкін Ніколай Владіміровіч, Голотіна Галіна Єгоровна
МПК: B21B 1/02
Мітки: прокатки, реверсивної, зливків, сталей, обмеженою, сплавів, пластичністю, спосіб
Формула / Реферат:
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Пристрій для різання мінераловатних плит
Номер патенту: 337
Опубліковано: 30.04.1993
Автори: Рогова Сара Давидовна, Гелев Георгій Наумович, Шульман Григорій Маркович, Гізунтерман Вілен Рафаілович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович, Юхновський Олег Сергійович
МПК: B28B 11/14
Мітки: плит, мінераловатних, пристрій, різання
Формула / Реферат:
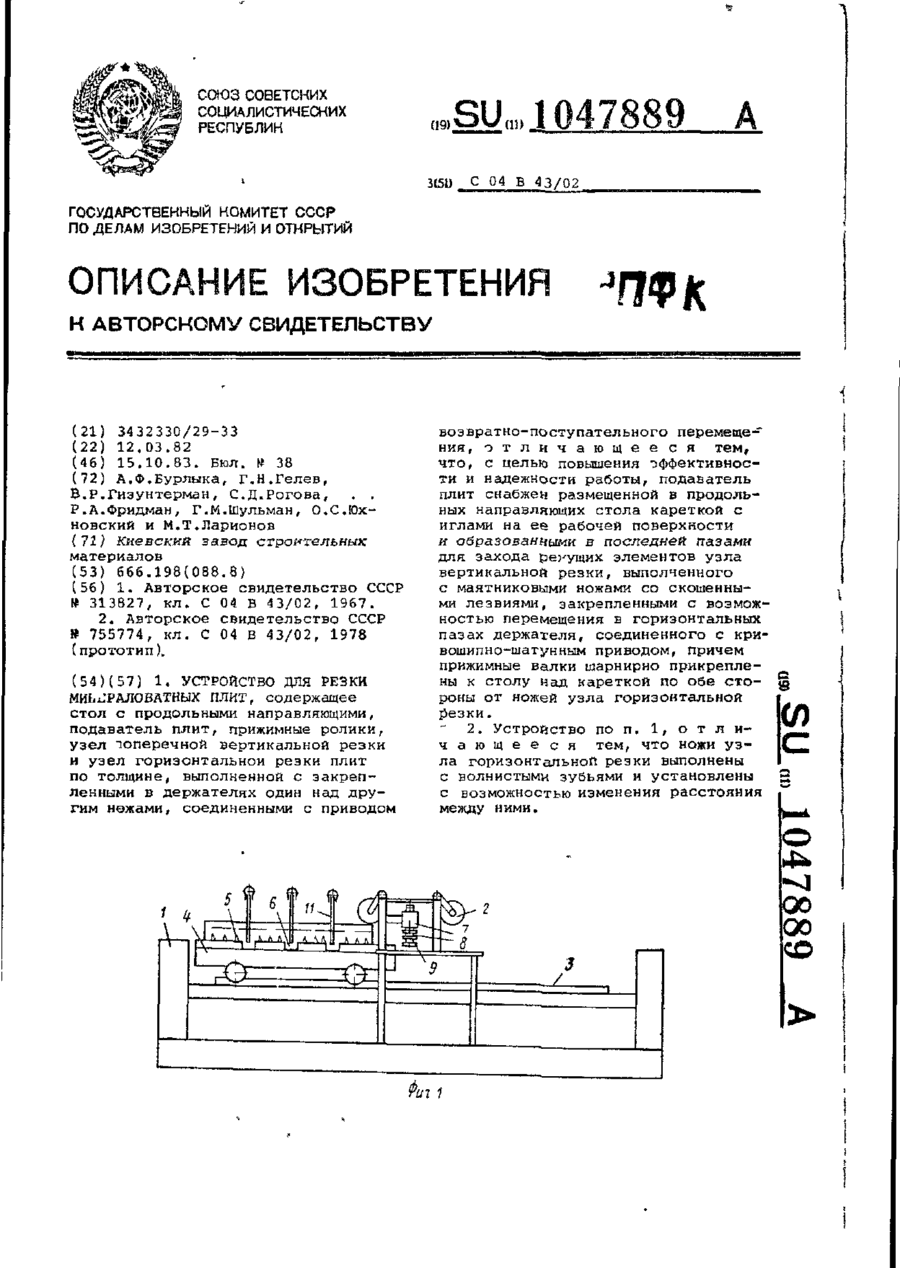
(57) 1. УСТРОЙСТВО ДЛЯ РЕЗКИ МИНІІРАЛОВАТНЬІХ ПЛИТ, содержащее стол с продольными направляющими, подаватель плит, прижимные ролики, узел лоперечной вертикальной резки и узел горизонтальной резки плит по толщине, выполненной с закрепленными в держателях один над другим ножами, соединенными с приводом возвратно-поступательного перемещения, отличающееся тем, что, с целью повышения эффективности и надежности работы, подаватель плит снабжен...
Пристрій для різання полімерних матеріалов
Номер патенту: 11848
Опубліковано: 25.12.1996
Автори: Пісковатський Віктор Сергійович, Абрамсон Володимир Ілліч, Звєрєв Михайло Федорович, Рубан Віктор Олександрович, Гладков Юрій Олександрович
МПК: B29B 11/00
Мітки: полімерних, матеріалов, різання, пристрій
Формула / Реферат:
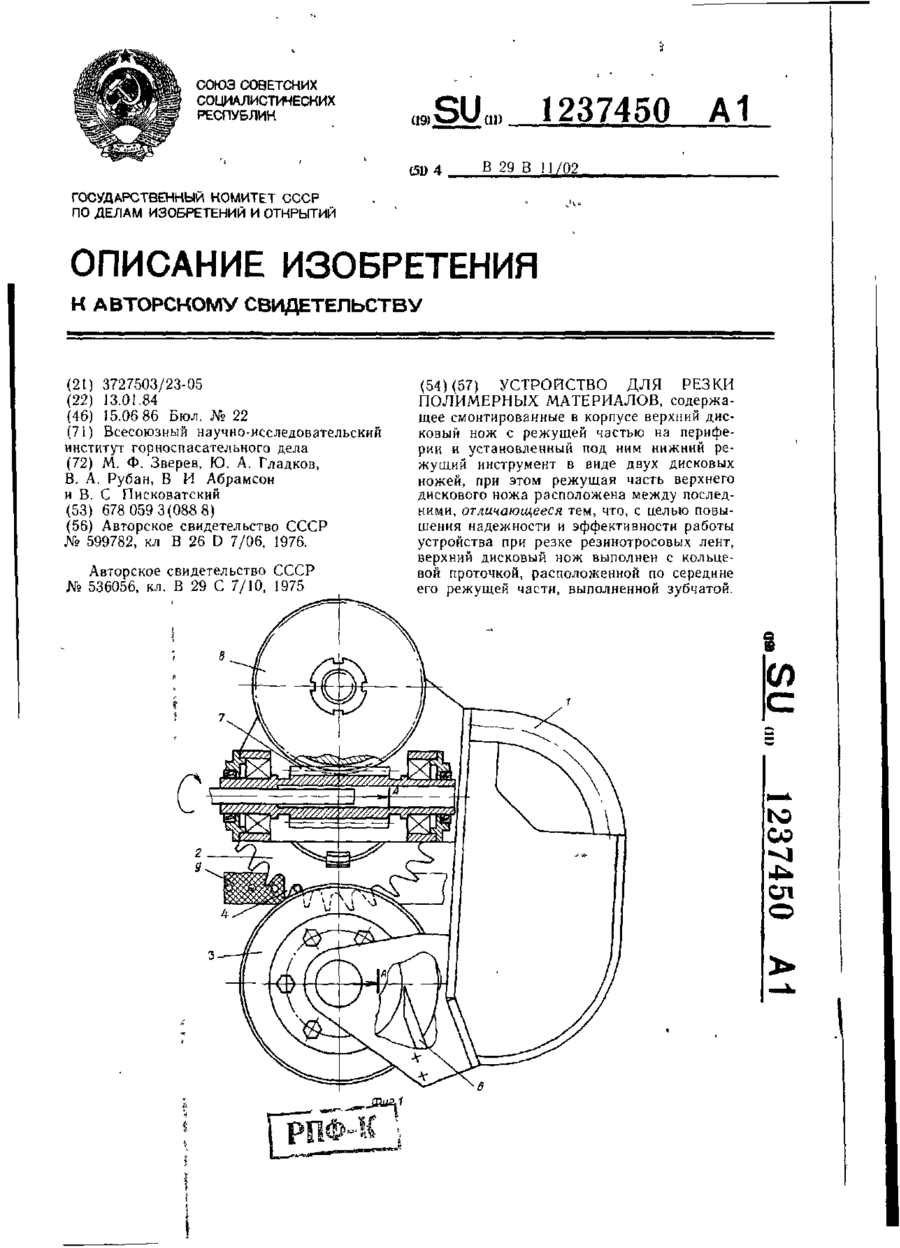
Устройство для резки полимерных материалов, содержащее смонтированные в корпусе верхний дисковый нож с режущей частью на периферии и установленный под ним нижний режущий инструмент в виде двух дисковых ножей, при этом режущая часть верхнего дискового ножа расположена между последними, отличающееся тем, что, с целью повышения надежности и эффективности работы устройства при резке резинотросовых лент, верхний дисковый нож выполнен с...
Попередній патент: Зеніт-надирний прилад
Наступний патент: Машина імпульсивного різання заготовок
Випадковий патент: Поліуретанова композиція