Пристрій для одержання виливків

Формула / Реферат
Устройство для получения отливок, содержащее нагревательную печь с тиглем, вытеснитель, расположенный в тигле, литейную форму, сопряженную с тиглем литниково-питающими каналами, заливочный ковш, отличающееся тем, что литниково-питающие каналы выполнены в стенке верхней части тигля, причем наружная поверхность этой части тигля выполнена формообразующей.
Текст
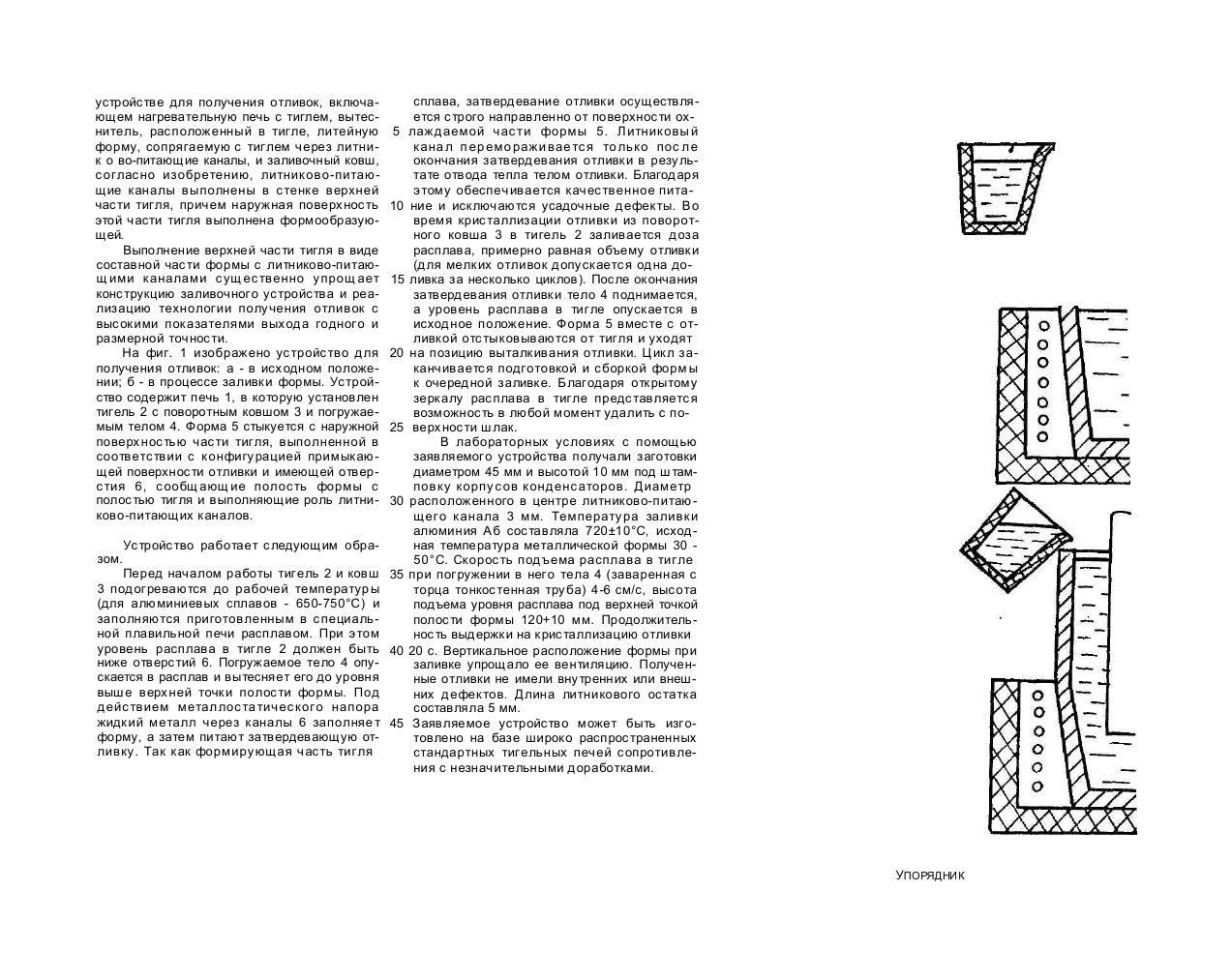
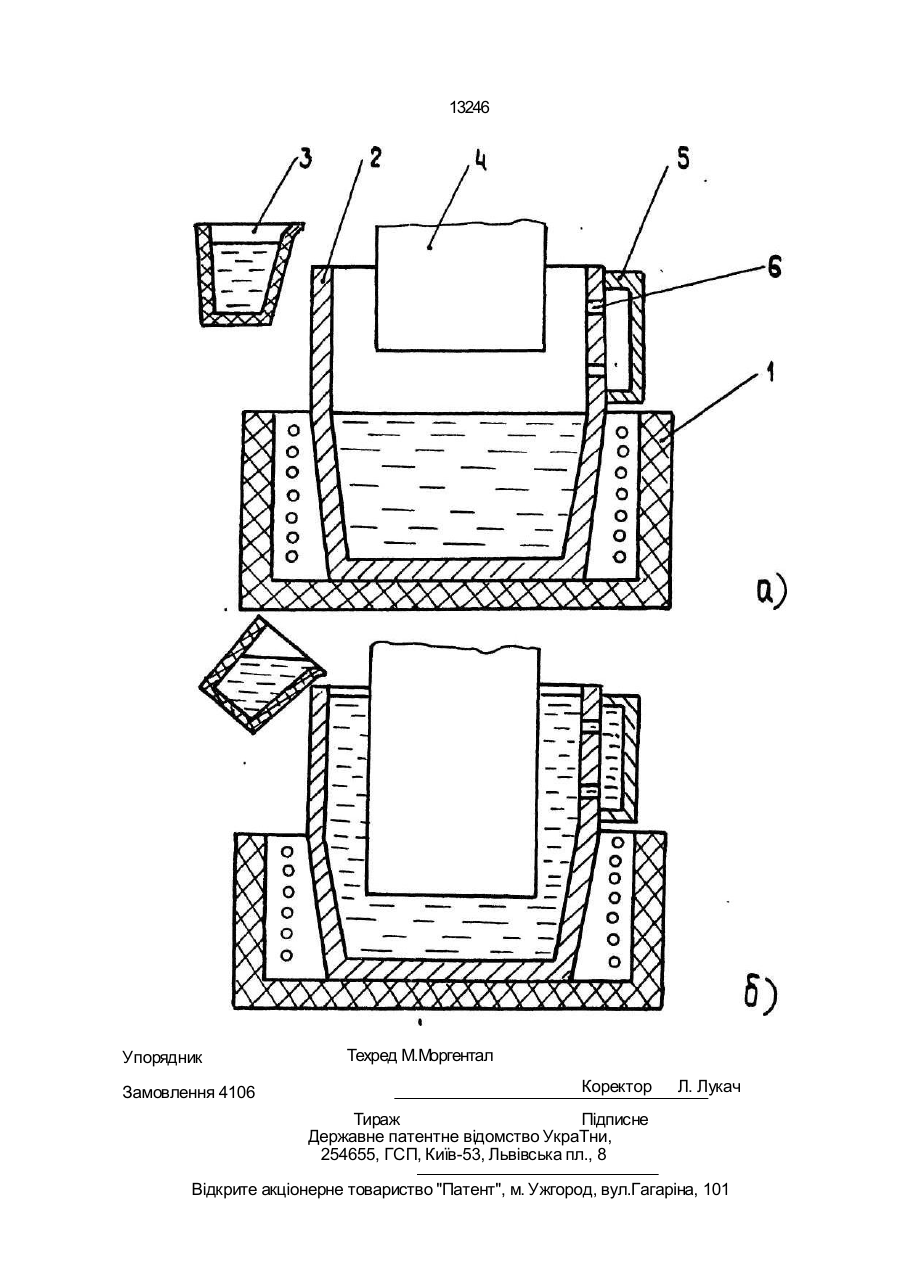
Устройство для получения отливок, со держащее нагревательную печь с тиглем, вытеснитель, расположенный в тигле, ли тейную форму, сопряженную с тиглем литниково-питающими каналами, заливочный ковш, о т л и ч а ю щ е е с я тем, что литниково-питающие каналы выполнены в стенке верхней части тигля, причем наруж ная поверхность этой части тигля выполне на формообразующей. С > Изобретение относится к области литейного производства и может быть использовано для получения отливок с незатвердевающей литниково-питающей системой. Известна установка для литья под низким давлением, содержащая U-образный металлопровод с клапаном, форму, сообщающуюся с низким патрубком металлопровода через литниковый канал, и два ковша для заливки и слива расплава [1]. Недостатком этой установки является потребность в специальных U-образных металлопроводах и печах для их обогрева, а также необходимость циклических сливок расплава с высокого патрубка металлопровода, что усложняет конструкцию установки и реализуемый с ее помощью технологический процесс. Известна машина для литья под низким давлением, содержащая двухкамерную раздаточную печь, установленные на крышку низкой камеры форму с металлопроводом и трубопровод пневмосистемы, массивный поршень, расположенный в высокой камере, и заливочный ковш [2]. Недостатком этой машины является сложность изготовления и эксплуатации двухкамерной раздаточной печи. Наиболее близким техническим решением к изобретению является устройство, содержащее нагревательную печь с U-образным тиглем, вытеснитель, расположенный в тигле, литейную форму, сопрягаемую с тиглем через литниково-питающие каналы и заливочный ковш [3]. Недостатком этого устройства является сложность изготовления U-образного металлопровода с обогреваемой печью, а также неудобство удаления окисных плен из зеркала расплава под формой, что усложняет конструкцию устройства и снижает надежность технологического процесса литья. В основу изобретения положена задача создать такое устройство для получения отливок, в котором путем использования тигля в качестве составной части формы достига со ON ш О 13246 лась бы возможнос ть упрос тить конс трук цию ус тройс тва и процесса литья. Пос тавленная зад ача решена тем, что в устройс тве д ля получения отливок, включающем нагревательную печь с тиглем, вытеснитель, расположенный в тигле, литейную форму, с опрягаему ю с тиглем через литниково-питающие каналы, и заливочный ковш, с оглас но изобретению , литник ово-питаю щие каналы выполнены в с тенке верх ней час ти тигля, причем наружная поверхнос ть этой час ти тигля выполнена формообразующей. Выполнение верх ней час ти тигля в виде составной час ти формы с литниково-питающ ими каналами с у щ ес твенно у прощ ает конс трукцию заливочного ус тройс тва и реализацию тех нологии получения отливок с выс окими показателями выход а год ного и размерной точнос ти. На фиг 1 изображено ус тройс тво д ля получения отливок: а - в исход ном положении; б - в процессе заливки формы. Ус тройство содержит печь 1, в которую ус тановлен тигель 2 с поворотным ковшом 3 и погружаемым телом 4. Форма 5 стыкуется с наружной поверх нос тью час ти тигля, выполненной в соответс твии с конфигу рацией примыкаю щей поверхнос ти отливки и имеющей отверс тия 6, с ообщ ающ ие полос ть формы с полос тью тигля и выполняющие роль литниково-питающих каналов. Ус тройс тво работает с ледующим образом. Перед началом работы тигель 2 и ковш 3 под огреваютс я до рабочей температу ры (д ля алюминиевых сплавов - 650-750°С) и заполняются приготовленным в специаль ной плавильной печ и расплавом. При э том уровень рас плава в тигле 2 должен быть ниж е отверс тий 6. Погружаемое тело 4 опу скается в расплав и вытесняет его до уровня выш е верхней точки полос ти формы. Под д ейс твием мета л лос та тичес кого напора жидкий металл через каналы 6 заполняет форму, а затем питают затверд евающую отливку. Так как формиру ющ ая час ть тигля нагрета д о температу ры, близкой или превыш ающ ей температу ру крис таллизаци и сплава, затверд евание отливки осуществляется с трого направленно от поверхнос ти ох5 лажд аемой час ти форм ы 5. Л и тник овый канал пе ремо ражив ае тс я то лько пос л е окончания затверд евания отливки в резу ль тате отвода тепла телом отливки. Благодаря э тому обеспеч ивается качес твенное пита10 ние и иск лючаю тс я ус адоч ные д ефек ты. Во время крис таллизации отливки из поворотного ковша 3 в тигель 2 заливается д оза расплава, примерно равная объему отливки (д ля мелких отливок д опу скаетс я од на до15 ливка за несколько циклов). После окончания затверд евания отливки тело 4 поднимаетс я, а уровень рас плава в тигле опускаетс я в исход ное положение. Форма 5 вмес те с отливкой отс тыковываются от тигля и уходят 20 на позицию выталкивания отливки. Ц икл заканчиваетс я подготовкой и с боркой формы к очеред ной заливке. Б лагод аря открытому зеркалу рас плава в тигле предс тавляетс я возможнос ть в любой момент удалить с по25 верх нос ти ш лак. В лабораторных ус ловиях с помощью заявляемого устройс тва получали заготовки диаметром 45 мм и высотой 10 мм под штамповку корпус ов конд енс аторов. Диаметр 30 расположенного в центре литниково-питаю щего канала 3 мм. Температу ра заливки алюминия А 6 сос тавляла 720+10°С, исходная температура металлической формы 30 50°С. Скорос ть под ъема расплава в тигле 35 при погру жении в него тела 4 (заваренная с торца тонкос тенная тру ба) 4-6 см/с, высота подъема уровня расплава под верхней точкой полос ти формы 120+ 10 мм. Продолжительнос ть выдержки на крис таллизацию отливки 40 20 с. Вертикальное расположение формы при заливке упрощ ало ее вентиляцию. Полученные отливки не имели вну тренних или внешних д ефектов. Длина литникового ос татка составляла 5 мм. 45 Заявляемое устройс тво может быть изготовлено на базе широко распрос траненных стандартных тигельных печей сопротивления с незначительными д оработками. 13246 Упорядник Замовлення 4106 Техред М.Моргентал Коректор Л. Лукач Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for obtaining the ingots
Автори англійськоюKotliarskyi Franko Marianovych
Назва патенту російськоюУстройство для получения слитков
Автори російськоюКотлярский Франко Марьянович
МПК / Мітки
МПК: B22D 18/00
Мітки: пристрій, виливків, одержання
Код посилання
<a href="https://ua.patents.su/6-13246-pristrijj-dlya-oderzhannya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для одержання виливків</a>
Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків
Номер патенту: 12359
Опубліковано: 02.12.1996
Автори: Борисов Георгій Павлович, Бєлік Валентин Іванович, Котлярський Франко Мар'янович
МПК: B22D 18/06
Мітки: лиття, виливків, вакуумним, тонкостінних, пристрій, усмоктуванням
Формула / Реферат:
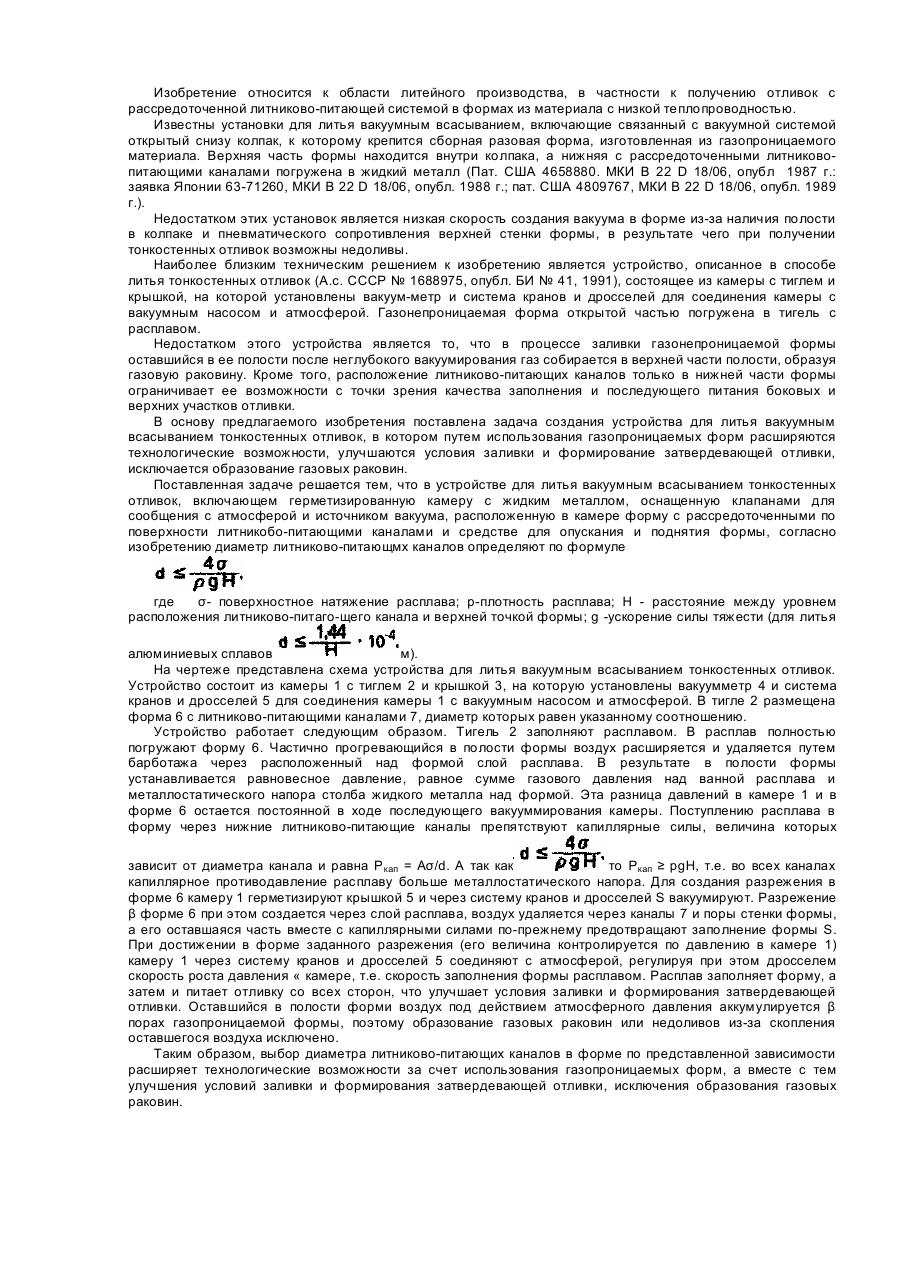
Устройство для литья вакуумным всасыванием тонкостенных отливок, включающее герметизированную камеру с жидким металлом, оснащенную клапанами для сообщений с атмосферой и источником вакуума, расположенную в камере форму с рассредоточенными по поверхности литниково-питающими каналами и средства для опускания и поднятия форм, отличающееся тем, что диаметр литниково-питающих каналов определяют по формулегде s - поверхностное...
Пристрій для електрошлакового кокільного литва

Номер патенту: 8988
Опубліковано: 30.09.1996
Автори: Зареченський Анатолій Васильович, Тулінова Тамара Вікторовна, Попов Валерій Андрійович, Шкода Віталій Антонович, Світковський Олексій Володимирович, Сєльков Віктор Кіндратович, Дубницький Жорж Андрійович, Берман Кирилл Адольфович, Нефедов Павло Сергійович
МПК: B22D 23/00
Мітки: кокільного, литва, пристрій, електрошлакового
Формула / Реферат:
Устройство для электрошлакового кокильного литья, содержащее тигель, литейную форму, выполненную в виде съемной крышки, съемно-разъемное соединение формы с тиглем, привод поворота относительно шарнирной опоры, отличающееся тем, что с целью улучшения качества отливки и повышения производительности, оно снабжено транспортной тележкой, установленой под тиглем, платформой, размещенной на тележке с приводом ее подъема вне тележки, раструбом,...
Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Котлярський Франко Мар'янович, Бєлік Валентин Іванович, Борисов Георгій Павлович
МПК: B22D 18/04
Мітки: лиття, тиском, пристрій, низьким
Формула / Реферат:
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с...
Пристрій для одержання відливок
Номер патенту: 14621
Опубліковано: 20.01.1997
Автори: Таранов Євген Дмитрович, Крещук Тетяна Іванівна, Щеглов Володимир Михайлович, Примак Іван Никонорович, Санніков Владислав Олександрович
МПК: B22D 18/00, B22D 27/11
Мітки: пристрій, відливок, одержання
Формула / Реферат:
1. Устройство для получения отливок, содержащее литейную форму с донным металлопроводом, металлоприемник и прессующий механизм, расположенный соосно с металлопроводом, отличающееся тем, что металлоприемник имеет донную втулку, расположенную соосно с металлопроподом, и заполненную пластичной в нагретом состоянии формовочной смесью, состыкованный с донной втулкой прессующий шнек, а мегаллопровод имеет уплотнительный фланец для сочленения его...
Чавун з кулястим графітом для тонкостінних виливків
Номер патенту: 994
Опубліковано: 30.12.1993
Автори: Шерман Алєксандр Давидовіч, Вєршков Боріс Савєльєвіч, Шепєлєв Ніколай Сєргєєвіч, Здор Анатолій Миколайович, Мінаєва Ларіса Ігорєвна, Тєрєхов Сєргєй Гєннадьєвіч, Слинько Георгій Іванович, Сєліванов Міхаіл Вікторовіч
МПК: C22C 37/10
Мітки: виливків, тонкостінних, чавун, кулястим, графітом
Формула / Реферат:
Чугун с шаровидным графитом для тонкостенных отливок, содержащий углерод, кремний, марганец, никель, медь, алюминий, магний, бор, кальций, висмут, редкоземельные элементы и железо, отличающийся тем, что, с целью повышения стойкости чугуна против задиров, а также улучшения обрабатываемости отливок, он дополнительно содержит олово при следующем соотношении компонентов, мас.%:углерод ...
Попередній патент: Спосіб одержання твердої лікувальної форми дігідропірідіну а у вигляді порошку, гранул або таблеток
Наступний патент: Пневмосушарка
Випадковий патент: Спосіб лікування хронічної нефропатії алотрансплантату