Кліть для деформації металу між необертним та приводним робочим валками
Номер патенту: 14359
Опубліковано: 25.04.1997
Автори: Морозов Ігор Олександрович, Потапкін Віктор Федорович, Федорінов Володимир Анатольович, Сатонін Олександр Володимирович, Чередніченко Валентина Іванівна

Формула / Реферат
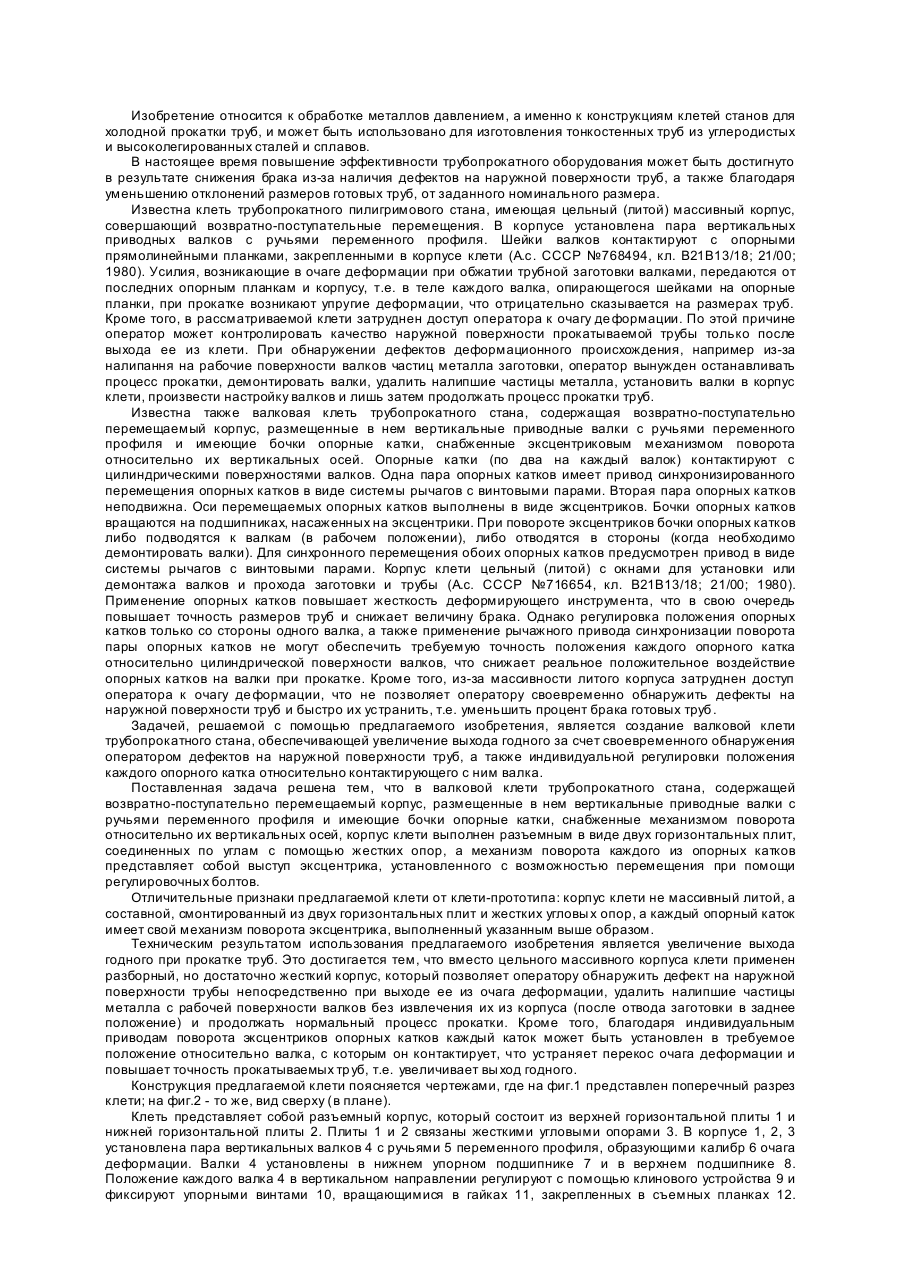
Клеть для деформации металла между невращающимся и приводным рабочими валками, включающая станины, рабочие приводной и невращаюшийся валки, траверсу, механизм установки траверсы и устройство для регулирования профиля и формы полосы путем скрещивания осей рабочих валков, отличающаяся тем, что, с целью увеличения производительности стана и повышения качества прокатываемых полос, невращающийся валок установлен в опорной подушке, сопряженной с одной стороны с нажимым винтом, а с другой - со штоком пружинного уравновешивающего устройства, потенциальная энергия предварительно сжатых пружин которого на 20-30% больше энергии, необходимой на преодоление момента сопротивления перемещению невращающегося валка.
Текст
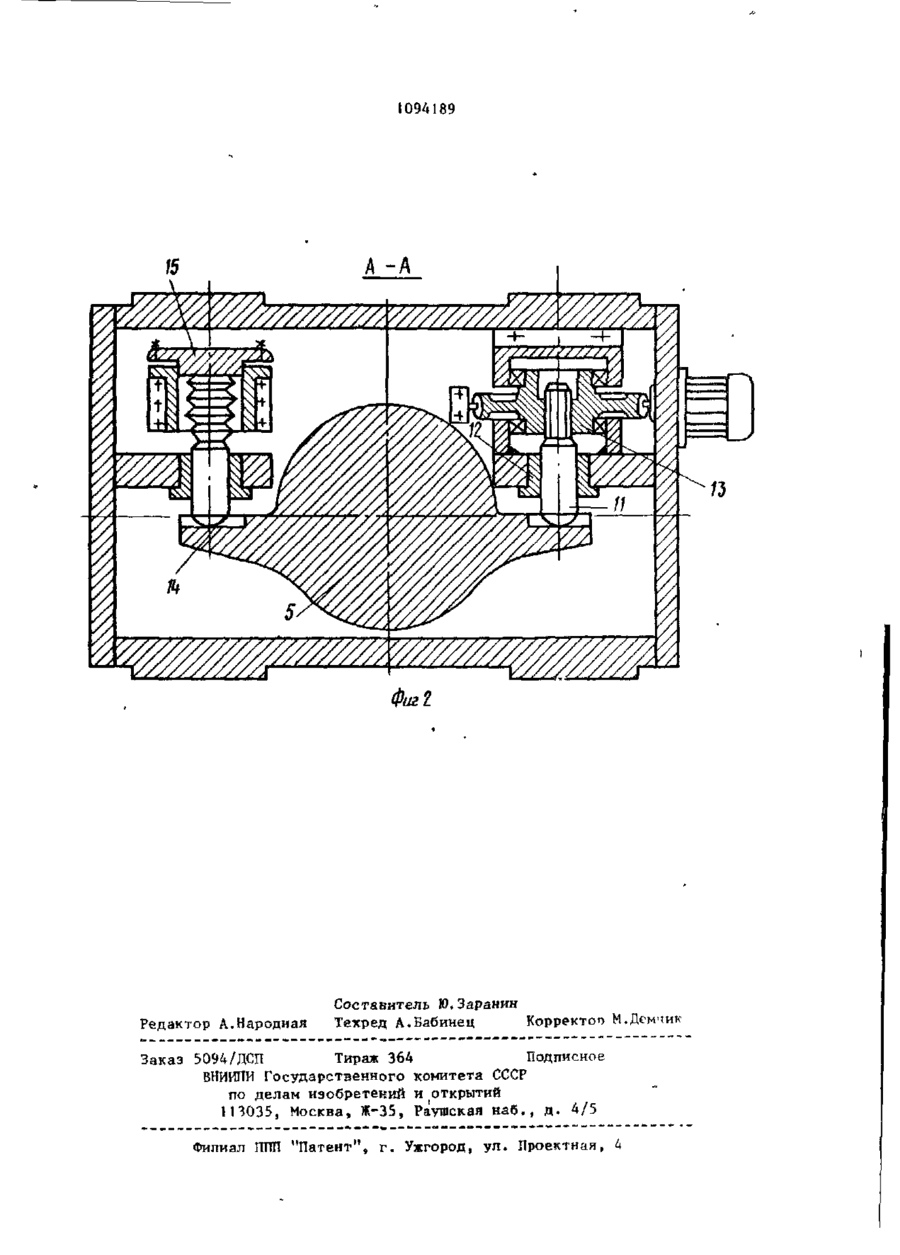
ДЛЯ ГЛУЖГВНОГО ПОЛЬЗОВАНИЯ ЭК СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК 013 2 Ш89А 3(5D В 21 BJ3/O2 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬПТ^ (21) 3557413/22-02 (22) 28.02.83 (71) Краматорский индустриальный институт (72) В.Ф.Потапкин, И.А.Морозов, В.А.Федоринов, А. В •Сатонин и В.И.Чередниченко (53) 6 2 1 . 7 7 1 . 2 . 0 6 ( 0 8 8 . 8 ) (56) І . Авторское с в и д е т е л ь с т в о СССР X 8 7 1 8 5 5 , к л . В 21 В 13/00, 1979. (54) ( 5 7 ) КЛЕТЬ ДЛЯ ДЕФОРМАЦИИ МЕТАЛЛА МЕЖДУ ОБРАЩАЮЩИМСЯ И ПРИВОДНЫМ РАБОЧИМИ ВАЛКАМИ, включающая с т а н и ны, рабочие приводной и невращавдцийс я в а л к и , т р а в е р с у , механизм установ ки траверсы и у с т р о й с т в о и д л я р е г у л и рования профиля и формы ІІОЛОСЬІ путем скрещивания о с е й рабочих в а л к о в , о т л и ч а ю щ а я с я тем, что, с целью у в е л и ч е н и я п р о и з в о д и т е л ь н о с ти с т а н а и повышения к а ч е с т в а п р о к а тываемых п о л о с , невращающийся валок у с т а н о в л е н в опорной подушке, с о п р я женной с одной стороны с нажимным винтом, а с другой - со штоком п р у жинного уравновешивающего у с т р о й с т в а , потенциальная энергия предварительно сжатых пружин к о т о р о г о н а 2 0 30% больше э н е р г и и , необходимой на преодоление момента с о п р о т и в л е н и я перемеи,_нию невращамцегося в а л к а . С 5 00 СО 1094189 Изобретение относится к оборудоваотличается сравнительной простотой нию прокатных станов, а более точно конструкции, а применение устройства к клетям прокатных станов, и может для скрещивания рабочих валков позвобыть использовано для прокатки тонляет рести оперативную регулировку ких полос и лент. 5 профиля и формы полосы. В настоящее время увеличение Однако размещение устройства для объема листового и полосового прокарегулировки профиля и формы полосы та требует строительства новых прона нижней опорной поверхности траизводительных прокатных станов, обесверсы и наличие в последней паза, печивающих высокое качество готовой 10 по которому перемещается клин, вопродукции. Для прокатки тонких полос первых, снижает жесткость траверсы и лент находят применение станы, в направлении движения полосы, воимеющие рабочие клети только с одним вторых, из-за ограниченности габариприводным валком. Такие станы характов, конструктивно не может быть вытеризуются пониженными деформирукщи- 15 полнено достаточно мощным с тем, ми усилиями, возможностью больших чтобы была обеспечена регулировка единичных обжатий металла и получепрофиля и форма полосы при прокатке ния проката со сниженными раэнотолс большой степенью обжатий, что прещинностью и шероховатостью поверхпятствует росту производительности ности. 20 стана. С другой стороны, точная работа Известна клеть для деформации меустройства для регулирования профиталла между неподвижным и рабочим ля и формы полосы возможна, если поприводным валками (клеть ДНПВ), соворот валкое в горизонтальной штосдержащая станины, рабочий приводной 25 кости при скрещивании производится и опорный валки, траверсу с разместрого относительно оси симметрии щенным в ней невращающимся валком, полосы. В реальных условиях, вследстмеханизм для регулировки профиля и вие наличия допусков на изготовление формы полосы путем скрещивания осей узлов валков и зазора между элементарабочих валков и горизонтальной плоскости посредине бочек последних, 30 ми привода механизма поворота, обусловленного неравномерным износом выполненный в виде траверсы [і] . кулачков и вкладышей, во-первых, заНа нижней поверхности траверсы трудняется предварительная настройка расположена цанга с установленными клети, во-вторых, зазоры в сопряжев пазах вкладышами, свяэатдочн чете киях элементов привода не позволяют рез кулачки с клином, расположенным обеспечить фиксированное положение в пазу траверсы и взаимодействующим цанги с размещенным в ней невращаюс силовым приводом, например, гидрощимся валком, что ведет к появлению цилиндром. При этом цанга установлевибрации цанги и траверсы, а следована с возможностью поворота в горило .тельно, к снижению производительносзонтальной плоскости относительно ти и качества прокатываемых полос оси. Для поворота и фиксации цанги и лент. применяется клиновой механизм с клином, углы наклона которого меньше Наиболее близким техническим решеугла трения **елду контактирующими нием к настоящему изобретению являетповерхностями fmraa и кулачков. Пе45 ся клеть для деформации металла межремещение К Л И Ї Ш обеспечивает взаимоду невращаюадимся и приводным рабочипротивоположное прямолинейное движеми валками, включающая станины, рание кулачков, которые осуществляют бочиеприводной и невращающийся валповорот цанги (вместе с закрепленным ки, траверсу, механизм установки в ней невращающимся валком) в гори50 траверсы и устройство для регулирозонтальной плоскости, воздействуя вания профиля и формы полосы путем на последнюю через вкладыши, предскрещивания осей рабочих валков [2]. назначенные для снижения контактных напряжений на поверхностях кулачков Использование рассмотренной выше и цанги. 55 клети для Деформации металла между Рассмотренная выше клеть прокат' невращающимся н рабочим приводным ного стана, приближаясь по своим валками позволяет повысить качество прокатываемых полос н лент с одновозможностям к многовалковым клетям. 094189 тельно сжатых пружин которого больше временным увеличением производительэнергии, необходимой на преодоление ности. момента сопротивления перемещению Однако, как показан опыт эксплуаневращающегося валка при его скрещитации промышленного стана ДНПВ, во вании с приводным валком, исключает всех случаях точная работа устройст5 зазоры в подвижных соединениях мехава для регулировки профиля и формы низма регулировки профиля и формы пополосы возможна, если полностью лосы. Как следствие при этом, воисключаются зазоры между элементами первых* устраняются вибрации, отрицапривода поворота. 10 тельно сказывающиеся как на произвоВ реальных условиях, вследствие дительности стана, так и на качестнеравномерного износа контактирующих ве готовой продукции, а, во-вторых, поверхностей элементов привода повоповышается точность работы механизма* рота невращающегося валка, а также поворота за счет обеспечения строго вследствие незначительных утечек ра)5 фиксированных положений опорной побочей жидкости из гидроцилиндров, в душки невращающегося валка. контактирующих элементах привода поворота появляются зазоры, которые не На фиг.I схематично показана конпозволяют обеспечить фиксированное струкция клети для деформации металположение цанги с размещенным в ней ла между невращающимся и.приводным невращающимся валком, что ведет к 20 рабочими валками; на фиг.2 - разрез появлению все возрастающих вибраций клети по А-А фиг.1. цанги и траверсы, а следовательно, Клеть для деформации металла межк постепенному снижению производиду невращающимся и приводным рабочительности и качества прокатываемых ми валками состоит из двух станин 1, полос и лент. 25 механизма установки траверсы 2, приводного рабочего палка 3, нерращаюВышеуказанные недостатки рассмотщегося относительно собственной проренной конструкции не позволяют полдольной оси валка 4, помещенного в ностью реализовать возможности проопорную подушку 5, которая при помоцесса деформации металла между неподщи радиальных подшипников 6,7 и упорвижным и приводным валками. 30 ного подшипника 8 установлена в траЦелью изобретения является увеливерсе 9, при помощи болтового соедичение производительности стана и понения сопряженной с крышкой 10. Развышение качества прокатываемых полос. мещенное в траверсе устройство для Поставленная цель достигается тем, регулирования профиля н формы полочто в клети для деформации металла между невращающимся и приводным рабо- 35 сы, состоящее и, опорной подушки, с одной стороны сопряженной с зачими валками, включающей станины, рафиксированным от проворота нажимным бочие приводной и невращакяцийся валвинтом 11, который установлен в напки, траверсу, механизм установки траравляющей втулке і 2 и введен посредверсы и устройство для регулирования профиля и формы полосы путем скрещи- 40 ством Г Й И К И в сопряжение со ступицей колеса червячного редуктора 13, ванич всех рабочих валков согласно с другой стороны - со штоком 14 пру-' изобретению невращающийся валок устажинного уравновешивающего устройстновлен в опорной подушке сопряженва 15, потенциальная энергия предваной , с одной стороны, с нажимным рительно сжатых пружин которого больвинтом, а, с другой, - со штоком ше энергии, необходимой на преодолепружинного уравновешивающего устройние момента сопротивление перемещества, потенциальная энергия предванию невращающегося валка. рительно сжатых пружин которого на 20-30% больше энергии, необходимой 50 Работает клеть для деформации мена преодоление момента сопротивления талла между невращающимся и приводным перемещению невращающегося валка. валками следующим образом. Дебормация металла осуществляетУстановка невращающегося валка в ся между невращающимся относительно опорной подушке, сопряженной, с од55 собственной оси валком 4 и приводной стороны, с нажимным винтом, а, ным рабочим валком 3, размещенным в с другой стороны, - со штоком прустанинах 1 клети. Заданный зазор межжинного уравновешивающего устройстду рабочими валками обеспечивается ва, потенциальная энергия предвари 189 при помощи механизма установки траверсы 2, Регулировка профиля и формы полосы осуществляется путем перекоса в горизонтальной плоскости оси невращающегося валка 4 с осью приводного валка 3. С этой целью невращающийся относительно собственной оси валок 4 установлен в опорной подушке 5, которая при помощи радиальных под10 шипников 6,7 и упорного подшипника 8 обеспечивает передачу деформации на траверсу 9, сопряженную с крышкой 10. Опорная подушка 5 имеет возможность поворота в горизонтальной плоскости при условии» если перемещается нажимной винт J1, контактирующий с одним из кронштейнов опорной подушки. Второй кронштейн опорной подушки сопрягается со штоком 14 пружинного урав- 20 новешивающего устройства 15. Так как потенциальная энергия предварительно сжатых пружин уравновешивающего устройства 15 во всем диапазоне перемещений штока 14, контактирующего с 25 опорной подушкой 5, больше энергии, необходимой на преодоление момента сопротивления перемещению невращающегося валка 4 при его скрещивании с приводным валком 3, то полностью 30 исключаются зазоры в подвижных соединениях устройства для регулировки профиля и формы полосы и обеспечивается строго фиксированное положение опорной подушки 5 с размещенным в 35 ней невращающимся валком 4. 6 Использование клети для деформации металла медузу невращающимся и приводным рабочими валками обеспечивает по сравнению с применением известной клети следующие преимущества: увеличение производительности стана и повышение качества готовой продукции эа счет устранения вибраций траверсы; повышение качества металла за счет увеличения точности работы механизма регулировки профиля и формы ПОЛОСЫ. Применение конструкции клети для производства полос из меди и медноцинковых сплавов по сравнению с известными конструкциями клетей позволяет, благодаря исключению вибраций траверсы, увеличить производительность стана за счет интенсификации режимов обжатий и повысить качество металла в результате снижения поперечной разнотолщинности и повышения плоскостности прокатываемых* полос. Увеличивается выпуск годного проката, в том числе и проката повышен" ного качества эа счет увеличения чистоты обработки поверхности полос. Ожидаемый годовой экономический эффект от повышения качества продукции и повышения производительности стана в случае применения рабочей клети для деформации металла составляет 26,1 тыс. руб. ..іIV 68.1 V601 1094189 A -A Фигі Редактор А.Народная Составитель Ю.Заранин Техред А.Бабинец Корректоп М.Деммик Заказ 5094/ДСП Тираж 364 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 1ПО35, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюStand for metal deformation between nonrotating and driving working rolls
Автори англійськоюPotapkin Viktor Fedorovych, Morozov Ihor Oleksandrovych, Fedorinov Volodymyr Anatoliovych, Satonin Oleksandr Volodymyrovych, Cherednichenko Valentyna Ivanivna
Назва патенту російськоюКлеть для деформации металла между невращающимся и приводным рабочими валками
Автори російськоюПотапкин Виктор Федорович, Морозов Игорь Александрович, Федоринов Владимир Анатольевич, Сатонин Александр Владимирович, Чередниченко Валентина Ивановна
МПК / Мітки
МПК: B21B 13/02
Мітки: металу, приводним, кліть, робочим, необертним, валками, деформації
Код посилання
<a href="https://ua.patents.su/6-14359-klit-dlya-deformaci-metalu-mizh-neobertnim-ta-privodnim-robochim-valkami.html" target="_blank" rel="follow" title="База патентів України">Кліть для деформації металу між необертним та приводним робочим валками</a>
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Потапкін Віктор Федорович, Доброносов Юрій Костянтинович, Пашков Віктор Григорович, Сатонін Олександр Володимирович, Рубановський Віктор Володимирович
МПК: B21B 13/14
Мітки: стану, прокатного, робоча, кліть
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Литвинов Олександр Васильович, Волченков Іван Григорович
МПК: B21B 13/02
Мітки: кліть, прокатна, кварто
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Фрідріх Холльманн, Хуго Фельдман, Хорст Гертнер, Герд Байсеманн
МПК: B21B 29/00
Мітки: стану, кліть, прокатного
Формула / Реферат:
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Спосіб вимірювання сили та коефіцієнту тертя при холодній деформації металу
Номер патенту: 14348
Опубліковано: 25.04.1997
Автори: Федорінов Володимир Анатольович, Сатонін Олександр Володимирович, Майоров Леонід Віталійович, Потапкін Віктор Федорович
МПК: G01L 5/00
Мітки: тертя, деформації, вимірювання, спосіб, сили, холодний, металу, коефіцієнту
Формула / Реферат:
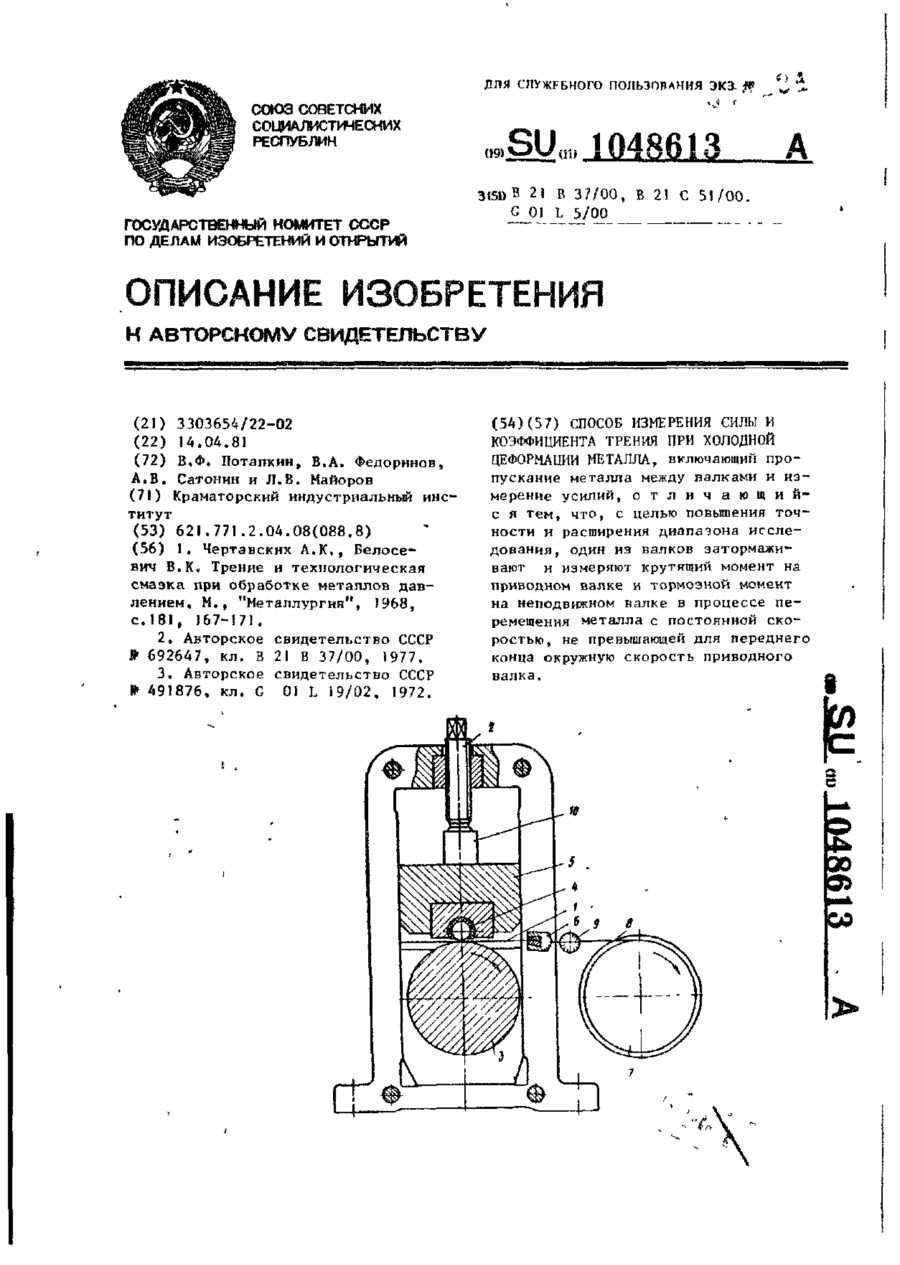
Способ измерения силы и коэффициента трения при холодной деформации металла, включающий пропускание металла между валками н измерение усилий, отличающийся тем, что, с целью повышения точности и расширения диапазона исследования, один из валков затормаживают и измеряют крутящий момент на приводном валке и тормозной момент на неподвижном валке в процессе перемещения металла с постоянной скоростью, не превышающей для переднего конца...
Валкова кліть трубопрокатного стану
Номер патенту: 14757
Опубліковано: 18.02.1997
Автори: Черкащенко Тетяна Володимирівна, Попов Марат Васильович, Сандульский Борис Степанович, Ісаков Євген Борисович, Борисенко Юрій Миколайович, Кореняк Юрій Костянтинович, Верещагін Олександр Давидович, Островський Ігор Петрович, Вольфович Георгій Вольфович, Чеха Віктор Миколайович, Чуб Анатолій Васильович, Більдін Костянтин Михайлович
МПК: B21B 13/18, B21B 21/00
Мітки: трубопрокатного, стану, кліть, валкова
Формула / Реферат:
Валковая клеть трубопрокатного стана, содержащая возвратно-поступательно перемещаемый корпус, размещенные в нем вертикальные приводные валки с ручьями переменного профиля и имеющие бочки, опорные катки, снабженные механизмом поворота относительно их вертикальных осей, отличающаяся тем, что корпус клети выполнен разъемным в виде двух горизонтальных плит, соединенных по углам с помощью жестких опор, а механизм поворота каждого из опорных катков...
Попередній патент: Робоча кліть прокатного стану
Наступний патент: Різальний інструмент
Випадковий патент: Спосіб визначення інфікування підшлункової залози при гострому деструктивному панкреатиті