Гідророзподільник та спосіб його виготовлення
Номер патенту: 14604
Опубліковано: 20.01.1997
Автори: Проскурін Валерій Олексійович, Лещинський Валерій Вікторович, Лесик Василь Сергійович, Рековець Олексій Михайлович, Щербаков Михайло Григорович
Формула / Реферат
1. Гидрораспределитель, содержащий корпус с рабочими каналами, размещенный в расточке корпуса золотник, на отсечных кромках рабочих поясков которого выполнены дроссельные щели, имеющие донную и боковые профилированные поверхности, отличающийся тем, что торцовая поверхность рабочих поясков выполнена с выступами в виде части сегмента, верхняя поверхность которого выполнена плоской и является продолжением донной поверхности соответствующей дроссельной щели.
2. Гидрораспределитель по п.1, отличающийся тем, что каждый выступ выполнен таким образом, что его объем составляет 1,05-1,2; его наибольшая ширина - 1,05-1,2, а наибольшая длина - 0,8-0,9 соответствующих величин дроссельной щели.
3. Способ изготовления гидрораспределителя, включающий фиксацию золотника, выполнение на отсечных кромках его рабочих поясков профилированных дроссельных щелей, термообработку и окончательную доводку рабочих поверхностей гидрораспределителя, отличающийся тем, что выполнение на отсечных кромках рабочих поясков золотника профилированных дроссельных щелей осуществляют на штампе пуансонами местного формоизменения с одновременным формированием при этом выступов на торцовой поверхности рабочих поясков из металла, выдавленного при формировании соответствующих дроссельных щелей.
4. Способ по п.3, отличающийся тем, что перед выполнением на отсечных кромках рабочих поясков золотника дроссельных щелей и выступов осуществляют выбор из ряда пуансонов местного формоизменения и сменных ограничительных втулок пуансонодержателя тех, которые отвечают заданному закону регулирования гидродинамической силы гидрораспределителя, и устанавливают их в штамп.
Текст
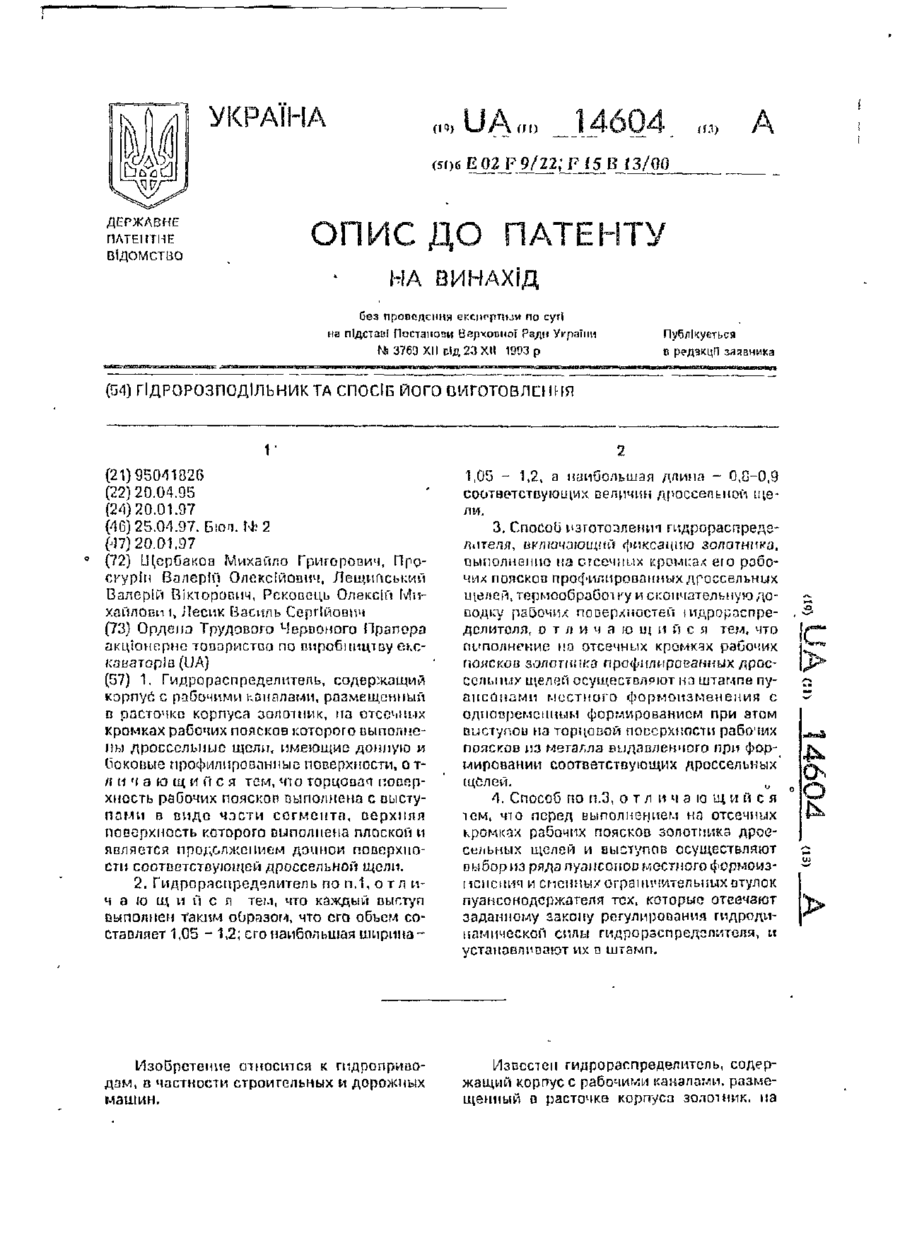
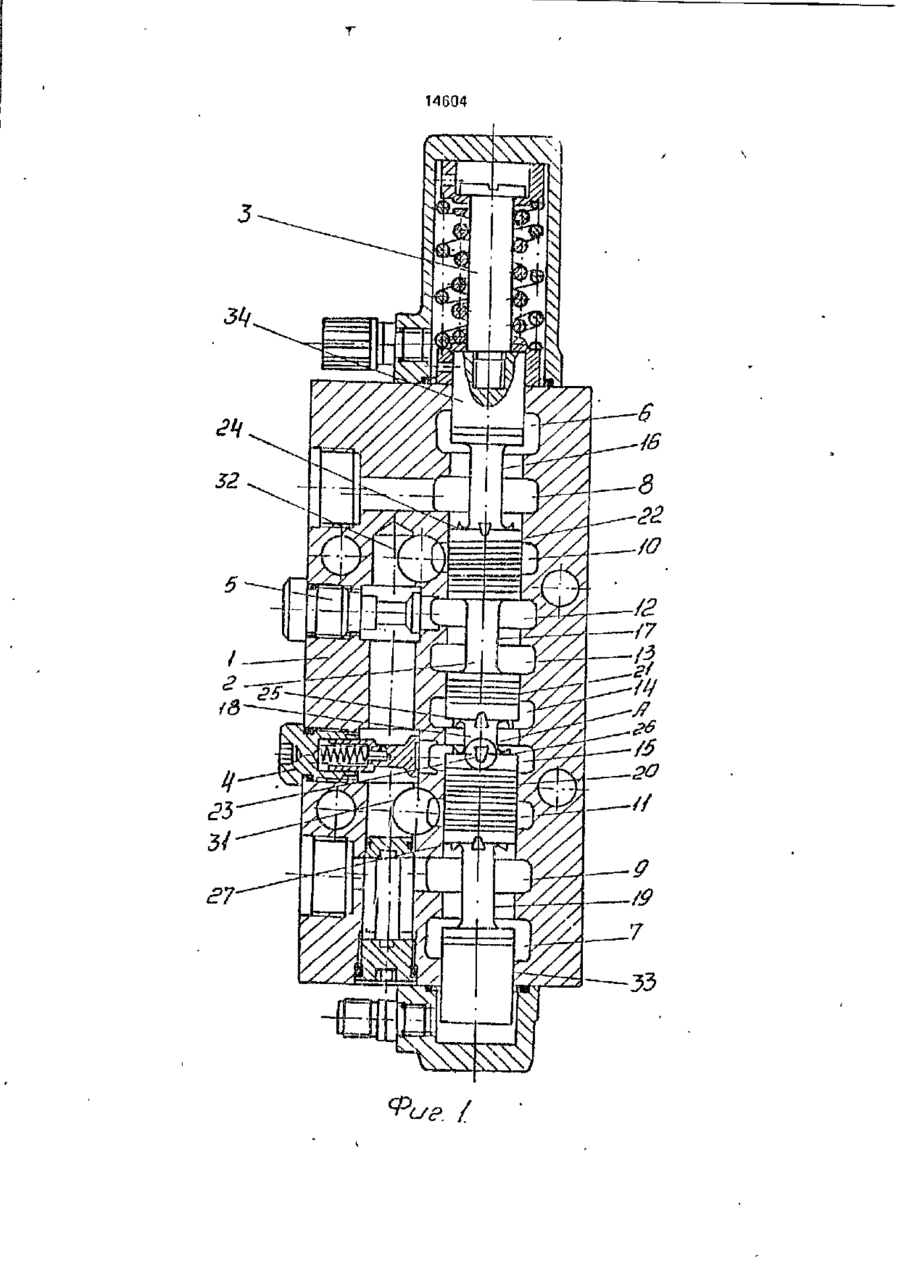
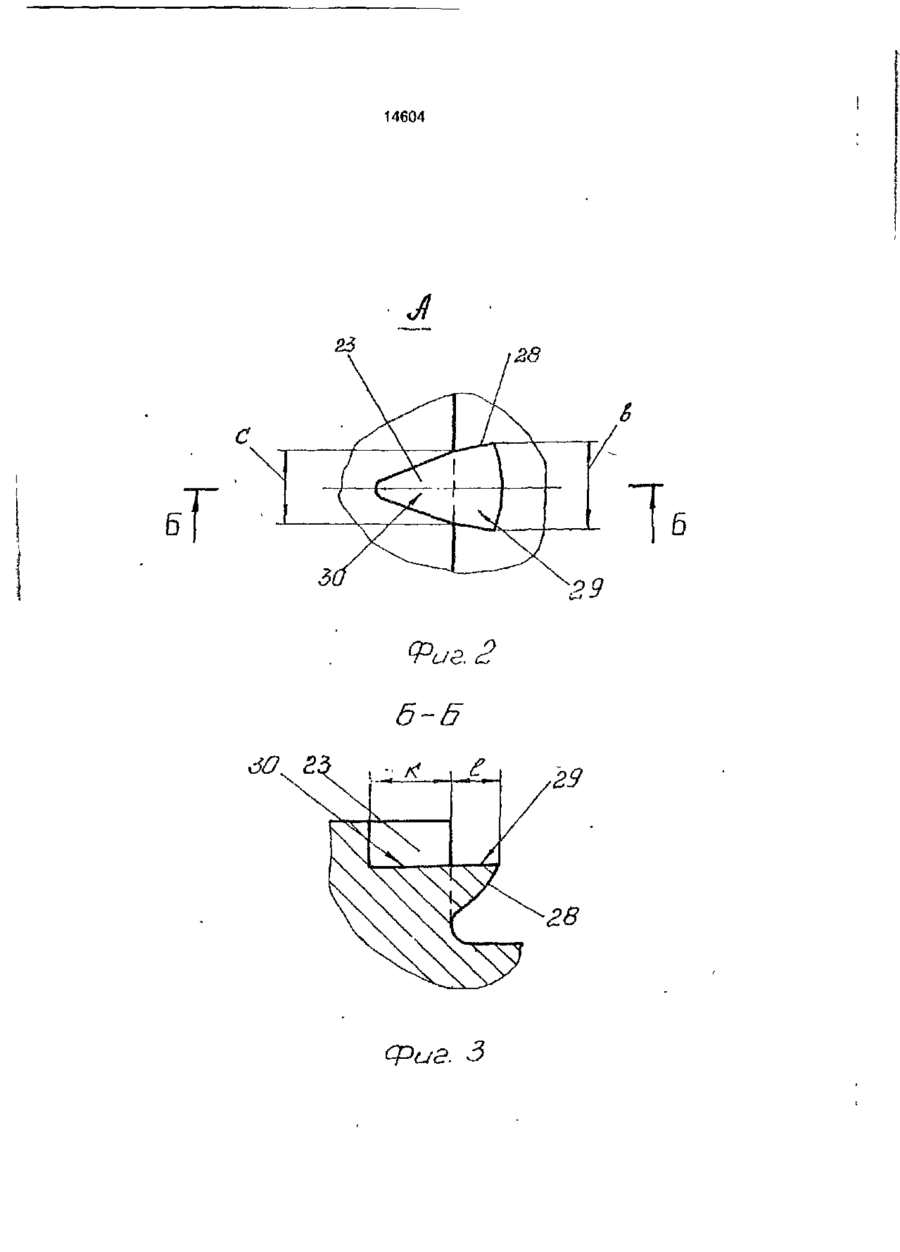
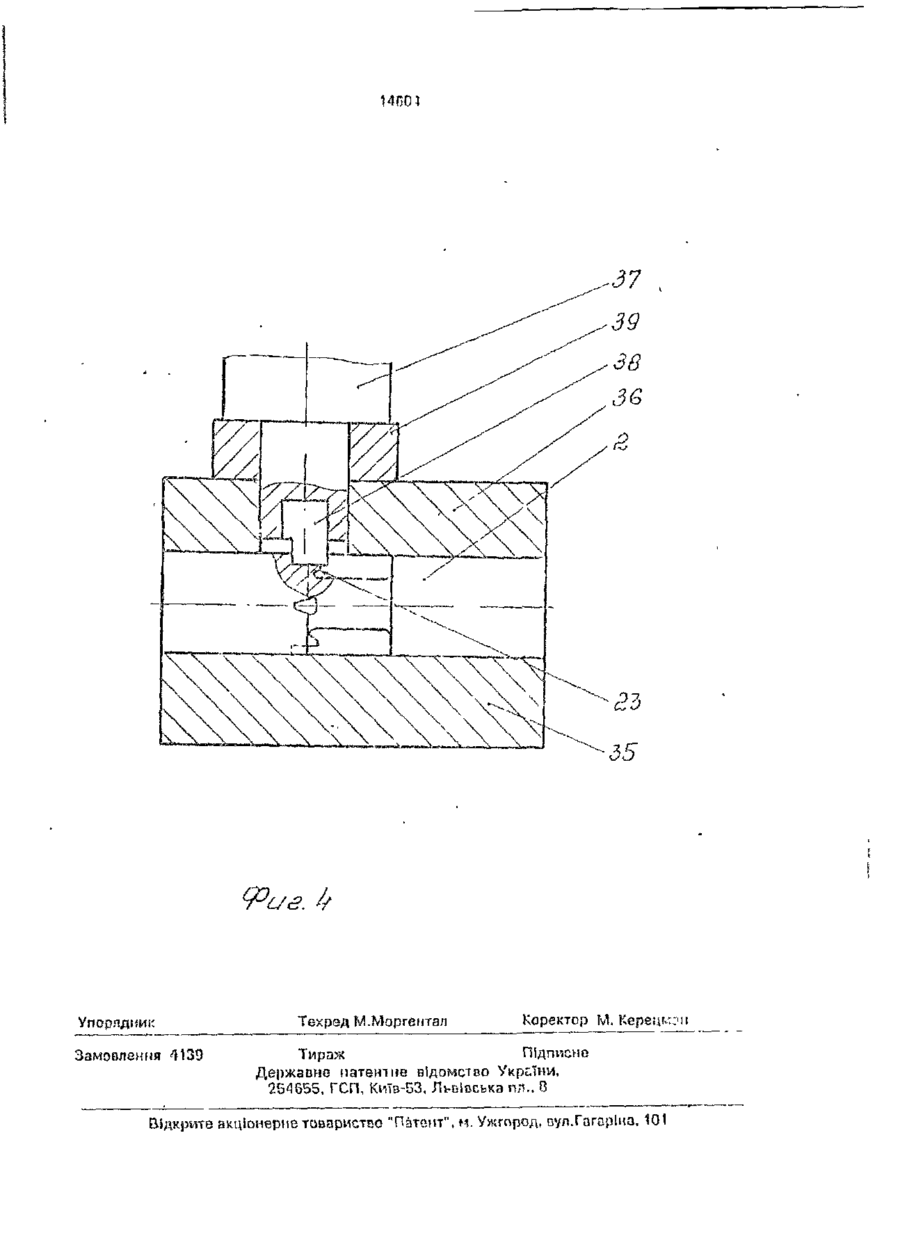
А ЇЗ/OO ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ВИНАХІД без проведення ексцррлии по суті на підстаиі Постанови Вврчовної Ради України f* 3760 XII від 23 XII 1993 р Публікується в редзкцП заявника (54) ГІДРОРОЗПОДІЛЬНИКТА СПОСІБ ЙОГО ВИГОТОВЛЕННЯ Г (21)95041826 (22)20.04.95 (24)20.01.97 {А6) 25.0-1.97. Бюп. Ы: 2 {•-17)20.01.97 (72) Щербаков Михайло Григорович, Проскурім Валерій Олексійович, Лещигіський Валерій Вікторович, Рековець Олексій МпхайлОЕп і, Десик Василь Сергійович (73) Ордена Трудового Червоного Прапора акціонерна товариство по виробництву екскаваторів (UA) (57) 1. Гидрораспределитель, содержащий корпус с рабочими каналами, размещенный п расточке корпуса золотник, на отсечных кромках рабочих поясков которого выполнены дроссельные щели, имеющие донную и боковые профилированные поверхности, о т п и 'і а ю щ и и с я тем, что торцован поверхность рабочих пояскоп выполнена с оыступами в виде части сегмента, оерхмля поверхность которого выполнена плоской и является продолжением домной поверхности соотоетстоующей дроссельной щелп. 2. Гидрораспределитель по п.1, о т л ич а ю щ и п с я тем, что каждый выступ выполнен таким оЬразом, что его объем составляет 1,05 - 1,2; его наибольшая ширима Изобретеїше относится к гидроприводам, D частности строительных и дорожных машин. 1,05 - 1,2, а наибольшая длина - 0,0-0,9 соответствующих величин дроссепыюй щели. 3. Спосоо изготоалениі гидрораспределителя, ВРПЮЧЗЮІЦ'ЛІЇ фиксацию золотника, выполнение на сгсечпых кромках его рабочих поясков профилированных дроссельных щелей, термообработку и окончательную доаодку рабочих пооерхностеП іидрораспредслителл, о т л и ч а ю щ и й с я тем, что пополнение на отсечных кромках рабочих поискав золотника профшшроъашшх драссспышу щелеЛ осуществляют на штампе пуансонами местного формоизменения с одновременным формированием при этом оиступоч на торцовой поверхности рабочих поясков из металла выдапленчого при формировании соответствующих дроссельных' (целей. у Л. Способ по п.З, о т л и ч а ю ид и и с я тем, что перед выполнением на отсечных кромках рабочих поясков золотника дройсильных щелей и выступов осуществляют оыбориз ряда nyaiicoMOD местного формоизмснсіїи'і и сменмых ограничительных втулок пуансонодержателя тех, которые отсечзют заданному закону регулирования гидродинамической силы гидрорзспредглителя, и установлипают их о штамп. Известен гидрораспределитель, содержащий корпусе рабочими каналами, размещенный о расточке корпуса золотник, на *«*• 14604 оггечных кромках рабочих поясков которых выполнены дроссельные щели, имеющие донную и боковые поверхности [1] Недостатков этого гидрораспределителя яилчется то, ч о зона регулирования гид- 5 родинамической силы ограничивается отсечными кромками рабочих поясков зопотника. Известен способ изготовления гидрораспределителя, включающий выполнение зо- 10 потника с одинаковыми серповидными окнами для всасывания и нагнетания жидкости, последующую доработку путем фрезерования канаыок для соединения одних с всасывающим окном, других с нагнетатель- 15 ным окном [2]. Однако указанный способ не предусматривает выполнение дросселирующих кромок и выступов на торцовых поверхностях рабочих поясков, что уменьшает возможьую 20 зону регулирования гидродинамической силы гидрораспредслителя. Наиболее близким по технической сущности является гидрорпепределитель, содержащий корпус с рабочими каналами, 25 размещенный в расточке корпуса золотник, «я отсечных кромках рабочих поясков которого выполнены дроссельные щели, имеющие донную и боковые профилированные пойерхног.ш, причем площадь дросселиру- 30 ющей щепи отсечной кромки золотника а рабочем диапазоне его перемещении вибрапа в соответствии с уравнением, приведенным а описании изобретения [3]. Недостатком данного перераспредели- 35 теля является то, чю зона регулирования гидродинамической силы ограничивается отсечными кромками рабочих поясков золотника. Зто снижает зону управления органами управления машины. 40 Наиболее близким по технической сущности является способ изютовлепия гидрорзспределителя, включающий фиксацию .золотника, выполнение на отсечных кромках его рабочих попсков профилированных 45 дроссельных щелей путем их фрезерования или сверления, при этом торцы рабочих поясков выполняют не плоскими, а имеющими слегка коническую, вогнутую форму "в виде отдельных лысок на рабочих 50 поясках, термообработку и окончательную доводку рабочих поверхностей гмдрооаспределителя [4], Недостатком этого способа является невозмохность образования резанием висту- 55 пов на торцовыхповерхностях рабочих поясков, что уменьшает возможную зону регулирования гидродинамической силы гидрораспределителя, а значит и зону управления органами управления машины. В основу изобретения поставлена задача создать гидрораспределитель с увеличенной на 10 -20% зоной регулирования потока рабочей жидкости через него, что позволило бы увеличить зону управления органами управления машины на 10-20% при одном и том же ходе золотника. Указанная задача решается тем. что в гидрораспределителе, содержащем корпус с рабочими каналами, размещенный в расточке корпуса золотник, па отсечных кромках рабочих поясков которого выполнены дроссельные щели, имеющие донную и боковые профилированные поверхности, согласно изобретению, торцовая поверхность рабочих поясков выполнена с выступами в виде части сегмента, верхняя поверхность которых выполнена плоской и является продолжением донной поверхности соотиетстоующей дроссельной щели. Причем объем выступа составляет 1,05-1,2, его наибольшая ширина -1,05- 1,2, а наибольшая длина - 0,Q-0,9 соответствующих величин дроссельной щели. Способ изготовления гидрораспределителя, включающий фиксацию золотника, выполнение на отсечных кромках его рабочих поясков профилированных дроссельных щелей, термообработку и окончательную доводку рабочих поверхностей гидрораспределителей, характеризуется тем, что выполнение на отсечных кромках рабочих поясков золотника профилированных дроссельных щелей осуществляют на штампе пуансонами местного формоизменения с одновременным формированием при этом выступов \\а торцовой поверхности рабочих поясков из металла выдавленного при формировании соответствующих дроссепьных щелой. Способ также отличается тем, что перед выполнением чи отсечных кромках рабочих пояскоо золотника дроссельных щелей и выступов, осуществляют выбор из ряда пуансонов местного формоизменения и сменных ограничительных втулок пуансонодержателя тех, которые отвечают заданному закону регулирования гидродинамической силы гидрораспредепителя и устанавливают их в штамп. На фиг,1 представлена конструктивная схема гидрораспределителя; на фиг.2 - вид Л на схеме гидрораспределителя; на фиг.З разрез Б-Б на фиг.2 (разрез рабочего пояска золотника с щелью и выступом); на фиг.4 штамп для изготовления золотника. Гидрораспределитель включает в себя (фиг. 1) корпус 1,одии из золотников 2, механизм центрирования 3, обратные клапаны 4 и 5. В корпусе 1 выполнены проточки слива 14504 6 6 и 7, рабочих отводов В и 9; нагнетании 10 ступоа 28, размещенных под дроссельными и 11; центральных каналов 12-15. На зол отщелями 23 увеличивает зону регулирования пике 2 выполнены карманы 16-19 в виде пропотока рабочей жидкости путем прохождения ее кзк через дроссельный щели 23, так точек. На рабочих пояскач 20-22 золотника 2 на их отсечных кромках выполнены дроссель- 5 и по выступам 28, которые ощутимо заужают (уменьшают) проходное сечение кармаtibie щели 23. На торцевых поверхностях 24нов 16-19, выполненных в виде кольцевых 27 рабочих поясков 20-22 выполнены проточек. Этим удлиняется путь прохождевыступы 28 в виде части сегмента. Причем ния рабочей жидкости, так как ей необховерхняя поверхность 29 выступов 28 выполнена плоской (фиг.2 и 3) и является продолже- 10 димо преодолеть еще и дополнительное сопротивление выступов 28, которых нет у пнем доимой поверхности 30 дроссельных прототипа и которые увеличивают на 10щелей 23. Объем выступов 28 в 1,05-1,2 раза 20% зону регулирования-потока рабочей больше объема дроссельных щелей 23, шижидкости. рина b выступов 28 в 1,05-1,2 раза больше наибольшей ширины С дросселирующих 15 При перемещении золотника 2 вниз {по щелей 23, а длина I выступов 28 составляет чертежу) работа гидроряспределителл ана0,8+0,9 длины К дросселирующей щели 23. лої пчна. Проточки нагнетания 11 и 12 соединены Способ изготовления гидрораспределимежду собой гидралиниями 31 и 32. Золоттеля осуществляется следующим образом ник 2, кроме того, имеет рабочие пояски 33 20 Главное огличие заключается s изготовлении основных элементов гидрорасгредеи 34 для отсекания проточек слива 6 и 7. лителя - золотников. Предварительную Изготавливают золотники 2 на штампе обработку золотника выполняют нз токар(фиМ), включающем нижнюю 35 и верхнюю но-рсвольверних автоматах, автоматах про35 плиты, пуансомодержатель 37 с пуансонами 38 местного формоизменения и смен- 25 дольного точения, револьверних и токарных станках. Далее пройдя зачистку торца, моечиыми ограничительными втулками 39 ную и контрольные операции он подвергаетпуансонодержателя 37. ся обработке на шігмпе. При этом золотник Гидрорасиределитель работает следую2 фиксируют п необходимом положении щим образом. При нейтральном положении золотника 30 между нижней 35 и верхней 36 плитами штампа. Выбирзгот, согласно заданному за2 рабочая жидкость из центрального капала кону регулирования потока рабочей жидко12 корпуса 1 через карман 17 золотника 2 сти через данный гидрораспределитель, поступает в центральный канал 13 корпуса 1 пуансоны 38 местного формоизменения и и далее к последующим золотникам (не изосменные ограничительные втулки 30 и устабражены). 35 навливают их в пуапсонодержатель 37. ЗаПри переключении золотника 2, напритем, пооорачиозя золотник 2 выполняют, мер вверх (по чертежу), центральный канал заданное количество дроссельных щелей23. 15 корпуса 1 отсекается рабочим пояском 20 с образованизм при этом выступов 28 в виде золотника 2 от центрального канала 14 корчасти сегмента из металла выдавленного из пуса 1 и поток рабочей жидкости через об- 40 соответствующей дроссельной щели 23. ратный клапан А и гидролинии 31, 32 поступает D проточки нагнетания 10, 11 корПодвергают черновому шлифованию пуса 1. Далее через дросселирующие щели по наружному диаметру на бесцентрово23 и выступы £8 золотника 2 рабочая жидшлифовальных станках и термической обкость поступает о проточку рабочего отвода AS работке на установках ТВЧ (токи высокой 9, а проточка сливз 7 отсекается от проточки частоты). 9 рабочим пояском 22. Проточка 8 рабочего После закалки рабочие поверхности ЗОотвода остается соединенной с проточкой ЛОТІ ІИКОО 2 шлифуют и доводят. Окончательслива 6 корпуса 1. ная доводка нужна дня достижения Наличие на торцовых поверхностях 24- 50 требуемой точности и класса чистоты поверхности рабочих поверхностей золотника. 27 рабочих пояском 20-22 золотника 2 вы т 14604 33 Фиг. / 14604 С Б Г з Фаг. 6-5 Фиг. 3 14004 Упорядник Замовлення 4139 Техред М.Моргептал Коректор М. Керецкон Тираж Підписне Державне патентне відомство України, 251655, ГСП, Київ-БЗ. Львівська пя., 0 Відкрите акціонерне товариство "Патент", и. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Автори англійськоюScherbakov Mykhailo Hryhorovych, Proskurin Valerii Oleksiiovych, Leschynskyi Valerii Viktorovych, Rekovets Oleksii Mykhailovych, Lesyk Vasyl Serhiiovych
Автори російськоюЩербаков Михаил Григорьевич, Проскурин Валерий Алексеевич, Лещинский Валерий Викторович, Рековец Алексей Михайлович, Лесик Василий Сергеевич
МПК / Мітки
МПК: F15B 15/00, E02F 9/22, F15B 13/00
Мітки: спосіб, виготовлення, гідророзподільник
Код посилання
<a href="https://ua.patents.su/6-14604-gidrorozpodilnik-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Гідророзподільник та спосіб його виготовлення</a>
Гідророзподільник

Номер патенту: 968
Опубліковано: 15.12.1993
Автори: Молібог Олександр Вікторович, Карсков Сергій Михайлович, Латишев Петро Іванович, Биков Олександр Володимирович, Цибрій Олександр Миколаєвич, Лісновський Борис Григорович, Сахно Борис Григорович
МПК: F15B 13/02
Мітки: гідророзподільник
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Изобретение относится к гидромашиностроению и может быть использовано в гидроприводах мобильных машин. Цепь изобретения — повышение надежности гидрораспределителя. На чертеже изображен гидрораспределитель, общий вид. Гидрораспределитель, содержащий корпус с напорным, сливным и рабочими каналами, в расточке которого размещен цилиндрический золотник с торцовыми ступенчатыми проточками, центрирующие...
Гідророзподільник гірничого комбайну
Номер патенту: 5813
Опубліковано: 29.12.1994
Автори: Комарь Микола Андрійович, Козлов Олексій Володимирович, Коган Едуард Самійлович
МПК: F15B 13/02
Мітки: гірничого, комбайну, гідророзподільник
Формула / Реферат:
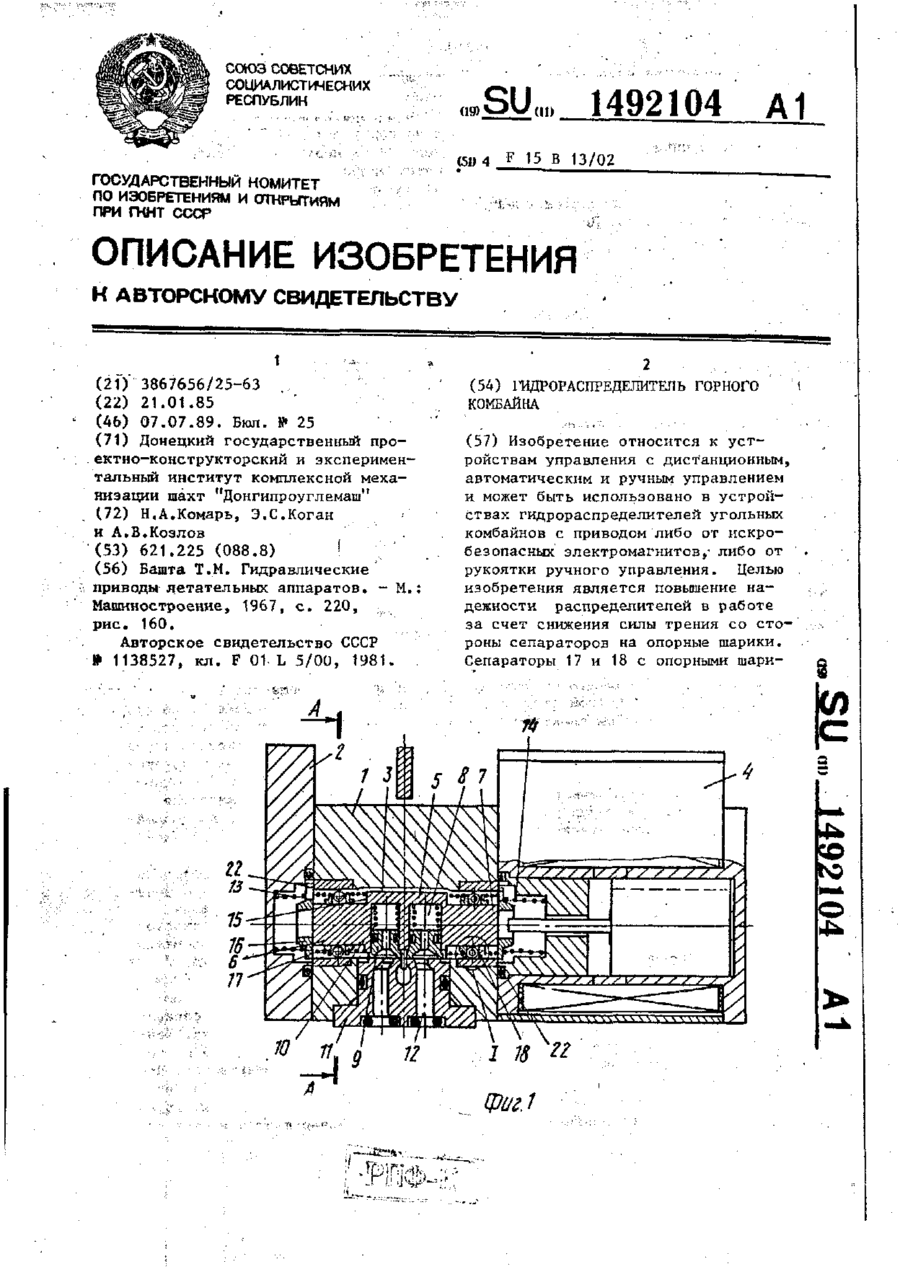
1. Гидрораспределитель горного комбайна, содержащий установленные в расточке корпуса распределительный золотник с направляющими хвостовиками и размещенные с противоположных сторон золотника возвратные пружины, причем на хвостовиках между центральными, обращенными к золотнику, и внешними, обращенными к пружинам, упорами установлены заключенные в сепараторы опорные шарики и расположенные с противоположных сторон сепараторов упругие элементы,...
Осьовий багатоступінний компресор і спосіб його розборки
Номер патенту: 12081
Опубліковано: 25.12.1996
Автори: Лисенко Валентин Никитович, Спіцин Володимир Євгенович, Музикант Раіса Корнієвна
МПК: F04D 19/00
Мітки: спосіб, багатоступінний, компресор, осьовий, розборки
Формула / Реферат:
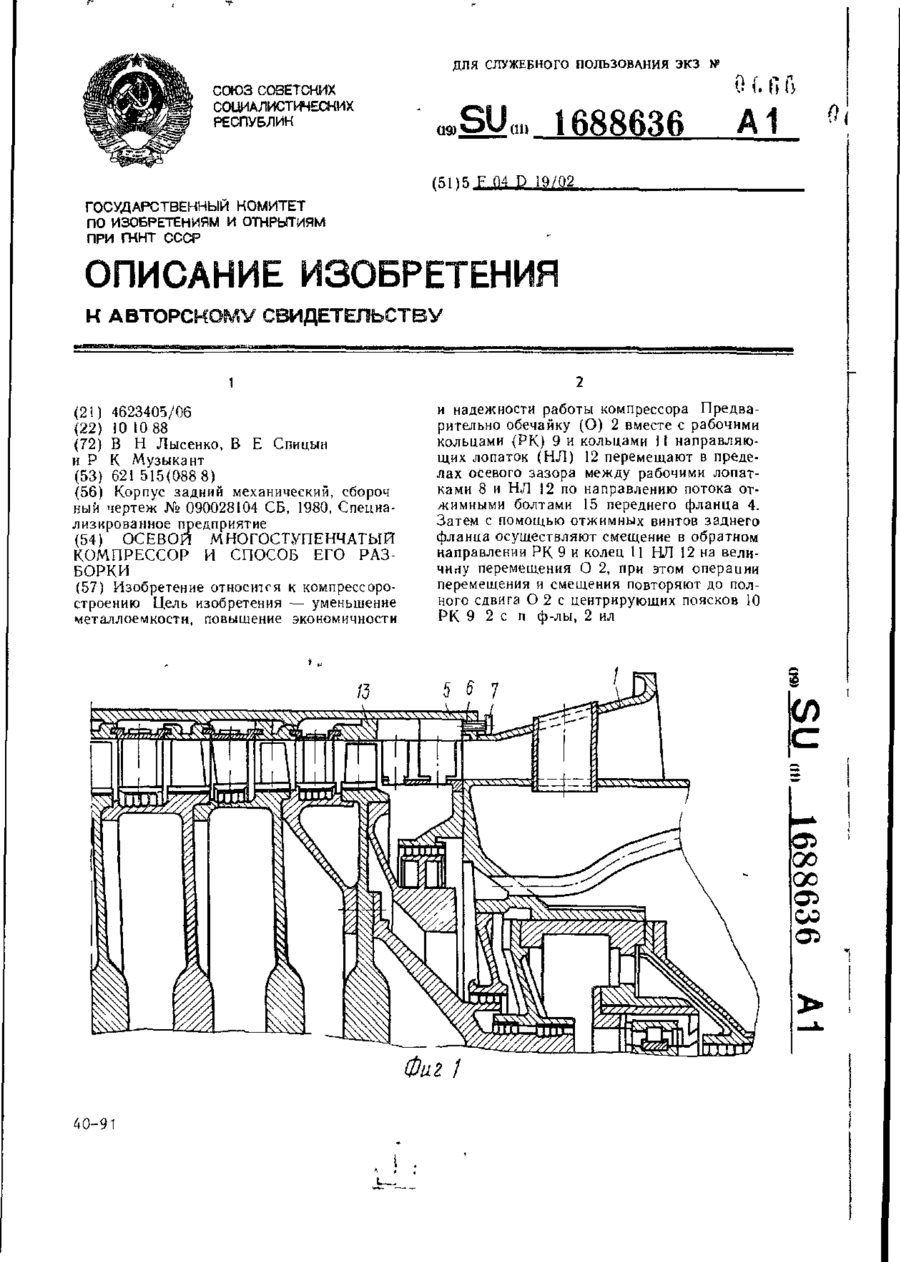
1. Осевой многоступенчатый компрессор, содержащий задний корпус, внешнюю обечайку, имеющую центрирующие пояски на внутренней поверхности, а также передний фланец и задний фланец, в котором выполнены гнезда для отжимных винтов, установленные в обечайке в зоне рабочих лопаток рабочие кольца с центрирующими поясками и расположенные между ними кольца направляющих лопаток, а также заднее отжимное кольцо, отличающийся тем, что, с целью...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22F 1/04, C22C 21/06
Мітки: лист, виготовлення, алюмінієвого, спосіб, сплаву, банок, корпусів
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Багатопозиційний гідророзподільник для механізованного кріплення
Номер патенту: 9119
Опубліковано: 30.09.1996
Автори: Корольова Тетяна Михайлівна, Авдєєв Генадій Миколайович, Сухенко Любов Василівна, Богатирьов Микола Тимофійович, Баєв Олексій Олександрович
МПК: F15B 13/02
Мітки: гідророзподільник, механізованного, багатопозиційний, кріплення
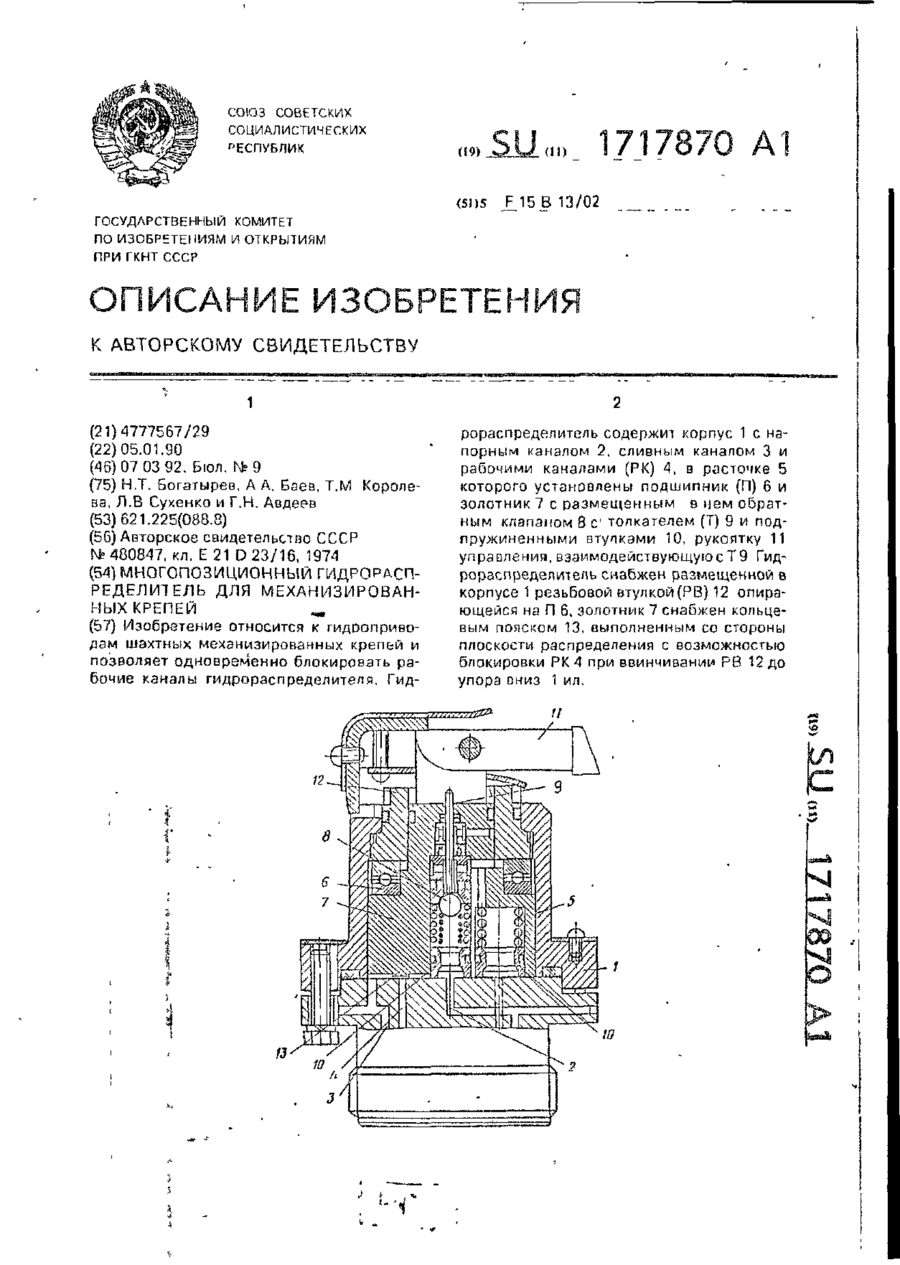
Формула / Реферат:
Многопозиционный гидрораспределитель для механизированных крепей, содержащий корпус, с напорным, сливным и рабочими каналами, в расточке которого установлен подшипник и поворотный плоский золотник с размещенными в нем обратным клапаном с толкателем и подпружиненными втулками, рукоятку управления, взаимодействующую с толкателем, отличающийся тем, что, с целью повышения надежности путем одновременной блокировки всех исполнительных...
Попередній патент: Штам дріжджів sасснаrомyсеs сеrеvіsіае раса к-95 для зброджування мелясного сусла при виробництві етилового спирту
Наступний патент: Спосіб виготовлення гетеропереходу на основі шаруватого напівпровідника
Випадковий патент: Спосіб виробництва безперервних волокон з базальтових порід та пристрій для його здійснення