Спосіб безперервного лиття сталі
Номер патенту: 16464
Опубліковано: 29.08.1997
Автори: Лоік Михайло Петрович, Бєлов Борис Федорович, Лєнський Валерій Георгійович, Троцан Анатолій Іванович, Ємельянов Володимир Володимирович, Соловйов Сергій Олександрович, Носоченко Олег Васильович, Овчінніков Микола Олексійович

Формула / Реферат
Способ непрерывной разливки стали, включающий рафинирование и микролегирование в промежуточном ковше и кристаллизаторе машины непрерывного литья заготовок путем подачи реагентов через полый стопор-инжектор, отличающийся тем, что, с целью повышения качества стали путем снижения содержания неметаллических включений, вредных примесей и газов и повышения степени усвоения микро легирующих элементов, рафинирование и микролегирование производят активными шлаками и химически активными элементами в виде газопорошковой смеси с фракцией порошка 0,5-1,0 мм со скоростью ввода 5-25 г/с при избыточном давлении газа-носителя 0,25-2,5 ати.
Текст
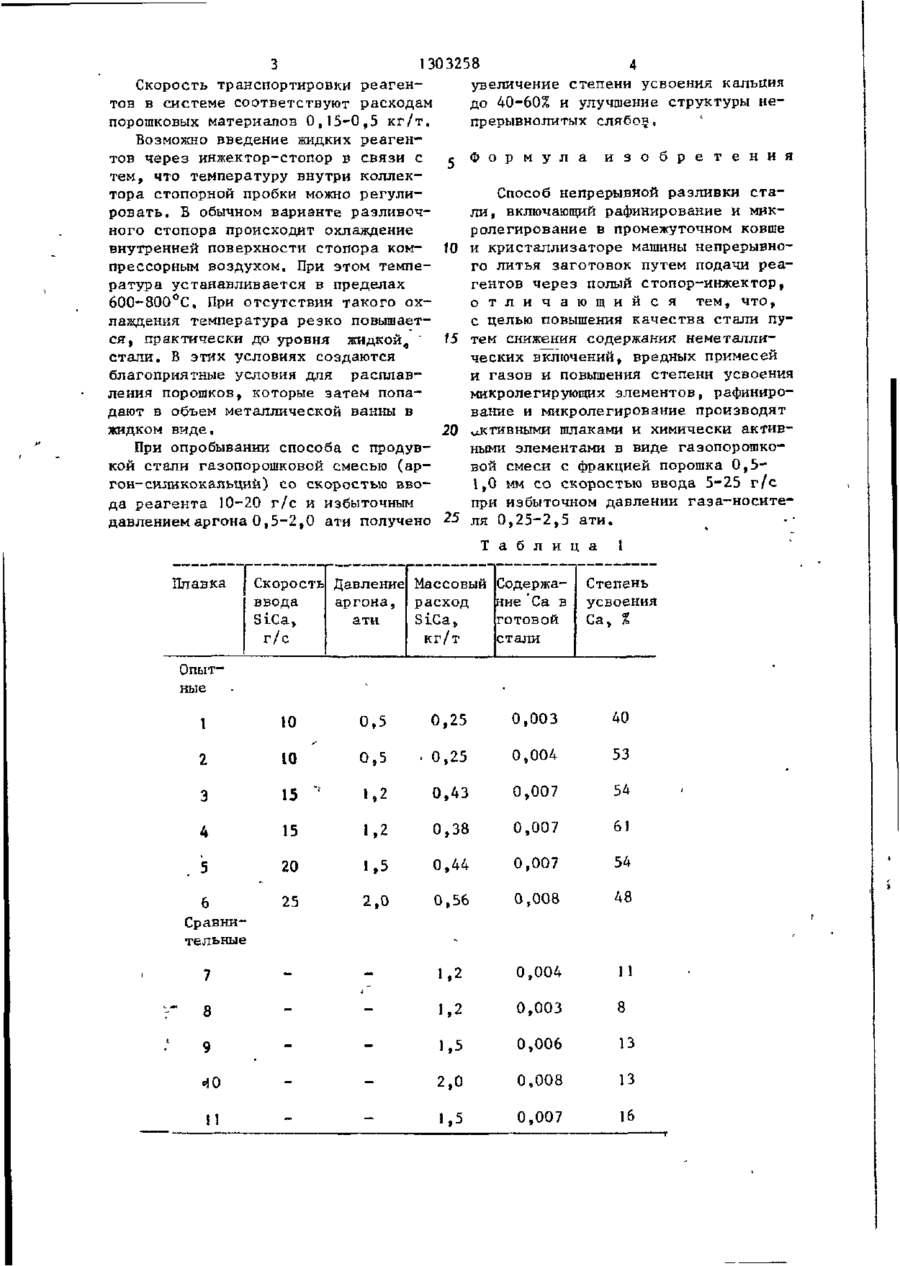
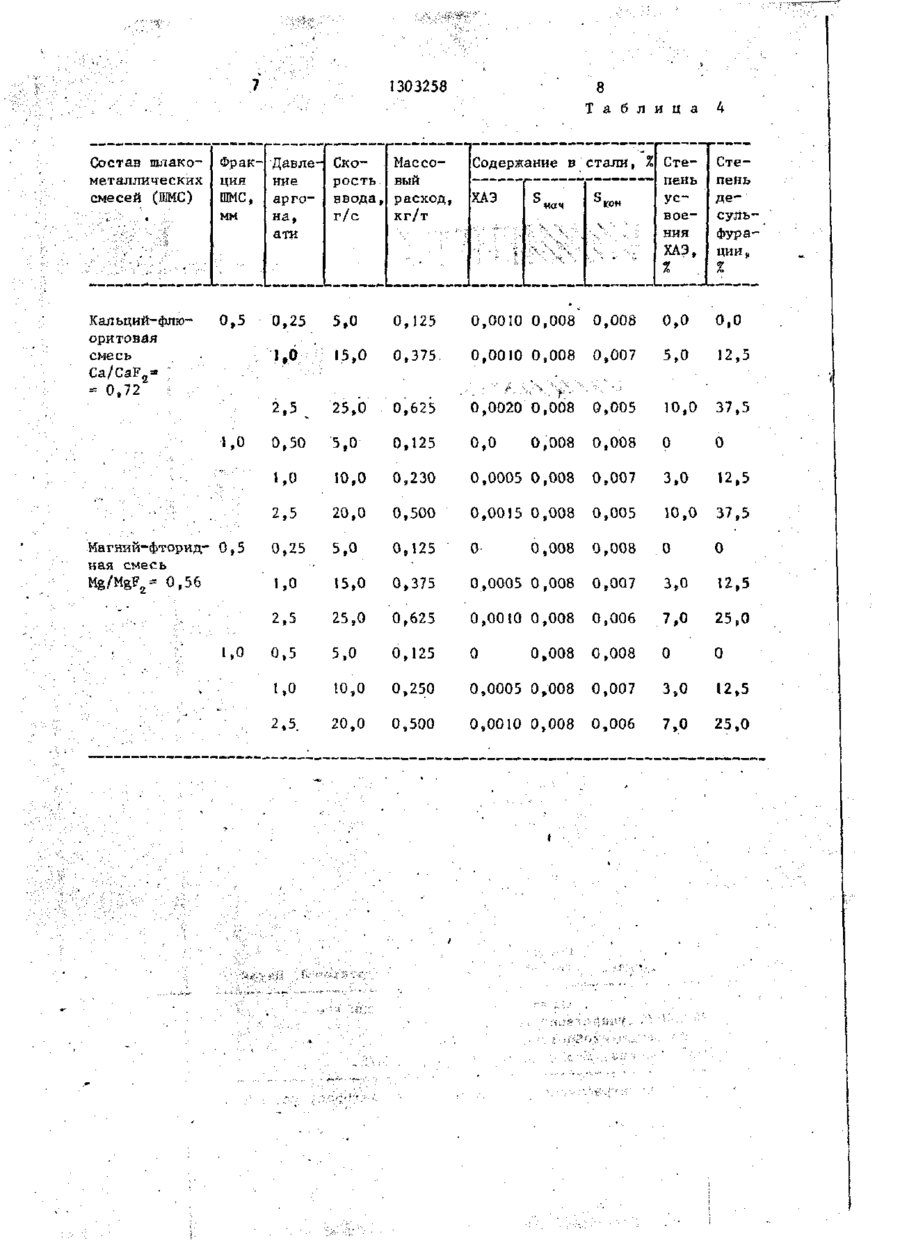
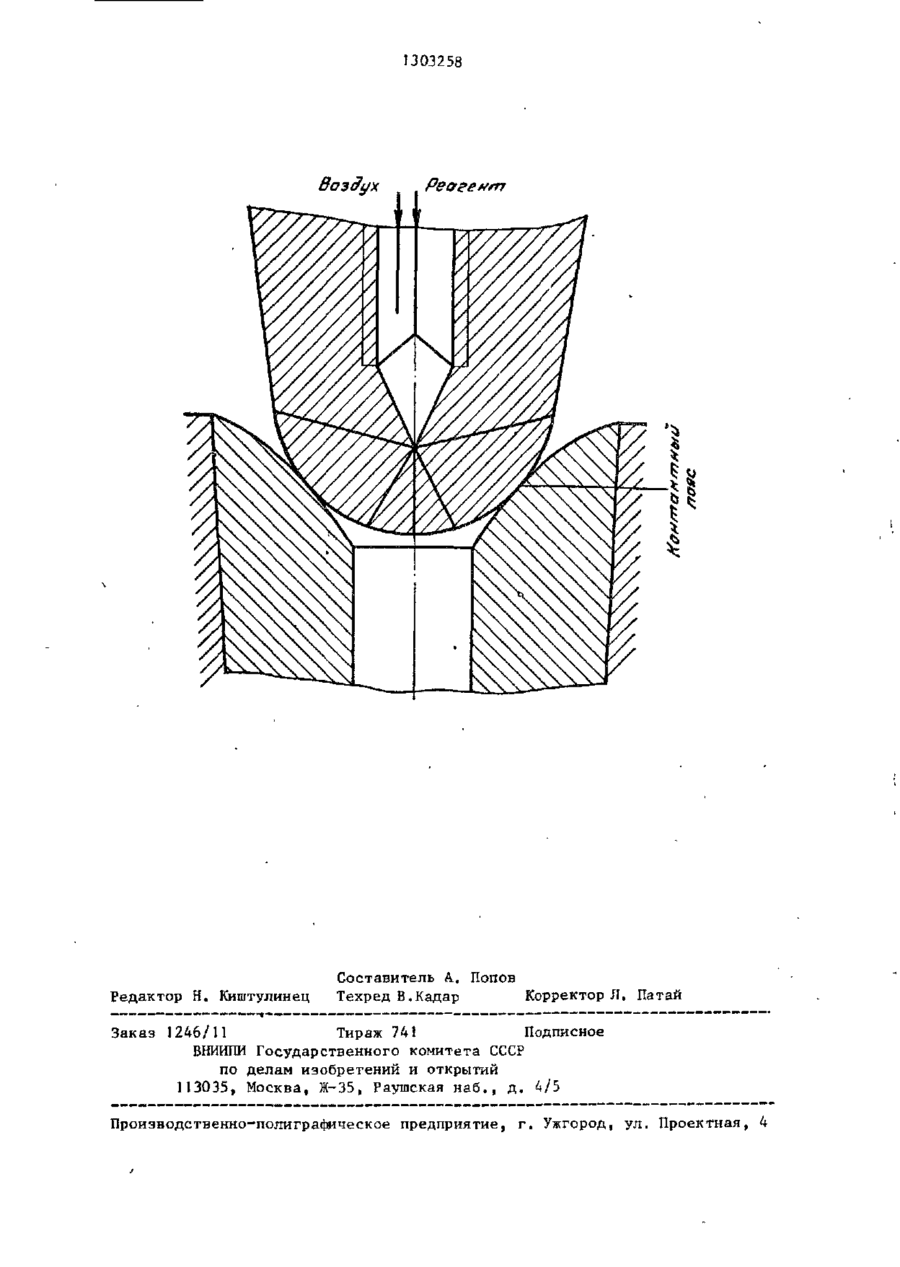
Изобретение относится к непре-~~ срывной р а з л и в к е с т а л и . Целью и э о б ре тения я в л я е т с я повышение к а ч е с т в а стали путем снижения содержания н е металлических включений, вредных примесей и г а з о в и повышение степени усвоения микролегирующих элементов, Способ п о з в о л я е т осуществить рафинирование ч микролегирование стали в промежуточном ковше и к р и с т а л л и з а торе и заключается в подаче г а з о м носителем ч е р е з открытый полый с т о пор-инжектор порошка из химически активных ишаков с фракцией порошка 0 , 3 - 3 , 0 мм со скоростью ввода 4 25 г / с при избыточном давлении г а з а носителя 0 , 2 5 - 2 , 5 а т и . 1 и л . , 4 т а б л . О ел Q0 1 303258 2 ' * степени его усвоения в зависимости Изобретение относится к металот способа обработки и расхода полургии Ї а КЇ-ІЄНКО к непрерывной разрошка. ливке стали. Изучение макроструктуры слябов, Цель изобретения - повышение качества етапи путем снижения содержа- 5 обработанных силикокальцием, показало снижение химнєоднородности на ния неметаллических включений, вред1 балл, осевой пористости на 1,5 балных примесей и газов и повышение стела и более развитые зоны равноосных пени усвоения микролегируюших элекристаллов и раэориентированных денментов. На чертеже представлена схема осу- 10 дритов. П р и м е р 4. Обработки жидкой ществления способа. стали продувкой через стопор-инжекСпособ осуществляют следующим обтор порошкообразных химически активразом. ных элементов, Б процессе непрерывной разливки '5 в табл. 2 приведены данные при стали Mefajxn подают в промежуточный обработке жидкой стали 09Г2ФБ на ковш, а из него в кристаллизатор, машине непрерывного литья заготовок откуда вытягивают заготовку» При этом (МНЛЗ) порошкообразными химически в промежуточный ковш и в струю меактивными элементами (ХАЭ) на приталла, поступающего в кристаллиза20 мере металлического титана и иттрия, тор, через полый стопор-инжектор с* Максимальная степень усвоения титаканалами подают рафинирующие и микрона в стали составляет 70,0%, иттрия легирующие компоненты в виде г а з о 80%, При больших расходах степень порошковой смеси. усвоения убывает до 60% для титана П р и м е р 1. Газовый инжектор- 25 и 7Q% для иттрия. Скорость разливки стопор с шамотной пробкой и выходны0,8 м/мин. ми каналами ф 6 мм в стопорной пробП р и м е р 5. Обработка жидкой к е , расположенными ниже линии констали продувкой через стопор-инжектакта стопорной пары. Скорость р а з тор порошковыми твердыми шлаками, ливки 0,5 м/мин, избыточное давление 30 в табл. 3 приведены результаты в инжекторе 0,25 атм. Глубина ванны обработки жидкой стали твердыми, синв промежуточном ковше 700 мм. Поверхтетическими шлаками. Дополнительная ность шлака в кристаллизаторе споІдесульфурзция стали в кристаллизатокойная с небольшим барботированием ре М Л достигает 25% и зависит от НЗ выходящим аргоном. Брызг и выбросов 35 расхода твердых шлаковых смесей нет. (ТШС), Скорость разливки 0,8 м/мин. П р и м е р 2. Газовый инжекторП р и м е р . ^ , Обработка жидкой стопор с шамотной пробкой и выходныстали продувкой через стопор-инжекми каналами 0 6 мм в стопорной пробк е , расположенными выше линии кон40 тор шлако-металлическими смесями, такта стопорной нары. Скорость р а з ливки 0,8 м/мин. Глубина ванны в проВ табл. 4 показаны результаты обмежуточном ковше 700 мм. Избыточное работки жидкой стали твердыми шлакодавление 1,5 атм. Интенсивное барбометаллическими смесями (ШМС), Ш С М тирование металла в промежуточном ^5 эффективнее ТСШ, так как при этом ковше„ происходит дополнительное микролегирование химически активными элеменП р и м е р 3. Газовый инжектортами и десульфурация. Скорость р а з стопор с шамотной пробкой. Выходные ливки 0,8 м/мин. качаны Ф 6 мм расположены выше и ниже линии контакта стопорной пары CQ Граничные условия для избыточно(количество каналов в верхней части го давления газа-носителя выбраны с больше, чем в нижней). Скорость разучетрм допустимой интенсивности барливки 0,8 м/мин. Избыточное давление ботирования металлического и шлаково1,5 атм. Интенсивное барботирование го расплавов глубиной 700-1000 мм. металла в промежуточном ковше и ела- ее Размер фракций порошковых материалов бое барботирование в кристаллизатооказывает существенное влияние нэ ре. сопротивление магистральной системы В табл. \ приведены данные по сои кинетику растворения частиц в расплаве. держанию кальция в готовой стали и 1303258 Скорость транспортировки реагенувеличение степени усвоения кальция тов в системе соответствуют расходам до 40-60% и улучшение структуры непорошковых материалов 0,15-0,5 кг/т. прерывнолитых слябов,. Возможно введение жидких реагенс Ф о р м у л а и з о б р е т е н и я тов через инжектор-стопор в связи с тем, что температуру внутри коллекСпособ непрерывной разливки статора стопорной пробки можно регулили, включающий рафинирование и микровать, Б обычном варианте разливочролегирование в промежуточном ковше ного стопора происходит охлаждение внутренней поверхности стопора ком- 10 и кристаллизаторе машины непрерывнопрессорным воздухом. При этом темпего литья заготовок путем подачи реаратура устанавливается в пределах гентов через полый стопор-инжектор| 600-800°С, При отсутствии такого охо т л и ч а ю щ и й с я тем, что, лаждения температура резко повышаетс целью повышения качества стали пуся, практически до уровня жидкой^ " 15 тем снижения содержания неметаллистали, В этих условиях создаются ческих включений, вредных примесей благоприятные условия для расплави газов и повышения степени усвоения ления порошков, которые затем попамикролегируюших элементов, рафиниродают в объем металлической ванны в вание и микролегирование производят жидком виде. 20 активными шлаками и химически активными элементами в виде гаэопорошкоПри опробывании способа с продуввой смеси с фракцией порошка 0,5кой стали газопорошковой смесью (ар\,0 мм со скоростью ввода 5-25 г/с гон-силикокальций) со скоростью ввопри избыточном давлении газа-носитеда реагента 10-20 г/с и избыточным давлением аргона 0,5-2,0 ати получено 25л я 0,25-2,5 ати. Т а б л и ц а Плавка Скорость Давление Массовый ввода аргона, расход SiCa, ати SiCa, г/с кг/т 1 Содержание Са в готовой стали Степень усвоения Са, % Опытные 1 10 0,5 0,25 0,003 40 2 10 0,5 • 0,25 0,004 53 3 15 '' 1.2 0,43 0,007 54 4 15 І.2 0,38 0,007 61 5 20 1.5 0,44 0,007 54 25 2,0 0,56 0,008 48 1.2 0,004 11 1.2 0,003 8 6 Сравнительные 7 J у 8 ? 9 1,5 0,006 13 40 2,0 0,008 13 11 1.5 0,007 16 ЗО325Й Таблица Степень Фракция Давление Скорость Массовый СодержаХАЭ ввода, расход, ние в ста- усвоения аргона, г/с ли ХАЭ, % ХАЭ, % кг/т ати Состав химически-активные элементы (ХАЭ) Титан (металлический) 0,5 0,125 0,009 70 ,0 1,0 15 0,375 0,026 70 ,о 2,5 25 0,625 0,036 60 ,0 0,5 0,25 5,0 0,125 0,010 80 0,5 1,00 15,0 0,375 0,030 80 0,5 2,5 25,0 0,625 0,044 70 1,0 0,5 5,0 0,125 0,010 80 1,0 1,0 10,0 0,250 0,020 80 1,0 Иттрий (металлический) 5,0 0,5 • 0,25 0,5 2,5 20,0 0,50 0,040 80 Т а б л и ц а Состав т в е р смесей (ТШС) Известковоглиноземистый шлак 2 фракция ДавлеТШС, мм гона, ати Скорость МассоСодержание серы, % вый рас£г/с ход, к г / т в промков- в крисше таллизаторе 3 Стедесульфурации, 0,008 0,0 15,0 0,375 0,008 0,007 12,5 25,о" 0,623 . 0,008 0,006 25,0 0,5 5,0 0,125 0,008 0,008 0,0 10,0 0,250 0,008 0,007 12,5 20,0 0,50 0,008 0,006 25,0 0,25 5,0 0,125 0,008 0,008 0,0 1,0 15,0 0,375 0,008 0,007 12,5 2,5 1,0 0,008 2,5 Известково0,5 флюоритовый шлак CaO/CaF = 2 - 4,0 0,125 1,0 1,0 5,0 2,5 * 1,0 0,25 10 , 0,5 25,0 0,625 0,008 0,006 25,0 0,5 5,0 0,125 0,008 0,008 0,0 10 , 10,0 0,250 0,008 0,007 12,5 2,5 20,0 0,500 0,008 0,006 25,0 1303258 Состав пшако Фрак- Давле- Ско металлических смесей (ШМС) . • ШМС, мм ция ние арго на, ати Массо рость вый ввода, расход, г/с кг/т 8 Т а б л и ц а Содержание в стали, % СтеХАЭ • ' ;• ' • Кальций-флюоритовая смесь ' • sK0H нач • \ \ ' , ? " V\' •• « пень А Степень ус де воения ХАЭ, сульфурации „ 0,25 5,0 0,125 0,0010 0,008 0,008 0,0 0,0 1#0 0,5 15,0 0,375. 0,0010 0,008 0,007 5,0 12,5 = 0,72* \ - ' е , " ' ' ' ' * • ' ' 25,0 0,625 0,0020 0,008 0,005 10,0 37,5 0,50 5,0 0,125 0,0 0,008 0,008 0 0 1,0 10,0 0,230 0,0005 0,008 0,007 3,0 12,5 2,5 20,0 0,500 0,0015 0,008 0,005 10,0 37,5 0,25 5,0 0,125 0 0,008 0,008 0 0 1,0 15,0 0,375 0,0005 0,008 0e0Q7 3,0 12,5 2,5 25,0 0,625 0,0010 0,008 0,006 7,0 25,0 0,5 5,0 0,125 0 0,008 0,008 0 0 1,0 10,0 0,250 0,0005 0,008 0,007 3,0 12,5 2,5 20,0 0,500 0,0010 0,008 0,006 7,0 25,0 2 1,0 Яагний-фторид- 0,5 ная смесь Mg/MgF - 0 , 5 6 1,0 » 5 . 1303258 Воздух Редактор Н. Киштулинец Составитель А, Попов Техред В.Кадар Корректор Л, Патай Заказ 1246/11 Тираж 741 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous steel casting
Автори англійськоюNosochenko Oleh Vasyliovych, Belov Borys Fedorovych, Yemelianov Volodymyr Volodymyrovych, Ovchynnikov Mykola Oleksiiovych, Lienskyi Valerii Heorhiiovych, Loik Mykhailo Petrovych, Soloviov Serhii Oleksandrovych, Trotsan Anatolii Ivanovych
Назва патенту російськоюСпособ непрерывной разливки стали
Автори російськоюНосоченко Олег Васильевич, Белов Борис Федорович, Емельянов Владимир Владимирович, Овчинников Николай Алексеевич, Ленский Валерий Георгиевич, Лоик Михаил Петрович, Соловьев Сергей Александрович, Троцан Анатолий Иванович
МПК / Мітки
МПК: B22D 11/00
Мітки: лиття, спосіб, безперервного, сталі
Код посилання
<a href="https://ua.patents.su/6-16464-sposib-bezperervnogo-littya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття сталі</a>
Спосіб безперервного лиття сталі
Номер патенту: 16080
Опубліковано: 29.08.1997
Автори: Ємельянов Володимир Володимирович, Плискановський Олександр Станіславович, Троцан Анатолій Іванович, Лєнський Валерій Георгійович, Позняк Леонід Олександрович, Бєлов Борис Федорович, Єршов Генадій Степанович, Овчінніков Микола Олексійович, Носоченко Олег Васильович, Лєушин Микола Васильович
МПК: B22D 11/00
Мітки: лиття, спосіб, безперервного, сталі
Формула / Реферат:
Способ непрерывного литья стали, включающий защиту металла от вторичного окисления, рафинирование и микролегирование в секционном промежуточном ковше, отличающийся тем, что, с целью получения качественного металла с низким содержанием неметаллических включений и повышения степени усвоения микролегирующих элементов, в приемной секции промежуточного ковша наводят рафинировочный шлак эвтектического типа в количестве 1,0-2,0 кг/т стали с...
Установка для безперервного здобування сталі і спосіб безперервного виробництва сталі
Номер патенту: 12653
Опубліковано: 28.02.1997
Автори: Вільхельм Шіффер, Хорст Візінгер, Фєлікс Валлнер, Отмар Пюрінгер, Вальтер Рокеншауб, Ернст Айхбергер
МПК: C21B 13/14
Мітки: установка, сталі, здобування, виробництва, спосіб, безперервного
Формула / Реферат:
(57) 1. Установка для непрерывного получения стали, содержащая шахтную печь для производства губчатого железа, связанный с ней газопроводом плавильный газификатор, имеющий узлы подачи угля и кислородсодержащего газа, и соединенный с по меньшей мере одним продувочным конвертером, который в свою очередь соединен с шахтной печью вагранки, соединительные трубопроводы, транспортирующие узлы и трубопроводы отходящего газа, отличающаяся тем, что...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Герасименко Віктор Григорович, Козаченко Станіслав Митрофанович, Белякова Лілія Іванівна, Зятіна Олександр Сергійович, Давиденко Петро Данилович, Щербачев Василь Валентинович, Добровольський Владислав Борисович
МПК: B22D 11/045, B22D 11/00
Мітки: заготовок, лиття, спосіб, горизонтального, безперервного
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Каплан Володимир Нусійович, Акулов Валєрій Володимирович, Ларіонов Олександр Олексійович, Кац Григорій Аронович
МПК: B22D 11/16
Мітки: мірних, отримання, кратних, лиття, спосіб, заготовок, безперервного, машини, однострумковій
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб безперервного лиття зливків на вертикальних і криволінійних установках
Номер патенту: 8249
Опубліковано: 29.03.1996
Автори: Пікус Марк Ісерович, Рубін Леонід Вікторович, Бродський Сергій Сергійович, Борисов Юрій Миколайович, Сельский Ігор Броніславович, Шиш Юрій Іванович, Бельский Олег Іванович, Учитель Лев Михайлович
МПК: B22D 11/00
Мітки: установках, спосіб, лиття, криволінійних, зливків, безперервного, вертикальних
Формула / Реферат:
Способ непрерывного литья слитков на вертикальных и криволинейных установках, включающий подачу жидкого металла струёй из стакана-дозатора промежуточного ковша в кристаллизатор через погружную огнеупорную трубу пульсационное перемешивание металла в кристаллизаторе периодическим наполнением и вытеснением металла газом из огнеупорной трубы, формирование слитка и его вытягивание из кристаллизатора, отличающийся тем, что уровень металла в...
Попередній патент: Спосіб монтажу напрямного апарата гідромашини
Наступний патент: Спосіб релейного керування орієнтацією космічного апарату
Випадковий патент: Установка для одержання зневодженого паливного етанолу з бражки або слабкоградусних спиртів