Спосіб внутрішньої футерівки барабаного млина
Номер патенту: 16901
Опубліковано: 15.08.2006
Автори: Школьніков Дмитро Олегович, Ланцевич Михайло Олександрович
Формула / Реферат
1. Спосіб внутрішньої футерівки барабанного млина, що включає операції розкрою з відпрацьованих великогабаритних шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина, і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і западин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх закріпленням за допомогою болтового з'єднання, який відрізняється тим, що попередньо з відпрацьованих шин великовантажних автомобілів відбирають однотипні шини з протектором кар'єрного типу, у яких центральна частина відпрацьована до гладкого рельєфу, додатково із шини розкроюють вузькі плити, під поверхню циліндричного барабана і циліндричні накладки з центральним глухим отвором, у яке впресовують головки болтів з'єднання, при цьому для розкрою вузьких футерувальних плит використовують центральну частину відпрацьованої бігової доріжки шини з гладким протектором, що , видокремлюють від рельєфного протектора шини зрізом, під кутом 80-85° до її осі обертання, для розкрою циліндричних накладок використовують частину шини, що містить ділянку сполучення бігової доріжки з плечовою зоною, причому центр згаданих циліндричних накладок при розкрої сполучають з центром ділянки сполучення, для розкрою широких футерувальних плит, використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/3 від довжини плечових зон шини зрізами, під кутом 55-53° до її осі обертання, у якості матеріалу для розкрою торцевих футерувальних плит використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/4 від довжини плечових зон шини зрізами, що проходять через ряди виступів рельєфного протектора, під кутом 70-75° до осі обертання шини, торцеву футерувальну плиту розкроюють зі згаданого матеріалу за формою, попередньо виготовленої металевої підкладки, близької до форми сектора, який при розкрої орієнтують поверхнею зрізу, уздовж бічної поверхні підкладки, широкі і вузькі футерувальні плити розміщують на внутрішній поверхні барабана з чергуванням, торцеві футерувальні плити з боку їхньої робочої поверхні виконують з поперечним пазом, під торцеву поверхню широких і вузьких футерувальних плит, яки попередньо з натягом закріплюють до металевих підкладок, з наступним їхнім закріпленням на поверхні кришок барабана зрізом, що проходить через ряди виступів протектора, зверненим у напрямку обертання барабана, а широкі футерувальні плити з боку робочої поверхні виконують з центральною подовжньою виїмкою.
2. Спосіб футерівки барабанного млина за п. 1, який відрізняється тим, що широкі футерувальні плити виконують складовими.
Текст
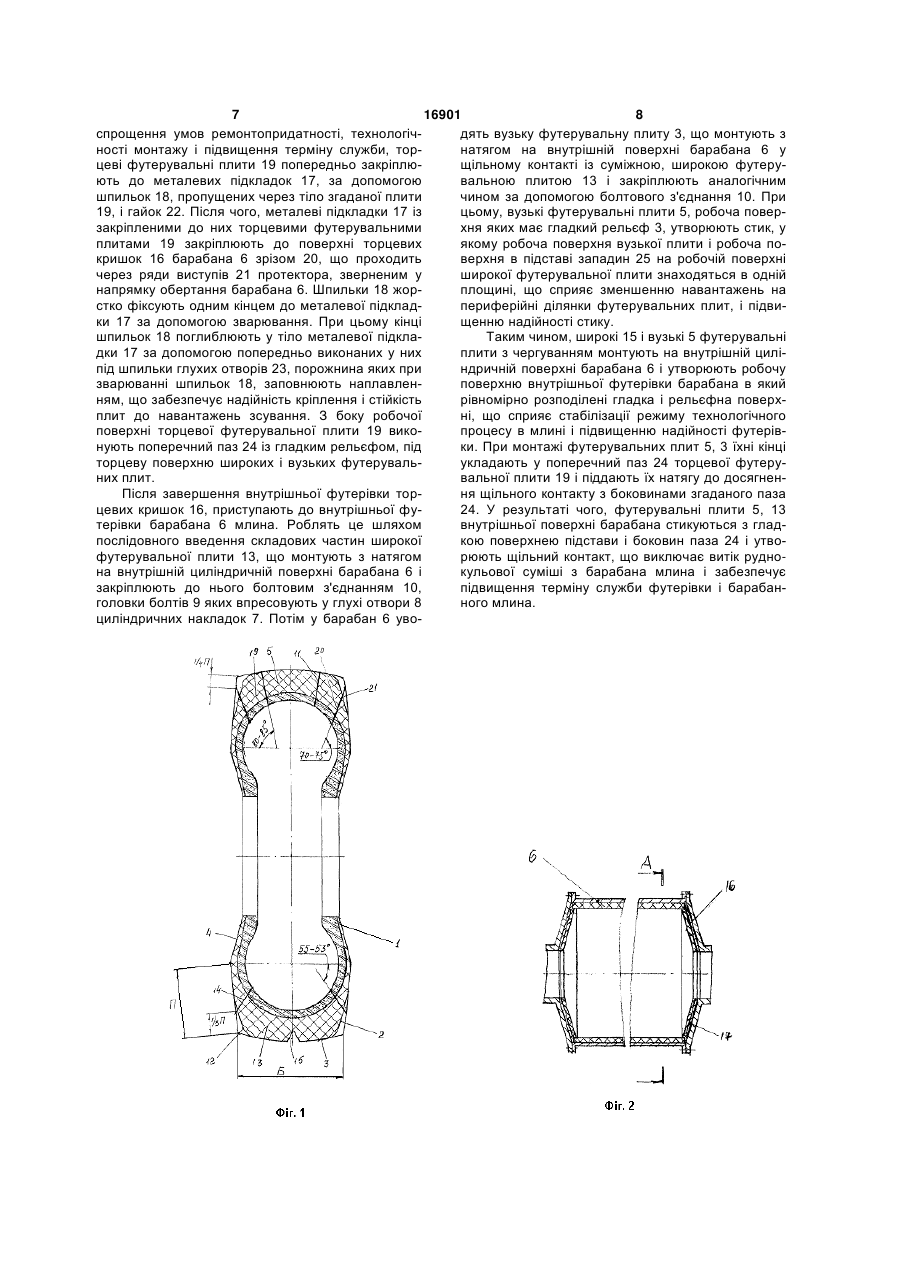
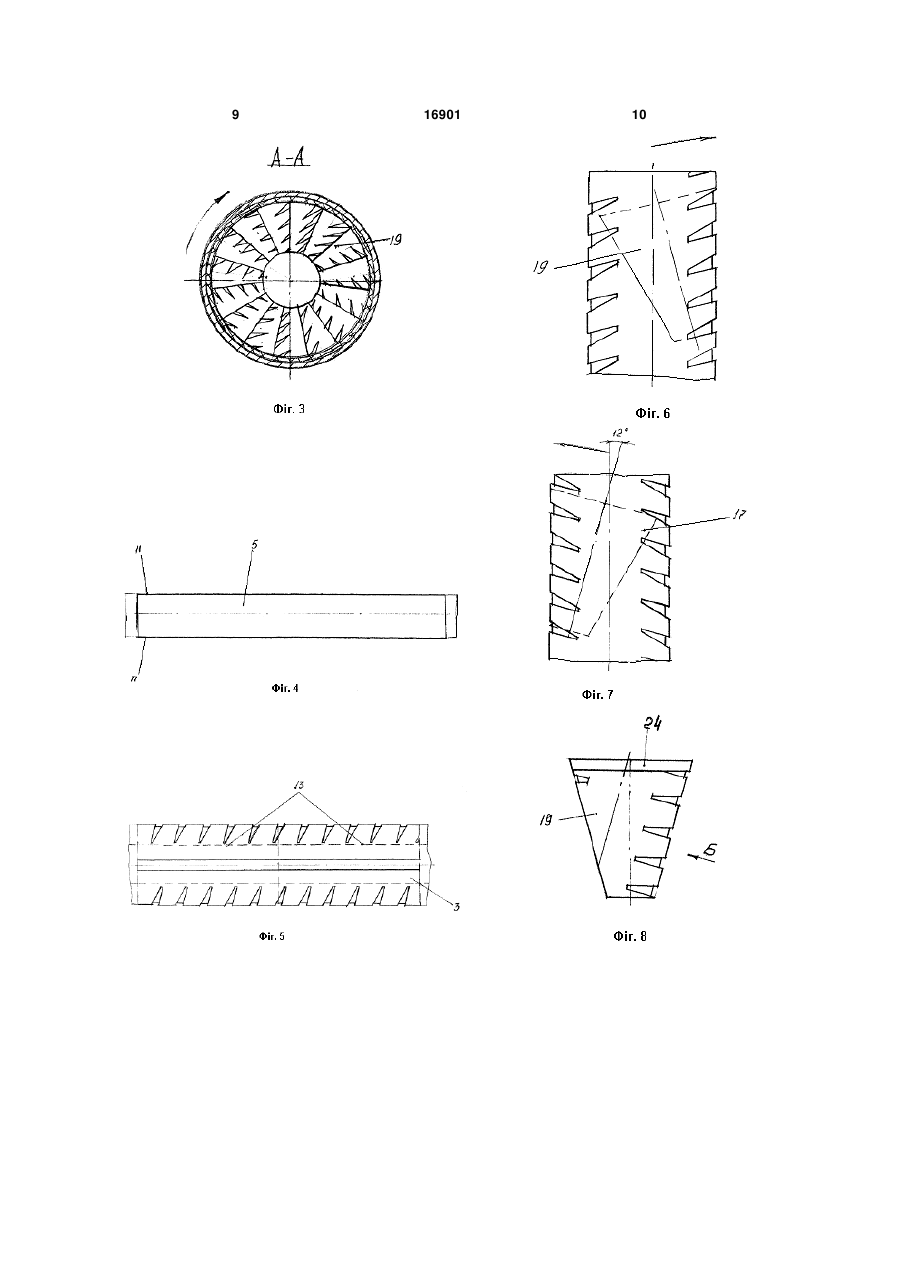
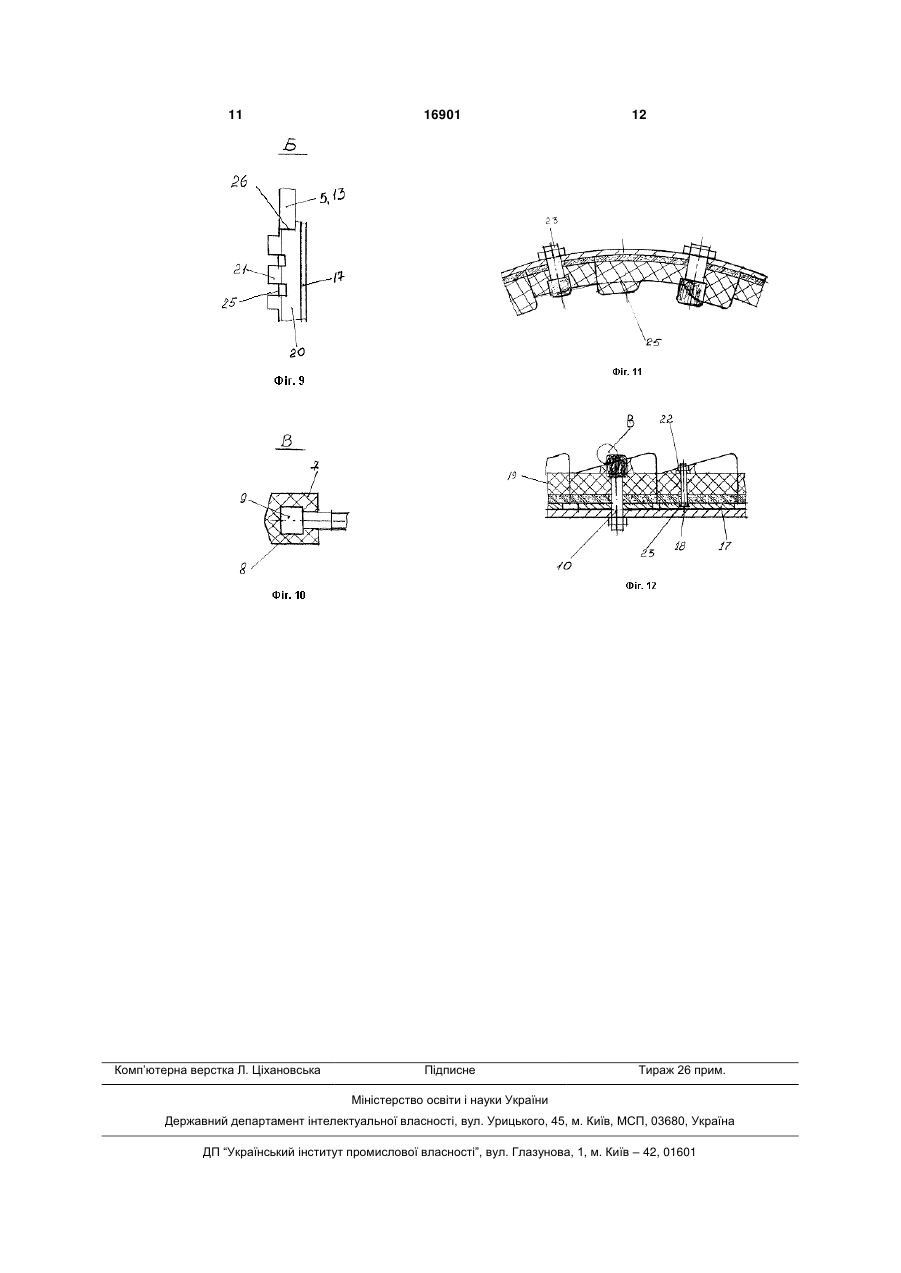
1. Спосіб внутрішньої футерівки барабанного млина, що включає операції розкрою з відпрацьованих великогабаритних шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина, і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і заглибин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх закріпленням за допомогою болтового з'єднання, який відрізняється тим, що попередньо з відпрацьованих шин великовантажних автомобілів відбирають однотипні шини з протектором кар'єрного типу, у яких центральна частина відпрацьована до гладкого рельєфу, додатково із шини розкроюють вузькі плити, під поверхню циліндричного барабана і циліндричні накладки з центральним глухим отвором, у яке впресовують головки болтів з'єднання, при цьому для розкрою вузьких футерувальних плит використовують центральну частину відпрацьованої бігової доріжки шини з гладким протектором, що відокремлюють від рельєфного протектора шини зрізом, під кутом 80-85° до її осі обертання, для розкрою циліндричних накладок використовують частину шини, що містить ділянку U 2 (11) 1 3 16901 4 виготовлення футерувальних плит використовузрізу, виключити дефектні зони з матеріалу для ють пружний матеріал, зокрема гуму. Для забезрозкрою футерувальних плит, і за рахунок цього печення надійності роботи гумової футерівки в підвищити експлуатаційні властивості футеруварежимі потужних ударно-динамічних навантажень, льних плит і збільшити термін служби внутрішньої до якості пружного матеріалу пред'являються вифутерівки барабанного млина. сокі вимоги по зносостійкості і стійкості до дефорЗадача вирішена тим, що в способі внутрішмацій, що приводить до значного подорожчання ньої футерівки барабана млина що включає, опевихідного матеріалу для виготовлення футеруварації розкрою з відпрацьованих великогабаритних льних плит і самої футерівки барабана млина. шин великовантажних автомобілів широких футеНайбільш близьким рішенням по сукупності рувальних плит під поверхню циліндричного бараспівпадаючих ознак є спосіб утилізації шин велибана млина, і торцевих футерувальних плит під ковантажних автомобілів по патенту України поверхню кришок барабана, робочі поверхні яких №47506, МПК7 В29В17/00, бюл. №7, 2002р., у мають рельєфний протектор з рядами виступів і якому реалізується спосіб внутрішньої футерівки западин, розміщення футерувальних плит на внубарабана млина пружними футерувальними плитрішній поверхні барабана і торцевих кришок з тами, що включає операції розкрою з відпрацьованатягом і їх закріпленням за допомогою болтового них шин великовантажних автомобілів широких з'єднання, згідно корисної моделі, попередньо з футерувальних плит під поверхню циліндричного відпрацьованих шин великовантажних автомобілів барабана млина, і торцевих футерувальних плит відбирають однотипні шини з протектором кар'єрпід поверхню кришок барабана, робочі поверхні ного типу, у яких центральна частина відпрацьояких мають рельєфний протектор з рядами вистувана до гладкого рельєфу, додатково із шини розпів і западин, розміщення футерувальних плит на кроюють вузькі плити, під поверхню циліндричного внутрішній поверхні барабана і торцевих кришок з барабана і циліндричні накладки з центральним натягом і їх закріпленням за допомогою болтового глухим отвором, у яке впресовують головки болтів з'єднання. з'єднання, при цьому для розкрою вузьких футеПричиною, що перешкоджає досягненню техрувальних плит використовують центральну часнічного результату є низька надійність внутрішньої тину відпрацьованої бігової доріжки шини з гладфутерівки барабанного млина, що обумовлена ким протектором, що відокремлюють від недостатньою стійкістю футерувальних плит до рельєфного протектора шини зрізом, під кутом 80деформаційних навантажень. Найбільші руйну85° до її осі обертання, для розкрою циліндричних вання спостерігаються в місцях стику футерувальнакладок використовують частину шини, що місних плит на барабані і на кришках млина. Це обутить ділянку сполучення бігової доріжки з плечомовлено тим, що у якості матеріалу для розкрою вою зоною, причому центр згаданих циліндричних футерувальних плит використовують частини шинакладок при розкрої сполучають з центром ділянни, у яких є зони з залишковою деформацією чи зі ки сполучення, для розкрою широких футерувальзруйнованою структурою матеріалу шини. Резульних плит використовують частину шини, що містатами дефектоскопії шин установлено, що такі тить бігову доріжку і плечові зони, що зони присутні в боковинах і бортах шин. У привевідокремлюють на 1/3 від довжини плечових зон деному ж способі у якості матеріалу для розкрою шини зрізами, під кутом 55- 53 до її осі обертання, футерувальних плит використовують частину шиу якості матеріалу для розкрою торцевих футеруни, що свідомо містить деформовані чи зруйновані вальних плит використовують частину шини, що зони, тому що її відокремлюють від боковини зрімістить бігову доріжку і плечові зони, що відокремзом, що проходить через боковину, під кутом 10люють на 1/4 від довжини плечових зон шини зрі30° до осі обертання шини. зами, що проходять через ряди виступів рельєфВикористання футерувальних плит, що містять ного протектора, під кутом 70-75° до осі обертання згадані дефектні зони, приводить до зниження шини, торцеву футерувальну плиту розкроюють зі їхніх експлуатаційних властивостей і скороченню згаданого матеріалу за формою, попередньо виготерміну служби футерівки. Тому, що дані зони в товленої металевої підкладки, близької до форми основному збігаються з місцем стику футерувальсектора, який при розкрої орієнтують площиною них плит, той початок процесу руйнування спостезрізу, уздовж бічної поверхні підкладки, широкі і рігається в місцях стику футерувальних плит і говузькі футерувальні плити розміщують на внутріловки болта з'єднання. Для чого у відомому шній поверхні барабана з чергуванням, торцеві способі уздовж стику футерувальних плит на внутфутерувальні плити з боку їхньої робочої поверхні рішній поверхні барабана додатково встановлювиконують з поперечним пазом, під торцеву повеють ущільнювальні пружні смуги, що ускладнює і рхню широких і вузьких футерувальних плит, що здорожує спосіб футерівки. Крім того, при викопопередньо з натягом закріплюють до металевих нанні зрізу під кутом 10-30°, не забезпечується підкладок, з наступним їхнім закріпленням на пощільний контакт між стикованими футерувальними верхні кришок барабана зрізом, що проходить чеплитами і пояснюється тим, що при максимально рез ряди виступів протектора, зверненим у напряприпустимому натягу футерувальних плит, недомку обертання барабана, а широкі футерувальні статньо їхньої деформації для розміщення всіх плити з боку робочої поверхні виконують з крапок на лінії зрізу в одній площині, зокрема верцентральною подовжньою виїмкою. тикальної. Крім того, широкі футерувальні плити виконуВ основу корисної моделі поставлено задачу, ють складовими. удосконалити спосіб внутрішньої футерівки бараЗавдяки тому, що попередньо в шині виявлябана млина, шляхом зміни розкрою шини і кута ють дефектні ділянки і при відділенні із шини ма 5 16901 6 теріалу для розкрою футерувальних плит виклювим з'єднанням; чають дефектні ділянки, шляхом зміни розкрою Фіг.11 - вузол кріплення футерувальних плит шини і кута зрізу, забезпечується підвищення ексна циліндричній поверхні барабанного млина; плуатаційних властивостей футерувальних плит і Фіг.12 - вузол кріплення футерувальних плит збільшення терміну служби футерівки барабана на поверхні кришок барабанного млина. млина. Приклад виконання способу. Виконання вузьких футерувальних плит, робоПопередньо з відпрацьованих шин 1 великоча поверхня яких має гладкий рельєф, забезпечує вантажних автомобілів відбирають однотипні шини стик, у якому робоча поверхня вузької плити і ро1 із протектором 2 кар'єрного типу, у яких центрабоча поверхня в підставі западин на робочій повельна частина 3 відпрацьована до гладкого рельєрхні широкої футерувальної плити знаходяться в фу. Виявляють у шинах 1 дефектні зони 4. Встаодній площині, сприяє зменшенню навантажень на новлюють усереднені значення граничних периферійні ділянки футерувальних плит, що підпараметрів дефектних зон 4. Після чого, задають вищує надійність їхнього стику. Це дозволило при параметри розкрою. Із шини 1 розкроюють вузькі монтажі футерувальних плит на поверхні циліндфутерувальні плити 5 під поверхню циліндричного ричного барабана виключити застосування додатбарабана 6 і циліндричні накладки 7 з централькових, пружних смуг, що розміщали уздовж стику. ним глухим отвором 8 під головки болтів 9 з'єдВідділення футерувальних плит від шини зрінання 10. зами, під різними кутами щодо осі обертання шиУ якості матеріалу для розкрою вузьких футени, забезпечує після їхнього натягу і закріплення рувальних плит 5 використовують центральну часна поверхні барабана і кришок одержати зріз, у тину 3 відпрацьовані бігові доріжки (Б) шини 1 із якому всі крапки на лінії зрізу розміщені в одній гладким протектором, що відокремлюють від реплощині, зокрема вертикальної, чим досягається льєфного протектора 2 шини 1 зрізом 11, під кутом щільний контакт між стикованими плитами. 80-85° до її осі обертання. Для розкрою циліндриГраничні параметри кутів зрізу футерувальних чних накладок 7 використовують частину шини 1, плит встановлені експериментально. У випадку що містить ділянку сполучення 12 бігової доріжки зміни граничних параметрів кута зрізу у більшу чи (Б) із плечовою зоною (П). При розкрої циліндричменшу сторону оптимальна щільність контакту між них накладок 7 їх сполучають з центром ділянки стикованими плитами не досягається. сполучення 12. Відділення матеріалу футерувальних плит зріПотім розкроюють широкі футерувальні плити зом у плечовій зоні, гарантує виключення дефект13. Для розкрою широких футерувальних плит 13, них зон, отже, і якість футерувальних плит, а розвикористовують частину шини 1, що містить бігову біг граничних параметрів на 1/3 і 1/4 від довжини доріжку (Б) і плечові зони (П), що відокремлюють плечової зони обумовлений найбільш ефективним на 1/3 від довжини плечових зон шини зрізами 14, технологічним рельєфом зрізу. під кутом 55-53° до її осі обертання. Після чого, у Виконання в широкій футерувальної плиті широкій футерувальній плиті 13 виконують центральної подовжньої виїмки дозволило підвицентральну подовжню виїмку 15. щити технологічність їхнього натягу і монтажу на Під поверхню торцевих кришок 16 циліндричповерхні барабана і забезпечити щільний контакт ного барабана 6 млина, попередньо виготовляють між футерувальними плитами. металеві підкладки 17 близькі до форми сектора, Використання для розкрою циліндричних надо яких закріплюють, за допомогою з'єднання кладок частини шини, що містить ділянку сполу«шпилька-гайка», торцеві лівосторонні та правосчення бігової доріжки з плечовою зоною, і їхній торонні футерувальні плити 19 відповідно. Кріпрозкрій зі сполученням центра циліндричної налення шпильок 18 до металевої підкладки 17 робкладки з центром ділянки сполучення, забезпечилять зварюванням. У якості матеріалу для розкрою ло їхню робочу поверхню з найбільшою товщиною торцевих футерувальних плит 19 використовують виступаючого прожектора, що дозволило підвищичастину шини 1, що містить бігову доріжку (Б) і ти їхні експлуатаційні властивості, і ефективність плечові зони (П), яку відокремлюють на 1/4 від роботи в технологічному процесі барабанного довжини плечових зон шини зрізами 20, що прохомлина. дять через ряди виступів 21 рельєфного протектоПерелік фігур креслення, де на: ра 2, під кутом 70-75° до осі обертання шини 1. Фіг.1 - представлена шина великовантажного При розкрої зі згаданого матеріалу торцевої футеавтомобіля із протектором кар'єрного типу; рувальної плити 19 за формою металевої підкладФіг.2 - загальний вигляд барабана млина; ки 17, поверхню зрізу 20, що проходить через ряди Фіг.3 - барабанний млин у перетині по А-А; виступів 21 орієнтують уздовж бічної поверхні меФіг.4 - загальний вигляд вузької футерувальної талевої підкладки 17. плити; 3 метою забезпечення технологічності операФіг.5 - загальний вигляд широкої футерувальцій по закладу в барабан млина і натягу на поверної плити; хні барабана широких футерувальних плит 13 їх Фіг.6 - схема розкрою лівосторонніх торцевих роблять складеними. У даному випадку їх поділяфутерувальних плит; ють на дві частини. Після підготовки різних типів Фіг.7 - схема розкрою правосторонніх торцефутерувальних плит 3, 13, 19 приступають до внувих футерувальних плит; трішнього футерівки торцевих кришок 16 барабана Фіг.8 - торцева футерувальна плита; 6 млина. Фіг.9 - футерувальна плита (вид Б); Спочатку роблять внутрішню футерівку торцеФіг.10 - циліндрична накладка в зборі з болтових кришок 16 барабана 6 млина. Виходячи з умов 7 16901 8 спрощення умов ремонтопридатності, технологічдять вузьку футерувальну плиту 3, що монтують з ності монтажу і підвищення терміну служби, торнатягом на внутрішній поверхні барабана 6 у цеві футерувальні плити 19 попередньо закріплющільному контакті із суміжною, широкою футерують до металевих підкладок 17, за допомогою вальною плитою 13 і закріплюють аналогічним шпильок 18, пропущених через тіло згаданої плити чином за допомогою болтового з'єднання 10. При 19, і гайок 22. Після чого, металеві підкладки 17 із цьому, вузькі футерувальні плити 5, робоча поверзакріпленими до них торцевими футерувальними хня яких має гладкий рельєф 3, утворюють стик, у плитами 19 закріплюють до поверхні торцевих якому робоча поверхня вузької плити і робоча покришок 16 барабана 6 зрізом 20, що проходить верхня в підставі западин 25 на робочій поверхні через ряди виступів 21 протектора, зверненим у широкої футерувальної плити знаходяться в одній напрямку обертання барабана 6. Шпильки 18 жорплощині, що сприяє зменшенню навантажень на стко фіксують одним кінцем до металевої підкладпериферійні ділянки футерувальних плит, і підвики 17 за допомогою зварювання. При цьому кінці щенню надійності стику. шпильок 18 поглиблюють у тіло металевої підклаТаким чином, широкі 15 і вузькі 5 футерувальні дки 17 за допомогою попередньо виконаних у них плити з чергуванням монтують на внутрішній циліпід шпильки глухих отворів 23, порожнина яких при ндричній поверхні барабана 6 і утворюють робочу зварюванні шпильок 18, заповнюють наплавленповерхню внутрішньої футерівки барабана в який ням, що забезпечує надійність кріплення і стійкість рівномірно розподілені гладка і рельєфна поверхплит до навантажень зсування. З боку робочої ні, що сприяє стабілізації режиму технологічного поверхні торцевої футерувальної плити 19 викопроцесу в млині і підвищенню надійності футерівнують поперечний паз 24 із гладким рельєфом, під ки. При монтажі футерувальних плит 5, 3 їхні кінці торцеву поверхню широких і вузьких футерувальукладають у поперечний паз 24 торцевої футеруних плит. вальної плити 19 і піддають їх натягу до досягненПісля завершення внутрішньої футерівки торня щільного контакту з боковинами згаданого паза цевих кришок 16, приступають до внутрішньої фу24. У результаті чого, футерувальні плити 5, 13 терівки барабана 6 млина. Роблять це шляхом внутрішньої поверхні барабана стикуються з гладпослідовного введення складових частин широкої кою поверхнею підстави і боковин паза 24 і утвофутерувальної плити 13, що монтують з натягом рюють щільний контакт, що виключає витік руднона внутрішній циліндричній поверхні барабана 6 і кульової суміші з барабана млина і забезпечує закріплюють до нього болтовим з'єднанням 10, підвищення терміну служби футерівки і барабанголовки болтів 9 яких впресовують у глухі отвори 8 ного млина. циліндричних накладок 7. Потім у барабан 6 уво 9 16901 10 11 Комп’ютерна верстка Л. Ціхановська 16901 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of internal lining of the drum of mill
Автори англійськоюLantsevich Mykhailo Oleksandrovych
Назва патенту російськоюСпособ внутренней футеровки барабанной мельницы
Автори російськоюЛанцевич Михаил Александрович
МПК / Мітки
МПК: B02C 17/22, B02C 17/00
Мітки: внутрішньої, барабаного, млина, спосіб, футерівки
Код посилання
<a href="https://ua.patents.su/6-16901-sposib-vnutrishno-futerivki-barabanogo-mlina.html" target="_blank" rel="follow" title="База патентів України">Спосіб внутрішньої футерівки барабаного млина</a>
Футерівка барабаного млина
Номер патенту: 16900
Опубліковано: 15.08.2006
Автори: Школьніков Дмитро Олегович, Ланцевич Михайло Олександрович
МПК: B02C 17/22
Мітки: млина, футерівка, барабаного
Формула / Реферат:
1. Футерівка барабанного млина, переважно млина з металевими молольними кулями, яка складається з набору гумових плит, встановлених на внутрішній поверхні барабана вздовж подовжньої його осі і прикріплених до барабана металевими брусами з хвилеподібною робочою поверхнею, утвореною каналами під металеві молольні кулі, і кріпильні елементи, яка відрізняється тим, що брус в перерізі має форму, близьку до форми прямокутника з опуклою верхньою...
Спосіб внутрішнього футерування барабана млина
Номер патенту: 2474
Опубліковано: 15.04.2004
Автори: Школьніков Дмитро Олегович, Ланцевич Михайло Олександрович
МПК: B29B 17/00, B02C 17/22
Мітки: внутрішнього, барабана, спосіб, футерування, млина
Формула / Реферат:
1. Спосіб внутрішнього футерування барабана млина, що включає операції розкрою з відпрацьованих великогабаритних шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і заглибин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх...
Футерівка барабанного млина

Номер патенту: 16247
Опубліковано: 17.07.2006
Автор: Коваленко Анатолій Іванович
МПК: B02C 17/22
Мітки: футерівка, барабанного, млина
Формула / Реферат:
1. Футерівка барабанного млина, що містить плити з пружного матеріалу, зафіксований у пазу плити заставний елемент, складений із пластини, жорстко з'єднаної з кріпильним профілем, у який входять елементи рознімного з'єднання, яка відрізняється тим, що кріпильний профіль має коробчасту форму і розміщений відкритою стороною у бік пластини, при цьому паз виконаний за формою, відповідній формі заставного елемента з можливістю розміщення...
Бронефутерівка барабанного млина
Номер патенту: 10392
Опубліковано: 15.11.2005
Автори: Токарев Олександр Олексійович, Петров Андрій Генадійович, Мартиненков Сергій Леонідович
МПК: B02C 17/22
Мітки: барабанного, бронефутерівка, млина
Формула / Реферат:
1. Бронефутерівка барабанного млина, що включає броньові плити з хвильовою робочою поверхнею, призначеною для підйому подрібнюваного матеріалу і робочих тіл, та з отворами під болти кріплення бронеплит, яка відрізняється тим, що отвори в бронеплитах виконані зі зміщенням від вершини гребеня хвилі в напрямі, протилежному напряму обертання барабана.2. Бронефутерівка барабанного млина за п. 1, яка відрізняється тим, що величина...
Бронефутерівка барабанного млина
Номер патенту: 11356
Опубліковано: 15.12.2005
Автори: Богатиренко Віталій Іванович, Рибалка Віталій Якович, Шпірок Дмитро Макарович, Аніщук Анатолій Федорович
МПК: B02C 17/22
Мітки: бронефутерівка, млина, барабанного
Формула / Реферат:
Бронефутерівка барабанного млина, що складена з набору однотипних прокатних плит із профілем, близьким до С-подібної форми, у яких поверхня в основі прокатної плити утворена плоскою горизонтальною поверхнею, сполученою із симетрично виконаними по обидві сторони від неї відхиленими нагору плоскими поверхнями; робоча поверхня прокатної плити утворена центральним подовжнім заглибленням, сполученим з виконаними по обидві сторони від нього...
Попередній патент: Футерівка барабаного млина
Наступний патент: Вологомасловіддільник
Випадковий патент: Датчик