Спосіб виготовлення керамічних виробів
Номер патенту: 21131
Опубліковано: 04.11.1997
Автори: Гусєв Микола Васильович, Цапліна Марина Євгеніївна, Яценко Олексій Михайлович, Ткачьов Юрій Миколайович, Онацький Олег Олександрович
Формула / Реферат
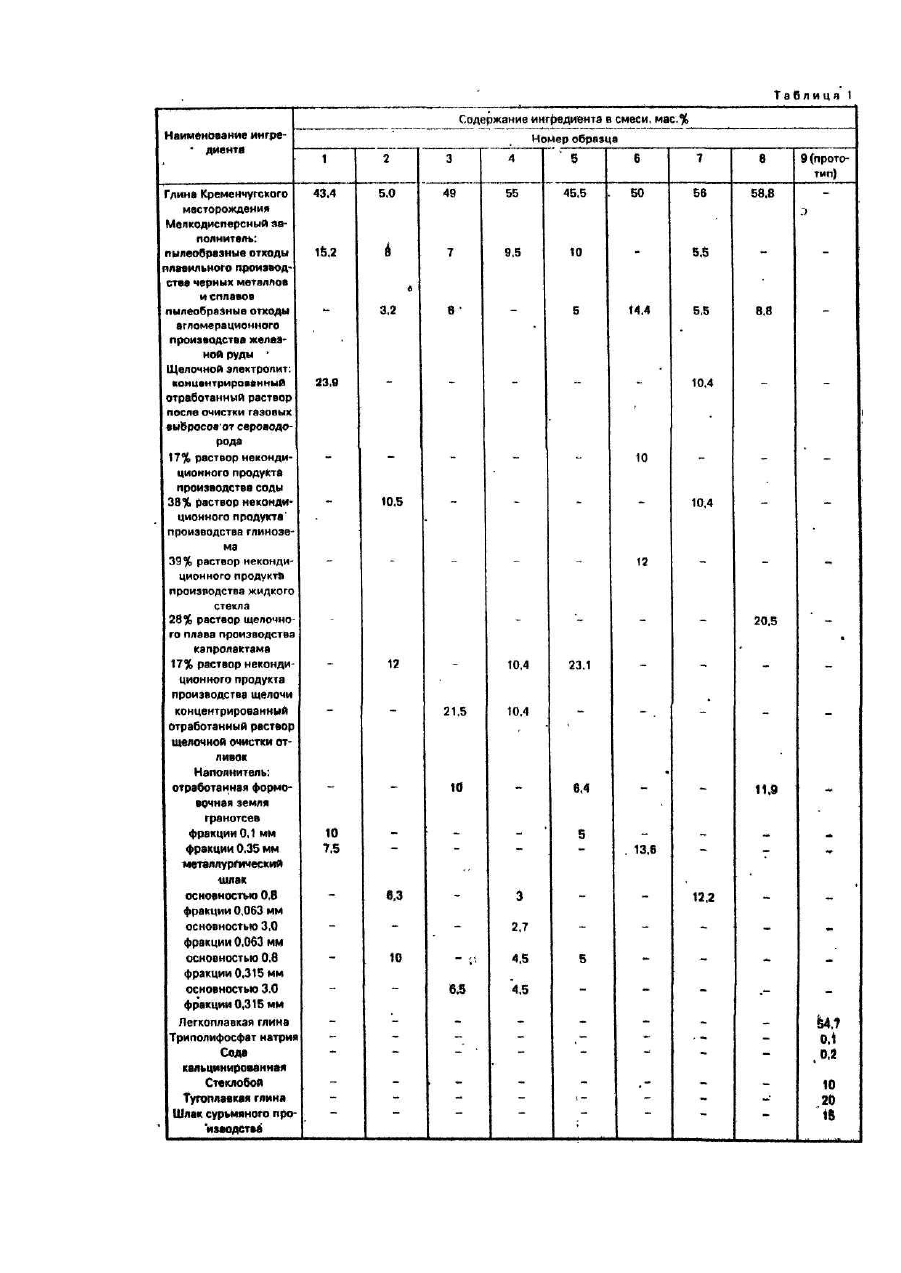
1. Способ изготовления керамических изделий, включающий смешение глины с мелкодисперсным заполнителем, минеральным неорганическим наполнителем и щелочным электролитом, формование изделий, сушку и обжиг, отличающийся тем, что в качестве мелкодисперсного заполнителя используют пылеобразные отходы плавильного производства черных металлов и сплавов и/или пылеобразные отходы агломерационного производства железной руды, в качестве щелочного электролита применяют водный раствор отхода, содержащий соль щелочного металла в количестве 15-28 мас.% и/или водный раствор отхода, содержащий гидроксид щелочного металла в количестве 15-28 мас.%, а в качестве минерального неорганического наполнителя - отработанную формовочную землю и/или гранотсев фракции 0,1-0,35 мм, и/или металлургический шлак с основностью 0,8-3,0 фракции 0,063-0,315мм при следующем соотношении компонентов, мас.%:
причем минеральный неорганический наполнитель вводят после смешения глины с мелкодисперсным заполнителем и щелочным электролитом, сушку изделий ведут при 80-120°С, при этом в процессе сушки осуществляют изотермическую выдержку при 80-100°С продолжительностью 30-50% от всего цикла сушки, а обжиг проводят при 800-900°С.
2. Способ по п.1, отличающийся тем, что вводят щелочной электролит температуры 40-65°С.
Текст
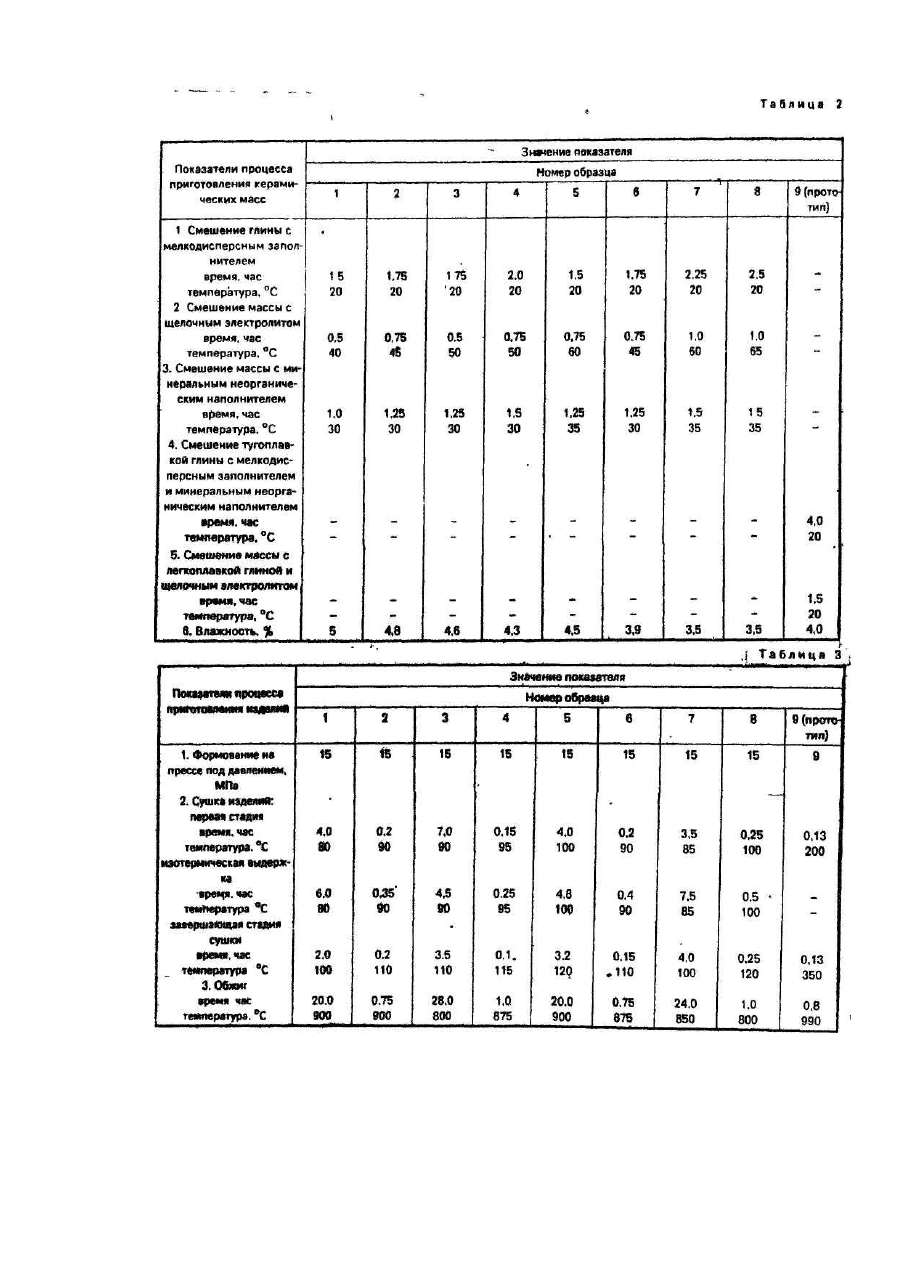
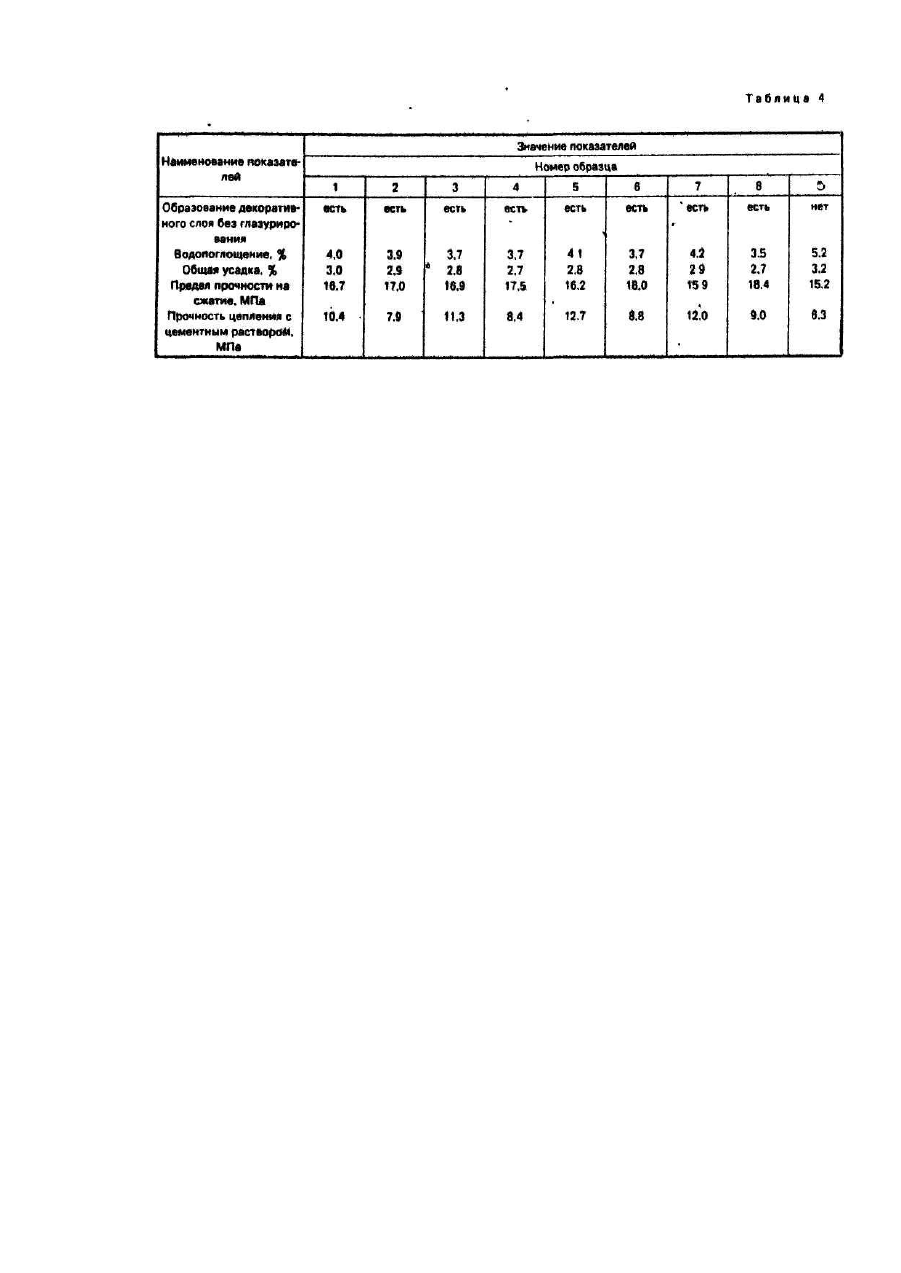
Изобретение относится к промышленности строительных материалов, в частности, к способам получения облицовочных изделий. Известен способ изготовления облицовочных керамических изделий [Авт.св. СССР №1424307, кл. С 04 В 32/00], при котором глину или смесь глины с жидким стеклом в количестве 2-6 мас.% смешивают с гранотсевом в количестве 8-78 мас.%, стеклобоем в количестве 15-25 мас.% и диопсидом в количестве 5-75 мас.%, полученную массу увлажняют до влажности 7-9%, формуют изделие, сушат, обжигают при 1050°С и оплавляют поверхность с помощью плазменного генератора для получения защитного слоя. Недостатком известного способа является необходимость специальной операции и специального оборудования для получения защитного слоя, что приводит к удлинению и усложнению процесса изготовления изделий. Кроме того, необходимость обжига при температуре 1050°С увеличивает затраты энергии и повышает стоимость изготовления. Известен способ изготовления фасадных плиток [Авт.св СССР №1592302, кл. С 04 В 33/00], при котором тугоплавкую глину в количестве 15-20 мас.%, мелкодисперсный заполнитель - сурьмяный шлак в количестве 7-15 мас.% и минеральный неорганический наполнитель - стеклобой в количестве 10-18 мас.% смешивают в течение 3-4 часов, после чего вводят щелочной электролит в количестве 0,3 мас.% и легкоплавкую глину в количестве 55-60 мас.% и перемешивают 1-1,5 часа. Полученную массу обезвоживают, сушат и формуют плитки. После этого изделия сушат при 180-200°C, наносят глазурную суспензию и сушат при 280-350°С, затем обжигают при 980-1020°С в течение 48 минут. Недостатком известного способа является то, что составі используемый для получения керамических изделий, не позволяет получить защитный слой, так как вследствие небольшого количества электролита в сочетании с большим количеством плотной глины не обеспечивается диффузия щелочного электролита в наружный слой изделия. Поэтому для получения защитного слоя используется дополнительная операция глазурирование, что, в свою очередь, усложняет технологический процесс получения изделий. Кроме того, изделия, изготавливаемые известным способом из указанного состава, обладают повышенным водопоглощением и усадкой, пониженной прочностью и невысокой прочностью сцепления с цементным раствором. Кроме того, наличие в составе тугоплавкой глины приводит к увеличению температуры обжига, вследствие чего повышаются энергозатраты. В основу изобретения поставлена задача создать такой способ изготовления керамических изделий, в котором новый состав и новые режимы технологического процесса позволили бы получать изделия с защитно-декоративным слоем без применения специальных операций, а также повысить механическую прочность изделий, прочность их сцепления с цементным раствором, снизить водопоглощение и усадку. Поставленная задача решается тем, что в способе изготовления керамических изделий, включающем смешение глины с мелкодисперсным заполнителем, минеральным неорганическим наполнителем и щелочным электролитом, формование изделий, сушку и обжиг, согласно изобретению в качестве мелкодисперсного заполнителя используют пылеобразные отходы плавильного производства черных металлов и сплавов и/или пылеобразные отходы агломерационного производства железной руды, в качестве щелочного электролита применяют водный раствор отхода, содержащий соль щелочного металла в количестве 15-28 мас.% и/или водный раствор отхода, содержащий гидроксид щелочного металла в количестве 5-28 мас. %, а в качестве минерального неорганического наполнителя - отработанную формовочную землю и/или гранотсев фракции 0,1-0,35 мм, и/или металлургический шлак с основностью 0,83,0 фракции 0,063-0,315.мм при следующем соотношении компонентов, мас.%: причем минеральный неорганический наполнитель вводят после смешения глины с мелкодисперсным заполнителем и щелочным электролитом, сушку изделий ведут при 80-120°С, при этом в процессе сушки осуществляют изотермическую выдержку при 80-100°С продолжительностью 30-50% от всего цикла сушки, а обжиг проводят при 800-900°С. Вводят щелочной электролит температуры 40-65°С. Преимущество заявляемого способа заключается в следующем. Благодаря использованию в способе указанных компонентов, после их смешения образуемся масса с большим количеством микропор, которые в процессе сушки отформованного изделия способствуют перемещению щелочного электролита, увлекаемого парами воды, в наружные слои изделия. Благодаря изотермической выдержке происходит равномерное распределение продиффундировавшего электролита в поверхностном слое, что позволяет исключить образование высолов, при этом в результате смешения верхних слоев керамической массы с продиффундировавшим электролитом по всей поверхности изделия образуется слой легкоплавких компонентов, которые б процессе обжига при 800-900°С образуют плотный декоративный стеклообразный слой. Благодаря защитному слою существенно снижается водопоглощение изделий. А так как стеклообразный слой образуется по всей поверхности изделий, увеличивается прочность сцепления изделий (кирпича или плитки) с раствором, например, цементным, при их укладке, что обуславливается химическим взаимодействием стеклообразного слоя с раствором. Кроме того, при обжиге изделия в результате взаимодействия составляющих керамической массы с частью щелочного электролита образуются плавни, увеличивающие спекаемость компонентов и способствующие более прочному скреплению между собой частиц керамической массы. Благодаря этому повышается механическая прочность изделий, уменьшаются усадочные явления, снижается водопоглощение. Способ осуществляют следующим образом. Глину в количестве 43,4-58,8 мас.% и пылеобразные отходы плавильного производства черных металлов и сплавов или пылеобразные отходы агломерационного производства железной руды или смесь указанных пылеобразных отходов в количестве 8,8-15,2 мас.% загружают в смеситель и перемешивают в течение 1.5-2,5 часа при 18-20°С. Добавляют щелочной электролитводный раствор отхода, содержащий 15-28 мас.% соли щелочного металла или водный раствор отхода, содержащий 15-28 мас.% гидроксида щелочного металла или смесь указанных водных растворов - в количестве 20,5-23,9 мас.%, причем температура вводимого щелочного электролита должна составлять 40-65°С, и перемешивают в течение 0,5-1 часа. Затем вводят отработанную формовочную смесь или гранотсев фракции 0,1-0,35мм или металлургический шлак основностью 0,8-3,0 фракции 0,063-0,315мм или смесь указанных отходов в любом сочетании в количестве 11,9-17,5 мас.% и перемешивают 1,0-1,5 часа при 30-35°С. Влажность полученной керамической массы должна составлять 3,5-5%. Из готовой массы формуют изделия, например, плитки или кирпичи, на прессе под давлением 10-15 МПа и сушат при 80-120°С в течение 0,5-15 часов (в зависимости от толщины изделия), при этом в процессе сушки осуществляют изотермическую выдержку продолжительностью 30-50% от всего цикла сушки. После этого изделие обжигают при 800-900°С в течение 0,75-28 часов (в зависимости от толщины изделия). В случае необходимости получения изделий различных оттенков, в состав керамической массы одновременно с щелочным электролитом можно вводить минеральный неорганический краситель, например, диоксид марганца МnО2, оксид железа Fe2O3, смесь диоксида марганца и оксида железа, оксид хрома Сr2О3. Ниже дана характеристика продуктов, используемых в заявляемом способе. Пылеобразные отходы плавильного производства черных металлов и сплавов представляют собой продукт от красно-коричневого до темно-коричневого цвета фракции менее 0,05 мм, образуются при удалении газов от плавильных печей и содержат 55-70% Fe2O3, 5-10% SiO2, 6-8% AI2O 3, 3-5% СаО, 3-5% МgО. Пылеобразные отходы агломерационного производства железной руды представляют собой продукт от темно-красного до темно-коричневого цвета фракции менее 0,08 мм, образуются при очистке газов агломерационных машин и содержат 55-70% Fe2O3, 5-10% SiO2, 8-10% СаО, 6-8% Аl2О 3. В качестве водного раствора отхода, содержащего соли, используют концентрированный отработанный раствор после очистки газовых выбросов от сероводорода или раствор некондиционного продукта производства соды, или раствор некондиционного продукта производства глинозема, или раствор некондиционного продукта производства жидкого стекла, или раствор щелочного плава производства капролактама, или смесь указанных растворов в любом сочетании. Концентрированный отработанный раствор после очистки газов от сероводорода образуется после очистки газов гидроксидами натрия или калия, или карбонатами натрия или калия и содержат от 18 до 27 мас.% сульфида натрия Na2S, или сульфида калия K2S. Некондиционный продукт производства соды содержит от 70 до 85% карбоната натрия Na2CO3. Перед использованием готовят 17-36% водный раствор продукта при 40-65°С. Некондиционный продукт производства глинозема содержит 30-40% карбоната калия К2СО3 и 35-45% карбоната натрия Na2CO3. Перед использованием из некондиционного продукта готовят 17-38% водный раствор при 40-65°С. Некондиционный продукт производства жидкого стекла содержит от 60 до 75% силиката натрия Na2SiO3 или силиката калия K2SiO3. Перед использованием из продукта приготавливают 18-39% водный раствор при 40-65°С. Щелочной плав производства капролактама содержит 80% карбоната натрия Na2CO3 и 20% гидроксида натрия NaOH. Перед использованием из щелочного плава готовят 15-28% водный раствор при 40-65°С. В качестве водного раствора отхода, содержащего гидроксид щелочного металла используют, например, раствор некондиционного продукта производства щелочи или концентрированный отработанный раствор щелочкой очистки отливок плотностью 1250-1370 кг/м 3, или смесь указанных растворов. Некондиционный продукт производства щелочи содержит от 30 до 50% гидроксида калия КОН или гидроксида натрия NaOH и от 20 до 40% карбоната натрия Na2СО3 или карбоната калия К2СО3. Перед использованием из некондиционного продукта готовят 17-42% водный раствор при 40-65°С. Концентрированный отработанный раствор щелочной очистки отливок представляет собой водный раствор, содержащий 10-20% гидроксида натрия NaOH или калия КОН и 10-15% силиката натрия Na2SiO3 или калия K2SiO3. Отработанная формовочная земля представляет собой отход литейного производства, образующийся после разливки жидкого металла в песчаноглинистые формы. Продукт представляет собой фракцию песка размером 0,15-0,21мм и содержит 93-94% SiO2, 2-4% Аl2 О3 и 1-2% коксообразных частиц. Гранотсев представляет собой отход производства гранитного щебня фракций 10-25мм и 25-40 мм. В заявляемом способе используют гранотсев фракции 0,1-0,35 мм. Металлургический шлак представляет собой отход, образующийся в процессе выплавки черных металлов и сплавов в электродуговых, индукционных и мартеновских (емкостью 30-450 тонн) печах. Продукт содержит 16-30% SiO2, 36-55% СаО, 4-10% FeO, 2-11% Аl2О 3, 1-2,5% Fe 2O 3. 1-3% MnO. Примеры составов керамических масс, используемых в заявляемом и известном способах, приведены в табл.1. В табл.2 приведены параметры приготовления керамических масс. Из составов 1, 3, 5, 7 изготавливали кирпичи размером 65x120x250 мм, а из составов 2, 4, 6, 8, 9 - плитки размером 6x150x150 мм. Параметры изготовления изделий приведены в табл.3. Полученные изделия исследовали на образование защитного слоя и подвергали испытаниям на водопоглощение, прочность на сжатие, прочность сцепления с цементным раствором, усадку. Результаты испытаний приведены в табл. 4. Исследования показали, что все образцы изделий, полученные заявляемым способом, имели защитнодекоративный слой по всей наружной поверхности. В образце-прототипе образование такого слоя не наблюдалось. При этом, как видно из результатов испытаний, у изделий, изготовленных предлагаемым способом, улучшились эксплуатационные характеристики: по сравнению с изделием-прототипом водопоглощение снизилось в 1,2-1,5 раза, усадочные явления уменьшились в 1,1-1,2 раза, повысились предел прочности в 1,05-1,2 раза и прочность сцепления с цементным раствором в 1,3-2 раза.
ДивитисяДодаткова інформація
Автори англійськоюTsaplina Maryna Yevhenivna, Husiev Mykola Vasyliovych, Yatsenko Oleksii Mykhailovych, Tkachiov Yurii Mykolaiovych, Onatskyi Oleh Oleksandrovych
Автори російськоюЦаплина Марина Евгеньевна, Гусев Николай Васильевич, Яценко Алексей Михайлович, Ткачев Юрий Николаевич, Онацкий Олег Александрович
МПК / Мітки
МПК: C04B 41/80, C04B 33/02
Мітки: виробів, керамічних, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/6-21131-sposib-vigotovlennya-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення керамічних виробів</a>
Спосіб виготовлення металізованих керамічних виробів
Номер патенту: 5639
Опубліковано: 28.12.1994
Автори: Кожушко Григорій Мефодійович, Гур'янов Ігор Валерійович, Самусенко Юрій Васильович, Магда Віктор Іванович, Вов'янко Сергій Олександрович
МПК: C04B 41/88, C04B 41/85
Мітки: керамічних, металізованих, спосіб, виготовлення, виробів
Формула / Реферат:
Способ изготовления металлизированных керамических изделий путем пропитки поверхности предварительно обожженной керамики водным раствором вольфрамата аммония с последующим обжигом, отличающийся тем, что пропитку осуществляют 20-23% водно-аммиачным раствором вольфрамата аммония.
Зв’яки для виготовлення керамічних виробів методом екструзії
Номер патенту: 16368
Опубліковано: 29.08.1997
Автори: Криворучко Павло Петрович, Верба Людмила Іванівна, Денисенко Олена Олександрівна, Бадьін Геннадій Іванович, П'яних Неля Леонідівна
МПК: C04B 35/63, C04B 35/622, C04B 35/66
Мітки: зв'яки, екструзії, виробів, виготовлення, керамічних, методом
Формула / Реферат:
Связка для изготовления керамических изделий методом экструзии, включающая воду, глицерин и полиакриламид, отличающаяся тем, что, с целью снижения продолжительности сушки и увеличения выхода годных изделий без изменения их плотности, она содержит дополнительно метилцеллюлозу и продукт переработки сульфатосодержащих отходов акрилатних производств на основе фенола при следующем соотношении компонентов, мас.%,:Глицерин ...
Спосіб виготовлення стінових керамічних виробів із вуглевідходів
Номер патенту: 1920
Опубліковано: 20.12.1994
Автори: Рубін Юрій Михайлович, Михайлов Володимир Іванович
МПК: C04B 33/02, C04B 18/04
Мітки: керамічних, виготовлення, стінових, виробів, вуглевідходів, спосіб
Формула / Реферат:
Способ изготовления стеновых керамических изделий из углеотходов, включающий смешивание измельченных отходов гравитационного обогащения углей с отходами флотационного обогащения, формование и обжиг, отличающийся тем, что отходы флотации подают в смеси в виде суспензии влажностью 50-80 % в количестве 19-36 мас. % сухого вещества.
Шихта для виготовлення керамічних будівельних виробів
Номер патенту: 10024
Опубліковано: 30.09.1996
Автори: Соболь Григорій Григорович, Тахтаров Микола Миколайович, Шмиговський Микола Якович, Чернишов Юрій Олексійович, Войтенко Борис Іванович, Васьковський Сергій Володимирович, Рубчевський Валерій Миколайович, Хлопков Леонід Піменович
МПК: C04B 18/14, C04B 18/12, C04B 33/00
Мітки: керамічних, виготовлення, виробів, будівельних, шихта
Формула / Реферат:
Шихта для изготовления керамических строительных изделий, включающая глину и отходы гравитационного углеобогащения, отличающаяся тем, что она дополнительно содержит осадки центральных очистных сооружений хлорной металлургии при следующем соотношении компонентов, мас.%:Глина 10-30Осадки центральных очистных...
Спосіб виготовлення керамічних виробів
Номер патенту: 17333
Опубліковано: 01.04.1997
Автори: Малоштан Сергій Миколайович, Смоляр Анатолій Сергійович, Бархоленко Вячеслав Олександрович
МПК: C04B 35/64, C04B 33/32
Мітки: виробів, виготовлення, керамічних, спосіб
Формула / Реферат:
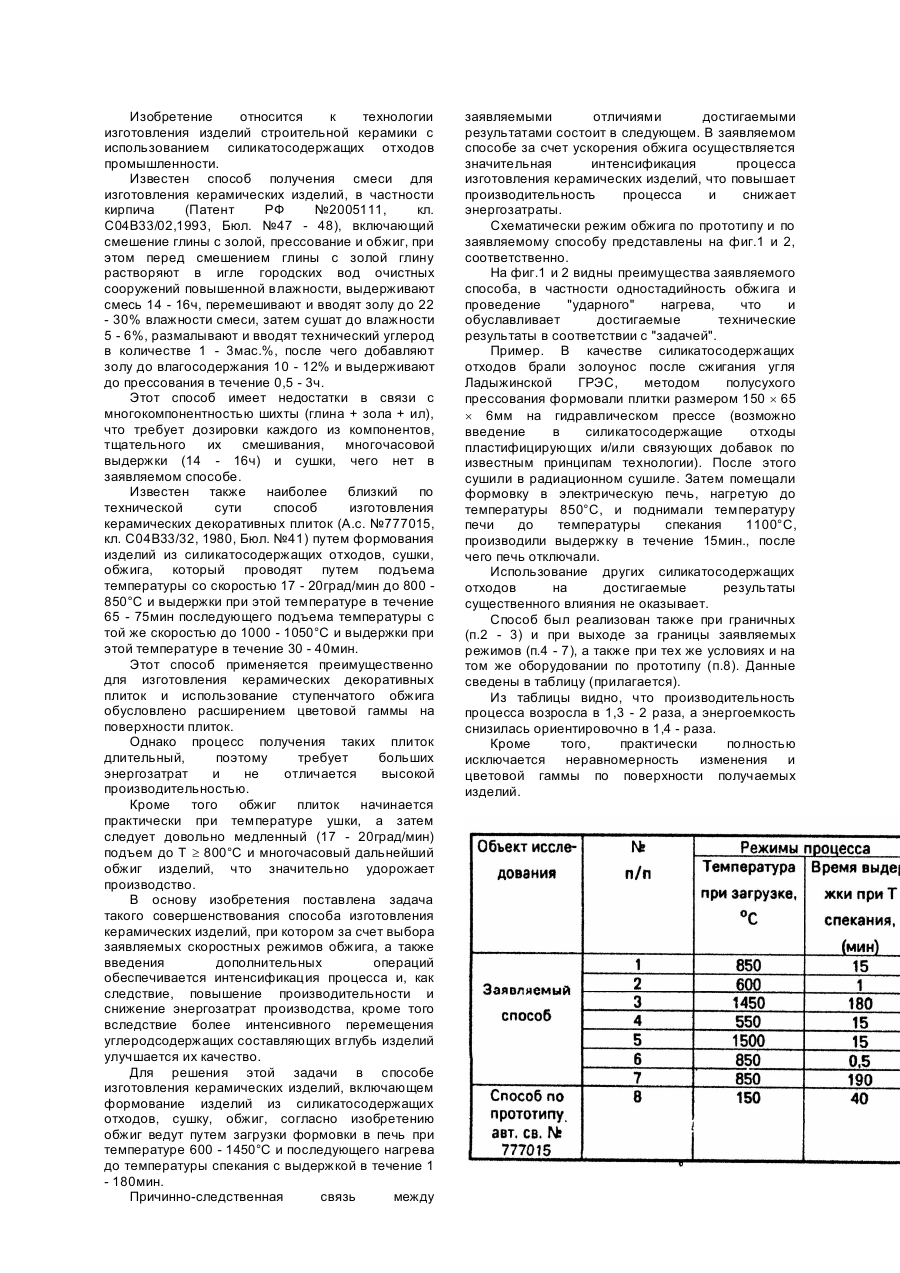
Способ изготовления керамических изделий, включающий формование изделий из силикатосодержащих отходов, сушку, обжиг, отличающийся тем, что обжиг ведут путем загрузки формовки в печь при температуре 600 - 1450°C и последующего нагрева до температуры спекания с выдержкой в течение 1 - 180мин.
Попередній патент: Спосіб очищення основи для приготування поживних середовищ
Наступний патент: Спосіб прогнозування течії виразкової хвороби дванадцятипалої кишки
Випадковий патент: Спосіб і прилад активації водню