Пристрій для подавання заготовки в штамп
Формула / Реферат
Устройство для подачи заготовки в штамп, содержащее каретку с механизмом зажима заготовки и шарниром, выполненную с возможностью возвратно-поступательного перемещения в направлении подачи заготовки и кинематически связанную рычагами с подвижной плитой штампа, отличающееся тем, что оно снабжено дополнительной кареткой с шарниром, выполненной с возможностью возвратно-поступательного перемещения в направлении хода подвижной плиты и подпружиненной к ней на части этого хода, одни концы двух расположенных под постоянным углом рычагов закреплены между собой с возможностью их одновременного поворота, а другие концы рычагов выполнены с возможностью продольного перемещения в шарнирах двух указанных кареток.
Текст
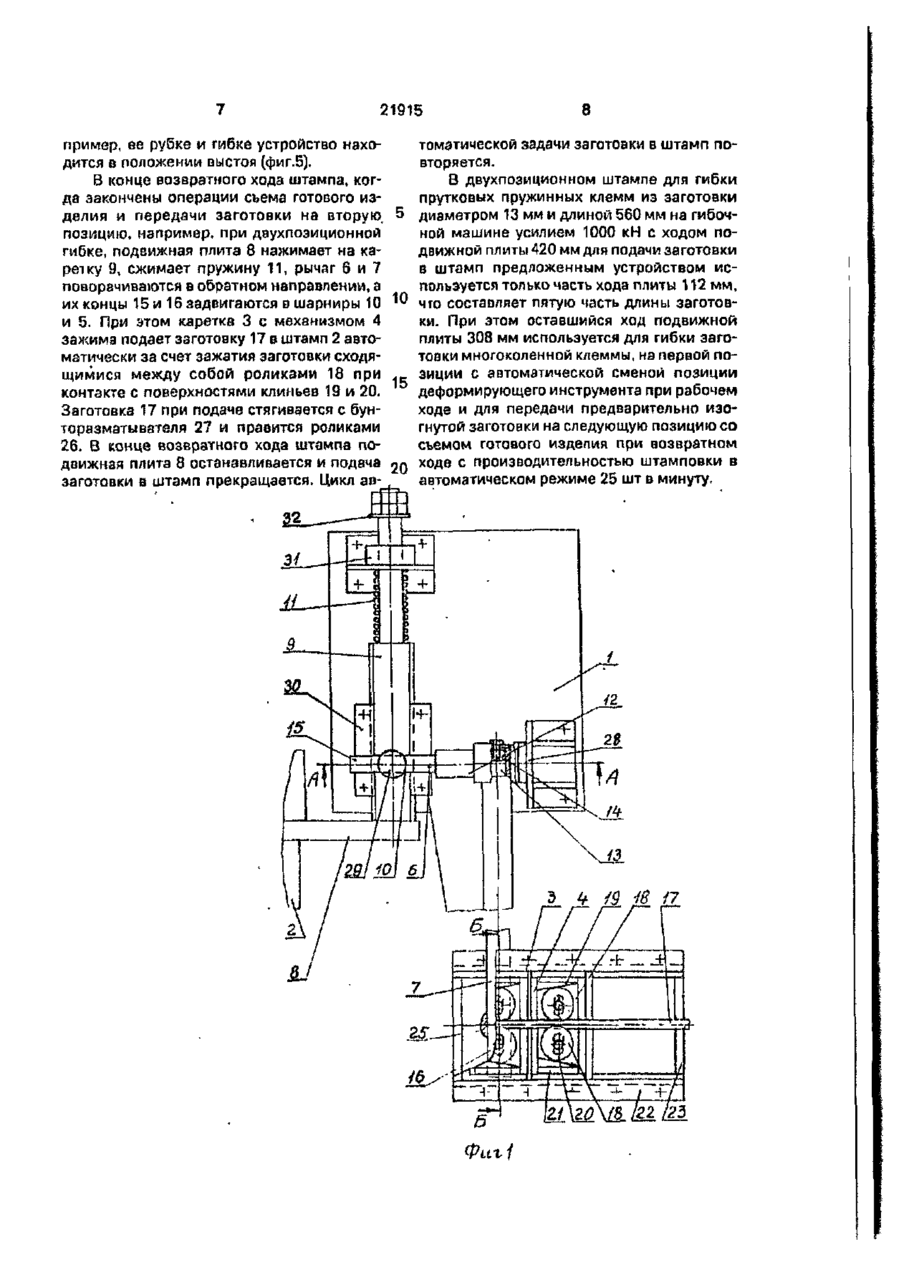
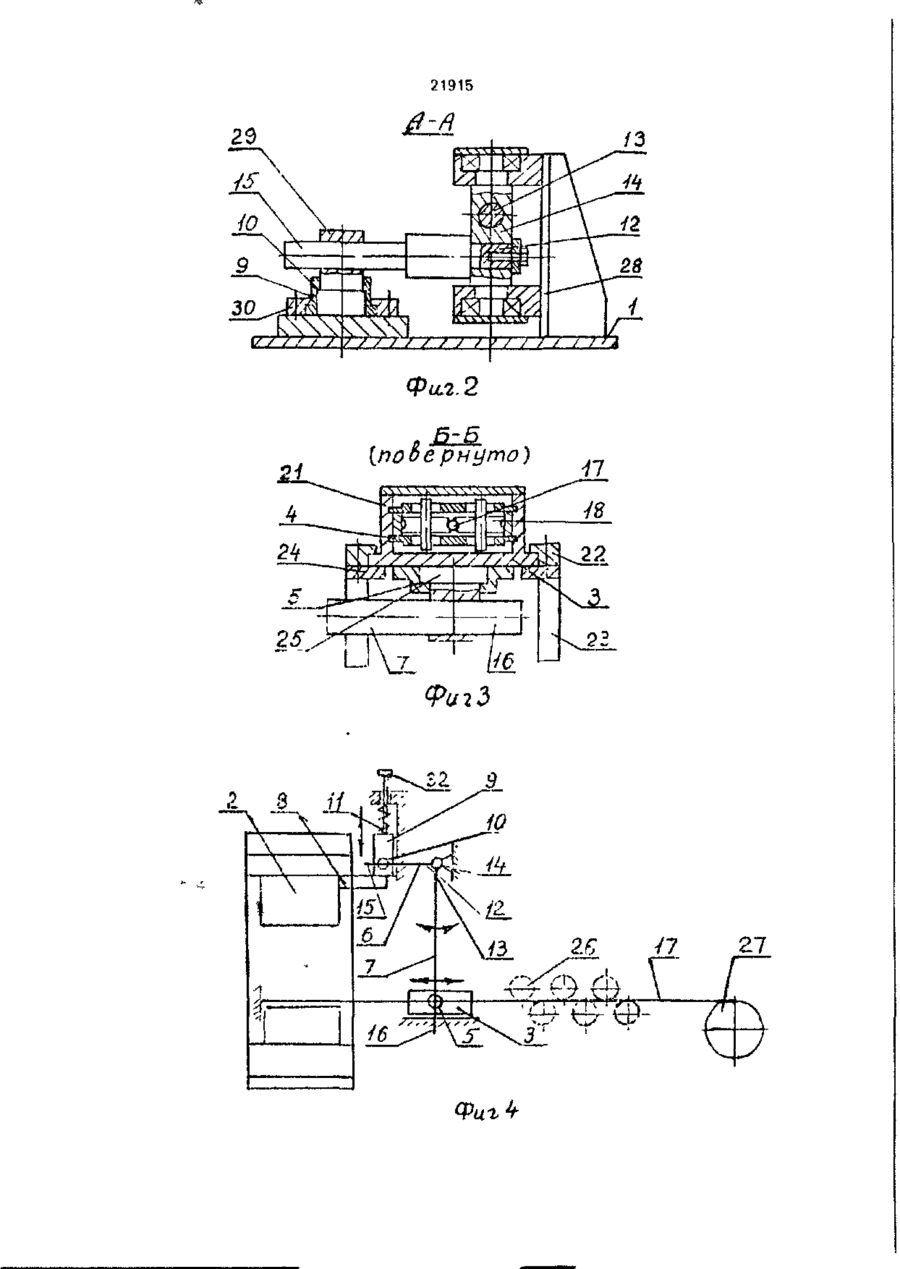
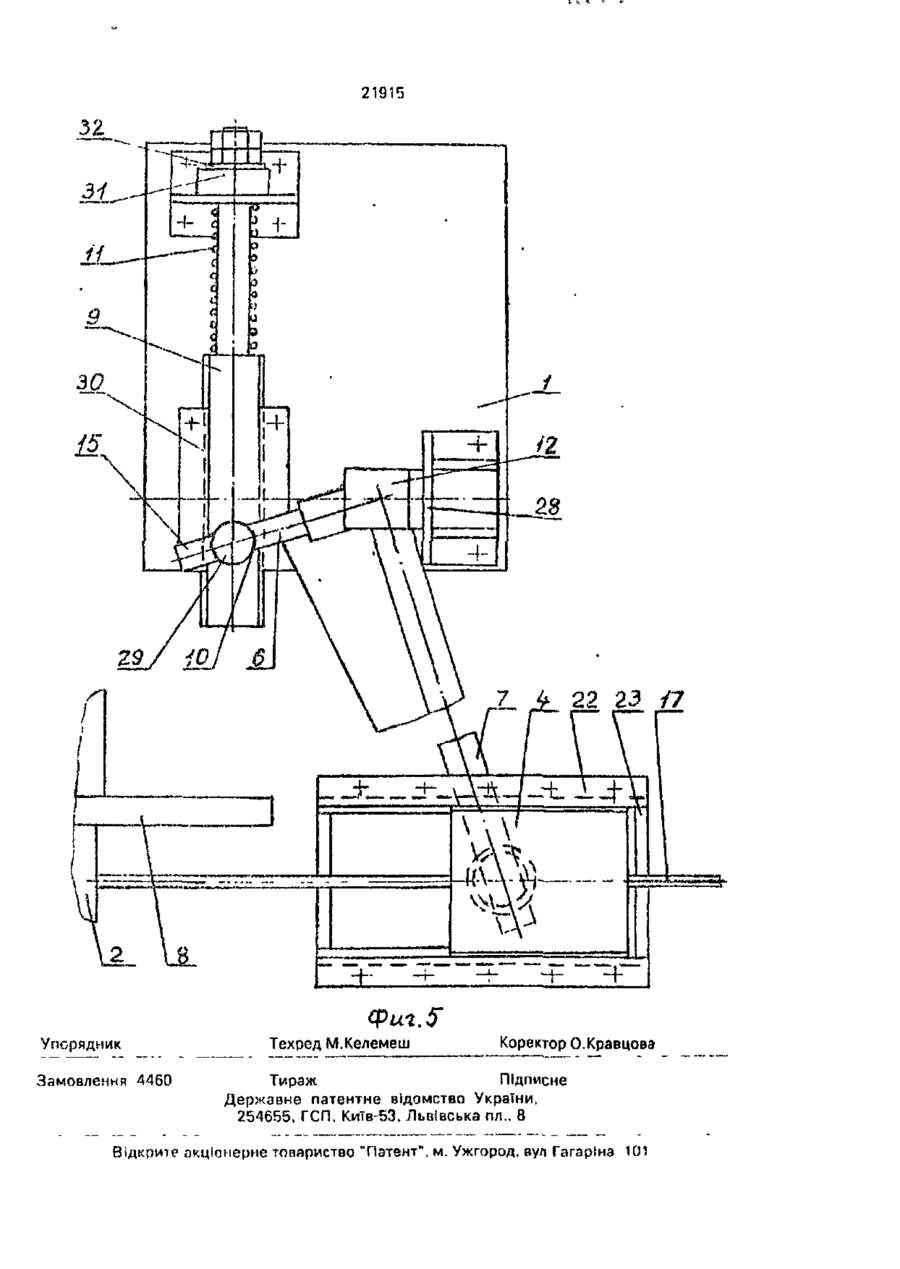
Устройство для подачи заготовки в штамп, содержащее каретку с механизмом зажима заготовки и шарниром, выполненную с возможностью возвратно-поступа тельного перемещения в направлении подачи заготовки и кинематически связанную рычагами с подвижной плитой штампа, о т л и ч а ю щ е е с я тем, что оно снабжено дополнительной кареткой с шарниром, выполненной с возможностью возвратно-поступательного перемещения в направлении хода подвижной плиты и подпружиненной к ней на части этого хода, одни концы двух расположенных под постоянным углом рычагов закреплены между собой с возможностью их одновременного поворота, а другие концы рычагов выполнены с возможностью продольного перемещения в шарнирах двух указанных кареток Изобретение относится к обработке металлов давлением и предназначено для использования в металлургической промышленности при производстве сложных деталей из прутка между ними углом Причем, другие концы двух рычагов соединены в разных местах шарнирами один с кареткой и второй - с неподвижной плитой штампа, а другой конец третьего рычага соединен шарниром с подвижной плитой штампа Недостатком этого устройства является незначительное перемещение каретки при использовании полного хода подвижной плиты штампа и, как следствие, ограниченная длина заготовки, которую можно подать в штамп Это не позволяет при любом соотношении длины рычагов использовать устройство с такой кинематикой для гибки заготовки с длиной, в несколько раз превосходящей используемый для подачи заготовки ход подвижной плиты штампа, так как гибку изделий необходимо производить после подачи заготовки в штамп, а хода по Известно устройство для подачи заготовки в штамп [1]. содержащее каретку с механиэ Юм зажима заготовки и шарниром, выполненную с возможностью возвратнопоступательного перемещения в направлении подачи заготовки и кинематически связанную рычагами с подвижной плитой штампа Эти признаки совпадают с существенными признаками заявляемого изобретения Устройство имеет три рычага, соединенные на концах одним шарниром, вокруг которого они могут вращаться независимо друг от друїа иод изменяющимся 21915 движной плиты для этой цели практически не хватает. Для описанных аналогов общими причинами, препятствующими получению требуемого технического результата является малое, сравнимое с ходом подвижной плиты штампа перемещение заготовки при подаче в штамп и ограниченные технологические возможности изготовления в штампе с описанными устройствами в автоматическом режиме изделий сложной формы с большой длиной заготовки. В основу изобретения поставлена задача создания такого устройства для подачи заготовки в штамп, в котором новое конструктивное выполнение и взаимосвязь деталей устройства позволили бы на незначительном участке хода подвижной плиты штампа подать в штамп заготовку с длиной, в несколько раз превышающей этот участок хода. Поскольку в момент подачи заготовки в штамп выполнение с ней операций невозможно, в случае подачи заготовки на малом участке хода подвижной плиты оставшийся ход можно использовать, например, для многоколейной гибки заготовки, автоматической смены позиции деформирующего инструмента, передачи предварительно сдеформированной заготовки на следующую позицию, съем готовой детали и т.д. Таким образом, расширяются технологические возможности изготовления в штампе в автоматическом режиме изделий сложной формы, требующих для формообразования нескольких переходов с большим ходом подвижной плиты штампа. 10 15 20 25 30 35 Для решения указанной задачи устройство для подачи заготовки в штамп содержит каретку с механизмом зажима 40 заготовки и шарниром, выполненную с возможностью возвратно-поступательного перемещения в направлении подачи заготовки и кинематически связанную рычагами с подвижной плитой штампа. В отли- 45 чие от прототипа устройство снабжено дополнительной кареткой с шарниром, выполненной с возможностью возвратно-поступательного перемещения в направлении хода подвижной плиты и подпружиненной к ней на части этого хода, одни концы двух расположенных под постоянным углом рычагов закреплены между собой с возможностью их одновременного поворота, а другие концы рычагов выполнены с возможностью 55 продольного перемещения в шарнирах двух указанных кареток. Вышеизложенные общие, достаточные во всех случаях существенные признаки за являемого изобретения обеспечивают получение технического результата, заключающегося в подаче в штамп заготовки с длиной, в несколько раз превышающей участок хода подвижной плиты штампа, используемый для подачи. За счет этого расширяются технологические возможности изготовления в штампе в автоматическом режиме изделий сложной формы, требующих для формообразования нескольких переходов из заготовок большой длины. Снабжение устройства дополнительной кареткой с шарниром, выполненным с возможностью возвратно-поступательного перемещения в направлении хода подвижной плиты и подпружиненной к ней на части этого ходз, позволяет точно ограничить в конце возвратного хода подвижной плиты штампа участок, на котором происходит подача заготовки в штамп, и возвратить под действием пружины механизм зажима заготовки в исходное положение в начале рабочего хода подвижной плиты штампа. Закрепление между собой концов двух расположенных под постоянным углом рычагов с возможностью их одновременного поворота и выполнение двух других концов рычагов с возможностью продольного перемещения в шарнирах каретки механизма зажима заготовки и дополнительной каретки дает возможность установить необходимое соотношение длин рычагов, которое будет прямо пропорционально перемещению соответствующих концов рычагов с каретками. В результате при малом перемещении конца одного рычага меньшей длины, взаимодействующего через дополнительную каретку с подвижной плитой штампа, точно обеспечивается в несколько раз большее перемещение конца второго рычага большей длины, взаимодействующего с кареткой механизма зажима заготовки. При этом поворот рычагов не препятствует движению кареток по своим направлениям благодаря продольному перемещению концов рычагов внутри шарниров кареток Описанная конструкция устройства обеспечивает подачу в штамп заготовки большой длины на малом участке хода подвижной плиты и позволяет использовать остальной участок хода для формообразования в штампе изделий сложной формы, требующих большого хода деформирования, смены позиции деформирующего инструмента или передачи заготовки на другую позицию. Сущность изобретения поясняется чертежами, на которых изображено: на фиг.1 21915 общий вид устройства в момент окончания При этом в направлении рабочего хода поподачи заготовки в штамп; на фиг.2 - разрез движной плиты перемещение происходит А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1; под воздействием пружины 11, которая одна фиг.4 - кинематическая схема автоматиним концом упирается в каретку 9, а другим ческой линии с устройством; на фиг.5- об- 5 концом-в неподвижную опору 31. В отверщий вид устройства в момент выстоя перед стие опоры 31 проходит цилиндрическая подачей заготовки в штамп. часть каретки 9. которая на конце имеет упор 32, ограничивающий ход каретки. Устройство 1 (фиг. 1-4) для подачи заготовки в штамп 2 содержит каретку 3 с мехаНеобходимая величина хода подачи занизмом 4 зажима заготовки и шарниром 5. *® готовки 17 в штамп 2 и величина части возКаретка 3 выполнена с возможностью возвратного хода подвижной плиты 8, при вратно-поступательного перемещения в накотором возможна задача прутка в штамп правлении подачи заготовки в штамп 2 и без помех для осуществления в штампе декинематически связана рычагами 6 и 7 с формирующих или вспомогательных операподвижной плитой 8 штампа. Устройство 1 15 ций с заготовкой, являются параметрами снабжено дополнительной кареткой 9 с для выбора соотношения длины рычагов 6 и шарниром 10, которая выполнена с возмож7 устройства. Например, если величина хода ностью возвратно-поступательного перемезаготовки в пять раз превышает величину щения в направлении хода подвижной 2Q части указанного хода подвижной плиты, то плиты 8 и подпружинена пружиной 11 к попри угле между рычагами 6 и 7 равном 90° движной плите штампа на части этого хода. рычаг 7 будет в пять раз длиннее рычага 6. Концы 12 и 13 двух расположенных под поУстройство работает следующим обрастоянным углом рычагов 6 и 7 закреплены зом. между собрй, например, на одной оси 14 с возможностью их одновременного поворо- 25 Из бунторазматывателя 27 через холота с этой осью. Другие концы 15 и 16 рычагов стые правильные ролики 26 и механизм 4 6 и 7 выполнены с возможностью продользажима заготовка 17 вначале вручную проного перемещения в шарнирах 5 и 10 каретягивается в штамп 2 на необходимую для ток 3 и 9. 30 формообразования длину. При рабочем ходе штампа 2 подвижная плита 8 перемещаВ каретке 3 размещены два ролико-клиновых механизма 4 зажима заготовки 17, ется вначале с кареткой 9, которая представляющих собой каждый два аксиприжимается к плите 8 пружиной 11. Вмеально расположенных ролика 18, подпружисте с кареткой 9 перемещается шарнир 10 с ненных с возможностью перемещения 35 осью 29 и концом 15 рычага 6. который понавстречу друг другу и в направлении сужеворачивается вместе с рычагом 7 благодаря ния контактирующих с ними наклонных позакреплению своих концов 12 и 13 на оси 14. верхностей 19 и 20, закрепленных на рамке Одновременно конец 15 рычага 6 выдвига21. Рамка 21 прикреплена к каретке 3, котоется по отверстию оси 29. Поворзчиваясь, рая может передвигаться вдоль заготовки рычаг 7 другим своим концом 16 через 17 по направляющим 22 станины 23. К нижшарнир 5 перемещает каретку 3 и выдвиганей части каретки 3 прикреплена кольцевая ется по отверстию оси 25. Смонтированный опора 24, которая вместе с входящей в опона каретке 3 механизм 4 зажима заготовки ру цилиндрической осью 25 образует шарперемещается в сторону, противоположную нир 5. По цилиндрическому отверстию в оси направлению подачи заготовки в штамп. Ро25 может перемещаться вдоль своей пролики 18 механизма зажима, обкатываясь по дольной оси конец 16 рычага 7. На одной заготовке 17, выходят из плотного зацеплелинии с кареткой 3 расположены холостые ния с поверхностями клиньев 19 и 20, и правильные ролики 26 с бунторазматыватезаготовка 17 остается неподвижной, так как лем 27 заготовки. Ось 14, в расположенные тормозится роликами 26. Перемещение капод углом отверстия которой вставлены конретки 9 продолжается в направлении хода цы 12 и 13 рычагов 6 и 7, может поворачиподвижной плиты 8 только на части этого ватьсп в стойке 28. Конец 15 рычага 6 может хода, пока упор 32 не упрется в неподвижпри его повороте перемещаться в цилиндрическом отверстии оси 29, которая встав- 55 ную опору 31. Величина хода каретки 9 подбирается такой, чтобы ход каретки 3, лена с возможностью поворота в каретку 9 кинематически связанной с кареткой 9 рыи образует шарнир 10. Каретка 9 по направчагами 6 и 7, был равен длине заготовки 17, ляющим 30 может передвигаться в направкоторую надо подать в штамп. В момент лении хода подвижной плиты 8 штампа 2. деформирования заготовки в штампе, на 21915 8 пример, ее рубке и гибке устройство нахотоматической задачи заготовки в штамп подится в положении выстоя (фиг.5). вторяется. В конце возвратного хода штампа, когВ двухпозиционном штампе для гибки да закончены операции съема готового изпрутковых пружинных клемм из заготовки делия и передачи заготовки на вторую. диаметром 13 мм и длиной 560 мм на гибочпозицию, например, при двухпозиционной ной машине усилием 1000 кН с ходом погибке, подвижная плита 8 нажимает на кадвижной плиты 420 мм для подачи заготовки ретку 9, сжимает пружину 11, рычаг 6 и 7 в штамп предложенным устройством исповорачиваются в обратном направлении, а пользуется только часть хода плиты 112 мм, их концы 15 и 16 задвигаются в шарниры 10 10 чго составляет пятую часть длины заготови 5. При этом каретка 3 с механизмом 4 ки. При этом оставшийся ход подвижной зажима подает заготовку 17 в штамп 2 автоплиты 308 мм используется для гибки загоматически за счет зажатия заготовки сходятовки многоколенной клеммы, на первой пощимися между собой роликами 18 при зиции с автоматической сменой позиции контакте с поверхностями клиньев 19 и 20. 15 деформирующего инструмента при рабочем Заготовка 17 при подаче стягивается с бунходе и для передачи предварительно изоторазматывателя 27 и правится роликами гнутой заготовки на следующую позицию со 26. В конце возвратного хода штампа посъемом готового изделия при возвратном движная плита 8 останавливается и подача ходе с производительностью штамповки в заготовки в штамп прекращается. Цикл ававтоматическом режиме 25 шт в минуту. Фиг 1 \Г Г 7 7 / 7 / / Г/ / / / / Фи.2.2 21 {повернуто) 1' 21915 Упорядник Замовлення 4460 Техред М.Келемеш Коректор О.Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53. Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул Гагарінз 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for supply of billet into die
Автори англійськоюZhuchenko Oleksandr Mykolaiovych
Назва патенту російськоюУстройство для подачи заготовки в штамп
Автори російськоюЖученко Александр Николаевич
МПК / Мітки
МПК: B21D 43/02
Мітки: пристрій, подавання, заготовки, штамп
Код посилання
<a href="https://ua.patents.su/6-21915-pristrijj-dlya-podavannya-zagotovki-v-shtamp.html" target="_blank" rel="follow" title="База патентів України">Пристрій для подавання заготовки в штамп</a>
Штамп суміщеної дії для витяжки деталей з листової заготовки
Номер патенту: 12864
Опубліковано: 28.02.1997
Автори: Шумейко Павло Дмитрович, Шумейко Дмитрій Іванович
МПК: B21D 37/00
Мітки: дії, витяжки, заготовки, листової, суміщеної, деталей, штамп
Формула / Реферат:
(57) Штамп совмещенного действия для вытяжки деталей из листовой заготовки, содержащий упругий пуансон и установленные под ним на нижней плите подпружиненную обрубную часть матрицы и основание, несущее ограниченно перемещающуюся в последнем по оси формовочно-вырубную часть матрицы с ограничителем, отличающийся тем, что нижняя плита выполнена с каналами и снабжена рычагами, размещенными в упомянутых каналах, одним концом соединенными с нижней...
Штамп для штампування виробів з площинних заготівок

Номер патенту: 12276
Опубліковано: 25.12.1996
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 22/02
Мітки: виробів, площинних, заготівок, штамп, штампування
Формула / Реферат:
1. Штамп для штамповки изделий из плоских заготовок, содержащий неподвижную и подвижную плиты, матрицу, установленную на неподвижной плите, пуансон, закрепленный на неподвижной плите и расположенный в матрице, пуансон-матрицу, установленную на подвижной плите с возможностью взаимодействия с матрицей и пуансоном, выталкиватель, подвижно установленный в пуансон-матрицу и подпружиненный к пуансону, съемник, установленный на пуансоне и...
Штамп для виготовлення деталей з прутка
Номер патенту: 20704
Опубліковано: 07.10.1997
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: виготовлення, штамп, деталей, прутка
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что в узле окончательной гибки фиксатор заготовки установлен на подпружиненной в направлении гибки траверсе и выполнен в виде опорной пластины с выступом,...
Штамп для пробивання отворів в трубах
Номер патенту: 15878
Опубліковано: 30.06.1997
Автори: Шнітман Лев Ісакович, Поданенко Володимир Ілліч
МПК: B21D 28/24
Мітки: трубах, штамп, пробивання, отворів
Формула / Реферат:
(57) Штамп для пробивки отверстий в трубах, содержащий подвижную верхню часть, неподвижную нижнюю плиту, связанный с ней ложемент для установки труб, пуансоны, установленные диаметрально противоположно с возможностью перемещения вдоль горизонтальной оси, механизм их перемещения, включающий клиновые пары с клиньями с односторонними скосами, пружины и деталь, размещенную с возможностью относительного перемещения в полости нижней плиты и...
Штамп суміщенної дії
Номер патенту: 8818
Опубліковано: 30.09.1996
Автор: Наливайченко Юрій Михайлович
МПК: B21D 37/00
Мітки: дії, штамп, суміщенної
Формула / Реферат:
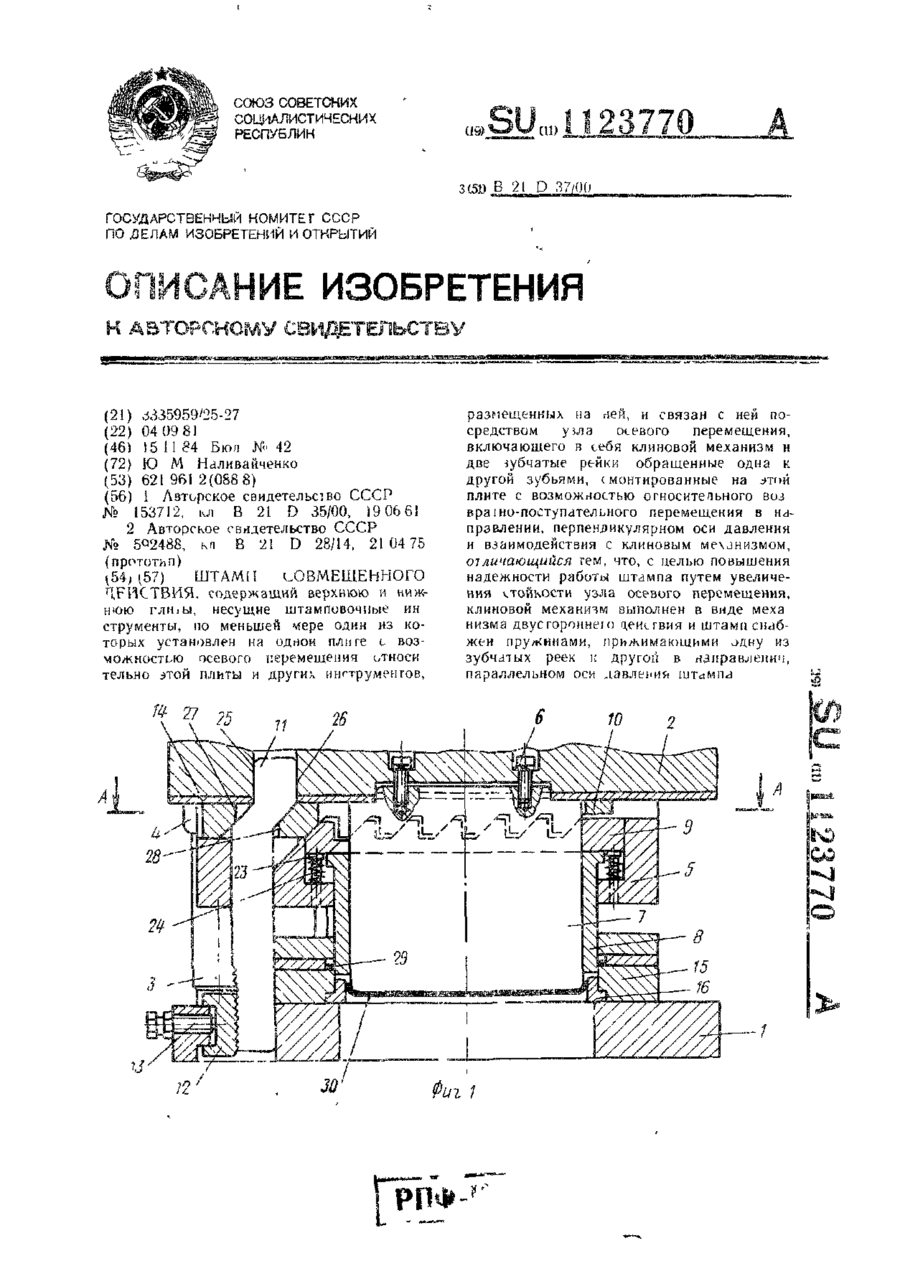
Штамп совмещенного действия, содержащий верхнюю и нижнюю плиты, несущие штамповочные инструменты, по меньшей мере один из которых установлен на одной плите с возможностью осевого перемещения относительно этой плиты и других инструментов, размещенных на ней, и связан с ней посредством узла осевого перемещения, включающего в себя клиновой механизм и две зубчатые рейки, обращенные одна к другой зубьями, смонтированные на этой плите с...
Попередній патент: Трубна сталь
Наступний патент: Робоче устаткування землерійно-транспортної машини
Випадковий патент: Пристрій для змішування текучого середовища з великим об'ємним потоком газу, зокрема для введення відновника в димовий газ, що містить оксиди азоту