Установка для індукційного нагрівання смуги
Номер патенту: 2429
Опубліковано: 26.12.1994
Автори: Литвин Олександр Миколайович, Вишневецький Микола Іванович, Шепеляковський Костянтин Захарович

Формула / Реферат
1. Установка для индукционного нагрева полос, содержащая накопитель, механизм поштучной подачи заготовок, индуктор с направляющей для перемещения заготовок и механизм загрузки заготовок в индуктор, отличающаяся тем, что, с целью расширения технологических возможностей путем проведения дополнительной операции правки, она снабжена установленными последовательно между механизмом поштучной подачи заготовок и индуктором механизмами ориентации заготовок и правки с направляющими, расположенными под углом к направляющей индуктора.
2. Установка по п. 1, отличающаяся тем, что механизм ориентации заготовок выполнен в виде последовательно размещенных датчика ориентации, имеющего возможность вертикального перемещения и кантователя с приводами его вертикального перемещения и поворота, при этом датчик соединен с приводом поворота кантователя.
3. Установка по п. 1, отличающаяся тем, что механизм правки выполнен в виде последовательно установленных фиксатора прогиба и прессов, размещенных перпендикулярно направляющей механизма правки, при этом фиксатор прогиба
выполнен в виде рычага, имеющего возможность поворота в вертикальной плоскости, проходящей через направляющую, и датчиков, соединенных с прессами.
Текст
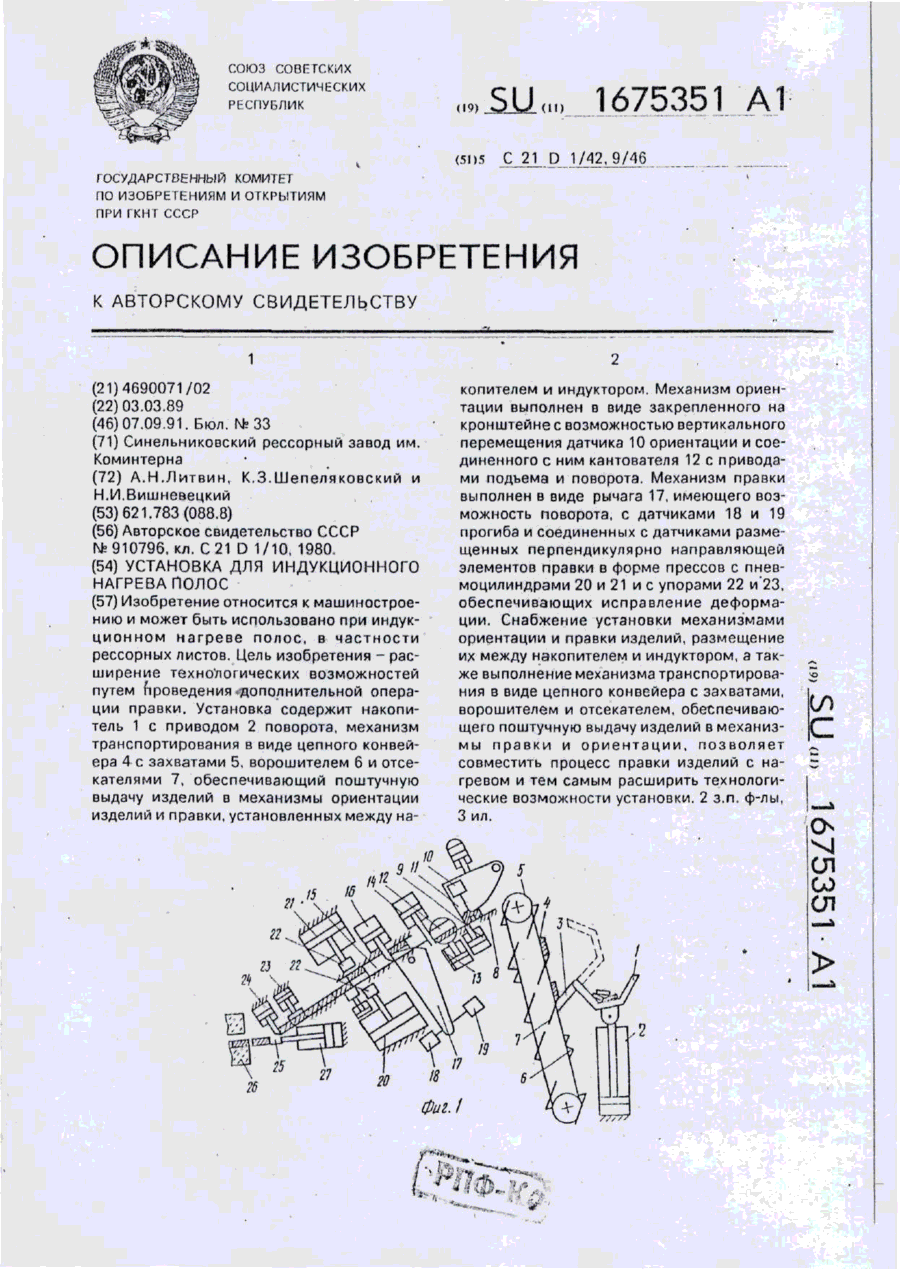
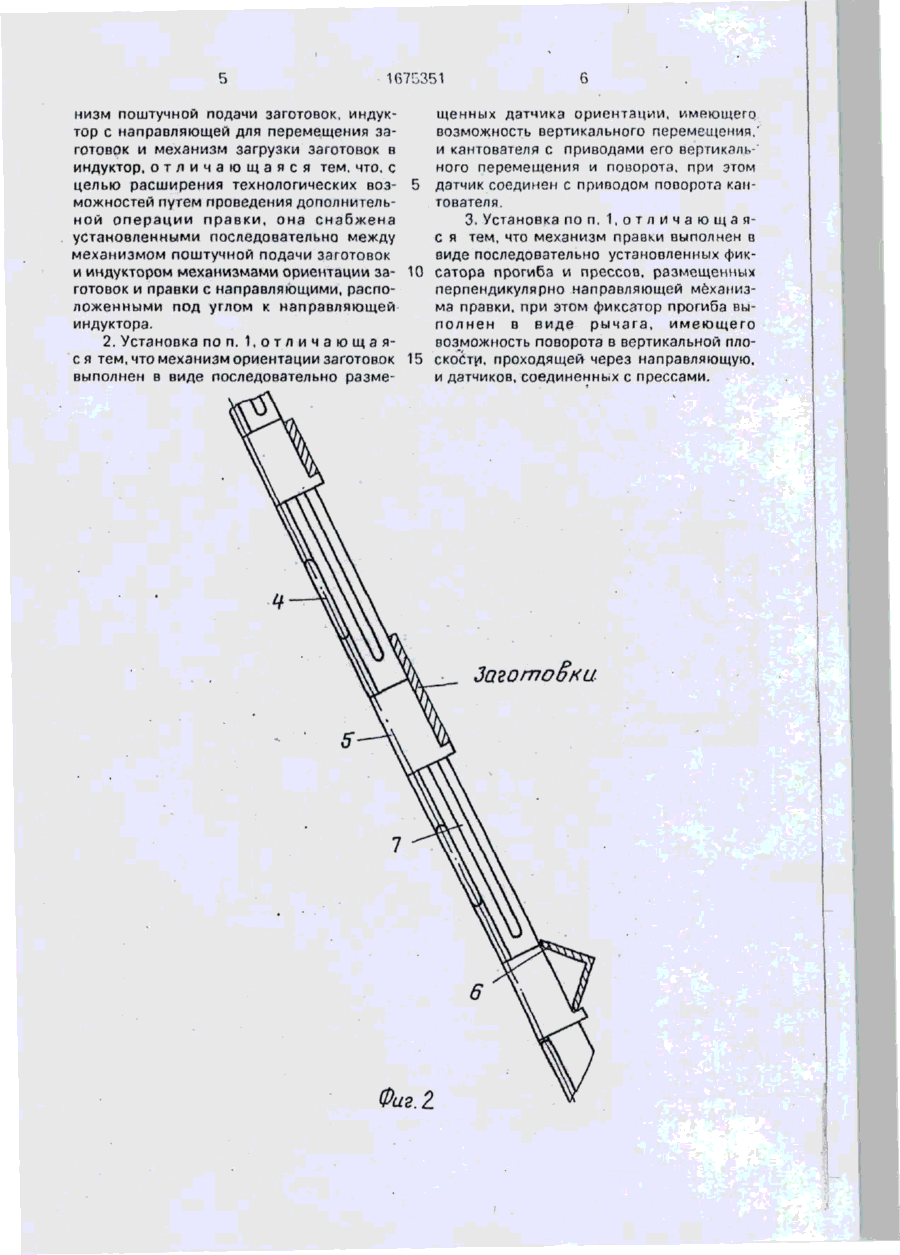
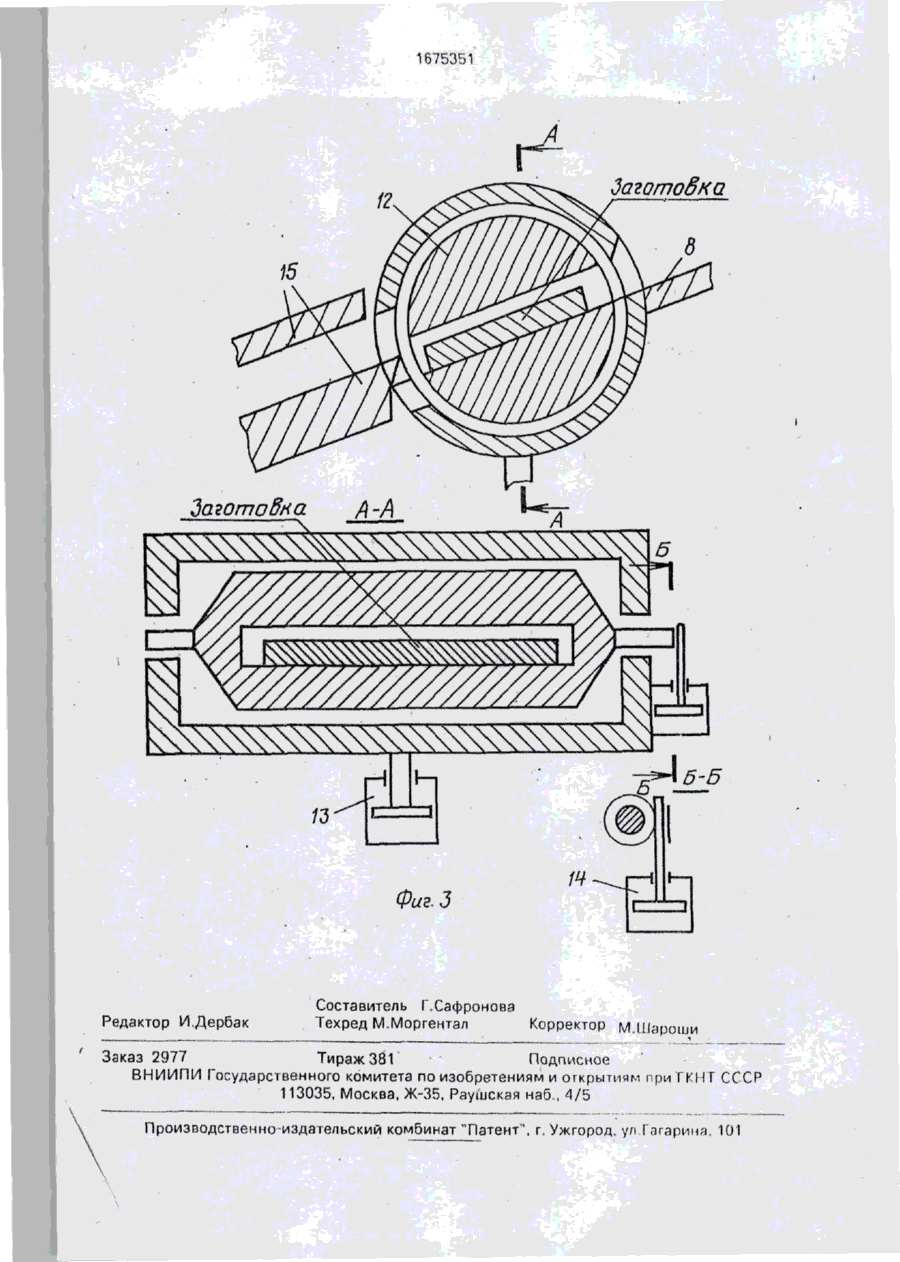
Изобретение относится к машиностроению и может быть использовано при индукционном нагреве полос, в частности рессорных листов. Цель изобретения - расширение технологических возможностей путем проведения -дополнительной операции правки. Установка содержит накопитель 1 с приводом 2 поворота, механизм транспортирования в виде цепного конвейера 4 с захватами 5, ворошителем 6 и отсекателями 7, обеспечивающий поштучную выдачу изделий в механизмы ориентации изделий и правки, установленных между на 26 копителем и индуктором. Механизм ориентации выполнен в виде закрепленного на кронштейне с возможностью вертикального перемещения датчика 10 ориентации и соединенного с ним кантователя 12 с приводами подъема и поворота. Механизм правки выполнен в виде рычага 17, имеющего возможность поворота, с датчиками 18 и 19 прогиба и соединенных с датчиками размещенных перпендикулярно направляющей элементов правки в форме прессов с пневмоцилиндрами 20 и 21 и с упорами 22 и 23, обеспечивающих исправление деформации. Снабжение установки механизмами ориентации и правки изделий, размещение их между накопителем и индуктором, а также выполнение механизма транспортирования в виде цепного конвейера с захватами, ворошителем и отсекателем. обеспечивающего поштучную выдачу изделий в механизмы правки и ориентации, позволяет совместить процесс правки изделий с нагревом и тем самым расширить технологические возможности установки. 2 з.п. ф-лы, 3 ил. со С о ел w ел 1675351 Изобретение относится к машиностроению и может быть использовано при индукционном нагреве полос, в частности рессорных листов. Цель изобретения - расширение технологических возможностей путем проведения дополнительной операции правки. На фиг. 1 показана схематично установка, общий вид; на фиг. 2 - цепь конвейера с захватами, ворошителем и планками; на фиг. 3 - кантователь. ' Установка содержит накопитель 1 в виде кармана, смонтированный с возможностью поворота в вертикальной плоскости от привода 2, склиз 3 для передачи нескольких полос к наклонному цепному конвейеру 4. На цепях конвейера 4 закреплены захваты 5 и периодически ворошитель 6. Ниже захватов 5 закреплены отсекатели 7, представляющие собой планки. На направляющей 8 механизма ориентации установлены перпендикулярно ей упоры 9 с возможностью вертикального перемещения и механизм ориентации изделий в виде датчика 10 ориентации изделий, закрепленного на кронштейне 11, имеющего возможность вертикального перемещения, и кантователя 12 с приводом 13 подъема и приводом 14 кантования(поворота) изделия, соединенного с датчиком 10 ориентации. Направляющая 15 механизма правки представляет собой жесткие балки П-образной формы, причем полосы прогнуты в середине. Поэтому в середине полосы на направляющей 15 выше упоров 16 расположен рычаг 17, имеющий возможность поворота в вертикальной плоскости, параллельной направляющей 15, нижний конец которого при отсутствии полос или же прогибе вверх упирается в датчик 18 прогиба вверх, а если полоса прогнута вниз, то в датчик 19 прогиба вниз. 5 10 15 20 25 30 35 40 Полосы загружают в карман 1 и приводом 2 поворачивают его в вертикальной плоскости до тех пор, пока часть изделий падает на склиз и по нему к цепному конtiefiepy 4, с помощью захватов 5 изделия встряхивают на склизе 3 ворошителем 6. При захватывании более одного изделия на повороте цепного конвейера 4 отсекатели7, закрепленные на предыдущем захвате 5, сбрасывают назад на склиз 3 лишние изделия. Поступившие на склиз 8 изделия удерживаются первыми упорами 9 для определения ориентации (впадин) датчиком 10. Датчик 10 подводится к изделию и дает сигнал положения выступов (впадин). Закрепление датчика 10 на подвижном кронштейне 11 позволяет измерять выступ от верхней плоскости изделия. Если же закрепить датчик на раме неподвижно, то на измерение выступа оказывает влияние прогиб изделия. Датчик 10 дает сигнал на привод 14 кантователя 12. Если изделие расположено правильно, кантователь 12 поднимается с изделием и приводом 13, и изделие, благодаря уклону, поступает на наклонную направляющую 15 до следующего упора 16, где, в зависимости от прогиба полосы, рычаг 17 включает датчик 18 или 19. а тот дает команду соответствующему пневмоцилиндру 20 или 21 прессов. Прогиб осуществляется до регулируемого упора 22 противостоящего пневмоцилиндра. Если изделие не деформировано или же деформация незначительная, то оно поступает дальше по направляющей 15 до прижимных упоров с пнеемоцилиндрзми 2'6 и 24. Поочередное включение пневмоцилиндров 23 и 24 позволяет производить поштучную выдачу, изделий в нужный момент на направляющие, где они толкателем с приводом 27 подаются в индуктор. Выполнение механизма транспортирования в виде цепного конвейера с захватами, ворошителем и отсекателями обеспечивает поштучную выдачу полос из накопителя в механизмы ориентации и правки изделий. А размещение на наклонной направляющей между накопителем и индуктором механизмов ориентации и правки изделий обеспечивает совмещение операций правки с нагревом и тем самым расширение технологических возможностей установки. Предлагаемая установка позволяет мехзнизировать операцию правки и автоматизировать загрузку. За датчиками расположены прессы с пневмо- или гидроцилиндрами 20 и 21 исп- 45 равления и деформации. Благодаря П-образным направляющим середина полосы остается свободной для осуществления исправления прогиба. На концах штоков пневмоцилиндров расположены упоры 22. 50 позволяющие при правильной регулировке ограничить прогиб полосы при ее правке. На конце направляющей 15 расположены пневмоцилиндры 23 и 24 поштучной выдачи полос на направляющие 25 индуктора 55 26. Под направляющей 15 расположен толкатель с приводам 27 для подачи полос в индуктор. Формула изобретения Установка работает следующим обра1, Установка для индукционного нагрезом. ва полос, содержащая накопитель, меха 1675351 щенных датчика ориентации, имеющего низм поштучной подачи заготовок, индуквозможность вертикального перемещения.' тор с направляющей для перемещения заи кантователя с приводами его вертикаль-' готовок и механизм загрузки заготовок в ного перемещения и поворота, при этом индуктор, о т л и ч а ю щ а я с я тем. что, с датчик соединен с приводом поворота канцелью расширения технологических возтователя. можностей путем проведения дополнитель3. Установка поп. 1 , о т л и ч а ю щ а я ной операции правки, она снабжена с я тем, что механизм правки выполнен в установленными последовательно между виде последовательно установленных фикмеханизмом поштучной подачи заготовок 10 сатора прогиба и прессов, размещенных и индуктором механизмами ориентации заперпендикулярно направляющей механизготовок и правки с направляющими, распома правки, при этом фиксатор прогиба выложенными под углом к направляющей полнен в виде рычага, имеющего индуктора. возможность поворота в вертикальной пло2. Установка поп. 1 , о т л и ч а ю щ а я скости, проходящей через направляющую, с я тем, что механизм ориентации заготовок и датчиков, соединенных с прессами. выполнен в виде последовательно разме ЗоготоЁни 1675351 A Г " 12 Заготовка 15 Заготодна /\-А Фиг. З Редактор И.Дербак Составитель Г.Сафроновз Техред М.Моргеитал Корректор м.Шзроши Заказ 2977 Тираж 381 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКМГ СССР 113035, Москва, Ж-35, Раушская наб., А/Ъ Производственно-издательский комбинат "Патент", г. Ужгород, ул Гагарина. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for inductive heating of a strip
Автори англійськоюLytvyn Oleksandr Mykolaiovych, Shepeliakovskyi Kostiantyn Zakharovych, Vyshnevetskyi Mykola Ivanovych
Назва патенту російськоюУстановка для индукционного нагревания полосы
Автори російськоюЛитвин Александр Николаевич, Шепеляковский Константин Захариевич, Вишневецкий Николай Иванович
МПК / Мітки
Мітки: індукційного, смуги, нагрівання, установка
Код посилання
<a href="https://ua.patents.su/4-2429-ustanovka-dlya-indukcijjnogo-nagrivannya-smugi.html" target="_blank" rel="follow" title="База патентів України">Установка для індукційного нагрівання смуги</a>
Установка для видобутку корисних копалин з дна моря
Номер патенту: 1734
Опубліковано: 25.10.1994
Автор: Симоненко Олександр Федорович
МПК: E21B 43/01
Мітки: установка, копалин, моря, видобутку, дна, корисних
Формула / Реферат:
1. Установка для добычи полезных ископаемых со дна моря, включающая надводное судно, соединенное транспортирующей системой с агрегатом сбора, содержащим добычное оборудование, насос и механизм перемещения, отличающаяся тем, что, с целью повышения эффективности работы установки за счет уменьшения энергоемкости транспортировки полезных ископаемых, транспортирующая система выполнена в виде контейнеров с механизмами их подъема, посредством...
Установка для обробки зовнішньої поверхні труб
Номер патенту: 267
Опубліковано: 30.04.1993
Автори: Третяков Клавдій Федорович, Івченко Лариса Василівна, Дрягін Дмитро Прокопович
МПК: B08B 9/02
Мітки: труб, поверхні, установка, обробки, зовнішньої
Формула / Реферат:
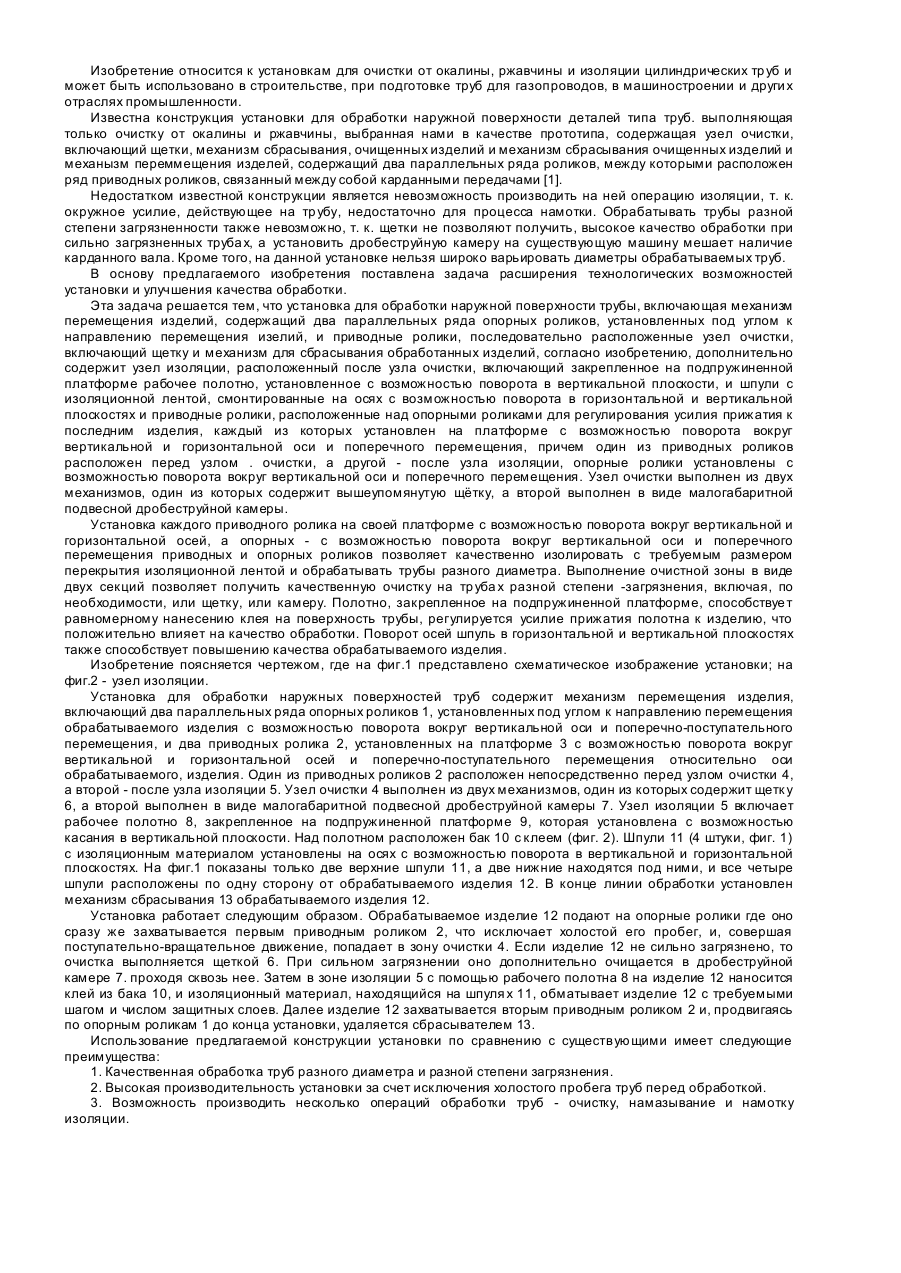
Установка для обработки наружной поверхности труб, включающая механизм перемещения изделия, содержащий два параллельных ряда опорных роликов, установленных под углом к направлению перемещения изделия, и приводные ролики и последовательно расположенные узел очистки, включающий щетку, и механизм для сбрасывания обработанных изделий, отличающаяся тем, что она снабжена узлом изоляции, расположенным после узла очистки, Включающим закрепленное на...
Установка для миття виробів
Номер патенту: 705
Опубліковано: 15.12.1993
Автор: Бондаренко Олександр Андрійович
Мітки: виробів, миття, установка
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я 1. Установка для мойки изделий, содержащая моечную камеру, тележку для перемещения изделий в моечную камеру, приводы перемещения тележки и возвратно-поступательного движения тележки в моечной камере и систему управления приводом возвратно-поступательного перемещения тележки, содержащую клапан, о т л и ч а ю щ а я с я тем, что, с целью повышения эффективности мойки, привод возвратно-поступательного...
Установка для пдп оплавлення поверхневого шару зливків та заготовок
Номер патенту: 700
Опубліковано: 15.12.1993
Автори: Торхов Генадій Федорович, Мошкевич Євген Іцкович, Латаш Юрій Вадімович, Стеценко Микола Васильович, Ліхобаба Олексій Васильович, Бірюков Михаїл Миколайович, Тагер Лев Рафаілович, Захарченко Федір Дмитрович, Бурмакін Віктор Іванович, Вульфович Михайло Семенович
МПК: C21C 5/56
Мітки: пдп, оплавлення, поверхневого, установка, заготовок, зливків, шару
Формула / Реферат:
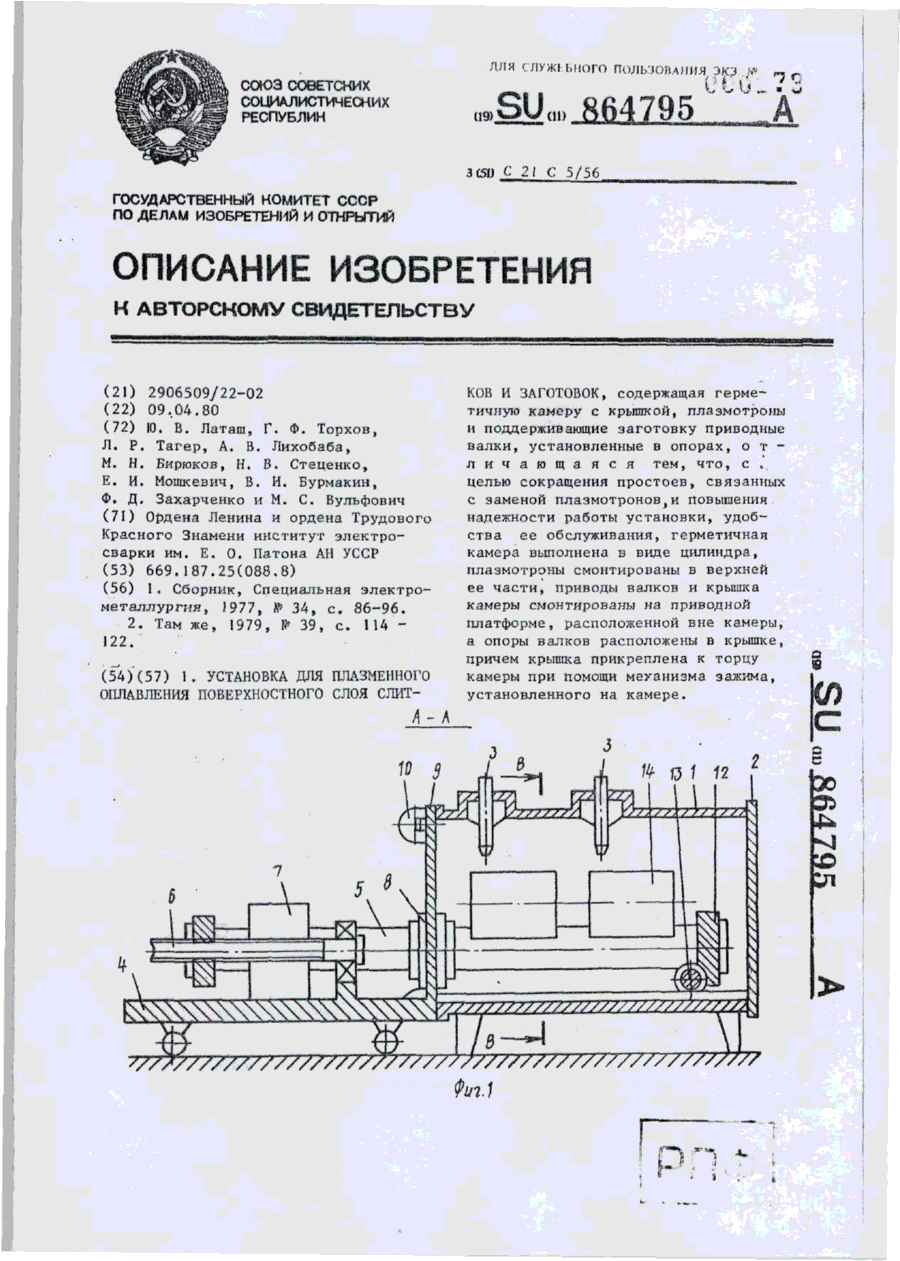
1. Установка для плазменного оплавлення поверхностного слоя слитков и заготовок, содержащая герметичную камеру с крышкой, плазмотроны и поддерживающие заготовку приводные валки, установленные в опорах, отличающаяся тем, что, с целью сокращения простоев, связанных с заменой плазмотронов и повышения надежности работы установки, удобства ее обслуживания, герметичная камера выполнена в виде цилиндра, плазмотроны смонтированы в верхней ее части,...
Установка для електрогідравлічної очистки виливків
Номер патенту: 2942
Опубліковано: 26.12.1994
Автори: Гулий Григорій Афанасійович, Петрусенко Спартак Анатольович, Караченцев Олександр Федорович, Федоренко Іван Іванович, Соломатін Євген Іванович
МПК: B22D 30/00
Мітки: виливків, електрогідравлічної, установка, очистки
Формула / Реферат:
Установка для электрогидравлической очистки отливок, содержащая станину, ванну для рабочей жидкости, над которой расположен горизонтальный подвесной конвейер для перемещения отливок, механизм для подачи отливок в ванну, имеющий раму с захватами, электроды и генераторы импульсов тока, отличающаяся тем, что, с целью осуществления очистки отливок без съема их с подвесок конвейера для повышения надежности установки, участок подвесного...
Попередній патент: Аксиально-плунжерний насос
Наступний патент: Гибочно-гартовочна установка для виготовлення листових ресор