З’єднання деталей
Формула / Реферат
1. Соединение деталей, включающее дополнительный элемент между деталями соединения, отличающееся тем, что в качестве дополнительного элемента содержит сетку и материал сетки имеет твердость больше твердости материала соединяемых деталей и/или большую температуру плавления.
2. Соединение деталей по п.1, отличающееся тем, что размер сетки меньше области контакта образующейся на сопрягаемых поверхностях деталей при сжатии пакета соединения.
Текст
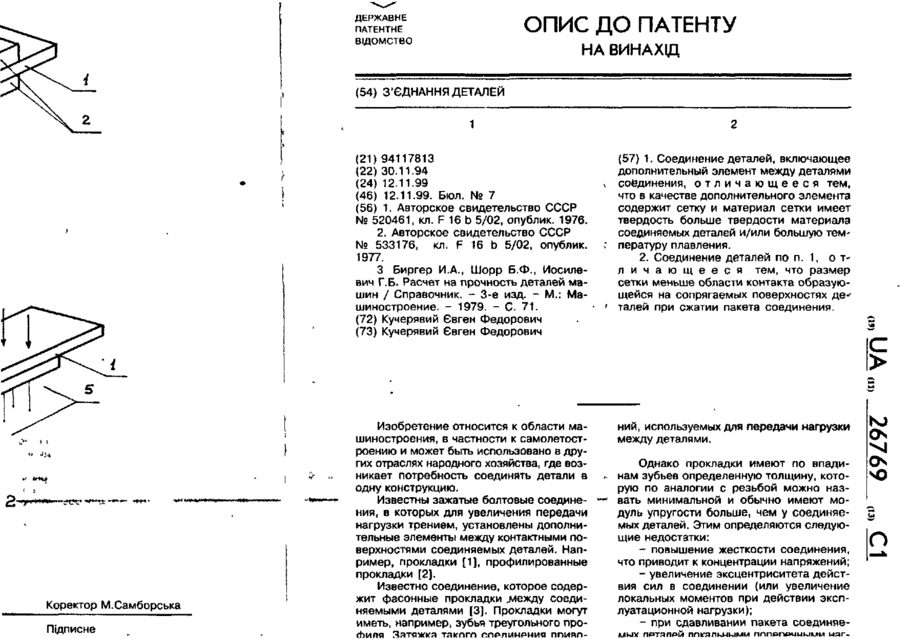
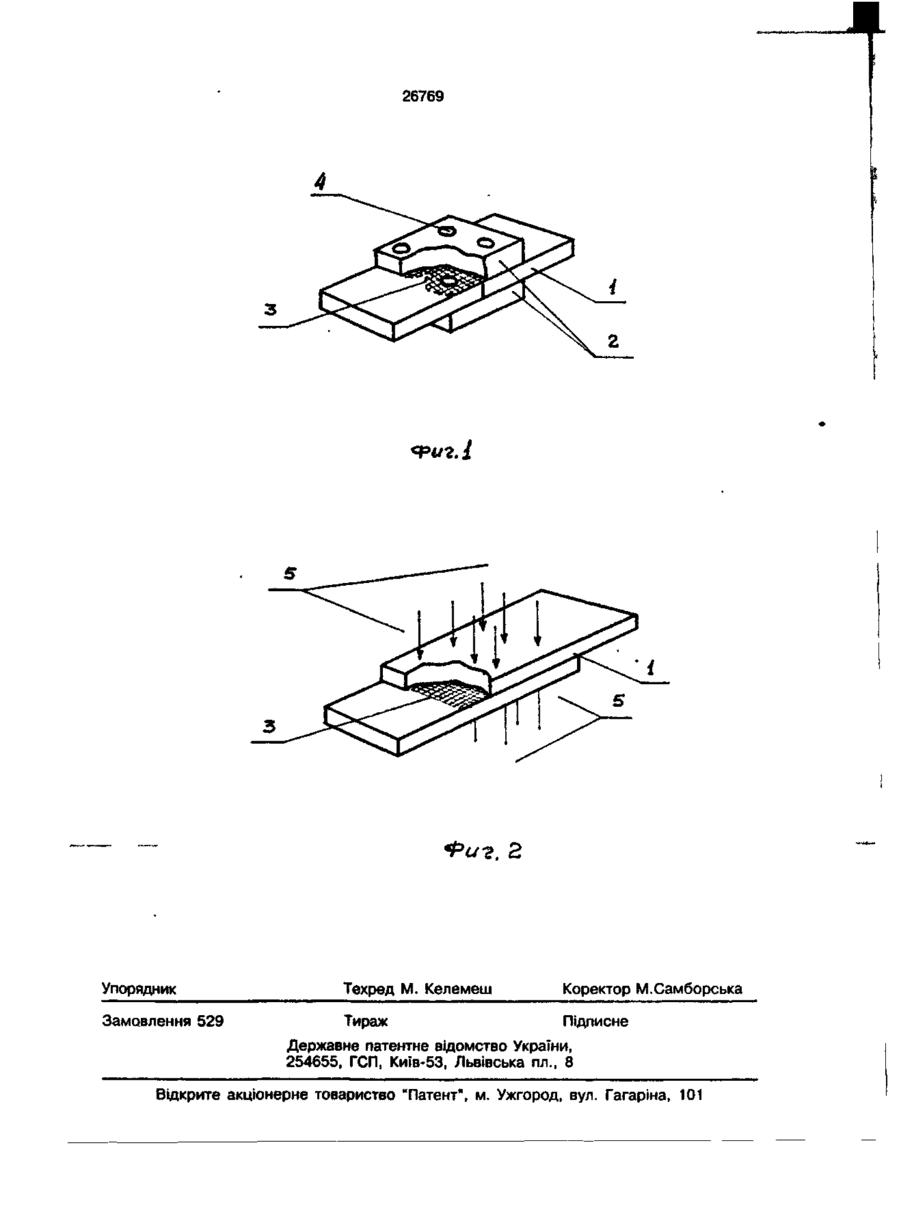
1. Соединение деталей, включающее дополнительный элемент между деталями соединения, о т л и ч а ю щ е е с я тем, что в качестве дополнительного элемента содержит сетку и материал сетки имеет твердость больше твердости материала соединяемых деталей и/или большую температуру плавления. 2. Соединение деталей по п. 1, о т л и ч а ю щ е е с я тем, что размер сетки меньше области контакта образующейся на сопрягаемых поверхностях де^ талей при сжатии пакета соединения. Изобретение относится к области машиностроения, в частности к самолетостроению и может быть использовано в других отраслях народного хозяйства, где возникает потребность соединять детали в одну конструкцию. Известны зажатые болтовые соединения, в которых для увеличения передачи нагрузки трением, установлены дополнительные элементы между контактными поверхностями соединяемых деталей. Например, прокладки [1], профилированные прокладки [2]. Известно соединение, которое содержит фасонные прокладки .между соединяемыми деталями [3]. Прокладки могут иметь, например, зубья треугольного про нии, используемых для передачи нагрузки между деталями. гЬиля Зятяжкя тякпгп ппрпинрниа ппиип Однако прокладки имеют по впадинам зубьев определенную толщину, которую по аналогии с резьбой можно назвать минимальной и обычно имеют модуль упругости больше, чем у соединяемых деталей. Этим определяются следующие недостатки; - повышение жесткости соединения, что приводит к концентрации напряжений; - увеличение эксцентриситета действия сил в соединении (или увеличение локальных моментов при действии эксплуатационной нагрузки); - при сдавливании пакета соединяеПРТЯПРЙ ппгяпкиыми гшпопринкімм war KJ ON О ^иіи шению. . .• Указанные недостатки отрицательно влияют на усталостную прочность соединений. Кроме этого, имеются технологические проблемы, которые обусловлены 10 необходимостью создавать значительные сжимающие усилия при выполнении соединения. В основу изобретения поставлена задача создания соединения деталей, в ко- 15 тором путем использования дополнительного элемента в виде сетки, выбора параметров сетки, а также за счет возможности повышения температуры в области. ' контакта сетки с деталями при выполне- 20 нии соединения обеспечивается контактное взаимодействие сопряженных поверхностей деталей при передаче нагрузки между ними и за счет этого повышается усталостная прочность соединений, умёнь- 25 шаются размеры и вес, уменьшаются усилия сжатия пакета деталей при выполне- нии соединения, открываются новые конструктивные и технологические возможности для выполнения соединений деталей. 30 вдавить сетку в соединяемые детали, что и обеспечивает, за счет толщины пакета > мало отличающегося от соединения без дополнительного промежуточного элемента, минимальный эксцентриситет действия сил в соединении от эксплуатационной нагрузки. Таким образом, сетка незначительно влияет на жесткость деталей соединения (например, подкрепляющего элемента, стыковочной накладку и т.п.) и не приводит к увеличению эксцентриситета соединения по сравнению с обычным. В предлагаемом соединении, за счет передачи сдвигающих усилий всей контактной поверхностью, обеспечивается уменьшение концентрации напряжений, что приводит к повышению усталостной прочности соединения. Кроме этого, включение в работу по передаче нагрузки контактирующих поверхностей деталей позволяет уменьшить в несколько раз размеры соединения. Образуется как бы спай поверхностей или еще можно сравнить с клеевым соединением, или диффузионной сваркой. Поставленная задача решается тем, что соединение деталей, содержащее дополнительный элемент между контакти-, рующими поверхностями деталей, согласно изобретению, в качестве дополнитель- 35 ного элемента содержит сетку, выполненную из материала твердостью больше твердости материала деталей соединения и/или температурой плавления выше температуры плавления материала кон- 40 тактирующих деталей. В зависимости от потребности и технологических возможностей, сетки могут быть различных типов, например, сплетены из круглой проволоки; изготовлены из полосок ромби- 45 ческого сечения, набраны'из колец, иметь сотовую структуру и т.п. Выбор материала сетки, температура плавления которого больше, чем температура плавления материала соединяемых деталей, позволяет использовать технологические процессы обеспечивающие нагревание контактирующих поверхностей соединяемых деталей, что снижает их твердость. Возможность повышения температуры контактных поверхностей деталей до температуры плавления дает возможность упростить технологию сборки за счет понижения усилий сжатия пакета соединяемых деталей. Кроме этого, в отдельных случаях возможно схватывание в ячейках сетки поверхностей деталей между собой, что приводит к повышению прочности соединения. Дополняет техническое решение и то, что размер сетки в соединении меньше области контакта, которая возникает меж-" 50 ду деталями соединения при сжатии пакета. Этот случай может реализоваться, например, в болтовом соединении. В отличие от известных прокладок сетка не имеет минимальной толщины. Это 55 отличие обеспечивает меньшую жесткость сетки по сравнению с жесткостью Установка сетки с размером меньше области контактного взаимодействия деталей улучшает работу предлагаемого соединения, т.к. предотвращается фреттингусталость, возникающая из-за неравномерного контактного взаимодействия деталей при сжатии пакета соединения, локальными нагрузками, На фиг. 1 представлено болтовое сое м^ікдуиматривает сжатие паке талей, например, путем затяжки б Часть накладки условно не показа Болтовое соединение двух детг имеет стыковочные детали 2, а і контактирующими поверхностями де соединения проволочную сетку 3. метр сетки, в рассматриваемом с. можно рассчитать используя известні висимости по определению області такта поверхностей деталей после .2 ки болтов. После установки в отверстия 4 б и их затяжки сетка 3 вдавливается тали 1 и 2. Получаем соединение, тором сетка 3 передает сдвигающш лия между деталями. На фиг. 2 показано соединен! пластмассовых деталей с промежугс элементом в виде металлической с Температура плавления металла сетк ше температуры плавления пластм; Нагрев сетки при выполнении соеди* производится индукционным методо Между соединяемыми деталями танавливается металлическая сетка ; тем производится поперечное сжати кета деталей распределенными СИЛЕ и в этом положении нагревают сетк дукционным воздействием. После Д( жения плотного прилегания контактны верхностей деталей (после осадки ^ лей) прекращают нагрев сетки 3, а п остывания снимают распределенную рузку 5. Соединение выполнено. Применение изобретения позволяв высить долговечность соединения действии переменных внешних нагру; позволяет уменьшить размеры соед ния. На примере болтового соедині можно видеть, что для обычного соед UA (I1 , 26769 УКРАЇНА ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО (19) \ш*ГЛ (11) C1
ДивитисяДодаткова інформація
Автори англійськоюKucheriavyi Yevhen Fedorovych
Автори російськоюКучерявий Евгений Федорович, Кучерявый Евгений Федорович
МПК / Мітки
МПК: F16B 5/00, F16B 4/00, F16B 5/06, B23P 11/00
Код посилання
<a href="https://ua.patents.su/6-26769-zehdnannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">З’єднання деталей</a>
Спосіб виготовлення з’єднання деталей
Номер патенту: 12156
Опубліковано: 25.12.1996
Автор: Матвієнко Валерій Андрійович
МПК: F16B 19/04
Мітки: спосіб, деталей, з'єднання, виготовлення
Формула / Реферат:
Способ изготовления соединения деталей, включающий изготовление соединяемых деталей, стержня с закладной головкой и поперечным рифлением на свободном конце и обжимной цилиндрической втулки с коническим пояском, выполнение в соединяемых деталях отверстий под стержень, совмещение упомянутых отверстий и установку в них стержня, установку обжимной втулки коническим пояском в сторону соединяемых деталей и создание условий обжатия стержня и...
Спосіб з’єднування деталей напівпровідників або напівпровідників з металами
Номер патенту: 19080
Опубліковано: 25.12.1997
Автори: Романов Валентин Олександрович, Бабічев Геннадій Григорович, Козловський Сергій Іванович
МПК: H01L 23/00
Мітки: деталей, металами, напівпровідників, спосіб, з'єднування
Формула / Реферат:
1. Способ соединения деталей полупроводников или полупроводников с металлами, включающий выращивание слоя диоксида кремния на поверхности, по крайней мере, одной из соединяемых деталей, легирование слоя диоксида кремния путем предварительного нагрева слоя, нанесения водного раствора, содержащего химическое соединение с щелочным металлом, и отжига, контактирование соединяемых деталей, приложение давления, нагрев, создание разности потенциалов...
Спосіб з’єднання деталей з натягом
Номер патенту: 20374
Опубліковано: 15.07.1997
Автори: Білошенко Віктор Олександрович, Варюхін Віктор Миколайович
МПК: F16B 4/00
Мітки: з'єднання, деталей, спосіб, натягом
Формула / Реферат:
Способ соединения деталей с натягом, включающий сопряжение соединяемых деталей торцами, размещение на концевых участках сопряженных деталей охватывающей их втулки и нагрев втулки до образования натяга, отличающийся тем, что втулку выполняют из полимерного материала путем деформации цилиндрической заготовки одноосным сжатием на 40-60% и последующим выполнением в ней отверстия заданного диаметра, ось которого совпадает с осью...
З’єднання деталей
Номер патенту: 16956
Опубліковано: 29.08.1997
Автори: Собіль Микола Васильович, Лозовий Орест Михайлович, Садовий Йосип Тадейович
Формула / Реферат:
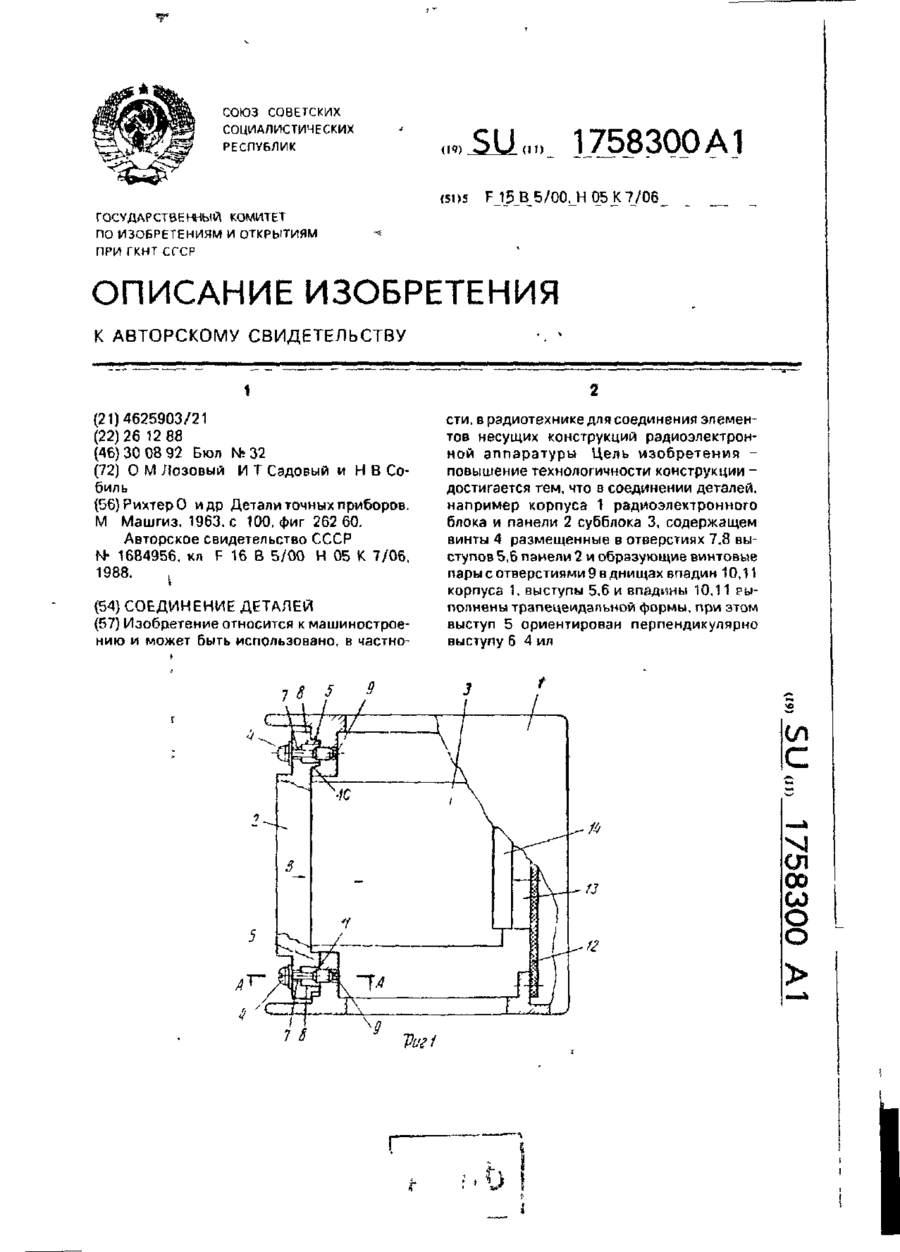
Соединение деталей преимущественно несущих конструкций радиоэлектронной аппаратуры, содержащее крепежные элементы, установленные в отверстиях по крайней мере двух профилированных выступов одной детали и образующие винтовые пары с резьбовыми отверстиями по крайней мере двух профилированных впадин другой детали, профиль впадин которой является ответным профилю выступов первой детали, установленной с возможностью размещения ее выступов во...
Спосіб з’єднання полімерних матеріалів
Номер патенту: 14973
Опубліковано: 04.03.1997
Автори: Покой Олександр Костянтинович, Смоловік Олександр Олександровіч, Бєліков Валерій Григорійович
МПК: B29C 65/02
Мітки: полімерних, з'єднання, спосіб, матеріалів
Формула / Реферат:
Способ соединения полимерных материалов, включающий сжатие соединяемых полимерных поверхностей в пресс-форме, материал которой имеет коэффициент термического расширения по меньшей мере равный коэффициенту термического расширения соединяемых полимерных поверхностей, последующее нагревание поверхностей до температуры текучести при одновременном охлаждении остальной околошовной зоны соединяемых поверхностей, отличающийся тем, что сжатие...
Попередній патент: Сировинна суміш для одержання теплоізоляційного матеріалу
Наступний патент: Засіб для збільшення виділення тgf-бета в головний мозок та для інгібування нейротоксичності, яка проводиться бета -амілоїдними пептидами
Випадковий патент: Спосіб корекції імунного статусу і активізації синтезу білка у молодняку великої рогатої худоби