Спосіб рафінування магнію і його сплавів та пристрій для його здійснення
Формула / Реферат
1. Способ рафинирования магния и его сплавов, включающий введение металла и его обработку солевым флюсом в нижних частях камеры, отличающийся тем, что введение металла осуществляют в твердом виде, а обработку проводят при циркуляции расплава флюса из нижних частей камеры, через зону нагревания до зоны плавления металла, которая расположена выше уровня расплава флюса в камере, с последующим удалением расплавленного металла из зоны плавления.
2. Способ по п.1, отличающийся тем, что разность плотностей между металлом и расплавом флюса поддерживают равной 0,1 - 0,4г/см3.
3. Способ по п.2, отличающийся тем, что используют расплав флюса, содержащий, мас.%: 25 - 80 хлористого кальция, 1 - 10 фтористого кальция, предпочтительно 40 - 60 хлористого кальция и 3 - 7 фтористого кальция.
4. Способ по п.1, отличающийся тем, что скорость циркуляции расплава флюса составляет 5 - 30т, предпочтительно 7 - 20т на 1т металла.
5. Способ по п.1, отличающийся тем, что нагревание осуществляют переменным током с генерацией тепла в расплаве флюса.
6. Устройство для рафинирования магния и его сплавов, содержащее печь с огнеупорной футеровкой, разделенную, по крайней мере, на две камеры с помощью вертикальных перегородок, нижняя кромка которых расположена выше днища печи, отличающееся тем, что оно снабжено дополнительной камерой с дополнительным средством нагрева расплава флюса и средствами для переноса расплава флюса в зону плавления металла, причем зона плавления металла расположена в верхней части камеры выше уровня расплава.
7. Устройство по п.6, отличающееся тем, что дополнительное средство нагрева выполнено в виде электродов переменного тока.
8. Устройство по п.6, отличающееся тем, что печь разделена, по крайней мере, на три камеры, одна из которых отделена от остальных с помощью непроницаемой разделительной перегородки, нижняя кромка которой расположена выше днища печи, а зона плавления металла выполнена в виде приспособления для удержания металла с примесями выше уровня расплава в камере.
Текст
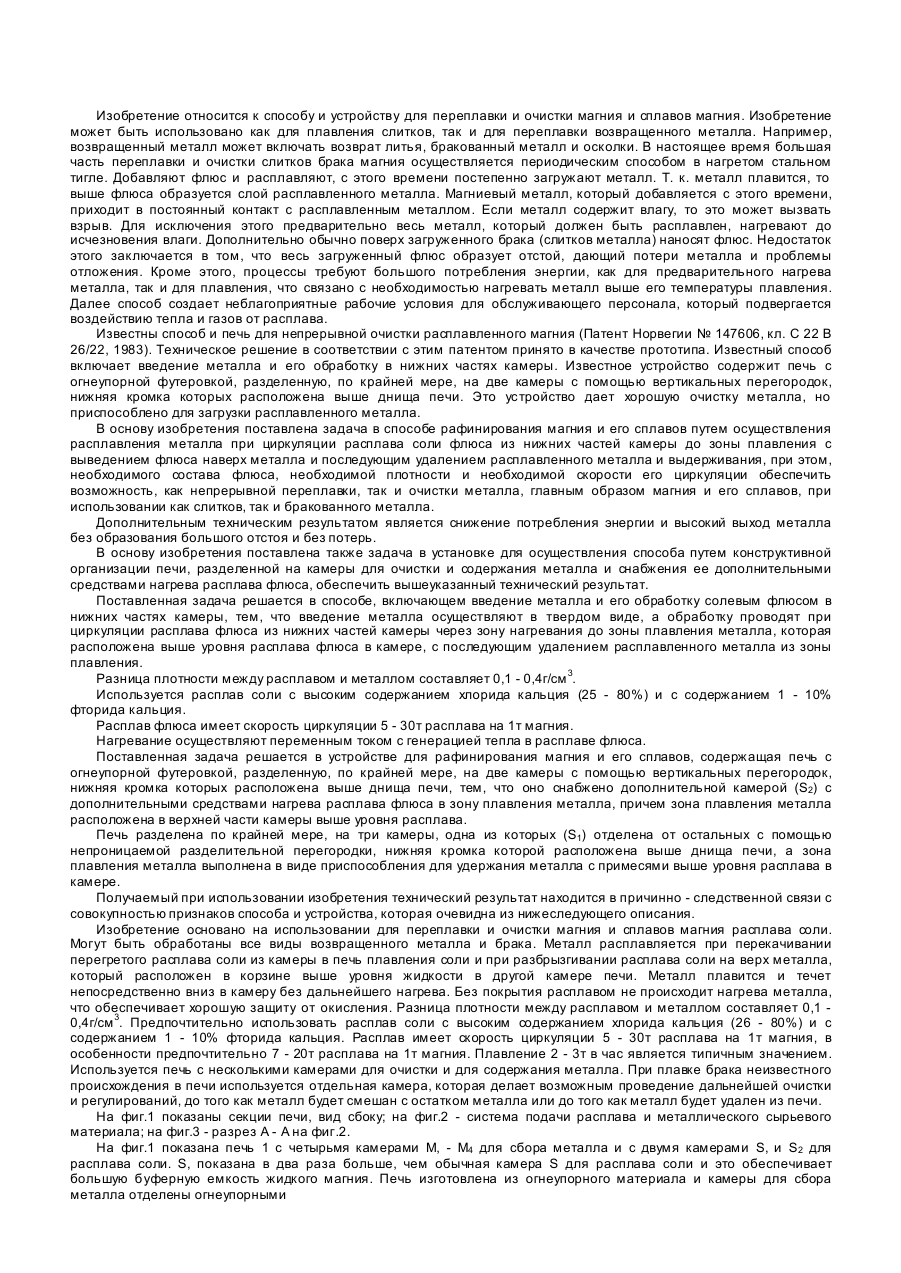
Изобретение относится к способу и устройству для переплавки и очистки магния и сплавов магния. Изобретение может быть использовано как для плавления слитков, так и для переплавки возвращенного металла. Например, возвращенный металл может включать возврат литья, бракованный металл и осколки. В настоящее время большая часть переплавки и очистки слитков брака магния осуществляется периодическим способом в нагретом стальном тигле. Добавляют флюс и расплавляют, с этого времени постепенно загружают металл. Т. к. металл плавится, то выше флюса образуется слой расплавленного металла. Магниевый металл, который добавляется с этого времени, приходит в постоянный контакт с расплавленным металлом. Если металл содержит влагу, то это может вызвать взрыв. Для исключения этого предварительно весь металл, который должен быть расплавлен, нагревают до исчезновения влаги. Дополнительно обычно поверх загруженного брака (слитков металла) наносят флюс. Недостаток этого заключается в том, что весь загруженный флюс образует отстой, дающий потери металла и проблемы отложения. Кроме этого, процессы требуют большого потребления энергии, как для предварительного нагрева металла, так и для плавления, что связано с необходимостью нагревать металл выше его температуры плавления. Далее способ создает неблагоприятные рабочие условия для обслуживающего персонала, который подвергается воздействию тепла и газов от расплава. Известны способ и печь для непрерывной очистки расплавленного магния (Патент Норвегии № 147606, кл. С 22 В 26/22, 1983). Техническое решение в соответствии с этим патентом принято в качестве прототипа. Известный способ включает введение металла и его обработку в нижних частях камеры. Известное устройство содержит печь с огнеупорной футеровкой, разделенную, по крайней мере, на две камеры с помощью вертикальных перегородок, нижняя кромка которых расположена выше днища печи. Это устройство дает хорошую очистку металла, но приспособлено для загрузки расплавленного металла. В основу изобретения поставлена задача в способе рафинирования магния и его сплавов путем осуществления расплавления металла при циркуляции расплава соли флюса из нижних частей камеры до зоны плавления с выведением флюса наверх металла и последующим удалением расплавленного металла и выдерживания, при этом, необходимого состава флюса, необходимой плотности и необходимой скорости его циркуляции обеспечить возможность, как непрерывной переплавки, так и очистки металла, главным образом магния и его сплавов, при использовании как слитков, так и бракованного металла. Дополнительным техническим результатом является снижение потребления энергии и высокий выход металла без образования большого отстоя и без потерь. В основу изобретения поставлена также задача в установке для осуществления способа путем конструктивной организации печи, разделенной на камеры для очистки и содержания металла и снабжения ее дополнительными средствами нагрева расплава флюса, обеспечить вышеуказанный технический результат. Поставленная задача решается в способе, включающем введение металла и его обработку солевым флюсом в нижних частях камеры, тем, что введение металла осуществляют в твердом виде, а обработку проводят при циркуляции расплава флюса из нижних частей камеры через зону нагревания до зоны плавления металла, которая расположена выше уровня расплава флюса в камере, с последующим удалением расплавленного металла из зоны плавления. Разница плотности между расплавом и металлом составляет 0,1 - 0,4г/см 3. Используется расплав соли с высоким содержанием хлорида кальция (25 - 80%) и с содержанием 1 - 10% фторида кальция. Расплав флюса имеет скорость циркуляции 5 - 30т расплава на 1т магния. Нагревание осуществляют переменным током с генерацией тепла в расплаве флюса. Поставленная задача решается в устройстве для рафинирования магния и его сплавов, содержащая печь с огнеупорной футеровкой, разделенную, по крайней мере, на две камеры с помощью вертикальных перегородок, нижняя кромка которых расположена выше днища печи, тем, что оно снабжено дополнительной камерой (S2) с дополнительными средствами нагрева расплава флюса в зону плавления металла, причем зона плавления металла расположена в верхней части камеры выше уровня расплава. Печь разделена по крайней мере, на три камеры, одна из которых (S1) отделена от остальных с помощью непроницаемой разделительной перегородки, нижняя кромка которой расположена выше днища печи, а зона плавления металла выполнена в виде приспособления для удержания металла с примесями выше уровня расплава в камере. Получаемый при использовании изобретения технический результат находится в причинно - следственной связи с совокупностью признаков способа и устройства, которая очевидна из нижеследующего описания. Изобретение основано на использовании для переплавки и очистки магния и сплавов магния расплава соли. Могут быть обработаны все виды возвращенного металла и брака. Металл расплавляется при перекачивании перегретого расплава соли из камеры в печь плавления соли и при разбрызгивании расплава соли на верх металла, который расположен в корзине выше уровня жидкости в другой камере печи. Металл плавится и течет непосредственно вниз в камеру без дальнейшего нагрева. Без покрытия расплавом не происходит нагрева металла, что обеспечивает хорошую защиту от окисления. Разница плотности между расплавом и металлом составляет 0,1 0,4г/см 3. Предпочтительно использовать расплав соли с высоким содержанием хлорида кальция (26 - 80%) и с содержанием 1 - 10% фторида кальция. Расплав имеет скорость циркуляции 5 - 30т расплава на 1т магния, в особенности предпочтительно 7 - 20т расплава на 1т магния. Плавление 2 - 3т в час является типичным значением. Используется печь с несколькими камерами для очистки и для содержания металла. При плавке брака неизвестного происхождения в печи используется отдельная камера, которая делает возможным проведение дальнейшей очистки и регулирований, до того как металл будет смешан с остатком металла или до того как металл будет удален из печи. На фиг.1 показаны секции печи, вид сбоку; на фиг.2 - система подачи расплава и металлического сырьевого материала; на фиг.3 - разрез А - А на фиг.2. На фиг.1 показана печь 1 с четырьмя камерами М, - М4 для сбора металла и с двумя камерами S, и S2 для расплава соли. S, показана в два раза больше, чем обычная камера S для расплава соли и это обеспечивает большую буферную емкость жидкого магния. Печь изготовлена из огнеупорного материала и камеры для сбора металла отделены огнеупорными разделяющими стенками 2 с проходами 3. Камера S, для расплава соли отделена от непрерывной фазы расплавленного магния, которая находится в печи, непроницаемой разделяющей стенкой 4. Печь покрыта крышкой 5. Количество камер в печи является оптимальным и может быть приспособлено под определенные требования. Печь, по крайней мере, может иметь две камеры для обычной переплавки и, по крайней мере, три, если плавится брак неизвестного происхождения. Печь нагревается электродами 6 переменного тока, которые расположены в соответствии с локальной потребностью в энергии. Энергетические электроды 7 расположены в камере для расплава соли S2, которая образует зону нагрева и которая дает здесь для процесса плавления перегретый жидкий расплав соли. Заштри хованные участки показывают расплавленный металл, в то время как незаштрихованные показывают расплав соли. На фиг.2 показана система загрузки расплава и сырьевого материала. Она состоит из следующи х основных компонентов: насоса 8 для жидкого расплава соли, трубы 9 подачи, приспособления 10 для разбрызгивания расплава и перфорированной корзины 11 зоны плавления металла, поступающего на плавку. Дно корзины расположено выше уровня жидкости в печи. Насос расплава соли расположен в камере S2 и обеспечен трубами передачи, которые делают возможным загружать расплав соли в корзину, расположенную или в S1, или в М1 .Также имеется приспособление 12 для окончательной подачи хлорида марганца при производстве высокочистых сплавов непосредственно переплавкой. Система загрузки металла состоит из конвейерной ленты 13, непрерывно загружающей слитки магния или брак в корзину 11 для плавления металла. Устройство может быть снабжено системой вентиляции 14, в основном приемлемой при плавлении брака, содержащего масло. Изобретение основано на использовании расплава соли для переплавки металла. Металл плавится за счет контакта с перегретым расплавом соли, таким образом, необходимая для нагрева и плавления энергия передается от расплава к металлу. При плавлении сплавов, например, используется расплав, нагретый до около 100°С выше температуры плавления расплава. Степень перегрева отличается в зависимости от того, что плавится и от желаемой скорости плавления. Из-за нагрева переменным током тепло генерируется непосредственно в расплаве. Это обеспечивает очень большую эффективность - около 90% по сравнению с 43% в случае индукционного нагрева. Этот способ нагрева дает более большой эффект/объем, чем другие типы теплопередачи. Типичное значение составляет 1МВт/м 3. Важно, чтобы поддерживалась между расплавом и металлом разница плотности 0,1 - 0,4г/см 3, что дает хорошую сепарацию между металлом и расплавом. Предпочтительно использовать расплавы солей с разницей плотности 0,2 0,3г/см 3 относительно жидкого металла. Предпочтительно использовать состав расплава, богатый хлоридом кальция и с содержанием фторида кальция. Расплавы с содержанием 24 - 80% хлорида кальция и 1 - 10% фторида кальция являются общеиспользуемыми. Расплавы с содержанием 40 - 60% хлорида кальция и 3 - 7% фторида кальция являются предпочтительными. Основа расплава может состоять из хлорида натрия и хлорида магния, но также может быть использовано значительное содержание хлорида калия. Также могут использоваться составы расплава, содержащие хлорид бария, с целью достижения требуемой разницы плотности. Металл, который необходимо расплавить, может быть различных типов. Когда должен быть расплавлен хорошо определенный известный брак, корзина 11 для плавления располагается в камере М1. Расплав соли перекачивается из камеры S2 через насос 8, по трубе подачи 9 в спринклер. Горячий расплав разбрызгивается на верх брака металла, который постепенно плавится. Для распределения расплава на верху металла спринклер имеет форму прямоугольной рамы. Поэтому расплав распределяется со всех четырех сторон в несколько рядов отверстий и понижает металл. Большая площадь контакта между металлом и расплавом вызывает эффективную теплопередачу. Расплав соли имеет плохую теплопроводность. Существенно, чтобы разница температуры расплава соли была небольшой и чтобы температурная разница между расплавом/металлом была больше. Определение температурной разницы для расплава соли является важным для скорости циркуляции. Скорость циркуляции должна быть порядка 5 - 30т расплава на тонну магния, который плавится. Предпочтительно использовать 7 - 20т расплава на тонну магния. Обычное значение составляет 13т соли на тонну магния и плавление 2 - 3т магния в час. Этот способ плавления также обеспечивает хорошую защиту от окисления. Весь металл/брак будет покрыт солью. Распределение расплава приводит к быстрому плавлению, что приводит к тому, что металл не остается нагретым в течение длительного времени. Расплавленный металл капает/течет непрерывно вниз в камеру для металла. Там не происходит какого-либо нагрева материала, который не покрыт солью, также здесь исключено окисление. Не является необходимым предварительный нагрев металла, который должен быть расплавлен. Случайная влажность не является важной, т. к. твердый и жидкий металл никогда не смешивается. Способ также дает идеальный очищающий эффект при плавлении металла за счет разбрызгивания расплава соли. В способе очистки важно отделить оксиды и металл. Оксиды находятся на поверхности металла и эффективно удаляются солью и захватываются расплавом соли и поэтому отделяются от металла. При обычном плавлении как оксид, так и металл смешиваются в фазе металла. Вскоре, после того как металл расплавлен, он вытекает из корзины. Время нахождения жидкого металла в корзине является очень коротким, и металл покидает корзину при температуре плавления. Металл нагревается только незначительно выше точки плавления, что приводит к тому, что немедленно осаждаются интерметаллические частицы. Для получения очень чистых сплавов непосредственно для плавления может быть использована соль магния. Корзина 11, которая используется для плавления, изготавливается из обычной стали, т. к. в точке плавления магния/ сплавов магния растворимость железа настолько мала, что не загрязняет металл. В течение способа жидкий металл течет через проходы 3 в отдельных стенках 2 через следующие камеры и к выходному концу М4 , где он может быть удален, например, центрифугой или вакуумным вагоном. В течение медленного спокойного перетекания из камеры в камеру печи для расплава соли твердые неметаллические примеси, которые смачиваются солью, будут осаждаться, и собираться на дне печи, из которой они могут быть удалены. При плавлении брака неизвестного состава металл загружается в корзину 11, расположенную в камере S1. При плавлении металла в камере S1, существует возможность забора образцов, дальнейшей очистки, регулирования расплава соли, сплавления с другими металлами и т. п. Когда найдено, что состав, чистота и т. п. являются достаточными, содержимое может быть передано в камеру М1, или в другой блок литейного производства для дальнейшего использования. Брак может содержать, например, шнеки, щетки и т. п., сделанные из меди или никеля, которые при обычном способе плавления полностью разрушают весь металл. При использовании переплавки металла с использованием расплава соли такие объекты будут находиться на противоположной стороне корзины. Никель и медь полностью сопротивляются расплаву соли, т. к. жидкий металл немедленно удаляется, они не загрязняют его. Также существует возможность переплавки металлического брака, содержащего масло, например, механических деталей. Масло улетучивается и сжигается и появляется необходимость использовать в. системе сжигания. Количество масла, которое может быть удалено, зависит от емкости охлаждения газа и очистки. Пример 1. Было расплавлено 325кг металлических деталей из AZ 91 сплава магния. Использовали расплав соли, состоящий из 57% хлорида кальция, 31,3% хлорида натрия, 4,5% хлорида калия, 3,5% хлорида магния и 3,5% фторида кальция. На детали разбрызгивали более 6 баррелей. При переплавке измеряли скорость плавления для четырех порций по шесть баррелей с деталями. Измерения отличались площадью 3360кг/ч до 6000кг/ч за время плавления 40 - 45с на порцию (см. таблицу). В барреле номер 5 и 6 детали были полностью разделены. Эксперименты были проведены удовлетворительно без какого-либо образования диспергированного металла. После плавления ванный расплав содержал 0,053% магния и 0,049% оксида магния. Пример 2. Проведен с бракованным сплавом, переплавленным для измерения образования отстоя. Все 8500кг возврата литья AZ 91 были загружены в корзину, которая находилась в 1м ниже сплинкера. По мере плавления металла и вытекания его из перфорированной корзины части литья, погружались вниз. Температура плавления опускалась от 770 - 780°С до около 700°С, в то время как происходило плавление. Содержание хлорида кальция в циркулирующем расплаве составило 45,7 - 44,2% и содержание фторида кальция изменялось от 2,75 - 2,4%. Содержание оксида магния изменялось между 0,04 и 0,65% и содержание магния имело вариацию между 0,027 и 3,43%. Образование отстоя составило 70,6кг на тонну магниевого металла. Отстой содержал 11,5кг магния на тонну расплавленного магния. Содержание оксида магния в отстое составило 14,9кг на тонну расплавленного магния. Потери металла, механически связанного с отстоем при использовании чистого начального материала, составили 0,1 - 0,2% по массе продукта. При плавлении очень коррелированных влажных деталей из сплава получили 3 - 5% механически связанного магния в отстое. При более высоком качестве относительно сухи х деталей получили 0,6% потерь металла. Кроме этого, потери металла включали металлический магний, который образовывал соединения в течение процесса плавления. При плавлении тяжелых чистых магниевых продуктов содержание в соли оксида составило около 0,2%, для деталей содержание составило около 0,6%. При плавлении и очистке брака сплава средний процент восстановления составил 98 - 99,5%, в зависимости от качества брака. Можно вычислить дальнейшие потери, если для получения экстрачистого продукта добавляли хлорид магния. Потребляли металлический магний, т. к. он восстанавливал хлорид магния до металлического магния, также он являлся операционным компонентом для осаждения железа. Необходимое количество хлорида магния было пропорционально содержанию в сплаве железа. Для сравнения можно отметить, что при обычном плавлении в чрезвычайно нагретом стальном тигле имели выход металла в диапазоне 88 - 94%. Для индукционной печи с керамическим тиглем и при эффективном использовании флюса выход может достигать 95 - 96%. Все плавки в тигельных печах дают более большое количество отстоя из - за более больших потерь магния при плавлении, из - за большего потребления флюса, требующи хся при переплавке, и из - за короткого времени контакта между отстоем/расплавом и жидким металлом. Обычное количество отстоя при обычном плавлении составляет 170кг на тонну расплавленного металла. С помощью изобретения получена возможность переплавлять более широкий диапазон возвращенного металла магниевых сплавов с высоким процентом выхода металла. Быстрая переплавка и удаление жидкого металла препятствует окислению. Не происходит нагрев металла без покрытия его расплавом и отсутствует контакт между твердым и жидким металлами. Также это делает возможным использовать металл с некоторым содержанием влаги без предварительного нагрева. Способ обеспечивает хорошую утилизацию энергии с генерацией тепла непосредственно в расплаве и циркуляцию расплава. Также можно переплавлять брак неизвестного происхождения в той же самой печи, т. к. загрязненные расплавы могут быть отделены от металла в печи.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for magnesium and its alloys fining and device for realization thereof
Назва патенту російськоюСпособ рафинирования магния и его сплавов и устройство для его осуществления
МПК / Мітки
МПК: C22B 26/00
Мітки: пристрій, спосіб, магнію, сплавів, здійснення, рафінування
Код посилання
<a href="https://ua.patents.su/6-27030-sposib-rafinuvannya-magniyu-i-jjogo-splaviv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб рафінування магнію і його сплавів та пристрій для його здійснення</a>
Електрична сольова піч для плавки та рафінування магнію та його сплавів
Номер патенту: 22841
Опубліковано: 21.04.1998
Автори: Шевченко Віктор Миколаєвич, Баранник Іван Андрійович, Петров Володимир Іванович, Башмаков Олександр Михайлович
МПК: F27B 17/00
Мітки: плавки, сольова, сплавів, електрична, піч, магнію, рафінування
Формула / Реферат:
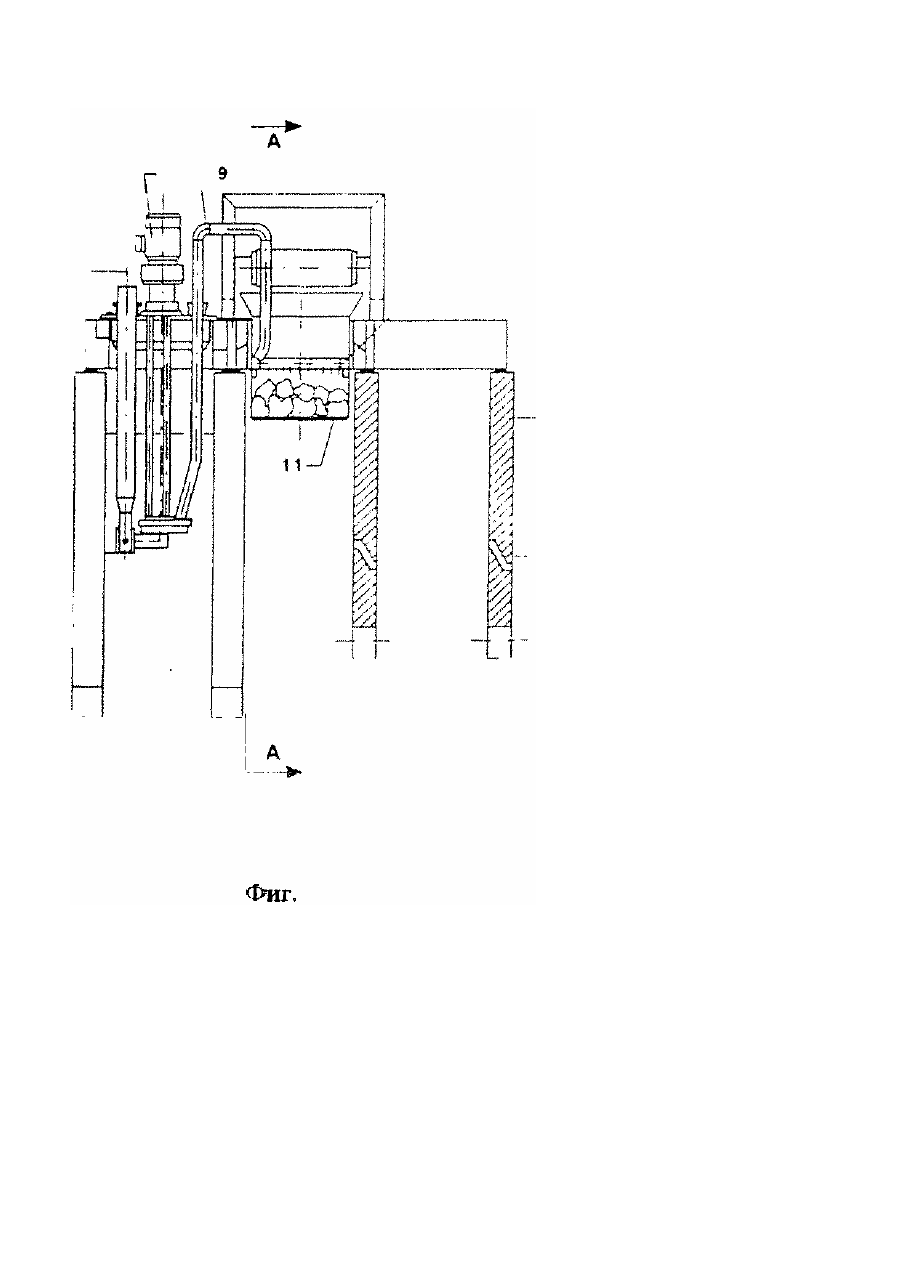
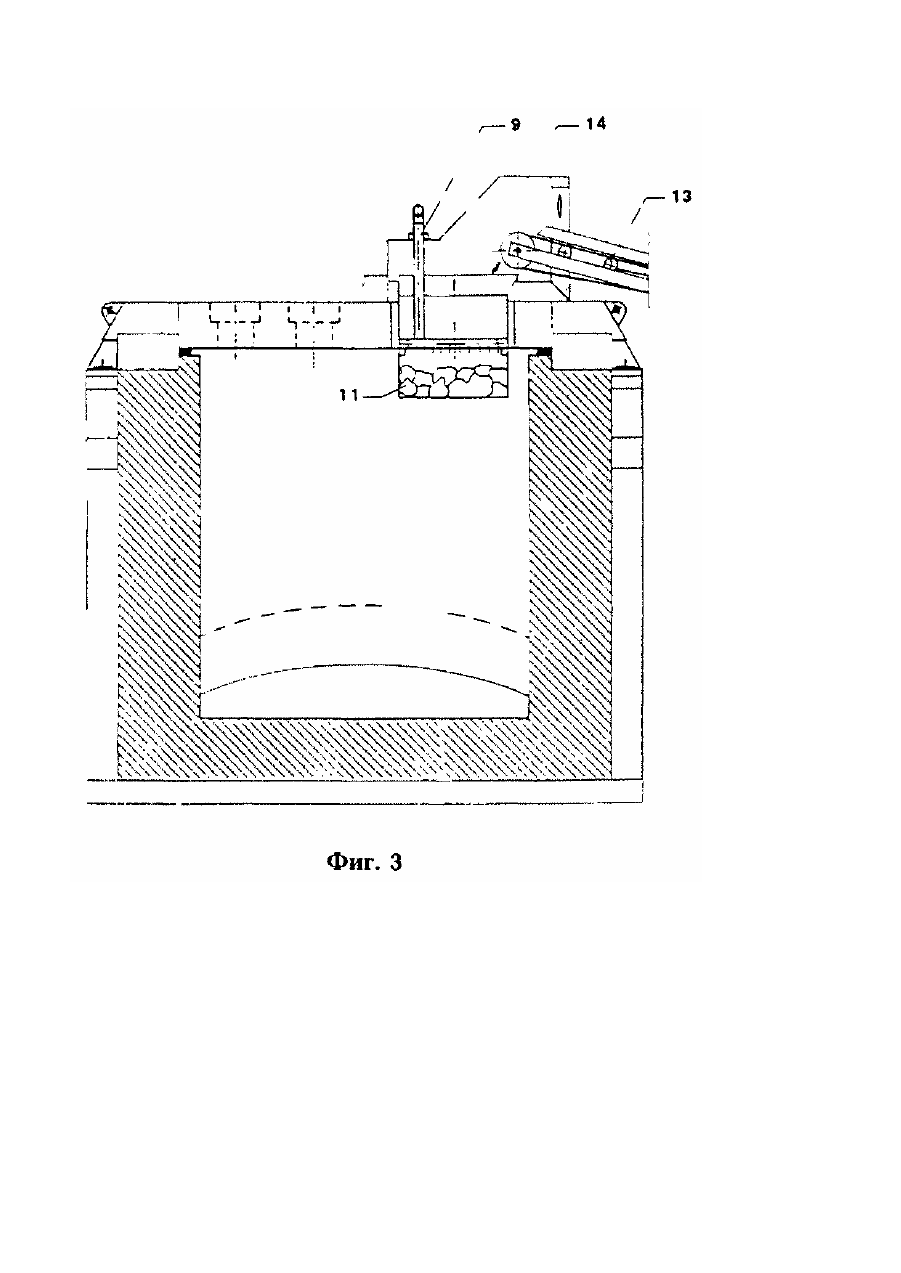
1. Печь электрическая солевая для плавки и рафинирования магния и его сплавов, включающая металлический корпус в форме параллелепипеда, огнеупорную футеровку, образующую внутреннее рабочее пространство печи, на подине которой находится слой расплава солей; большое число вертикальных перегородок, разделяющих указанное пространство печи на сборную солевую камеру для шлама и большое число отстойных последовательно расположенных камер, причем...
Електрична сольова піч для безперервного рафінування магнію та магнієвих сплавів
Номер патенту: 22842
Опубліковано: 21.04.1998
Автори: Петров Володимир Іванович, Герб Андрій Павлович, Хамідов Олександр Мухаммедович, Баранник Іван Андрійович, Сікорська Ірина Леонідівна, Шнейдер Валерій Пінхусович
МПК: F27B 17/00
Мітки: магнієвих, магнію, сольова, рафінування, сплавів, піч, електрична, безперервного
Формула / Реферат:
1. Электрическая солевая печь, для непрерывного рафинирования магния и магниевых сплавов, содержащая ванну, разделенную вертикальными перегородками с отверстиями на периферийные камеры рафинирования, перекрытие с технологическими патрубками и люками, съемную центральную шахту, установленную с возможностью вертикального перемещения и закрепленную верхним торцом в перекрытии, отличающаяся тем, что, вертикальные перегородки, выполнены из того же...
Спосіб безперервного рафінування магнію
Номер патенту: 8612
Опубліковано: 30.09.1996
Автори: Байбеков Мурад Казмухаммедович, Баранник Іван Андрійович, Коломійцев Арнольд Васильович, Калужська Елен Леонідівна, Усенов Сенсебай Усенович
МПК: C22B 9/10
Мітки: безперервного, магнію, рафінування, спосіб
Формула / Реферат:
Способ непрерывного рафинирования магния. включающий обработку жидкого металла расплавом хлоридов с последующим отстаиванием рафинированного магния над слоем расплава и периодическую корректировку солевого расплава, отличающийся тем, что, с целью повышения качества продукта путем снижения содержания кислорода и азота в магнии и сокращения потерь магния со шламом, обработку жидкого металла осуществляют при поддержании отношения массы...
Спосіб рафінування сплавів на мідній основі
Номер патенту: 22678
Опубліковано: 07.04.1998
Автори: Єловських Євгеній Миколайович, Агужен Алла Яковлівна, Матвєєв Олександр Васильович
МПК: C22B 9/10, C22B 15/00
Мітки: спосіб, сплавів, мідній, рафінування, основі
Формула / Реферат:
1. Способ рафинирования сплавов на основе меди, включающий расплавление исходного сырья, подачу флюса на основе карбоната натрия на поверхность расплава, выдержку и отливку слитков из отрафинированного металла, отличающийся тем, что обработку расплава металла осуществляют карбонатом натрия в присутствии фторида кальция, взятого в количестве 11-17% от массы карбоната натрия, выдержка расплава металла (сплава) под слоем флюса 30-40...
Спосіб рафінування алюмінію та його сплавів
Номер патенту: 17880
Опубліковано: 03.06.1997
Автори: Сазанович Тетяна Аністіфорівна, Нікітенко Володимир Кузьмич, Солонін Генадій Володимирович
МПК: C22B 21/00
Мітки: спосіб, рафінування, алюмінію, сплавів
Формула / Реферат:
Способ рафинирования алюминия и его сплавов, включающий обработку флюсом, отличающийся тем, что в качестве флюса используют фторид алюминия, предварительно прокаленный при 650-900°С.
Попередній патент: Спосіб одержання кристалічної форми гідрату 8-хлор-1-метил-6-феніл-4н-1,2,4-триазоло[4,3-а][1, 4]бензодіазепіну
Наступний патент: Кристалічний 8-хлор-1-метил-6-феніл-4н-1,2,4-триазоло[4,3-а][1,4]бензодіазепін дигідрат пластинчастої форми, що має анксиолітичну та антидепресивну дію
Випадковий патент: Спосіб оцінки функції нирок у вагітних із різним ступенем ожиріння і метаболічним синдромом