Атравматична голка та спосіб її виготовлення
Номер патенту: 27856
Опубліковано: 16.10.2000
Автори: Бондарь Анатолій Ларіонович, Сергєєв Володимир Петрович, Тавокін Володимир Вікторович


Текст
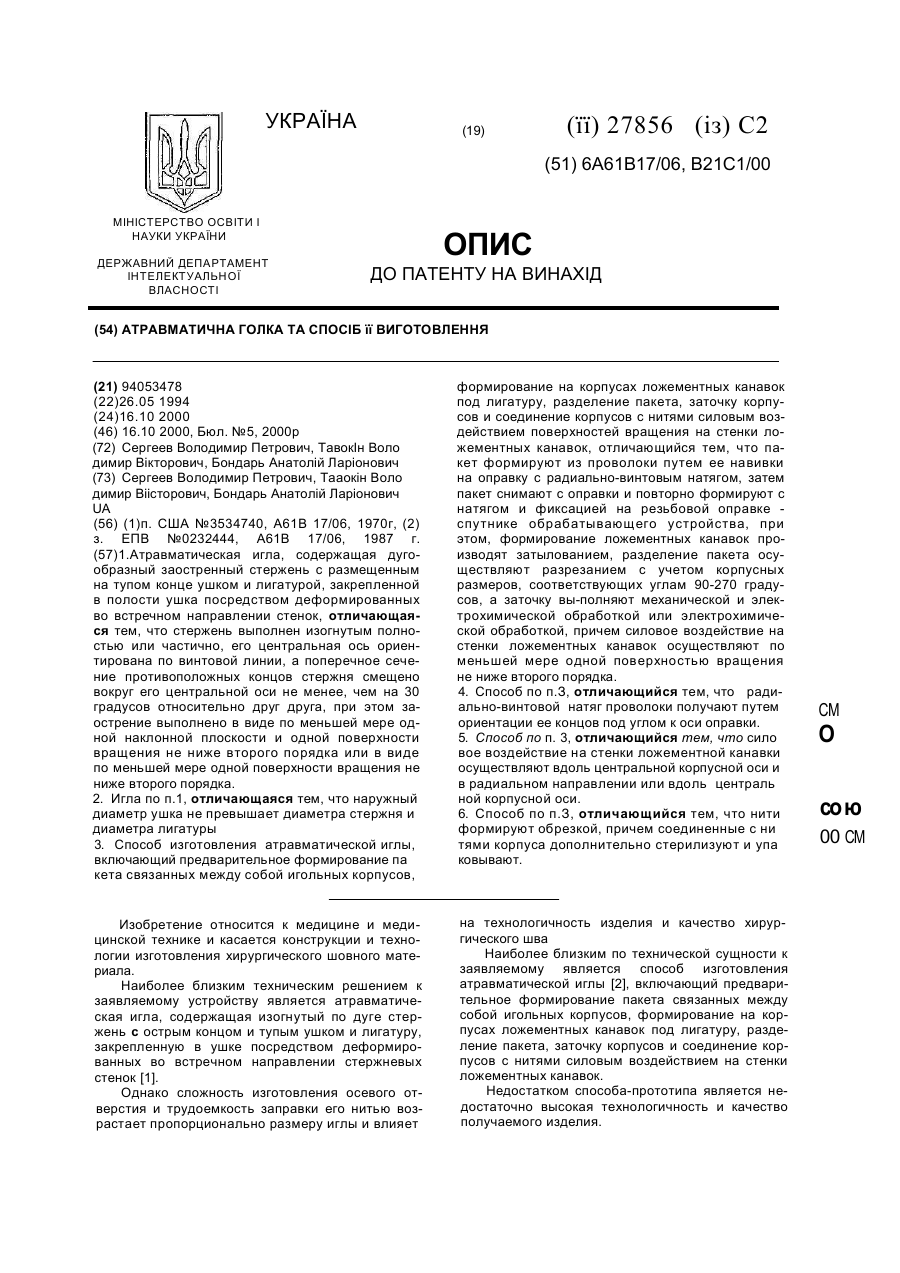
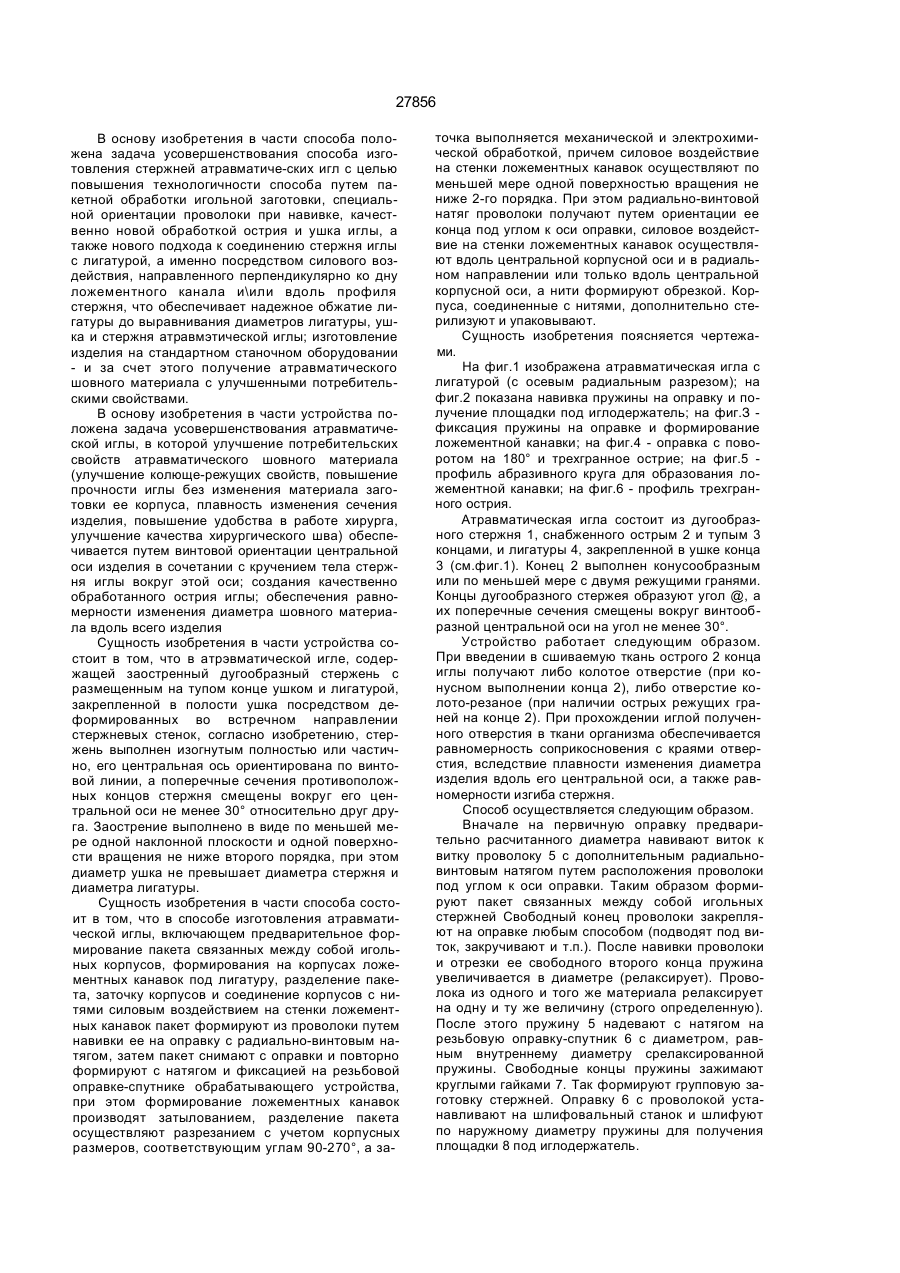
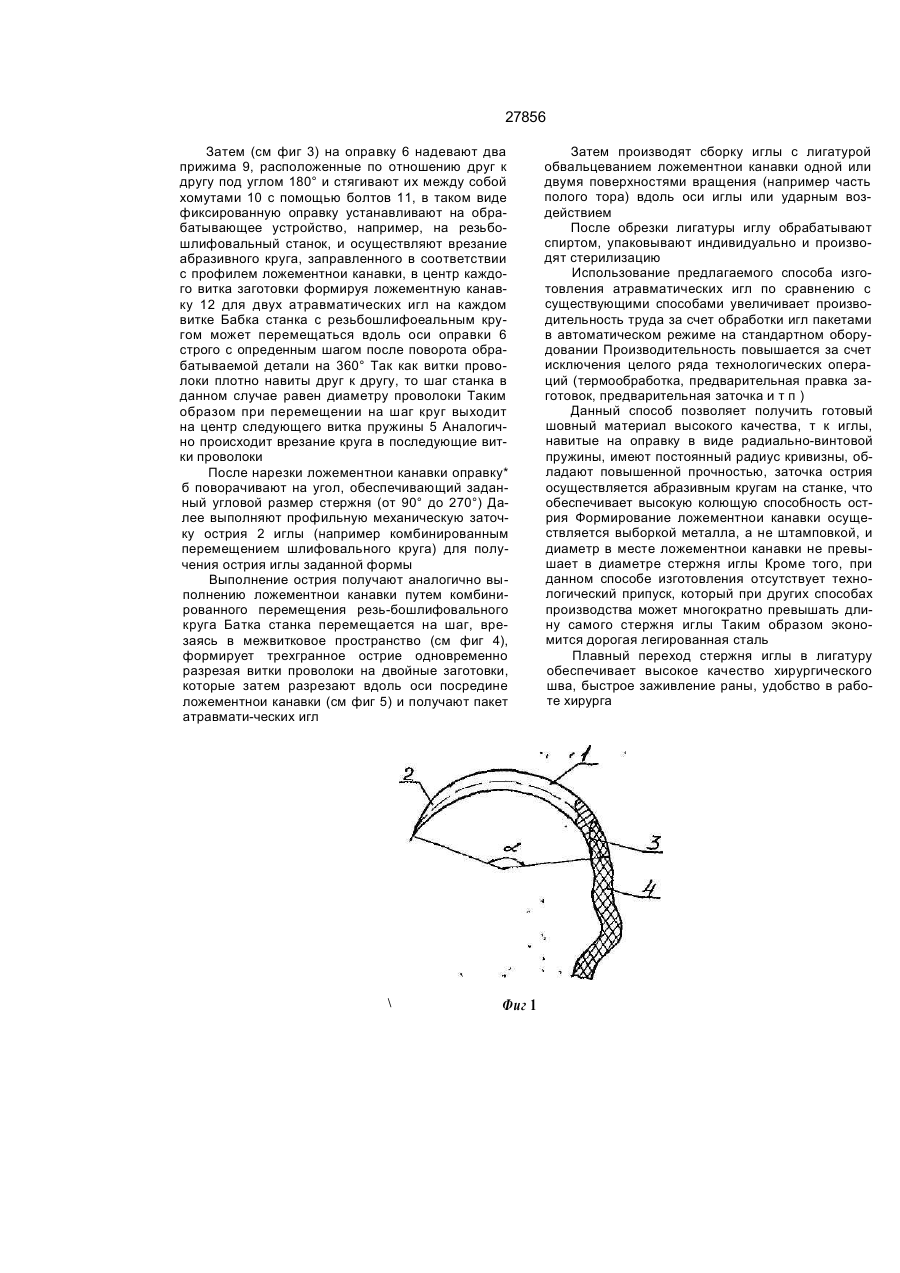
1.Атравматическая игла, содержащая дугообразный заостренный стержень с размещенным на тупом конце ушком и лигатурой, закрепленной в полости ушка посредством деформированных во встречном направлении стенок, отличающаяся тем, что стержень выполнен изогнутым полностью или частично, его центральная ось ориентирована по винтовой линии, а поперечное сечение противоположных концов стержня смещено вокруг его центральной оси не менее, чем на 30 градусов относительно друг друга, при этом заострение выполнено в виде по меньшей мере одной наклонной плоскости и одной поверхности вращения не ниже второго порядка или в виде по меньшей мере одной поверхности вращения не ниже второго порядка. 2. Игла по п.1, отличающаяся тем, что наружный диаметр ушка не превышает диаметра стержня и диаметра лигатуры 3. Способ изготовления атравматической иглы, включающий предварительное формирование па кета связанных между собой игольных корпусов, формирование на корпусах ложементных канавок под лигатуру, разделение пакета, заточку корпусов и соединение корпусов с нитями силовым воздействием поверхностей вращения на стенки ложементных канавок, отличающийся тем, что пакет формируют из проволоки путем ее навивки на оправку с радиально-винтовым натягом, затем пакет снимают с оправки и повторно формируют с натягом и фиксацией на резьбовой оправке спутнике обрабатывающего устройства, при этом, формирование ложементных канавок производят затылованием, разделение пакета осуществляют разрезанием с учетом корпусных размеров, соответствующих углам 90-270 градусов, а заточку вы-полняют механической и электрохимической обработкой или электрохимической обработкой, причем силовое воздействие на стенки ложементных канавок осуществляют по меньшей мере одной поверхностью вращения не ниже второго порядка. 4. Способ по п.З, отличающийся тем, что радиально-винтовой натяг проволоки получают путем ориентации ее концов под углом к оси оправки. 5. Способ по п. 3, отличающийся тем, что сило вое воздействие на стенки ложементной канавки осуществляют вдоль центральной корпусной оси и в радиальном направлении или вдоль централь ной корпусной оси. 6. Способ по п.З, отличающийся тем, что нити формируют обрезкой, причем соединенные с ни тями корпуса дополнительно стерилизуют и упа ковывают. Изобретение относится к медицине и медицинской технике и касается конструкции и технологии изготовления хирургического шовного материала. Наиболее близким техническим решением к заявляемому устройству является атравматическая игла, содержащая изогнутый по дуге стержень с острым концом и тупым ушком и лигатуру, закрепленную в ушке посредством деформированных во встречном направлении стержневых стенок [1]. Однако сложность изготовления осевого отверстия и трудоемкость заправки его нитью возрастает пропорционально размеру иглы и влияет на технологичность изделия и качество хирургического шва Наиболее близким по технической сущности к заявляемому является способ изготовления атравматической иглы [2], включающий предварительное формирование пакета связанных между собой игольных корпусов, формирование на корпусах ложементных канавок под лигатуру, разделение пакета, заточку корпусов и соединение корпусов с нитями силовым воздействием на стенки ложементных канавок. Недостатком способа-прототипа является недостаточно высокая технологичность и качество получаемого изделия. СМ О со ю 00 СМ 27856 В основу изобретения в части способа положена задача усовершенствования способа изготовления стержней атравматиче-ских игл с целью повышения технологичности способа путем пакетной обработки игольной заготовки, специальной ориентации проволоки при навивке, качественно новой обработкой острия и ушка иглы, а также нового подхода к соединению стержня иглы с лигатурой, а именно посредством силового воздействия, направленного перпендикулярно ко дну ложементного канала и\или вдоль профиля стержня, что обеспечивает надежное обжатие лигатуры до выравнивания диаметров лигатуры, ушка и стержня атравмэтической иглы; изготовление изделия на стандартном станочном оборудовании - и за счет этого получение атравматического шовного материала с улучшенными потребительскими свойствами. В основу изобретения в части устройства положена задача усовершенствования атравматической иглы, в которой улучшение потребительских свойств атравматического шовного материала (улучшение колюще-режущих свойств, повышение прочности иглы без изменения материала заготовки ее корпуса, плавность изменения сечения изделия, повышение удобства в работе хирурга, улучшение качества хирургического шва) обеспечивается путем винтовой ориентации центральной оси изделия в сочетании с кручением тела стержня иглы вокруг этой оси; создания качественно обработанного острия иглы; обеспечения равномерности изменения диаметра шовного материала вдоль всего изделия Сущность изобретения в части устройства состоит в том, что в атрэвматической игле, содержащей заостренный дугообразный стержень с размещенным на тупом конце ушком и лигатурой, закрепленной в полости ушка посредством деформированных во встречном направлении стержневых стенок, согласно изобретению, стержень выполнен изогнутым полностью или частично, его центральная ось ориентирована по винтовой линии, а поперечные сечения противоположных концов стержня смещены вокруг его центральной оси не менее 30° относительно друг друга. Заострение выполнено в виде по меньшей мере одной наклонной плоскости и одной поверхности вращения не ниже второго порядка, при этом диаметр ушка не превышает диаметра стержня и диаметра лигатуры. Сущность изобретения в части способа состоит в том, что в способе изготовления атравматической иглы, включающем предварительное формирование пакета связанных между собой игольных корпусов, формирования на корпусах ложементных канавок под лигатуру, разделение пакета, заточку корпусов и соединение корпусов с нитями силовым воздействием на стенки ложементных канавок пакет формируют из проволоки путем навивки ее на оправку с радиально-винтовым натягом, затем пакет снимают с оправки и повторно формируют с натягом и фиксацией на резьбовой оправке-спутнике обрабатывающего устройства, при этом формирование ложементных канавок производят затылованием, разделение пакета осуществляют разрезанием с учетом корпусных размеров, соответствующим углам 90-270°, а за точка выполняется механической и электрохимической обработкой, причем силовое воздействие на стенки ложементных канавок осуществляют по меньшей мере одной поверхностью вращения не ниже 2-го порядка. При этом радиально-винтовой натяг проволоки получают путем ориентации ее конца под углом к оси оправки, силовое воздействие на стенки ложементных канавок осуществляют вдоль центральной корпусной оси и в радиальном направлении или только вдоль центральной корпусной оси, а нити формируют обрезкой. Корпуса, соединенные с нитями, дополнительно стерилизуют и упаковывают. Сущность изобретения поясняется чертежами. На фиг.1 изображена атравматическая игла с лигатурой (с осевым радиальным разрезом); на фиг.2 показана навивка пружины на оправку и получение площадки под иглодержатель; на фиг.З фиксация пружины на оправке и формирование ложементной канавки; на фиг.4 - оправка с поворотом на 180° и трехгранное острие; на фиг.5 профиль абразивного круга для образования ложементной канавки; на фиг.6 - профиль трехгранного острия. Атравматическая игла состоит из дугообразного стержня 1, снабженного острым 2 и тупым 3 концами, и лигатуры 4, закрепленной в ушке конца 3 (см.фиг.1). Конец 2 выполнен конусообразным или по меньшей мере с двумя режущими гранями. Концы дугообразного стержея образуют угол @, а их поперечные сечения смещены вокруг винтообразной центральной оси на угол не менее 30°. Устройство работает следующим образом. При введении в сшиваемую ткань острого 2 конца иглы получают либо колотое отверстие (при конусном выполнении конца 2), либо отверстие колото-резаное (при наличии острых режущих граней на конце 2). При прохождении иглой полученного отверстия в ткани организма обеспечивается равномерность соприкосновения с краями отверстия, вследствие плавности изменения диаметра изделия вдоль его центральной оси, а также равномерности изгиба стержня. Способ осуществляется следующим образом. Вначале на первичную оправку предварительно расчитанного диаметра навивают виток к витку проволоку 5 с дополнительным радиальновинтовым натягом путем расположения проволоки под углом к оси оправки. Таким образом формируют пакет связанных между собой игольных стержней Свободный конец проволоки закрепляют на оправке любым способом (подводят под виток, закручивают и т.п.). После навивки проволоки и отрезки ее свободного второго конца пружина увеличивается в диаметре (релаксирует). Проволока из одного и того же материала релаксирует на одну и ту же величину (строго определенную). После этого пружину 5 надевают с натягом на резьбовую оправку-спутник 6 с диаметром, равным внутреннему диаметру срелаксированной пружины. Свободные концы пружины зажимают круглыми гайками 7. Так формируют групповую заготовку стержней. Оправку 6 с проволокой устанавливают на шлифовальный станок и шлифуют по наружному диаметру пружины для получения площадки 8 под иглодержатель. 27856 Затем (см фиг 3) на оправку 6 надевают два прижима 9, расположенные по отношению друг к другу под углом 180° и стягивают их между собой хомутами 10 с помощью болтов 11, в таком виде фиксированную оправку устанавливают на обрабатывающее устройство, например, на резьбошлифовальный станок, и осуществляют врезание абразивного круга, заправленного в соответствии с профилем ложементнои канавки, в центр каждого витка заготовки формируя ложементную канавку 12 для двух атравматических игл на каждом витке Бабка станка с резьбошлифоеальным кругом может перемещаться вдоль оси оправки 6 строго с опреденным шагом после поворота обрабатываемой детали на 360° Так как витки проволоки плотно навиты друг к другу, то шаг станка в данном случае равен диаметру проволоки Таким образом при перемещении на шаг круг выходит на центр следующего витка пружины 5 Аналогично происходит врезание круга в последующие витки проволоки После нарезки ложементнои канавки оправку* б поворачивают на угол, обеспечивающий заданный угловой размер стержня (от 90° до 270°) Далее выполняют профильную механическую заточку острия 2 иглы (например комбинированным перемещением шлифовального круга) для получения острия иглы заданной формы Выполнение острия получают аналогично выполнению ложементнои канавки путем комбинированного перемещения резь-бошлифовального круга Батка станка перемещается на шаг, врезаясь в межвитковое пространство (см фиг 4), формирует трехгранное острие одновременно разрезая витки проволоки на двойные заготовки, которые затем разрезают вдоль оси посредине ложементнои канавки (см фиг 5) и получают пакет атравмати-ческих игл \ Фиг 1 Затем производят сборку иглы с лигатурой обвальцеванием ложементнои канавки одной или двумя поверхностями вращения (например часть полого тора) вдоль оси иглы или ударным воздействием После обрезки лигатуры иглу обрабатывают спиртом, упаковывают индивидуально и производят стерилизацию Использование предлагаемого способа изготовления атравматических игл по сравнению с существующими способами увеличивает производительность труда за счет обработки игл пакетами в автоматическом режиме на стандартном оборудовании Производительность повышается за счет исключения целого ряда технологических операций (термообработка, предварительная правка заготовок, предварительная заточка и т п ) Данный способ позволяет получить готовый шовный материал высокого качества, т к иглы, навитые на оправку в виде радиально-винтовой пружины, имеют постоянный радиус кривизны, обладают повышенной прочностью, заточка острия осуществляется абразивным кругам на станке, что обеспечивает высокую колющую способность острия Формирование ложементнои канавки осуществляется выборкой металла, а не штамповкой, и диаметр в месте ложементнои канавки не превышает в диаметре стержня иглы Кроме того, при данном способе изготовления отсутствует технологический припуск, который при других способах производства может многократно превышать длину самого стержня иглы Таким образом экономится дорогая легированная сталь Плавный переход стержня иглы в лигатуру обеспечивает высокое качество хирургического шва, быстрое заживление раны, удобство в работе хирурга 27856 Фиг. 2 Фиг. 4 Фиг. 6 27856 ДП "Український інститут промислової власності" (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до друку 6&.О4 2001 р. Формат 60x84 1/8. ^(// обл.-вид.арк. Тираж 50 прим. Зам 3S& УкріНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22
ДивитисяДодаткова інформація
Автори англійськоюSerheev Volodymyr Petrovych, Tavokin Volodymyr Viktorovych
Автори російськоюСергеев Владимир Петрович, Тавокин Владимир Викторович
МПК / Мітки
МПК: A61B 17/06, B21C 1/00
Мітки: виготовлення, голка, спосіб, атравматична
Код посилання
<a href="https://ua.patents.su/6-27856-atravmatichna-golka-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Атравматична голка та спосіб її виготовлення</a>
Спосiб виготовлення корпусiв атрав матичних голок
Номер патенту: 899
Опубліковано: 15.12.1993
Автори: Сергеєв Володимир Петрович, Бондарь Анатолій Ларіонович, Тищенко Надія Іванівна, Бучнєв Олександр Васильович, Тавокін Володимир Вікторович, Торгашин Валерій Михайлович
МПК: A61B 17/00, A61B 17/06
Мітки: спосіб, корпусів, матичних, атрав, виготовлення, голок
Формула / Реферат:
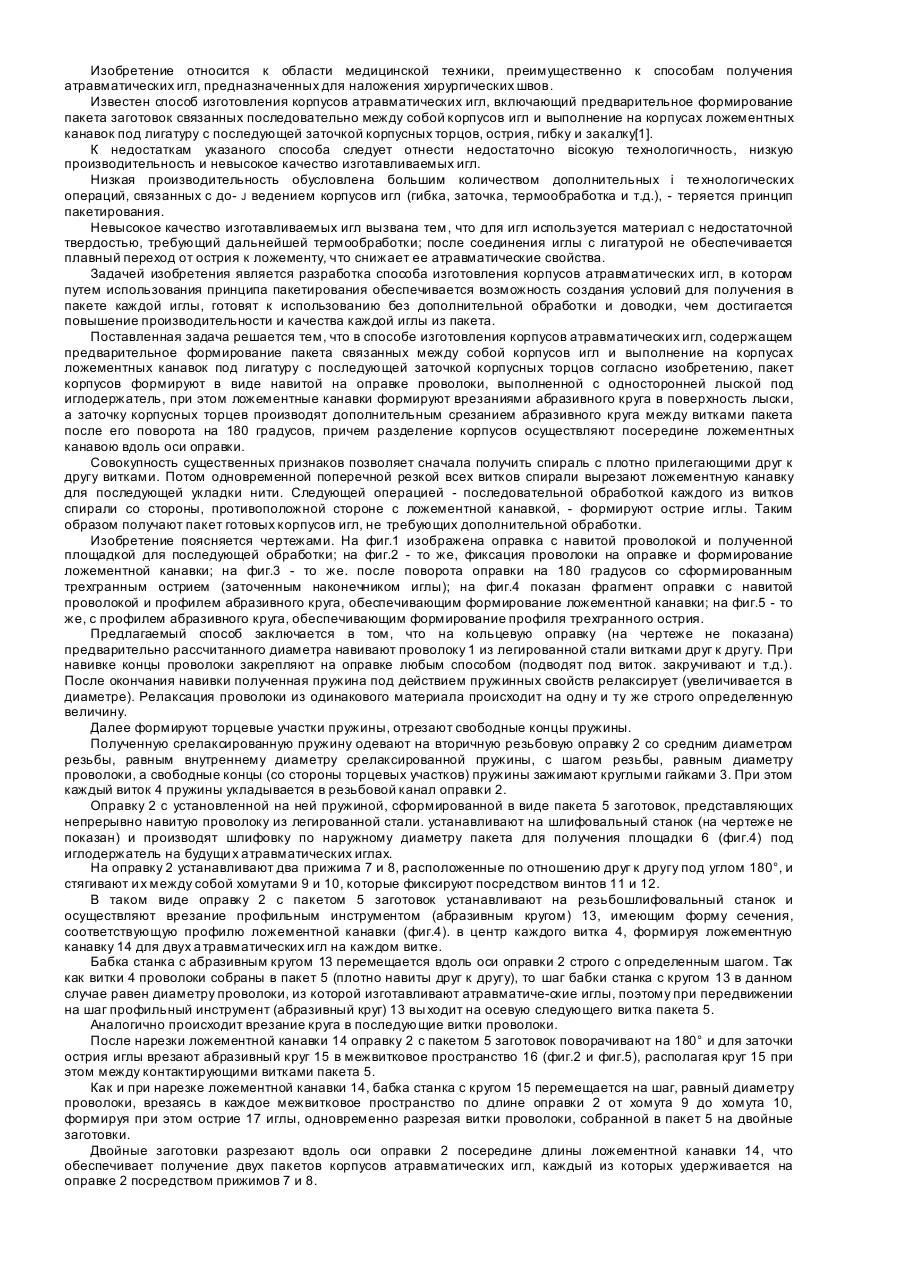
Способ изготовления корпусов атравматических игл, содержащий предварительное формирование пакета связанных между собой корпусов игл и выполнение на корпусах ложемеитных канавок под лигатура с последующей заточкой корпусных торцов, отличающийся тем, что пакет корпусов формируют в виде навитой на оправке проволоки, выполненной с односторонней лыской под иглодержатель, при этом ложементные канавки формируют врезаниями абразивного круга в...
Язичкова голка в’язальної машини
Номер патенту: 17941
Опубліковано: 03.06.1997
Автори: Гайдамака Василь Кирилович, Піпа Борис Федорович, Петров Олег Вікторович
МПК: D04B 15/02
Мітки: в'язальної, голка, машини, язичкова
Формула / Реферат:
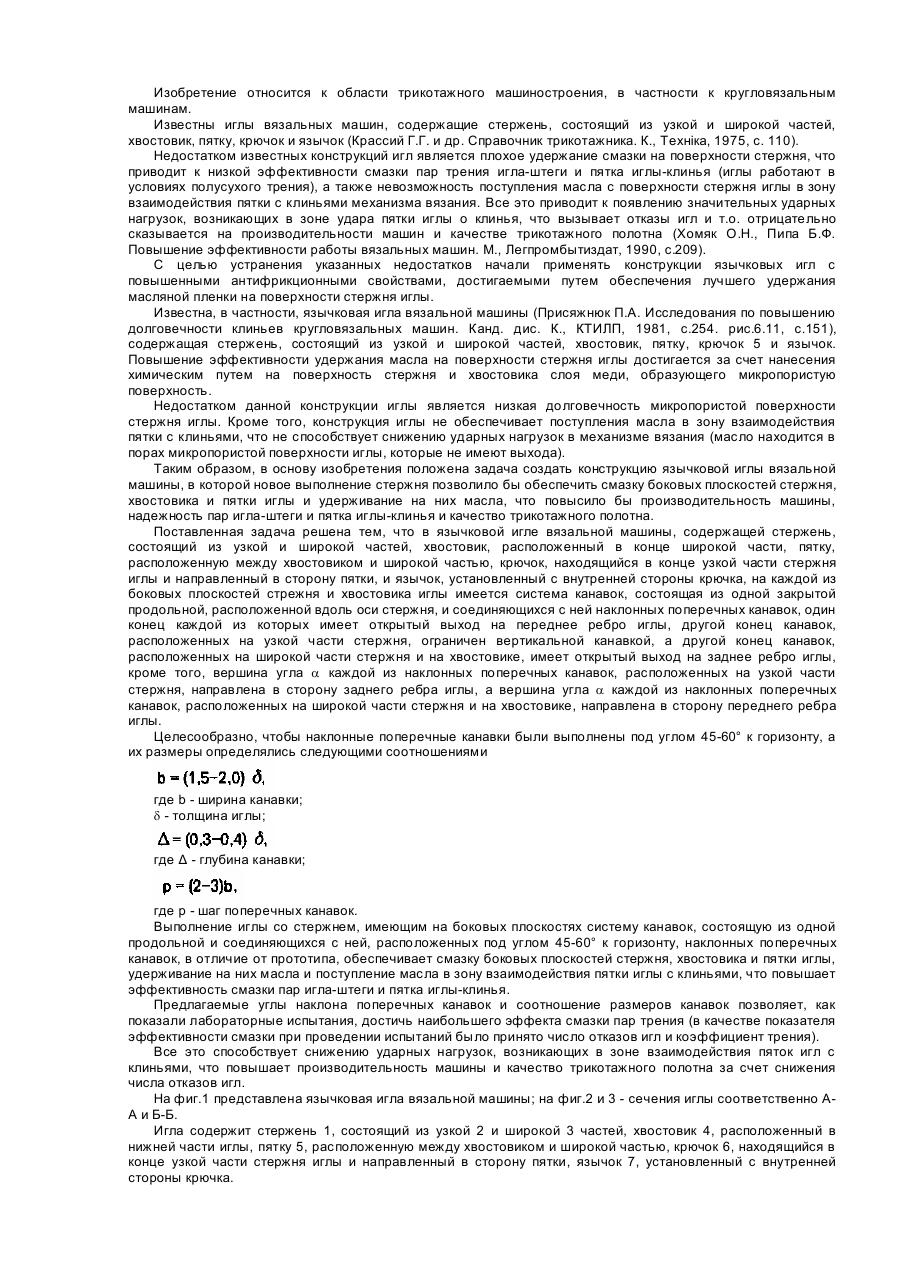
1. Язычковая игла вязальной машины, содержащая стержень, состоящий из узкой и широкой частей, хвостовик, пятку, крючок и язычок, отличающаяся тем, что на каждой из боковых плоскостей стержня и хвостовика иглы имеется система канавок, состоящая из одной закрытой продольной, расположенной вдоль оси стержня, и соединяющихся с ней наклонных поперечных канавок, один конец каждой из которых имеет открытый выход на переднее ребро иглы, другой конец...
Голка в’язальної машини
Номер патенту: 23243
Опубліковано: 19.05.1998
Автори: Піпа Володимир Борисович, Піпа Борис Федорович
МПК: D04B 15/04
Мітки: голка, машини, в'язальної
Текст:
...с внутренней стороны замыкателя, обеспечивает надежность выполне- 50 ния процесса петлеобразования, что способствует также, помимо повышения надежности и долговечности работы иглы, повышению качества выпускаемой продукции. На фиг. 1 представлена схема иглы; на 55 фиг. 2-5 - соответствующие сечения и виды иглы; на фиг. 6 представлена схема вязальной системы вязальной машины с предлагаемыми иглами; на фиг. 7 - схема взаимодействия игл...
Голка в’язальної машини
Номер патенту: 19492
Опубліковано: 25.12.1997
Автори: Піпа Володимир Борисович, Кожевник Тетяна Іванівна, Піпа Борис Федорович
МПК: D04B 35/00
Мітки: голка, в'язальної, машини
Формула / Реферат:
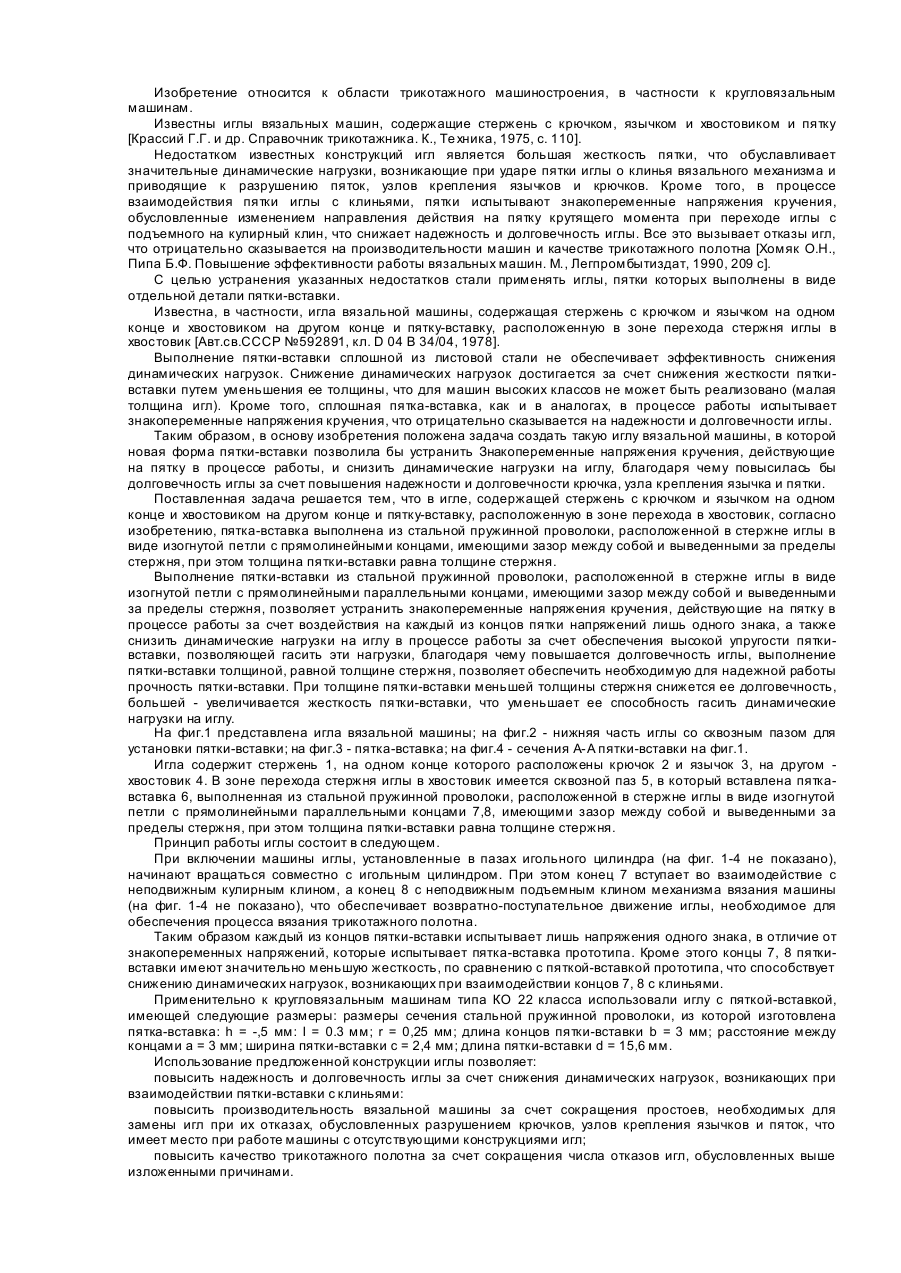
Игла вязальной машины, содержащая стержень с крючком и язычком на одном конце и хвостовиком на другом конце и пятку-вставку, расположенную в зоне перехода стержня иглы в хвостовик, отличающаяся тем, что пятка-вставка выполнена из стальной пружинной проволоки, расположенной в стержне иглы в виде изогнутой петли с прямолинейными параллельными концами, имеющими зазор между собой и выведенными за пределы стержня, при этом толщина пятки-вставки...
Голка медична

Номер патенту: 13111
Опубліковано: 28.02.1997
Автори: Жеребний Михайло Олександрович, Жеребний Сергій Михайлович
МПК: A61M 5/32
Формула / Реферат:
(57) Игла медицинская, выполненная в виде стержня со сквозным каналом и коническим хвостовиком, отличающаяся тем, что хвостовик имеет дополнительную цилиндрическую часть, выполненную за одно целое с конической, и на одном из его концов.
Попередній патент: Спосіб вилучення тонкодисперсного золота
Наступний патент: Спосіб лікування набутих захворювань, пов’язаних з порушенням утворення пігментів в шкірі
Випадковий патент: Піротехнічний склад сигнального білого вогню