Спосіб електролітичного осадження аморфних сплавів вольфраму з металами групи заліза
Номер патенту: 28326
Опубліковано: 16.10.2000
Автори: Буров Леонід Михайлович, Есаулов Михайло Олексійович, Дорогань Тетяна Євгенівна
Формула / Реферат
Способ электролитического осаждения аморфных сплавов вольфрама с металлами группы железа, включающий приготовление электролита и осаждение, отличающийся тем, что электролитическое осаждение ведут из электролита, содержащего двухвалентные ионы железа, кобальта или никеля в количестве 1,5-2,5 г/л в пересчете на металл, вольфраматионы - 25-30 г/л в пересчете на металл, лимонную кислоту - 50-100 г/л, в электролит вводят водный раствор аммиака, обеспечивающий рН 3,0-10,0, электролитическое осаждение проводят при плотности тока, равной 700-1500 А/м2, температуре 30-70°С и вольфрамовом аноде.
Текст
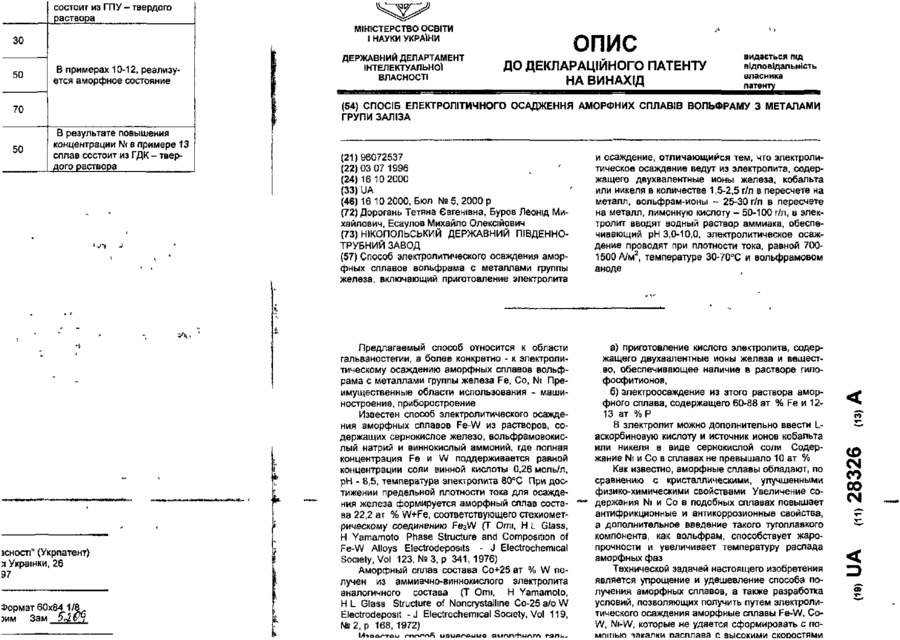
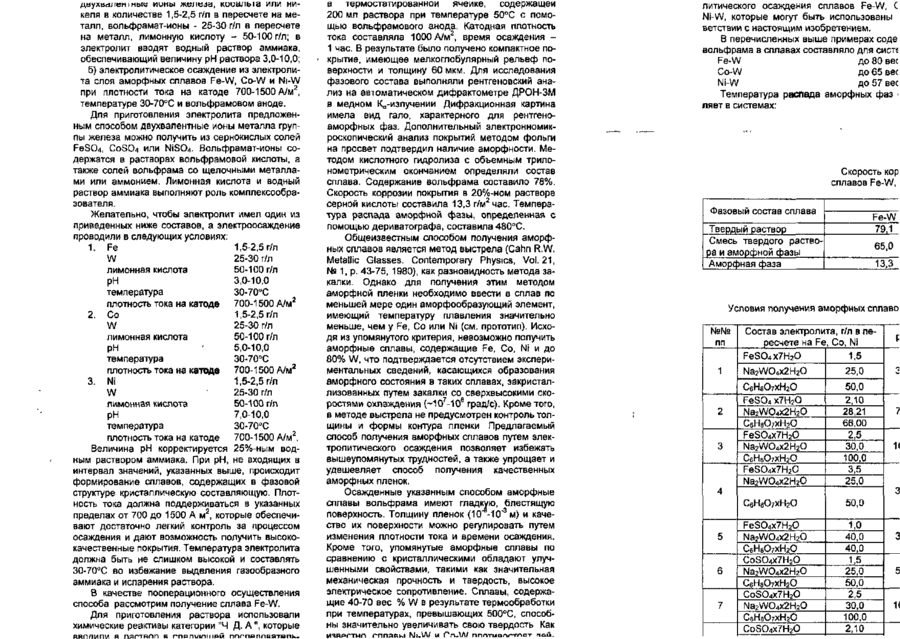
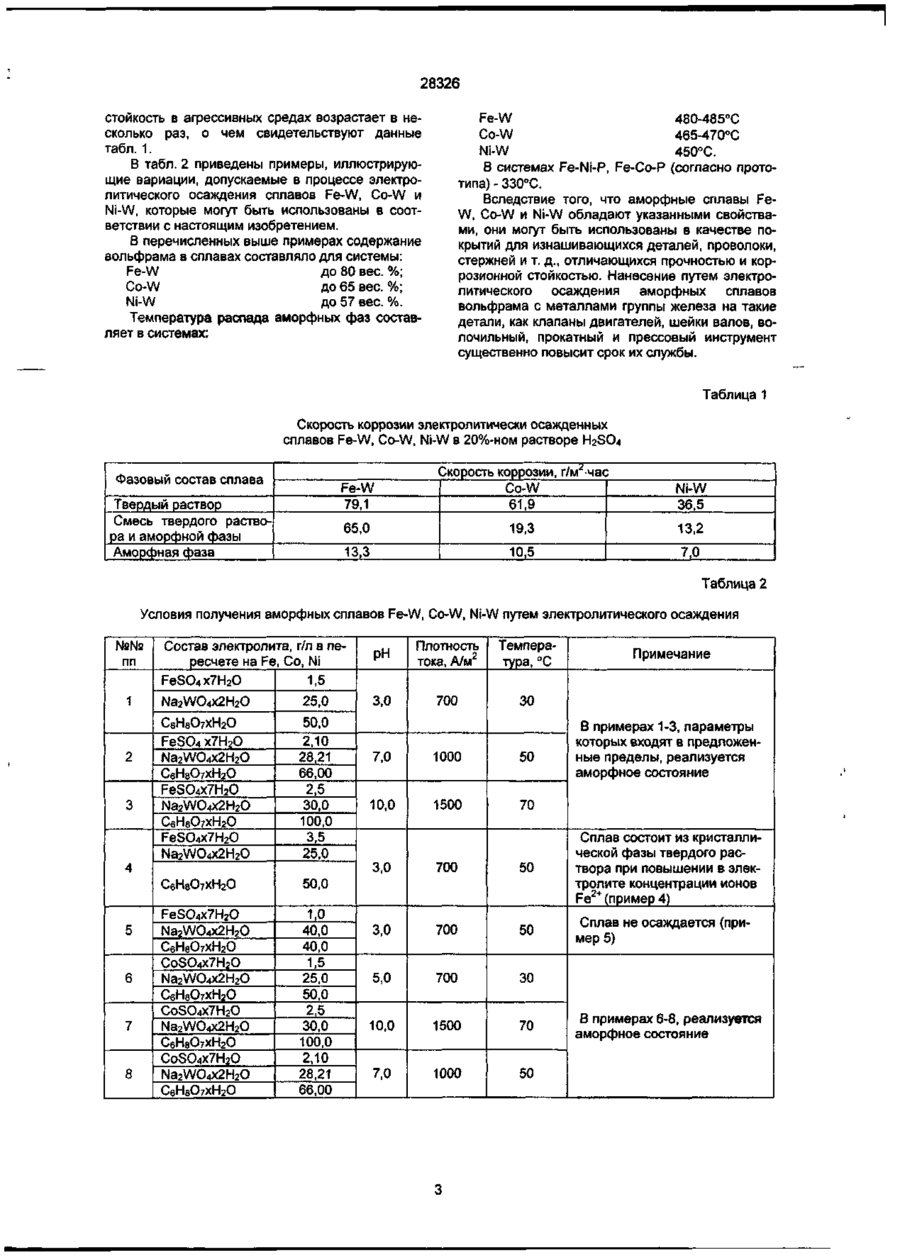
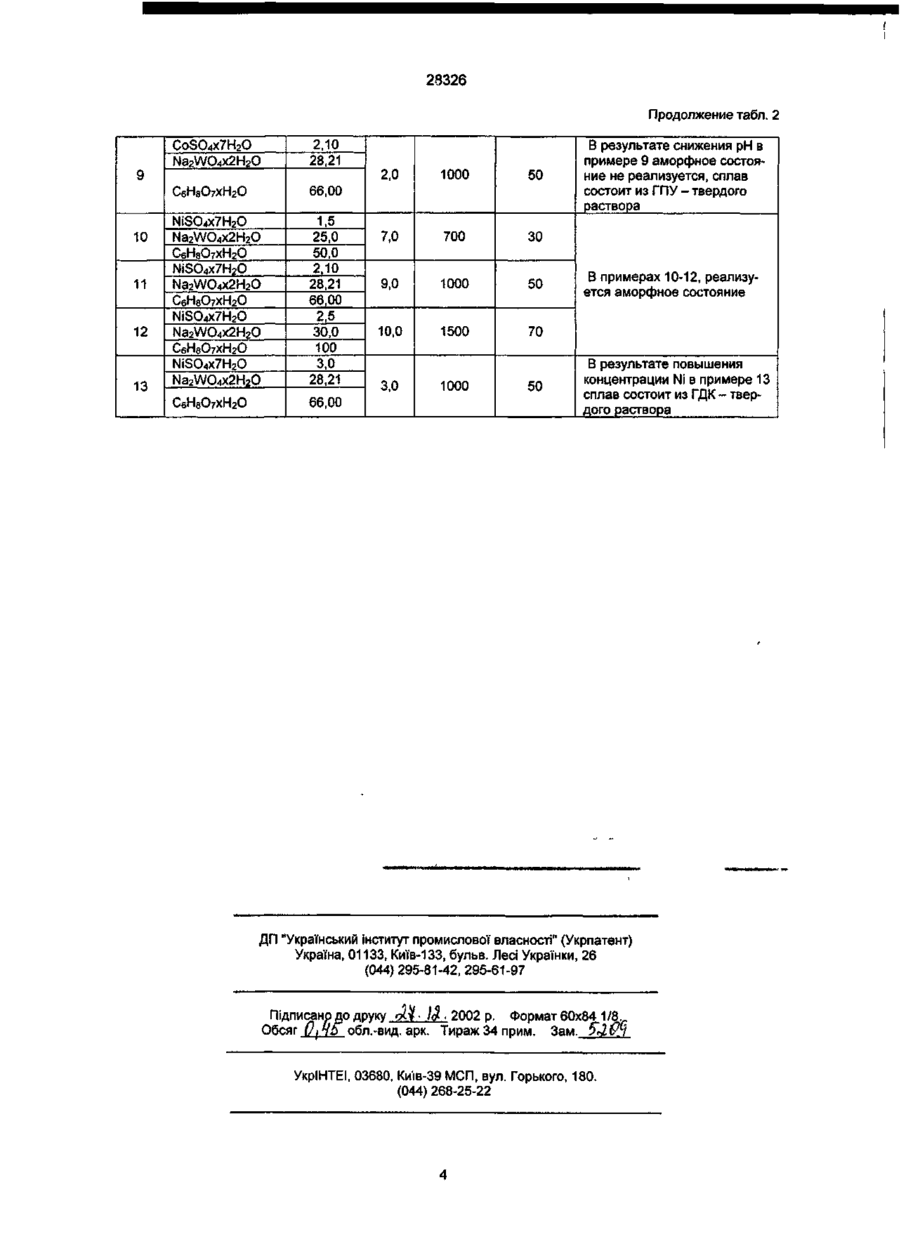
Способ электролитического осаждения аморфных сплавов вольфрама с металлами группы железа, включающий приготовление электролита зсносл" (Укрпатент) ;і Українки, 26 97 Формат 60x84 1/8 зим Зам 5~Л$ L и осаждение, отличающийся тем, что электролитическое осаждение ведут из электролита, содержащего двухвалентные ионы железа, кобальта или никеля в количестве 1,5-2,5 г/л в пересчете на металл, вольфрам-ионы - 25-30 г/л в пересчете на металл, лимонную кислоту - 50-100 г/л, в электролит вводят водный раствор аммиака, обеспечивающий рН 3,0-10,0, электролитическое осаждение проводят при плотности тока, равной 7002 1500 А/м , температуре 30-70°С и вольфрамовом аноде Предлагаемый способ относится к области гальваностегии, а более конкретно - к электролитическому осаждению аморфных сплавов вольфрама с металлами группы железа Fe, Co, Ni Преимущественные области использования - машиностроение, приборостроение Известен способ электролитического осаждения аморфных сплавов Fe-W из растворов, содержащих сернокислое железо, вольфрамовокислый натрий и виннокислый аммоний, где полная концентрация Fe и W поддерживается равной концентрации соли винной кислоты 0,26 моль/л, рН - 8,5, температура электролита 80°С При достижении предельной плотности тока для осаждения железа формируется аморфный сплав состава 22,2 ат % W+Fe, соответствующего стехиометрическому соединению Fe3W (T Оті, Н L Glass, Н Yamamoto Phase Structure and Composition of Fe-W Alloys Electrodeposits - J Electrochemical Society, Vol 123, №3, p 341,1976) Аморфный сплав состава Со+25 ат % W получен из аммиачно-виннокислого электролита аналогичного состава (Т О т і , Н Yamamoto, Н L Glass Structure of Noncrystalline Co-25 а/о W Electrodeposit - J Electrochemical Society, Vol 119, №2, p 168, 1972) а) приготовление кислого электролита, содержащего двухвалентные ионы железа и вещество, обеспечивающее наличие в растворе гипофосфитионов, б) электроосаждение из этого раствора аморфного сплава, содержащего 60-88 ат % Fe и 1213 ат % Р В электролит можно дополнительно ввести Lаскорбиновую кислоту и источник ионов кобальта или никеля в виде сернокислой соли Содержание Ni и Со в сплавах не превышало 10 ат % Как известно, аморфные сплавы обладают, по сравнению с кристалпическими, улучшенными физико-химическими свойствами Увеличение содержания Ni и Со в подобных сплавах повышает антифрикционные и антикоррозионные свойства, а дополнительное введение такого тугоплавкого компонента, как вольфрам, способствует жаропрочности и увеличивает температуру распада аморфных фаз Технической задачей настоящего изобретения является упрощение и удешевление способа получения аморфных сплавов, а также разработка условий, позволяющих получить путем электролитического осаждения аморфные сплавы Fe-W, CoW, Ni-W, которые не удается сформировать с помпшью чакалки пасплава с высокими скооостями см со 00 см зг двухьсшешные пины железа, кииалыа или никеля в количестве 1,5-2,5 г/л в пересчете на металл, вольфрамат-ионы - 25-30 г/л в пересчете на металл, лимонную кислоту - 50-100 г/л; в электролит вводят водный раствор аммиака, обеспечивающий величину рН раствора 3,0-10,0; б) электролитическое осаждение из электролита слоя аморфных сплавов Fe-W, Co-W и Ni-W при плотности тока на катоде 700-1500 А/м2, температуре 30-70°С и вольфрамовом аноде. Для приготовления электролита предложенным способом двухвалентные ионы металла группы железа можно получить из сернокислых солей FeSO4, COSO4 или NiSCv Вольфрамат-ионы содержатся в растворах вольфрамовой кислоты, а также солей вольфрама со щелочными металлами или аммонием. Лимонная кислота и водный раствор аммиака выполняют роль комплексообразователя. Желательно, чтобы электролит имел один из приведенных ниже составов, а электроосаждение проводили в следующих условиях: 1. Fe 1,5-2,5 г/л W 25-30 г/л лимонная кислота 50-100 г/л рН 3,0-10,0 температура 30-70°С плотность тока на катоде 700-1500 А/м2 2. Со 1,5-2,5 г/л W 25-30 г/л лимонная кислота 50-100 г/л рН ' 5,0-10,0 температура 30-70°С плотность тока на катоде 700-1500 А/м2 3. Ni 1,5-2,5 г/л W ' 25-30 г/л лимонная кислота 5Q-100 г/л рН 7,0-10,0 температура 30-70°С плотность тока на катоде 700-1500 А/м2. Величина рН корректируется 25%-ным водным раствором аммиака. При рН, не входящих в интервал значений, указанных выше, происходит формирование сплавов, содержащих в фазовой структуре кристаллическую составляющую. Плотность тока должна поддерживаться в указанных пределах от 700 до 1500 А м , которые обеспечивают достаточно легкий контроль за процессом осаждения и дают возможность получить высококачественные покрытия. Температура электролита должна быть не слишком высокой и составлять 30-70°С во избежание выделения газообразного аммиака и испарения раствора. В качестве пооперационного осуществления способа рассмотрим получение сплава Fe-W. Для приготовления раствора использовали химические реактивы категории "Ч Д. А", которые RRnnwnw R пягтнпп в гпрпиштрй ппгпвппватвпи. в термостатированной ячейке, содержащей 200 мл раствора при температуре 50°С с помощью вольфрамового анода. Катодная плотность тока составляла 1000 А/м2, время осаждения 1 час. В результате было получено компактное покрытие, имеющее мелко глобулярный рельеф поверхности и толщину 60 мкм. Для исследования фазового состава выполняли рентгеновский анализ на автоматическом дифрактометре ДРОН-ЗМ в медном К^-излучении Дифракционная картина имела вид гало, характерного для рентгеноаморфных фаз. Дополнительный электрон но микроскопический анализ покрытий методом фольги на просвет подтвердил наличие аморфности. Методом кислотного гидролиза с объемным трилонометрическим окончанием определяли состав сплава. Содержание вольфрама составило 78%. Скорость коррозии покрытия в 20%-ном растворе серной кислоты составила 13,3 г/м2 час. Температура распада аморфной фазы, определенная с помощью дериватографа, составила 480°С. Общеизвестным способом получения аморфных сплавов является метод выстрела (Cahn R.W. Metallic Glasses. Contemporary Physics, Vol.21, № 1, p. 43-75, 1980), как разновидность метода закалки. Однако для получения этим методом аморфной пленки необходимо ввести в сплав по меньшей мере один аморфообразующий элемент, имеющий температуру плавления значительно меньше, чем у Fe, Co или Ni (см. прототип). Исходя из упомянутого критерия, невозможно получить аморфные сплавы, содержащие Fe, Co, Ni и до 80% W, что подтверждается отсутствием экспериментальных сведений, касающихся образования аморфного состояния в таких сплавах, закристаллизованных путем закалки со сверхвысокими скоростями охлаждения (-107-10е град/с). Кроме того, в методе выстрела не предусмотрен контроль толщины и формы контура пленки Предлагаемый способ получения аморфных сплавов путем электролитического осаждения позволяет избежать вышеупомянутых трудностей, а также упрощает и удешевляет способ получения качественных аморфных пленок. Осажденные указанным способом аморфные сплавы вольфрама имеют гладкую, блестящую поверхность. Толщину пленок (10 -Ю"3 м) и качество их поверхности можно регулировать путем изменения плотности тока и времени осаждения. Кроме того, упомянутые аморфные сплавы по сравнению с кристаллическими обладают улучшенными свойствами, такими как значительная механическая прочность и твердость, высокое электрическое сопротивление. Сплавы, содержащие 40-70 вес % W в результате термообработки при температурах, превышающих 500°С, способны значительно увеличивать свою твердость Как г-ппаиы Ni.W w СпЛАІ ппптиплгтпот пай. литического осаждения сплавов Fe-W, С Ni-W, которые могут быть использованы ветствии с настоящим изобретением. В перечисленных выше примерах соде вольфрама в сплавах составляло для сист* Fe-W до 80 вес Co-W до 65 вес Ni-W до 57 вес Температура распада аморфных фаз • ляет в системах: Скорость кор сплавов Fe-W, Фазовый состав сплава Fe-W 79,1 Твердый раствор Смесь твердого раствора и аморфной фазы Аморфная фаза 65,0 13,3 Условия получения аморфных сплаво №№ пп Состав электролита, г/л в пересчете на Fe, Co, Ni FeSO4x7H2O 1,5 1 Na2WO4x2H2O 25,0 2 С6НаО7хН2О FeSO4 x7H2O Na2WO4x2H2O 50,0 2,10 28,21 66,00 2,5 30,0 100,0 3,5 25,0 F 3 4 С 6 Н 8 О7ХН 2 О FeSO 4 x7H 2 O Na 2 WO4x2H 2 O СбН э 07хН 2 О FeS04x7H20 Na 2 WO 4 x2H 2 O C 6 HeO7xH 2 O 5 6 7 1,0 40,0 40,0 11 3 50,0 FeSO 4 x7H 2 O Na2WO 4 x2H 2 O СбН 8 О 7 хН 2 О CoSO4x7H 2 O Na 2 WO 4 x2H 2 O C6Ha07xH20 CoS04x7H20 Na 2 WO 4 x2H 2 O СбН 8 О7хН 2 О 7 CoSO4x7H2O 3 1,5 25,0 50,0 2,5 30,0 100,0 2,10 5 К УКРАЇНА UA (ID 28326 (із) А (51) 6 C25D3/56 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД видається під відповідальність власника патенту (54) СПОСІБ ЕЛЕКТРОЛІТИЧНОГО ОСАДЖЕННЯ АМОРФНИХ СПЛАВІВ ВОЛЬФРАМУ З МЕТАЛАМИ ГРУПИ ЗАЛІЗА (21)96072537 (22)03.07.1996 (24) 16 10.2000 (33) UA (46) 16 10.2000, Бюл. № 5, 2000 р. (72) Дорогань Тетяна Євгенівна, Буров Леонід Михайлович, Есаулов Михайло Олексійович (73) НІКОПОЛЬСЬКИЙ ДЕРЖАВНИЙ ПІВДЕННОТРУБНИЙ ЗАВОД (57) Способ электролитического осаждения аморфных сплавов вольфрама с металлами группы железа, включающий приготовление электролита и осаждение, отличающийся тем, что электролитическое осаждение ведут из электролита, содержащего двухвалентные ионы железа, кобальта или никеля в количестве 1,5-2,5 г/л в пересчете на металл, вольфрам-ионы - 25-30 г/л в пересчете на металл, лимонную кислоту - 50-100 г/л, в электролит вводят водный раствор аммиака, обеспечивающий рН 3,0-10,0, электролитическое осаждение проводят при плотности тока, равной 7001500 А/м2, температуре 30-70°С и вольфрамовом аноде. Предлагаемый способ относится к области гальваностегии, а более конкретно - к электролитическому осаждению аморфных сплавов вольфрама с металлами группы железа Fe, Co, Ni. Преимущественные области использования - машиностроение, приборостроение. Известен способ электролитического осаждения аморфных сплавов Fe-W из растворов, содержащих сернокислое железо, вольфрамовокислый натрий и виннокислый аммоний, где полная концентрация Fe и W поддерживается равной концентрации соли винной кислоты 0,26 моль/л, рН - 8,5, температура электролита 80°С. При достижении предельной плотности тока для осаждения железа формируется аморфный сплав состава 22,2 ат. % W+Fe, соответствующего стехиометрическому соединению Fe3W (Т. Omi, H.L. Glass, Н. Yamamoto. Phase Structure and Composition of Fe-W Alloys Electrodeposits. - J. Electrochemical Society, Vol. 123, № 3, p. 341, 1976). Аморфный сплав состава Со+25 ат. % W получен из аммиачно-виннокислого электролита аналогичного состава (Т. О т і , Н. Yamamoto, H.L Glass. Structure of Noncrystalline Co-25 a/o W Electrodeposit. - J. Electrochemical Society, Vol. 119, №2, p. 168, 1972). Известен способ нанесения аморфного гальванопокрытия из сплава железа, фосфора и никеля или кобальта (см.: патент США № 4101389 по классу С25ДЗ/56, 1978, прототип), предполагающий а) приготовление кислого электролита, содержащего двухвалентные ионы железа и вещество, обеспечивающее наличие в растворе гипофосфитионов; б) электроосаждение из этого раствора аморфного сплава, содержащего 60-88 ат. % Fe и 1213 ат. %Р. В электролит можно дополнительно ввести Lаскорбиновую кислоту и источник ионов кобальта или никеля в виде сернокислой соли. Содержание Ni и Со в сплавах не превышало 10 ат. %. Как известно, аморфные сплавы обладают, по сравнению с кристаллическими, улучшенными физико-химическими свойствами. Увеличение содержания Ni и Со в подобных сплавах повышает антифрикционные и антикоррозионные свойства, а дополнительное введение такого тугоплавкого компонента, как вольфрам, способствует жаропрочности и увеличивает температуру распада аморфных фаз. Технической задачей настоящего изобретения является упрощение и удешевление способа получения аморфных сплавов, а также разработка условий, позволяющих получить путем электролитического осаждения аморфные сплавы Fe-W, CoW, Ni-W, которые не удается сформировать с помощью закалки расплава с высокими скоростями охлаждения Предложенный способ позволяет избежать трудностей, связанных с получением термическим путем сплавов, содержащих 40-80 вес % вольфрама. СО см со 00 см 5Г 28326 Положительное решение достигается тем, что для получения аморфных сплавов вольфрама с металлами группы железа выполняются следующие операции: а) приготовление электролита, содержащего двухвалентные ионы железа, кобальта или никеля в количестве 1,5-2,5 г/л в пересчете на металл, вольфрамат-ионы - 25-30 г/л в пересчете на металл, лимонную кислоту - 50-100 г/л; в электролит вводят водный раствор аммиака, обеспечивающий величину рН раствора 3,0-10,0; б) электролитическое осаждение из электролита слоя аморфных сплавов Fe-W, Co-W и Ni-W при плотности тока на катоде 700-1500 А/м2, температуре 30-70°С и вольфрамовом аноде. Для приготовления электролита предложенным способом двухвалентные ионы металла группы железа можно получить из сернокислых солей FeSO4, COSO4 или NiSO4. Вольфрамат-ионы содержатся в растворах вольфрамовой кислоты, а также солей вольфрама со щелочными металлами или аммонием. Лимонная кислота и водный раствор аммиака выполняют роль комплексообразователя. Желательно, чтобы электролит имел один из приведенных ниже составов, а электроосаждение проводили в следующих условиях. 1. Fe 1,5-2,5 г/л W 25-30 г/л лимонная кислота 50-100 г/л рН 3,0-10,0 температура 30-70°С плотность тока на катоде 700-1500 А/м2 2. Со 1,5-2,5 г/л W 25-30 г/л лимонная кислота 50-100 г/л рН 5,0-10,0 температура 30-70°С плотность тока на катоде 700-1500 А/м2 3. Ni 1,5-2,5 г/л W 25-30 г/л лимонная кислота 50-100 г/л рН 7,0-10,0 температура 30-70°С плотность тока на катоде 700-1500 А/м2. Величина рН корректируется 25%-ным водным раствором аммиака. При рН, не входящих в интервал значений, указанных выше, происходит формирование сплавов, содержащих в фазовой структуре кристаллическую составляющую. Плотность тока должна поддерживаться в указанных пределах от 700 до 1500 А м 2 , которые обеспечивают достаточно легкий контроль за процессом осаждения и дают возможность получить высококачественные покрытия. Температура электролита должна быть не слишком высокой и составлять 30-70°С во избежание выделения газообразного аммиака и испарения раствора. В качестве пооперационного осуществления способа рассмотрим получение сплава Fe-W. Для приготовления раствора использовали химические реактивы категории "Ч Д. А.", которые вводили в раствор в следующей последовательности вначале соединение металла группы железа FeSO4 7H2O - 2,1 г/л в пересчете на металл, затем лимонную кислоту 66 г/л и вольфрамат натрия 28,2 г/л. Кислотность электролита корректи ровали 25%-ным раствором гидрата аммония непосредственно перед осаждением до рН 7,0. Подложки из меди и нержавеющей стали обезжиривали и декапировали в 5%-ном растворе серной кислоты. Электроосаждение осуществляли в термостатированной ячейке, содержащей 200 мл раствора при температуре 50°С с помощью вольфрамового анода. Катодная плотность тока составляла 1000 А/м2, время осаждения 1 час. В результате было получено компактное покрытие, имеющее мелкоглобулярный рельеф поверхности и толщину 60 мкм. Для исследования фазового состава выполняли рентгеновский анализ на автоматическом дифрактометре ДРОН-ЗМ в медном «„-излучении. Дифракционная картина имела вид гало, характерного для рентгеноаморфных фаз. Дополнительный электронномикроскопический анализ покрытий методом фольги на просвет подтвердил наличие аморфности. Методом кислотного гидролиза с объемным трилонометрическим окончанием определяли состав сплава. Содержание вольфрама составило 78%. Скорость коррозии покрытия в 20%-ном растворе серной кислоты составила 13,3 г/м2час. Температура распада аморфной фазы, определенная с помощью дериватографа, составила 480°С. Общеизвестным способом получения аморфных сплавов является метод выстрела (Cahn R.W. Metallic Glasses. Contemporary Physics, Vol. 21, № 1, p. 43-75, 1980), как разновидность метода закалки. Однако для получения этим методом аморфной пленки необходимо ввести в сплав по меньшей мере один аморфообразующий элемент, имеющий температуру плавления значительно меньше, чем у Fe, Co или Ni (см. прототип). Исходя из упомянутого критерия, невозможно получить аморфные сплавы, содержащие Fe, Co, Ni и до 80% W, что подтверждается отсутствием экспериментальных сведений, касающихся образования аморфного состояния в таких сплавах, закристаллизованных путем закалки со сверхвысокими скоростями охлаждения (~107-108 град/с). Кроме того, в методе выстрела не предусмотрен контроль толщины и формы контура пленки. Предлагаемый способ получения аморфных сплавов путем электролитического осаждения позволяет избежать вышеупомянутых трудностей, а также упрощает и удешевляет способ получения качественных аморфных пленок. Осажденные указанным способом аморфные сплавы вольфрама имеют гладкую, блестящую поверхность. Толщину пленок (10 -10"3м) и качество их поверхности можно регулировать путем изменения плотности тока и времени осаждения. Кроме того, упомянутые аморфные сплавы по сравнению с кристаллическими обладают улучшенными свойствами, такими как значительная механическая прочность и твердость, высокое электрическое сопротивление. Сплавы, содержащие 40-70 вес. % W в результате термообработки при температурах, превышающих 500°С, способны значительно увеличивать свою твердость. Как известно, сплавы Ni-W и Co-W противостоят действию H2SO4, СН3СООН, HCI , NH4CI и NH4OH лучше, чем чистые металлы Ni, Co, применяющиеся для защиты стальных деталей. Если же эти сплавы находятся в аморфном состоянии, то их 28326 стойкость в агрессивных средах возрастает в несколько раз, о чем свидетельствуют данные табл. 1. В табл. 2 приведены примеры, иллюстрирующие вариации, допускаемые в процессе электролитического осаждения сплавов Fe-W, Co-W и Ni-W, которые могут быть использованы в соответствии с настоящим изобретением. В перечисленных выше примерах содержание вольфрама в сплавах составляло для системы: Fe-W до 80 вес. %; Co-W до 65 вес. %; Ni-W до 57 вес. %. Температура распада аморфных фаз составляет в системах: Fe-W 480-485°C Co-W 465-470°C Ni-W 450°С. В системах Fe-Ni-P, Fe-Co-P (согласно прототипа) - 330°С. Вследствие того, что аморфные сплавы FeW, Co-W и Ni-W обладают указанными свойствами, они могут быть использованы в качестве покрытий для изнашивающихся деталей, проволоки, стержней и т. д., отличающихся прочностью и коррозионной стойкостью. Нанесение путем электролитического осаждения аморфных сплавов вольфрама с металлами группы железа на такие детали, как клапаны двигателей, шейки валов, волочильный, прокатный и прессовый инструмент существенно повысит срок их службы. Таблица 1 Скорость коррозии электролитически осажденных сплавов Fe-W, Co-W, Ni-W в 20%-ном растворе H2SO4 Fe-W 79,1 Ni-W 36,5 19,3 13,2 13.3 Твердый раствор Смесь твердого раствора и аморфной фазы Аморфная фаза Скорость коррозии, г/м2час Co-W 61,9 65,0 Фазовый состав сплава 10,5 7,0 Таблица 2 Условия получения аморфных сплавов Fe-W, Co-W, Ni-W путем электролитического осаждения №№ пп 1 Состав электролита, г/л в пересчете на Fe, Co, Ni FeSO4x7H2O 1,5 3 4 5 6 7 8 25,0 СбНбОтхНгО FeSO4 x7H2O Na2WO4x2H2O С6Н8О7хН2О FeSO4x7H2O Na2WO4x2H2O СбН8О7хН2О FeSO4x7H2O Na2WO4x2H2O 50,0 2,10 28,21 66,00 2.5 30,0 100,0 3,5 25,0 C6H8O7xH2O 2 Na2WO4x2H2O 1,0 40,0 40,0 1,5 25,0 50,0 2,5 30,0 100,0 2,10 28,21 66,00 Плотность тока, А/м2 Температура, °С 3,0 700 ЗО 50,0 FeSO4x7H2O Na2WO4x2H2O C6H8O7xH2O CoSO4x7H2O Na2WO4x2H2O C6H8O7xH2O CoSO4x7H2O Na2WO4x2H2O C6H8O7xH2O CoSO4x7H2O Na2WO4x2H2O C6H8O7xH2O PH 7,0 1000 50 10,0 1500 Примечание В примерах 1-3, параметры которых входят в предложенные пределы, реализуется аморфное состояние 70 3,0 700 50 Сплав состоит из кристаллической фазы твердого раствора при повышении в электролите концентрации ионов Fe 2+ (пример 4) 3,0 700 50 Сплав не осаждается (пример 5) 5,0 700 ЗО 10,0 1500 70 7,0 1000 50 В примерах 6-8, реализуется аморфное состояние 28326 Продолжение табл. 2 10 11 12 13 2,10 28,21 С6Н8О7хН2О 9 CoSO4x7H2O Na2WO4x2H2O 66,00 NiSO4x7H2O Na2WO4x2H2O C6H8O7xH2O NiSO4x7H2O Na2WO4x2H2O C6H8O7xH2O NiSO4x7H2O Na2WO4x2H2O C6HeO7xH2O NiSO4x7H2O Na2WO4x2H2O 1,5 25,0 50,0 2,10 28,21 66,00 2,5 30,0 100 3,0 28,21 СбНеОгхНзО 66,00 2,0 1000 50 7,0 700 30 9,0 1000 50 10,0 1500 70 3,0 1000 50 В результате снижения рН в примере 9 аморфное состояние не реализуется, сплав состоит из ГПУ - твердого раствора В примерах 10-12, реализуется аморфное состояние В результате повышения концентрации Ni в примере 13 сплав состоит из ГДК - твердого раствора ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до друку Ы-4 • /о? • 2002 р. Формат 60x84^1/8.^ Обсяг 0\Ц& обл.-вид. арк. Тираж34 прим. Зам.. "~"^" УкрІНТЕІ, 03680, Киів-39 МСП, вул. Горького, 180. (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMehtod for electrolytic deposition of amorphous alloys of tungsten with metals of iron group
Автори англійськоюDorohan Tetiana Yevhenivna, Burov Leonid Mykhailovych, Yesaulov Mykhailo Oleksiiovych
Назва патенту російською?????? ?????????????????? ????????? ???????? ??????? ????????? ? ????????? ?????? ??????
Автори російськоюДорогань Татьяна Евгениевна, Буров Леонид Михайлович, Есаулов Михаил Алексеевич
МПК / Мітки
МПК: C25D 3/56
Мітки: осадження, електролітичного, сплавів, групи, аморфних, спосіб, металами, заліза, вольфраму
Код посилання
<a href="https://ua.patents.su/6-28326-sposib-elektrolitichnogo-osadzhennya-amorfnikh-splaviv-volframu-z-metalami-grupi-zaliza.html" target="_blank" rel="follow" title="База патентів України">Спосіб електролітичного осадження аморфних сплавів вольфраму з металами групи заліза</a>
Спосіб одержання високодисперсних порошків металів та сплавів групи заліза
Номер патенту: 15814
Опубліковано: 30.06.1997
Автори: Рашевська Галина Казимирівна, Ремез Сергій Васильович, Желібо Євген Петрович, Багрій Василь Андрійович, Кравець Наталія Миколаївна
МПК: C25C 5/00
Мітки: спосіб, групи, сплавів, одержання, порошків, заліза, металів, високодисперсних
Формула / Реферат:
Способ получения високодисперсних порошков металлов и сплавов группы железа, включающий электроосаждение частиц порошка в двухслойной электролитической ванне, отделение, промывку порошка полярным растворителем и последующую его термообработку, отличающийся тем, что после промывки порошка полярным растворителем осуществляют обработку порошка 0,05-0,15% раствором аммиака или аммонийной соли органической кислоты в полярном растворителе.
Спосіб ванадування сплавів заліза у рідині
Номер патенту: 8148
Опубліковано: 26.12.1995
Автори: Шавловський Євген Миколайович, Царабаєв Валерій Миколайович, Капорик Миколай Іванович, Ющенко Костянтин Андрійович, Черняков Олег Федорович, Борисов Юрій Сергійович, Шихельман Григорій Хенович
МПК: C23C 12/00
Мітки: ванадування, рідини, заліза, спосіб, сплавів
Формула / Реферат:
Способ жидкостного ванадирования сплавов железа, включающий нагрев и выдержку изделий при 1123-1523 К в расплаве, содержащем буру и/или оксид бора и сплав железа с ванадием, отличающийся тем, что, с целью повышения производительности и упрощения способа при сохранении высокой микротвердости получаемых покрытий, в расплав буры и/или оксида бора сплав железа с ванадием вводят в виде порошка с удельной поверхностью 0,04-0,6 мг/г, взятого в...
Склад для отримання композиційних електролітичних покриттів на основі металів групи заліза
Номер патенту: 12832
Опубліковано: 28.02.1997
Автори: Бурда Мирослав Йосипович, Лучка Мирон Васильович, Гуслієнко Юрій Олександрович, Саввакін Георгій Іванович
МПК: C25D 15/00
Мітки: покриттів, склад, заліза, металів, групи, композиційних, основі, електролітичних, отримання
Формула / Реферат:
1. Состав для получения композиционных электролитических покрытий на основе металлов группы железа, содержащий хлорид никеля или хлорид кобальта или хлорид железа, борную кислоту и бор аморфный, отличающийся тем, что он дополнительно содержит ультрадисперсный углеродный конденсат при следующем соотношении компонентов, г/л: Хлорид никеля (или хлорид железа или хлорид кобальта) 300 Борная...
Спосіб одержання високодисперсних порошків заліза та його сплавів

Номер патенту: 419
Опубліковано: 30.04.1993
Автори: Багрій Василь Андрійович, Рашевська Галина Казимирівна, Ремез Сергій Васильович, Желібо Євгеній Петрович
Мітки: високодисперсних, заліза, порошків, одержання, спосіб, сплавів
Формула / Реферат:
Способ получения высокодисперсных порошков железа и его сплавов, включающий электроосаждение частиц в двухслойной электролитической ванне, содержащей в верхнем слое раствор олеиновой кислоты в углеводородном растворителе, а в нижнем -водные растворы солей осаждаемых металлов, отделение, промывку полярные растворителем и последующую термообработку порошков, отличающийся тем что перед промывкой полярным растворителем порошок обрабатывают...
Спосіб одержання спечених твердих сплавів на основі карбіду вольфраму

Номер патенту: 24978
Опубліковано: 25.12.1998
Автори: Мошкун Валентина Федорівна, Барановський Олександр Михайлович, Бондаренко Володимир Петрович, Павлоцька Елла Григорівна
Мітки: спосіб, одержання, основі, твердих, спечених, вольфраму, сплавів, карбіду
Формула / Реферат:
1. Способ получения спеченных твердых сплавов на основе карбида вольфрама, включающий восстановление триоксида вольфрама, карбидизацию в метано-водородной среде, смешивание карбида вольфрама с металлической связкой, прессование и спекание, отличающийся тем, что карбидизацию проводят при температуре 1800 - 2500°C в метано-водородной газовой среде, содержащей 0,2 - 4,5об.% метана, и расходе газовой смеси 1 - 4м3/час.2. Способ по п.1,...
Попередній патент: Спосіб стиснення середовищ за допомогою ударної хвилі та пристрій для його реалізації
Наступний патент: Пускач ручний
Випадковий патент: Спосіб одержання сцинтилятора на основі селеніду цинку, активованого телуром