Пристрій ідентифікації корисного компонента в металовмісній сировині природного чи техногенного походження
Номер патенту: 30569
Опубліковано: 25.02.2008
Автори: Гришан Денис Валерійович, ВОЛОШИН ВОЛОДИМИР МИХАЙЛОВИЧ, Волошин Сергій Володимирович, Тітенко Сергій Васильович, Куліш Андрій Миколайович, Смолєнцев Олексій Миколайович
Формула / Реферат
1. Пристрій ідентифікації корисного компонента в металовмісній сировині природного або техногенного походження, що включає стрічковий конвеєр із плоскою поверхнею робочої гілки, систему вимірювання, розташовану над або під робочою поверхнею стрічки конвеєра і з'єднану із сепарувальним пристроєм, який відрізняється тим, що система вимірювання виконана у вигляді металочутливого пристрою, що містить індукційні датчики, розташовані паралельно поверхні робочої гілки конвеєра з можливістю ідентифікації корисного компонента в окремо лежачих кусках металовмісної сировини, причому зміщення між центрами датчиків у проекції на площину, перпендикулярну вектору руху конвеєрної стрічки, визначається з виразу:
ds≤2.Rs,
де ds - зміщення положення центрів датчиків у проекції на площину, перпендикулярну вектору руху стрічки конвеєра;
Rs - радіус зони чутливості датчика для куска мінімального розміру з металевими включеннями,
крім того, відстані між центрами поряд розташованих датчиків повинні бути не менше радіуса зони їхнього взаємного впливу, при цьому система виміру з'єднана з електронно-обчислювальним пристроєм розрахунку координат центрів та параметрів кусків вхідної сировини, який формує керуючі сигнали для сортувального пристрою.
2. Пристрій за п. 1, який відрізняється тим, що для підвищення точності виміру, металочутливий пристрій має систему температурної стабілізації.
3. Пристрій за п. 1, який відрізняється тим, що система виміру додатково містить калібровані еталонні металеві маси, які штучно встановлюються в зоні взаємодії індукційних датчиків з вимірюваними кусками сировини та мають можливість оперативної зміни.
Текст
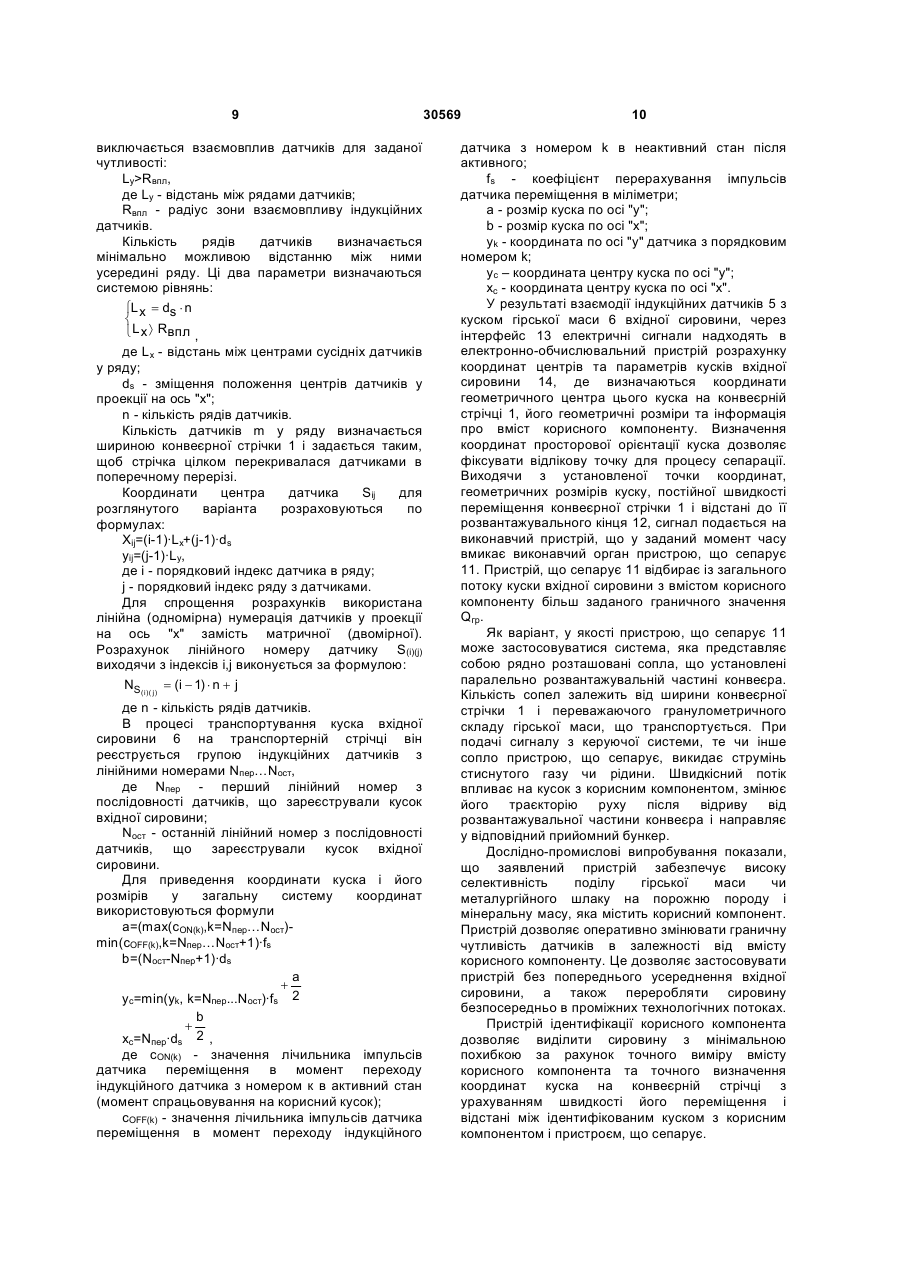
1. Пристрій ідентифікації корисного компонента в металовмісній сировині природного або техногенного походження, що включає стрічковий конвеєр із плоскою поверхнею робочої гілки, систему вимірювання, розташовану над або під робочою поверхнею стрічки конвеєра і з'єднану із сепарувальним пристроєм, який відрізняється тим, що система вимірювання виконана у вигляді металочутливого пристрою, що містить індукційні датчики, розташовані паралельно поверхні робочої гілки конвеєра з можливістю ідентифікації корисного компонента в окремо лежачих кусках металовмісної сировини, причому зміщення між центрами датчиків у проекції на площину, U 2 (11) 1 В UA ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС (19) МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ 3 коли металеві включення не є характерними і систематичними для вхідної сировини. Відомий пристрій для виявлення і селекції металевих часток у потоці містить послідовно з'єднані генератор, вихротоковий датчик, підсилювач перемінного струму, детектор, підсилювач постійного струму, селектор форми імпульсу, блок автоматики і індикатор. Вихровий датчик виконаний у вигляді послідовно включених секцій з феритових сердечників, розташованих східчасто в площині контрольованої зони із кроком перекриття по ширині контрольованої зони, рівною половині довжини феритового сердечника. Кожна із секцій виконана у виді Ш-подібного феритового сердечника, на центральному стрижні якого намотана передавальна, а на крайніх стрижнях дві приймальні котушки, які включені зустрічно [АС СРСР №1295349, Опубл. 07.03.1987р. Б.И. №9]. Недоліком відомого пристрою є те, що область застосування датчика обмежена великими за розміром металевими включеннями, що унеможливлює його застосування для збагачення сировини, де металовмісні включення представлені дрібним гранулометричним складом чи представлені як вкраплення в породні зростки. Крім того, розташування у пристрої індукційних елементів датчика не дозволяє точно визначити координати металевого або металовмісного куска на конвеєрній стрічці в процесі її руху, чим значною мірою погіршує наступний процес сепарації, що полягає у відділенні металевих або металовмісних часток від іншої сировини чи порожньої породи. Найбільш близьким технічним рішенням, обраним, як прототип, є система ідентифікації корисного компонента в металовмісній сировині природного, чи техногенного походження, який включає стрічковий конвеєр із плоскою робочою поверхнею робочої гілки, метало-чуттєвий пристрій, розташований над чи під робочою поверхнею і зв'язаний із пристроєм, що сортує [АС СРСР №1651260, опубл. 23.05.1991р. Б.В. №19]. Відомий пристрій дозволяє одержати інформацію про просторове положення металевого об'єкта в потоці сировини за рахунок розміщення його щодо різних точок контролю, що забезпечується індукційними датчиками. Як і вищеописані аналогічні пристрої, це технічне рішення дозволяє визначити координати одиничного включення, розташованого в зоні контролю. Тому його ефективність обмежена вхідною сировиною, де металеве включення є одиничним і несистематичним. Ефективність роботи пристрою різко падає і воно не дає точної і об'єктивної інформації, якщо в зоні контролю знаходиться одночасно кілька металевих включень. Для прояснення технічного рішення, що пропонується, звернемося до фізичної характеристики вхідної сировини прототипу, де вона є одиничною і несистематичною, в порівнянні з сировиною пристрою, що пропонується, де вона є неодиничною і систематичною. Задачею корисної моделі є удосконалення пристрою ідентифікації корисного компонента в 30569 4 металовмісній сировині природного чи техногенного походження за рахунок розташування індукційних датчиків паралельно транспортуючій площині конвеєрної стрічки. Подовжнє і поперечне розташування датчиків регламентоване щодо вісі робочої гілки конвеєра, виходячи з виконання контролю наявності металовмісних елементів по всій її площині. Реалізація поставленої задачі дозволяє забезпечити ефективне збагачення кускової металовмісної сировини за рахунок якісної ідентифікації корисного компонента по всій площині конвеєрної стрічки і визначення його координат відносно робочого органу пристрою, що сепарує, який забезпечує відділення кусків, що містять металеві включення від кусків порожньої породи. Поставлена задача вирішується за рахунок того, що пристрій ідентифікації корисного компонента в металовмісній сировині природного чи техногенного походження включає стрічковий конвеєр із плоскою поверхнею робочої гілки, системи виміру, розташовану над чи під робочою поверхнею стрічки конвеєра і зв'язану із пристроєм, що сепарує. Згідно з корисною моделлю, система виміру виконана у вигляді метало-чуттєвого пристрою, що містить індукційні датчики, розташовані паралельно поверхні робочої гілки конвеєра, з можливістю ідентифікації корисного компонента в окремо-лежачих кусках металовмісної сировини, причому зміщення між центрами датчиків у проекції на площину, перпендикулярну вектору руху конвеєрної стрічки, визначається з виразу ds£2×Rs де ds - зміщення положення центрів датчиків у проекції на площину, перпендикулярну вектору руху стрічки конвеєра; Rs - радіус зони чутливості датчика для куска мінімального розміру з металевими включеннями, крім того, відстані між центрами поряд розташованих датчиків повинні бути не менш радіуса зони їхнього взаємного впливу, при цьому система виміру зв'язана з електроннообчислювальним пристроєм розрахунку координат центрів та параметрів кусків вхідної сировини, який формує керуючі сигнали для пристрою що сортує. Для підвищення точності виміру при зміні температури навколишнього середовища, де призволиться збагачення сировини металевочуттєвий пристрій має систему температурної стабілізації. Для зміни рівня граничної чутливості датчиків у залежності від вмісту корисного компоненту у сировині, система виміру додатково містить калібровані еталонні металеві маси, які штучно встановлюються в зоні взаємодії індукційних датчиків з вимірюваними кусками сировини та мають можливість оперативної зміни. Заявлена корисна модель ілюструється схемами, де на Фіг.1 зображена система виміру пристрою ідентифікації; на Фіг.2 - графік залежності вихідного сигналу індукційного датчика від маси корисного компонента, розподіленого в 5 об'ємі зони виміру цього датчика; на Фіг.3 - криві зони виміру індукційних датчиків; на Фіг.4 - базова модель пристрою ідентифікації; на Фіг.5 - модель пристрою ідентифікації з температурною стабілізацією метало-чуттєвого пристрою; на Фіг.6 - приклад розташування індукційних датчиків метало-чуттєвого пристрою. На приведених схемах вказані наступні позначення: 1 - стрічка конвеєра; 2 - система виміру; 3 калібровані еталонні металеві маси; 4 - металевочуттєвий пристрій; 5 - індукційний датчик; 6 - кусок вхідної сировини; 7 - крива залежності вихідного сигналу U індукційного датчика від загальної металевої маси Q, розподіленої в об'ємі зони виміру цього датчика; 8 - крива зони виміру базового індукційного датчика; 9 - крива зони виміру більш чутливого у порівнянні з базовим індукційного датчика; 10 - крива зони виміру базового індукційного датчика з задіяною в зоні виміру каліброваною еталонною металевою масою; 11 - пристрій, що сепарує; 12 розвантажувальна частина конвеєра; 13 інтерфейс, який перетворює електричні сигнали індукційних датчиків у вхідні сигнали електроннообчислювального пристрою розрахунку координат центрів та параметрів кусків вхідної сировини; 14 електронно-обчислювальний пристрій розрахунку координат центрів та параметрів кусків вхідної сировини; 15 терморегулятор системи температурної стабілізації; 16 - температурний датчик; 17 - електричний нагрівальний елемент. Метало-чуттєвий пристрій виконаний у вигляді індукційних датчиків, які утворюють площину, паралельну поверхні робочої гілки конвеєра (Фіг.1). Розташування датчиків виконано таким чином, що будь-який кусок вхідної сировини, який транспортується на конвеєрі, обов'язково проходить зону реєстрації хоча б одного датчика. Це забезпечується тим, що відстань у проекції на вісь, перпендикулярну вектору руху конвеєрної стрічки, між центрами поряд розташованих датчиків задається виразом ds£2×Rs, де ds - зміщення положення центрів датчиків у проекції на ось, перпендикулярну вектору руху транспортерної стрічки конвеєра (див. Фіг.6); Rs - радіус зони чутливості датчика для куска з мінімальним вмістом металевих включень. Основними чинниками для вибору значення ds є гранулометричний склад вхідної сировини та необхідна точність визначення координат та геометричних розмірів кусків вхідної сировини, що задається параметрами пристрою, що сепарую, з яким використовується пристрій ідентифікації. Чим менше значення ds у порівнянні з 2×Rs, тим більша точність визначення координат та розмірів кусків вхідної сировини, та відповідно більша кількість індукційних датчиків. Якщо відомий мінімальний розмір металевого включення, тоді зміщення положення центрів датчиків може задаватисявиразом ds£2×Rs+Ame min, 30569 6 де Аmе.mіn - мінімальний розмір металевого включення. Розподілення датчиків по площині металочуттєвого пристрою виконується таким чином, щоб відстань між центрами поруч розташованих датчиків була не менш радіуса зони їхнього взаємного впливу Rвпл. Вхідна сировина може бути представлена некондиційними рудами або техногенними відходами, які містять куски як з одиничними включеннями, так і з дрібними вкрапленнями, розподіленими по об'єму куска. Вміст металевих часток в куску шлаку коливається від металевих шматків, уламків металу до дисперсних дрібно металевих часток у вигляді зростків, спечених чи сплавлених сполучень. Поріг спрацювання датчика, що реєструє вміст металевих включень, при вирішенні задачі збагачення сировини, обов'язково повинен бути змінним, з можливістю оперативного регулювання. Задача збагачення зводиться до точного виміру граничного вмісту металевого компоненту, настройки на нього порогу спрацювання датчика при незмінному конструктивному виконанню. Розділення сировини на корисну та порожню виконується за умовою: Q³Qгр де Q - виміряне значення вмісту корисного компонента у куску; Qгp - граничне значення корисного компонента у куску. Встановлення граничного значення корисного компонента здійснюється зміною чутливості індукційних датчиків. Для оперативної зміни граничного значення чутливості датчиків, при зміні якісних характеристик вхідної сировини і зміни її гранулометричного складу, система виміру додатково містить калібровані еталонні металеві маси, які штучно встановлюються в зоні взаємодії індукційних датчиків з вимірювальними об'єктами. Таким чином, при наявності каліброваних еталонних мас вимір вмісту корисного компонента здійснюється згідно формули: Q=Qкалібр+Qвимір де Qкалібр - відома калібрована еталона маса, штучно внесена в зону дії датчика між його робочою поверхнею і вимірювальним об'єктом; Qвимір - металева маса, яка підлягає вимірюванню. На Фіг.2 зображено залежність вихідного сигналу U індукційного датчика від загальної металевої маси Q, яка розподілена в зоні реєстрації цього датчика – крива 7. Співвідношення Qкалібр та Qвимір є таким, щоб Qкалібр забезпечувало приблизно 90% порогу спрацювання датчика, а вимірюванню підлягає тільки 10%. Таке технічне рішення по системі виміру забезпечує необхідні якості для реалізації поставленої задачі. Для їх ілюстрації звернемося до Фіг.3, де зображено експериментальні залежності: крива 8 - діаграма спрямованості базового датчика; крива 9 діаграма спрямованості іншого, більш чутливого датчика з більш широкою зоною спрацювання; крива 10 діаграма спрямованості базового датчика який 7 задіяний в системі виміру з каліброваною металевою масою. З огляду Фіг.3 випливає висновок, що перенастройка системи збагачення з базового режиму Qгр1 на бажаний режим Qгp2 може бути виконана в двох варіантах: а) використання іншого більш чутливого датчика (крива 9); б) внесення в зону спрацювання діючого датчика додаткової еталонної каліброваної маси (крива 10). Очевидно, що в першому варіанті перенастройка можлива тільки при зміні осьових відстаней між датчиками і конструкцій в цілому, оскільки чутливість датчика розповсюджується по всьому об'єму, що призводить до розширення зони спрацювання D2 на зону D1 і D3. При використанні другого варіанту існує штучний фокусуючий ефект, який дозволяє змінювати настройки системи збагачення без істотних змін в конструкції - за рахунок зміни площини з іншими каліброваними масами. Крім того, це сприяє покращенню ідентифікації окремих металевих кусків сировини. Пристрій ідентифікації корисного компонента в металовмісної сировині природного чи техногенного походження ілюструється схемою, на якій представлений варіант розташування індукційних датчиків відносно робочої гілки стрічки конвеєра (Фіг.4). Пристрій ідентифікації корисного компонента в металовмісній сировині природного чи техногенного походження містить у собі робочу гілку конвеєрної стрічки 1, на який знаходяться лежачі окремо один від одного куски вхідної сировини 6, що містять корисний компонент. Під чи над робочою гілкою стрічки конвеєра розташована система виміру 2, що містить метало-чуттєвий пристрій 4, який складається з індукційних датчиків 5, та калібровані еталонні металеві маси 3. Система виміру утворює площину, яка паралельна робочій частині конвеєрної стрічки. На заданій відстані від розвантажувальної частини 12 конвеєрної стрічки 1 розташована зона пристрою, що сепарує 11, який розділяє куски вхідної сировини на порожню породу і куски, що містять корисний компонент. Для зміни граничної чутливості системи індукційних датчиків, між ними і конвеєрною стрічкою розташовані калібровані еталонні металеві маси 3, форма і розмір яких залежить від вмісту і геометричних розмірів часток корисного компонента в збагачуваній сировині. Електричні сигнали від індукційних датчиків 5 надходять через інтерфейс 13 у електроннообчислювальний пристрій розрахунку координат центрів та параметрів кусків вхідної сировини 14, який керую пристроєм, що сортує 11. Для підвищення точності виміру, усунення залежності виміру від температури навколишнього середовища, метало-чуттєвий пристрій 4 системи виміру 2 додатково містить температурну стабілізацію (Фіг.5). Підтримка постійної температури виконується за допомогою електричних нагрівальних елементів 17, які рівномірно розподілені по об'єму метало-чуттєвого 30569 8 пристрою 4. Подача електричного струму на нагрівальні елементи 17 виконується терморегулятором 15, який контролює температуру всередині метало-чуттєвого пристрою 4 за допомогою температурних датчиків 16. Розташування та кількість температурних датчиків 16 обирається таким, щоб забезпечити рівномірний розподіл температури всередині метало-чуттєвого пристрою 4. Пристрій працює в такий спосіб. Вхідна сировина, наприклад, техногенні відходи, що містять куски з металевими включеннями або руди, що містять корисний компонент, надходить з живильника на робочу гілку конвеєрної стрічки 1. Умовою, що дозволяє забезпечити високоякісну сепарацію, є формування шару з відокремлених кусків гірської маси. Найбільш ефективним є застосування вібраційних живильників. Необхідний розподіл досягається при завданні оптимальної частоти і амплітуди вібрації транспортуючого органа живильника у взаємозв'язку зі швидкістю руху конвеєрної стрічки. Вібраційний живильник дозволяє керовано розподіляти куски гірської маси рівномірно по площині конвеєрної стрічки на заданій відстані один від одного. Після завантаження гірська маса переміщається убік системи виміру 2 для ідентифікації. Індукційні датчики 5 металочуттєвого пристою 4 розташовані таким чином, що після проходження куском гірської маси 6 всієї системи виміру 2 (тобто у момент надходження куска до розвантажувальної частини конвеєра 12) за результатами виміру кожного індукційного датчика 5 розраховується місце положення кожного куска 6, його геометричні розміри та інформація о вмісту корисного компоненту. Головними передумовами розташування датчиків 5 є максимальне охоплення гірської маси по площині конвеєрної стрічки 1 та виборча чутливість. Можливо різне розташування датчиків 5 метало-чуттєвого пристрою 4 в залежності від типу конвеєра і його стрічки 1, а також конструктивних особливостей конвеєрного става. Як приклад, розглядається варіант розміщення датчиків 5 зображений на Фіг.6. Для спрощення, на Фіг.6 зображено рух тільки одного куска вхідної сировини 6. Виконання розрахунків використовується в системі координат, ось "х" якої перпендикулярна вектору руху транспортерної стрічки конвеєра 1, ось "у" паралельна вектору руху транспортерної стрічки конвеєра 1. Початок координат системи співпадає з центром датчика S11. Зміщення положення центрів ds індукційних датчиків 5 у проекції на ось "х" у даному прикладі розташування датчиків обрано як ds=1,75×Rs, де Rs - радіус зони чутливості датчика для куска, з мінімальним вмістом металевих включень. Система індукційних датчиків виконана у вигляді n рядів, відстань між якими визначається мінімальною відстанню між центрами поряд розташованих датчиків S(i)(j), S(i)(j+1) при якому 9 виключається взаємовплив датчиків для заданої чутливості: Ly>Rвпл, де Ly - відстань між рядами датчиків; Rвпл - радіус зони взаємовпливу індукційних датчиків. Кількість рядів датчиків визначається мінімально можливою відстанню між ними усередині ряду. Ці два параметри визначаються системою рівнянь: ìL x = ds × n í î L x ñ Rвпл , де Lx - відстань між центрами сусідніх датчиків у ряду; ds - зміщення положення центрів датчиків у проекції на ось "х"; n - кількість рядів датчиків. Кількість датчиків m у ряду визначається шириною конвеєрної стрічки 1 і задається таким, щоб стрічка цілком перекривалася датчиками в поперечному перерізі. Координати центра датчика Sij для розглянутого варіанта розраховуються по формулах: Xij=(i-1)·Lx+(j-1)·ds yij=(j-1)·Ly, де i - порядковий індекс датчика в ряду; j - порядковий індекс ряду з датчиками. Для спрощення розрахунків використана лінійна (одномірна) нумерація датчиків у проекції на ось "х" замість матричної (двомірної). Розрахунок лінійного номеру датчику S(i)(j) виходячи з індексів i,j виконується за формулою: NS(i )( j ) = (i - 1) × n + j де n - кількість рядів датчиків. В процесі транспортування куска вхідної сировини 6 на транспортерній стрічці він реєструється групою індукційних датчиків з лінійними номерами Nпер…Nост, де Nпер - перший лінійний номер з послідовності датчиків, що зареєстрували кусок вхідної сировини; Nост - останній лінійний номер з послідовності датчиків, що зареєстрували кусок вхідної сировини. Для приведення координати куска і його розмірів у загальну систему координат використовуються формули a=(max(cON(k),k=Nпep…Nocт)min(cOFF(k),k=Nпер…Nост+1)·fs b=(Nост-Nпер+1)·ds a + ус=min(yk, k=Nпер...Nocт)·fs 2 b хc=Nпер·ds 2 , де cON(k) - значення лічильника імпульсів датчика переміщення в момент переходу індукційного датчика з номером к в активний стан (момент спрацьовування на корисний кусок); cOFF(k) - значення лічильника імпульсів датчика переміщення в момент переходу індукційного + 30569 10 датчика з номером k в неактивний стан після активного; fs - коефіцієнт перерахування імпульсів датчика переміщення в міліметри; а - розмір куска по осі "у"; b - розмір куска по осі "х"; уk - координата по осі "у" датчика з порядковим номером k; ус – координата центру куска по осі "у"; хс - координата центру куска по осі "х". У результаті взаємодії індукційних датчиків 5 з куском гірської маси 6 вхідної сировини, через інтерфейс 13 електричні сигнали надходять в електронно-обчислювальний пристрій розрахунку координат центрів та параметрів кусків вхідної сировини 14, де визначаються координати геометричного центра цього куска на конвеєрній стрічці 1, його геометричні розміри та інформація про вміст корисного компоненту. Визначення координат просторової орієнтації куска дозволяє фіксувати відлікову точку для процесу сепарації. Виходячи з установленої точки координат, геометричних розмірів куску, постійної швидкості переміщення конвеєрної стрічки 1 і відстані до її розвантажувального кінця 12, сигнал подається на виконавчий пристрій, що у заданий момент часу вмикає виконавчий орган пристрою, що сепарує 11. Пристрій, що сепарує 11 відбирає із загального потоку куски вхідної сировини з вмістом корисного компоненту більш заданого граничного значення Qгр. Як варіант, у якості пристрою, що сепарує 11 може застосовуватися система, яка представляє собою рядно розташовані сопла, що установлені паралельно розвантажувальній частині конвеєра. Кількість сопел залежить від ширини конвеєрної стрічки 1 і переважаючого гранулометричного складу гірської маси, що транспортується. При подачі сигналу з керуючої системи, те чи інше сопло пристрою, що сепарує, викидає струмінь стиснутого газу чи рідини. Швидкісний потік впливає на кусок з корисним компонентом, змінює його траєкторію руху після відриву від розвантажувальної частини конвеєра і направляє у відповідний прийомний бункер. Дослідно-промислові випробування показали, що заявлений пристрій забезпечує високу селективність поділу гірської маси чи металургійного шлаку на порожню породу і мінеральну масу, яка містить корисний компонент. Пристрій дозволяє оперативно змінювати граничну чутливість датчиків в залежності від вмісту корисного компоненту. Це дозволяє застосовувати пристрій без попереднього усереднення вхідної сировини, а також переробляти сировину безпосередньо в проміжних технологічних потоках. Пристрій ідентифікації корисного компонента дозволяє виділити сировину з мінімальною похибкою за рахунок точного виміру вмісту корисного компонента та точного визначення координат куска на конвеєрній стрічці з урахуванням швидкості його переміщення і відстані між ідентифікованим куском з корисним компонентом і пристроєм, що сепарує. 11 30569 12
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for identification of useful component in raw material of natural or technogeneous origin
Автори англійськоюKulish Andrii Mykolaiovych, Titenko Serhii Vasyliovych, Smolientsev Oleksii Mykolaiovych, Hryshan Denys Valeriiovych, Voloshyn Serhii Volodymyrovych, Voloshyn Volodymyr Mykhailovych
Назва патенту російськоюУстройство идентификации полезного компонента в металлосодержащем сырье природного или техногенного происхождения
Автори російськоюКулиш Андрей Николаевич, Титенко Сергей Васильевич, Смоленцев Алексей Николаевич, Гришан Денис Валерьевич, Волошин Сергей Владимирович, Волошин Владимир Михайлович
МПК / Мітки
МПК: B07B 9/00
Мітки: походження, техногенного, природного, металовмісний, сировини, ідентифікації, корисного, компонента, пристрій
Код посилання
<a href="https://ua.patents.su/6-30569-pristrijj-identifikaci-korisnogo-komponenta-v-metalovmisnijj-sirovini-prirodnogo-chi-tekhnogennogo-pokhodzhennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій ідентифікації корисного компонента в металовмісній сировині природного чи техногенного походження</a>
Пристрій оперативного контролю вмісту корисного компонента в мінеральній сировині
Номер патенту: 45607
Опубліковано: 15.04.2002
Автори: Горностаєв Анатолій Васильович, Василенко Вячеслав Євгенійович, Болтенко Юрій Іванович, Макаров Олег Іванович, Константінов Григорій Вікторович, Куліш Андрій Миколайович, Азарян Альберт Арамаісович, Азарян Владимир Альбертович
МПК: G01V 5/00
Мітки: сировини, оперативного, мінеральний, компонента, корисного, контролю, пристрій, вмісту
Формула / Реферат:
Пристрій оперативного контролю вмісту корисного компонента в мінеральній сировині, що містить джерело, приймач гамма-випромінювання і каротажний зонд, приєднані через підсилювач-нормалізатор до першого входу лічильника імпульсів, другий вхід якого приєднаний до першого входу таймера, блок введення-виведення інформації, оперативно запам'ятовуючий пристрій, постійно запам'ятовуючий пристрій і центральний процесор, з'єднаний через шини даних,...
Пристрій оперативного контролю вмісту корисного компонента в мінеральній сировині
Номер патенту: 21525
Опубліковано: 16.12.1997
Автори: Глазунов Василь Володимирович, Бородавкін Валентин Михайлович, Кузьменко Олександр Борисович, Азарян Альберт Арамоисович, Бизов Володимир Федорович, Лісовий Георгій Миколайович, Ляшенко Олексій Іванович, Баталов Леонід Олександрович, Прохода Сергій Вікторович
МПК: G01V 5/00
Мітки: корисного, сировини, мінеральний, вмісту, контролю, пристрій, компонента, оперативного
Формула / Реферат:
Устройство оперативного контроля содержания полезного компонента в минеральном сырье, содержащее источник, приемник гамма-излучения и каротажный зонд. подсоединенные через усилитель-нормализатор к первому входу счетчика импульсов, второй вход которого подсоединен к первому входу таймера, блок ввода, вывода информации, оперативное запоминающее устройство, постоянное запоминающее устройство и центральный процессор, соединенный через шины...
Спосіб оперативного технологічного контролю вмісту корисного компонента в мінеральній сировині на конвейері і пристрій для його реалізації
Номер патенту: 10780
Опубліковано: 25.12.1996
Автори: Бизов Володимир Федорович, Азарян Альберт Арамоисович
МПК: G01N 23/20
Мітки: контролю, технологічного, мінеральний, спосіб, вмісту, корисного, конвейері, реалізації, оперативного, пристрій, сировини, компонента
Формула / Реферат:
1. Способ оперативного технологического контроля содержания полезного компонента в минеральном сырье на конвейере, заключающийся в том, что контролируемую горную массу облучают источником ионизирующего излучения, регистрируют интегральный поток обратно рассеянного излучения, по которому определяют содержание полезного компонента, отличающийся тем, что регистрируют отраженные на малые углы гамма-кванты при горизонтальном L ³ 0,5 Дк...
Пристрій автоматичного контролю вмісту корисного компоненту в мінеральній сировині
Номер патенту: 38216
Опубліковано: 15.05.2001
Автори: Трачук Аннаіт Альбертівна, Азарян Альберт Арамаісович
МПК: G01V 5/00
Мітки: вмісту, мінеральний, контролю, корисного, автоматичного, пристрій, сировини, компоненту
Формула / Реферат:
Пристрій автоматичного контролю вмісту корисного компонента в мінеральній сировині, що містить джерело та приймач гамма-випромінювання і зондовий пристрій, приєднаний через підсилювач-нормалізатор до першого входу лічильника імпульсів, другий вхід якого приєднаний до першого входу таймера, блок введення даних, блок виведення даних, оперативний запам'ятовуючий пристрій, постійний запам'ятовуючий пристрій і центральний процесор, з'єднаний через...
Спосіб контролю вмісту корисного компонента у гірничій масі на конвейєрній стрічці
Номер патенту: 34891
Опубліковано: 15.03.2001
Автори: Константінов Григорій Вікторович, Василенко В'ячеслав Євгенович, Цибулевський Юрій Євгенович, Азарян Альберт Арамаісович
МПК: G01N 23/20, G01V 5/00
Мітки: контролю, гірничий, стрічці, компонента, корисного, вмісту, конвейєрний, маси, спосіб
Формула / Реферат:
Спосіб контролю вмісту корисного компонента в гірничій масі на конвеєрній стрічці, який полягає у тому, що поверхню гірничої маси на конвеєрі розрівнюють підвісним пристроєм, на якому встановлені джерело та детектор гамма-квантів, періодично вимірюють інтенсивність зворотно-розсіяного гірничою масою потоку гамма-квантів і за його величиною визначають вміст корисного компонента у мінеральній сировині, який відрізняється тим, що після...
Попередній патент: Пристрій для сепарації техногенної сировини, представленої металовмісними відходами або некондиційними рудами
Наступний патент: Нагрівач
Випадковий патент: Спосіб виготовлення призматичної пружної самофіксуючої шпонки