Спосіб установки кілець жорсткості на стінці металевого резервуара
Номер патенту: 34384
Опубліковано: 11.08.2008
Автори: Ісмагулов Болат Габдрахимович, Білярчик Вадим Романович
Формула / Реферат
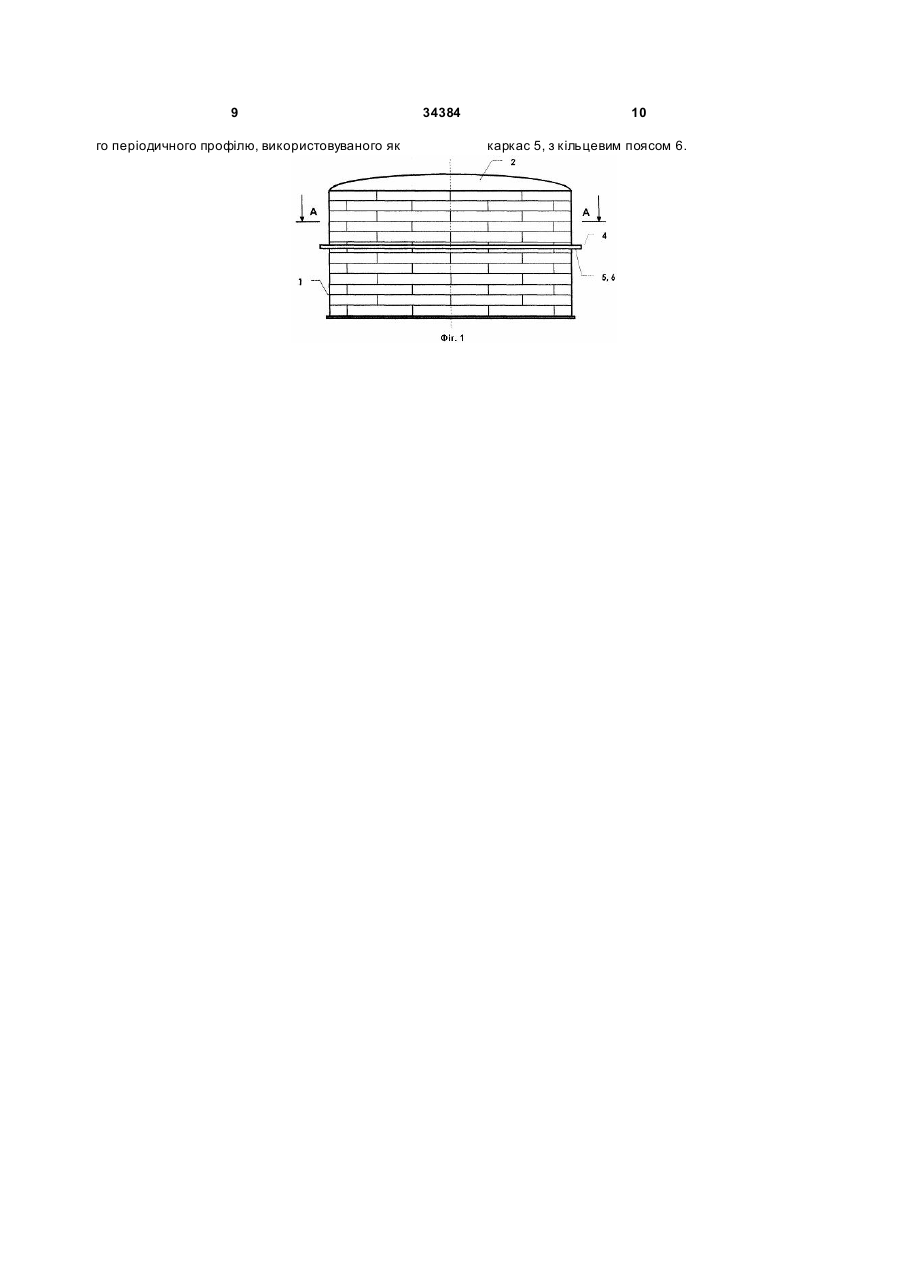
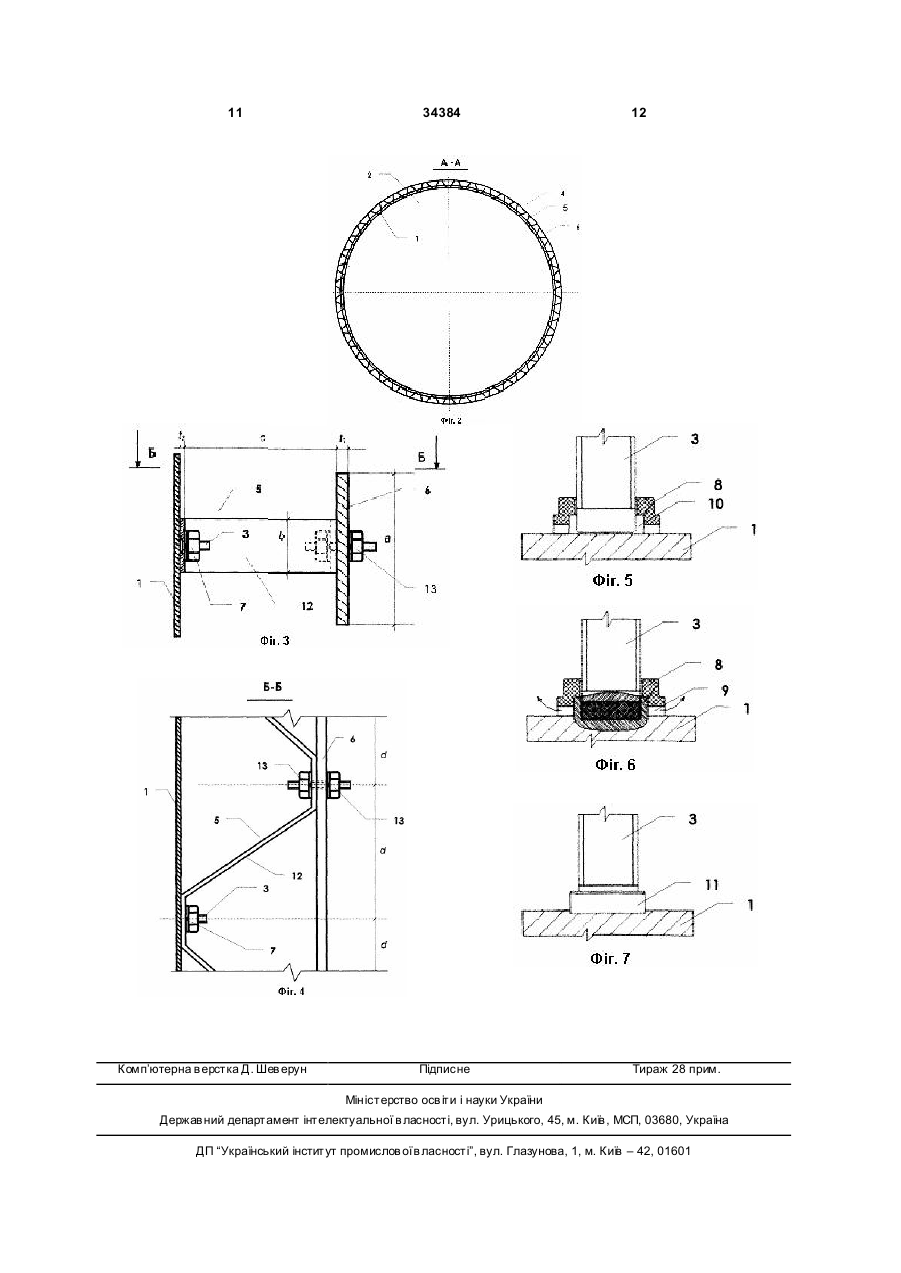
Спосіб установки кілець жорсткості на стінці металевого резервуара, що включає кріплення до стінки (1) металевого резервуара (2) шпильок (3) за допомогою зварювання, формування кільця жорсткості (4), при якому заздалегідь виготовлені каркас (5) і кільцевий пояс (6) сполучають між собою, а сформоване кільце жорсткості (4) кріплять до шпильок (3) за допомогою різьбових з'єднань (7), який відрізняється тим, що шпильки (3) кріплять до стінки (1) резервуара (2) напівавтоматичним дугоконтактним зварюванням за допомогою зварювального пістолета і керамічних кілець (8), при цьому кожне керамічне кільце (8) виконують з радіальними отворами (9) для відведення газів і з внутрішньою порожниною (10) для заповнення розплавом металу оплавлених основ шпильок (3) і формування збільшеного в діаметрі зварного шва (11), причому після зварювання згадані керамічні кільця (8) руйнують і видаляють, а при формуванні кільця жорсткості (4) як каркас (5) використовують смугу трапецієподібного періодичного профілю (12), яку сполучають з кільцевим поясом (6) за допомогою різьбових з'єднань (13).
Текст
Спосіб установки кілець жорсткості на стінці металевого резервуара, що включає кріплення до стінки (1) металевого резервуара (2) шпильок (3) за допомогою зварювання, формування кільця жорсткості (4), при якому заздалегідь виготовлені каркас (5) і кільцевий пояс (6) сполучають між собою, а сформоване кільце жорсткості (4) кріплять до шпильок (3) за допомогою різьбових з'єднань 3 34384 на вага конструкцій, вітер, сніг, вакуум) і корозійного зменшення товщини поясів стінки резервуарів при їх тривалій експлуатації. З рівня техніки відомий спосіб установки кілець жорсткості на стінці металевого резервуару, що включає кріплення до стінки металевого резервуару пластин за допомогою зварювання, формування кільця жорсткості, при якому заздалегідь виготовлені каркас і кільцевий пояс сполучають між собою зварюванням, а сформоване кільце жорсткості кріплять до пластин за допомогою кронштейнів зварюванням, при цьому кільця жорсткості сполучають із стінкою резервуару за наявності в резервуарі рідини [«Спосіб установки кілець жорсткості на стінці резервуару», U A 22385 А (ТОВ «РЕМЕКС»), 03.03.1998, найбільш близький аналог – прототип]. По першому варіанту з'єднання кільця жорсткості із стінкою виконують електродуговим зварюванням при пониженні максимально допустимого експлуатаційного рівня наливання рідини на половину відстані від цього рівня до відмітки на стінці, на якій встановлено кільце жорсткості. По другому варіанту з'єднання кільця жорсткості із стінкою виконують зварюванням при підйомі рідини до відмітки, що не досягає максимального експлуатаційного рівня наливання на половину відстані між цим рівнем і відміткою, на якій встановлено кільце жорсткості. До заповнення резервуару рідиною пластини між кільцем жорсткості і стінкою прикріплюють електродуговим зварюванням тільки до стінки резервуару. Недоліком відомого способу є велика металоємність кілець жорсткості, висока трудомісткість і тривалий термін установки кілець жорсткості на стінці металевого резервуару. З півня техніки відомий найбільш близький за сукупністю загальних ознак спосіб установки кілець жорсткості на стінці вертикального металевого резервуару, що включає кріплення до стінки металевого резервуару шпильок за допомогою зварювання, формування кільця жорсткості, при якому заздалегідь виготовлені каркас і кільцевий пояс сполучають між собою, а сформоване кільце жорсткості кріплять до шпильок за допомогою різьбових з'єднань /«Вертикальний циліндричний сталевий резервуар», UA 22386 А (ТОВ «РЕМЕКС»), 03.03.1998, найбільш близький аналог прототип/. Шпильки виконують у вигляді тяжів, які приварюють електродуговим зварюванням до підкладних пластин, заздалегідь приварених по контуру до стінки резервуару. Кільце жорсткості формують у вигляді коробчатого профілю з нижньою і верхньою полицями, створюючими каркас, а також вертикальною стінкою, що утворює кільцевий пояс. Каркас і кільцевий пояс сполучають між собою електродуговим зварюванням. Кільця жорсткості встановлюють по відношенню до стінки резервуару із зазором і пов'язують із стінкою за допомогою прикріплюваних до неї шпильок - тяжів з обмежувачами - гайками. Шпильки з обмежувачами, після додання стін 4 ці резервуару правильної геометричної форми, дають їй можливість безперешкодно реалізувати радіальні переміщення при навантаженні резервуару і вільно займати початкове положення при його спорожненні, включаючи, для підвищення жорсткості стінки за рахунок контакту з обмежувачами, в спільну роботу стінку і кільця жорсткості при виникненні вакууму і бічних навантажень при порожньому резервуарі. Кільце жорсткості вільно розташовують на кронштейнах, приварених до стінки резервуару, без кріплення до них. Недоліком відомого способу є велика металоємність кілець жорсткості, висока трудомісткість і тривалий термін установки кілець жорсткості на стінці металевого резервуару. Пов'язано це з тим, що шпильки приварюють електродуговою зварюванням до підкладних пластин, заздалегідь приварених по контуру до стінки резервуару. Шпильки в цілях надійності і безпеки не приварюють за допомогою електродугового зварювання безпосередньо до стінки резервуару через те, що при електродуговому зварюванні відбувається глибокий провар стінки, внаслідок чого виникає висока вірогідність прогару і порушення цілісності і герметичності стінки резервуару. Крім того, за своєю природою електродугове зварювання не забезпечує високу міцність зварного шва при приварюванні шпильок до стінки резервуару, оскільки зварне з'єднання сформоване катетом шва тільки по контур у шпильки без оплавлення її торця. В результаті для забезпечення необхідної міцності зварних з'єднань шпильок необхідно встановлювати велику кількість шпильок, що також збільшує металоємність конструкції, підвищує трудомісткість і тривалість установки кілець жорсткості на стінці металевого резервуару. У основу корисної моделі поставлена задача удосконалити спосіб установки кілець жорсткості на стінці металевого резервуару шляхом застосування прогресивнішого виду зварювання, що забезпечує скорочення тривалості процесу зварювання і збільшення міцності зварного з'єднання шпильок безпосередньо із стінкою резервуару, а також шляхом формування більш технологічної, міцної і легкої конструкції кільця жорсткості. Технічний результат, який досягається при використанні корисної моделі, полягає в зменшенні металоємності кілець жорсткості, а також в зниженні трудомісткості і тривалості терміну установки кілець жорсткості на стінці резервуару. Поставлена задача вирішується, а те хнічний результат досягається тим, що в способі установки кілець жорсткості на стінці металевого резервуару, що включає кріплення до стінки металевого резервуару шпильок за допомогою зварювання, формування кільця жорсткості, при якому заздалегідь виготовлені каркас і кільцевий пояс сполучають між собою, а сформоване кільце жорсткості кріплять до шпильок за допомогою різьбових з'єднань, згідно корисної моделі, шпильки кріплять до стінки резервуару напівавтоматичним дугоконтактним зварюванням за допомогою зварюва 5 34384 льного пістолета і керамічних кілець, при цьому кожне керамічне кільце виконують з радіальними отворами для відведення газів і з внутрішньою порожниною для заповнення розплавом металу оплавлених основ шпильок і формування збільшеного в діаметрі зварного шва, причому після зварювання згадані керамічні кільця руйнують і видаляють, а при формуванні кільця жорсткості як каркас використовують смугу трапецієвидного періодичного профілю, яку сполучають з кільцевим поясом за допомогою різьбових з'єднань. Приведені ознаки, які характеризують корисну модель, є суттєвими, оскільки в сукупності достатні для забезпечення працездатності і рішення поставленої технічної задачі і досягнення технічного результату, а кожен окремо необхідний для ідентифікації і відмінності заявленого способу установки кілець жорсткості на стінці металевого резервуару від аналогічних способів, відомих з рівня техніки. Причинно-наслідковий зв'язок відмітних ознак при їх взаємодії з відомими ознаками вдосконаленого способу установки кілець жорсткості на стінці металевого резервуару в досягненні очікуваного технічного результату, обумовленого поставленою технічною задачею, полягає в наступному. У зв'язку з тим, що шпильки кріплять до стінки резервуару напівавтоматичним дуго-контактним зварюванням за допомогою зварювального пістолета і керамічних кілець, при цьому кожне керамічне кільце викопують з радіальними отворами для відведення газів і з внутрішньою порожниною для заповнення розплавом металу оплавлених основ шпильок і формування збільшеного в діаметрі зварного шва, а після зварювання згадані керамічні кільця руйнують і видаляють, забезпечується швидке і надійне приварювання шпильок до стінки резервуару. Пояснюється це тим, що досягти зварювальною дугою температури плавлення металу шпильок і металу стінки резервуару, відбувається оплавлення нижніх кінців шпильок, які після осідання в зварювальну ванну для сплаву по всій контактній поверхні з розплавом металу зовнішньої частини стінки резервуару, утворюють за формою внутрішньої порожнини керамічного кільця збільшений в діаметрі кільцевий валик міцного зварного шва зварного з'єднання шпильок із стінкою резервуару. А за рахунок того, що при формуванні кільця жорсткості як каркас використовують смугу трапецієвидного періодичного профілю, яку сполучають з кільцевим поясом за допомогою різьбових з'єднань, утворюється технологічна полегшена і міцна збірно-розбірна ґратчаста конструкція кільця жорсткості. Пропонований спосіб за рахунок згаданих удосконалень забезпечує зменшення металоємності кілець жорсткості, а також зниження трудомісткості і тривалості терміну установки кілець жорсткості на стінці резервуару. З рівня техніки заявник не виявив рішення, співпадаючі з сукупністю загальних і відмітних суттєви х ознак вдосконаленого способу установки кілець жорсткості на стінці металевого резервуару, 6 внаслідок чого можна зробити висновок, що те хнічне рішення, що заявляється, не є частиною рівня техніки і відповідає критерію корисної моделі «новизна». Надалі вдосконалений спосіб установки кілець жорсткості на стінці металевого резервуару пояснюється докладним описом прикладу його виконання з посиланнями на креслення, що додаються. На фіг. 1 зображений металевий резервуар з кільцем жорсткості, загальний вигляд. На фіг. 2 зображений розріз А-А на фіг. 1. На фіг. 3 зображено кільце жорсткості металевого резервуару, поперечний розріз. На фіг. 4 зображений розріз Б-Б па фіг. 3. На фіг. 5 зображена технологічна схема підготовки до процесу кріплення шпильки до стінки металевого резервуару дуго-контактним зварюванням із застосуванням керамічного кільця. На фіг. 6 зображена технологічна схема процесу з'єднання шпильки до стінки металевого резервуару напівавтоматичним дуго-контактним зварюванням із застосуванням керамічного кільця. На фіг. 7 зображений зварний шов кріплення шпильки до стінки металевого резервуару після напівавтоматичної дуго-контактним зварювання, руйнування і видалення керамічного кільця. Спосіб установки кілець жорсткості на стінці металевого резервуару, включає кріплення до стінки 1 металевого резервуару 2 шпильок 3 за допомогою зварювання (фіг. 1-7), формування кільця жорсткості 4, при якому заздалегідь виготовлені каркас 5 і кільцевий пояс 6 сполучають між собою, а сформоване кільце жорсткості 4 кріплять до шпильок 3 за допомогою різьбових з'єднань 7. Особливістю способу є те, що шпильки 3 кріплять до стінки 1 резервуару 2 напівавтоматичним дуго-контактним зварюванням за допомогою зварювального пістолета і керамічних кілець 8 (фіг. 57). При цьому кожне керамічне кільце 8 виконують з радіальними отворами 9 для відведення газів і з внутрішньою порожниною 10 для заповнення розплавом металу оплавлених основ шпильок 3 і формування збільшеного в діаметрі зварного шва 11, причому після зварювання згадані керамічні кільця 8 руйнують і видаляють. А при формуванні кільця жорсткості 4 як каркас 5 використовують смугу трапецієвидного періодичного профілю 12, яку сполучають з кільцевим поясом 6 за допомогою різьбових з'єднань 13 (фіг. 3-4). Кільце жорсткості 4 є ґратчастою збірнорозбірною конструкцією, що складається з каркаса 5, виконаного у вигляді смуги трапецієвидного періодичного профілю 12, і кільцевого поясу 6, сполучених між собою за допомогою різьбових з'єднань 13. Кільцевий пояс 4 і смугу трапецієвидного періодичного профілю 12, використовуван у як каркас 5, виконують із сталевих смугових заготовок певних розмірів (a, b, t1, t2). Розміри сталевих смугових заготовок для кільцевого поясу 4 і смуги трапецієвидного періодичного профілю 12, використовуваною як каркас 5 7 34384 (a, b, t1, 12), а також висоту (с) і крок трапецієвидного періодичного профілю 12 (d) визначають розрахунковим шляхом виходячи з умови забезпечення стійкості стінки 1 металевого резервуару 2 в радіальному напрямі. Спосіб установки кілець жорсткості на стінці металевого резервуару здійснюють наступним чином. Процес приварювання шпильок 3 до стінки 1 резервуару 2 дуго-контактним зварюванням включає ті ж самі основні технологічні принципи, як будь-який інший вид електродугового зварювання, при якому для того, щоб сплавити кінець стрижня з частиною основної металевої конструкції, використовують дуговий електричний розряд. Ця технологія може бути використана для приварювання шпильок 3 до стінки 1 резервуару 2, виконаних з різних металів, наприклад конструкційної або неіржавіючої сталі, а також з кольорових металів, наприклад мідних або алюмінієвих сплавів. При напівавтоматичному дуго-контактному зварюванні шпильок 3 із стінкою 1 резервуару 2 як устаткування використовують полегшений зварювальний пістолет, систему управління потужністю і джерело постійного струму (на кресленнях не показані). Шпильку 3 і керамічне кільце 8 вставляють в зварювальний пістолет, після чого кінець шпильки 3 підводять до стінки 1 резервуару 2 (фіг. 5) і натискають курок пістолета, внаслідок чого шпилька 3 і стінка 1 резервуару 2 підключаються до джерела постійного струму і між ними утворюється електрична зварювальна дуга. Досягши зварювальною дугою температури плавлення металу шпильки 3 і металу стінки 1 резервуару 2 відбувається оплавлення нижніх кінців згаданих шпильок 3 і поверхні стінки 1 резервуар у 2 (фіг. 6). Оплавлені нижні кінці шпильок 3 після осідання їх в зварювальну ванну для сплаву по всій контактній поверхні з розплавом стінки1 металевого резервуару 2, утворюють кільцеві валики зварних швів 11 (фіг. 7) зварних з'єднань шпильок 3 із стінкою 1 металевого резервуару 2 підвищена міцність. Керамічні кільця 8 знижують втрату тепла і швидкість охолоджування зварювальної ванни, забезпечують захист розплавленого металу шва в зварювальній ванні від навколишнього середовища за рахунок повільного відведення газів через радіальні отвори 9 і формують у вн утрішній порожнині 10 метал, що ви тісняється, у вигляді кільцевого валика зварного шва 11 зварного з'єднання шпильок 3 із стінкою 1 резервуару 2. Застосування напівавтоматичного дугоконтактного зварювання шпильок 3 із стінкою 1 резервуару 2 забезпечує фіксовану глибину провару, що виключає пропалення стінки 1 резервуару 2, і формування за частку секунди зварного шва 11. А мале тепловложення в конструкцію (за рахунок короткої імпульсної дії) запобігає виникненню концентраторів температурної напруги, властивої традиційним методам електродугового 8 зварювання, внаслідок чого, зварний шов 11 зварного з'єднання шпильок 3 із стінкою 1 резервуару 2 стає набагато міцніше, ніж сама шпилька 3. Це дозволяє відмовитися від застосування підкладок при приварюванні шпильок 3 до стінки 1 резервуару 2, як це передбачено в прототипі. Приварювання шпильок 3 до стінки 1 резервуару 2 напівавтоматичним дуго-контактним зварюванням за запропонованою технологією виключає всі проблеми пов'язані з несумісністю, трудомісткістю і вибором металу шпильок 3. Шпильки 3 приварюють до стінки 1 резервуару 2 з постійною повторюваністю менш ніж за половину секунди, що на порядок швидше за будьякою іншою технологією. Така швидкість установки шпильок 3 на стінці 1 резервуару 2 дозволяє заощадити більше 20 % часу установки кілець жорсткості 4 на стінці 1 резервуару 2 в порівнянні з відомими способами. Залежно від ємкості резервуару 2 при формуванні кільця жорсткості 4, при якому як каркас 5 використовують смугу трапецієвидного періодичного профілю 12, яку сполучають з кільцевим поясом 6, геометричні параметри згаданого трапецієвидного періодичного профілю 12 і кільцевого поясу 6 (a, b, t1, t2, з, d) визначають розрахунковим шляхом для кожного конкретного резервуару 2 з урахуванням умов його експлуатації. Сформоване кільце жорсткості 4 кріплять до шпильок 3 за допомогою різьбових з'єднань 7. Таким чином, застосування способу установки кілець жорсткості на стінці металевого резервуару, що заявляється, дозволяє значно понизити металоємність, трудомісткість і терміни монтажу. Найбільш ефективне застосування способу установки кілець жорсткості на стінці металевого резервуару, що заявляється, в умовах ремонту, або реконструкції вже існуючих нафтопереробних підприємств і нафтобаз, оскільки він дозволяє в короткі терміни відновити експлуатаційні характеристики резервуарів для зберігання нафтопродуктів і інши х рідких, або сипких матеріалів. Спосіб установки кілець жорсткості на стінці металевого резервуару простий в здійсненні і може бути реалізований в умовах промислового виробництва з використанням сучасних матеріалів і стандартного устаткування, що свідчить про те, що пропоноване технічне рішення відповідає критерію корисної моделі «промислова придатність». Перелік позначень: 1. стінка 2. резервуар 3. шпилька 4. кільце жорсткості 5. каркас 6. кільцевий пояс 7. різьбові з'єднання кільця жорсткості 4 з шпилькам З 8. керамічне кільце 9. радіальні отвори керамічного кільця 8 10. внутрішня порожнина керамічного кільця 8 11. зварний шов 12. смуга трапецієвидного періодичного профілю, використовуваного як каркас 5 13. різьбові з'єднання смуги 12 трапецієвидно 9 го періодичного профілю, використовуваного як 34384 10 каркас 5, з кільцевим поясом 6. 11 Комп’ютерна в ерстка Д. Шев ерун 34384 12 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMounting method of stiffening rings on the wall of metallic tank
Автори англійськоюIsmahulov Bolat Habdrakhymovych, Biliarchyk Vadym Romanovych
Назва патенту російськоюСпособ установки колец жесткости на стенке металлического резервуара
Автори російськоюИсмагулов Болат Габдрахимович, Билярчик Вадим Романович
МПК / Мітки
МПК: E04H 7/00, B65D 88/00
Мітки: стінці, жорсткості, спосіб, установки, кілець, резервуара, металевого
Код посилання
<a href="https://ua.patents.su/6-34384-sposib-ustanovki-kilec-zhorstkosti-na-stinci-metalevogo-rezervuara.html" target="_blank" rel="follow" title="База патентів України">Спосіб установки кілець жорсткості на стінці металевого резервуара</a>
Спосіб установки кілець жорсткості на стінці резервуара
Номер патенту: 22385
Опубліковано: 03.03.1998
Автори: Барвінко Андрій Юрійович, Білецький Семен Михайлович, Голінько Володимир Михайлович, Барвінко Юрій Павлович
МПК: B65D 88/00
Мітки: кілець, установки, стінці, резервуара, жорсткості, спосіб
Текст:
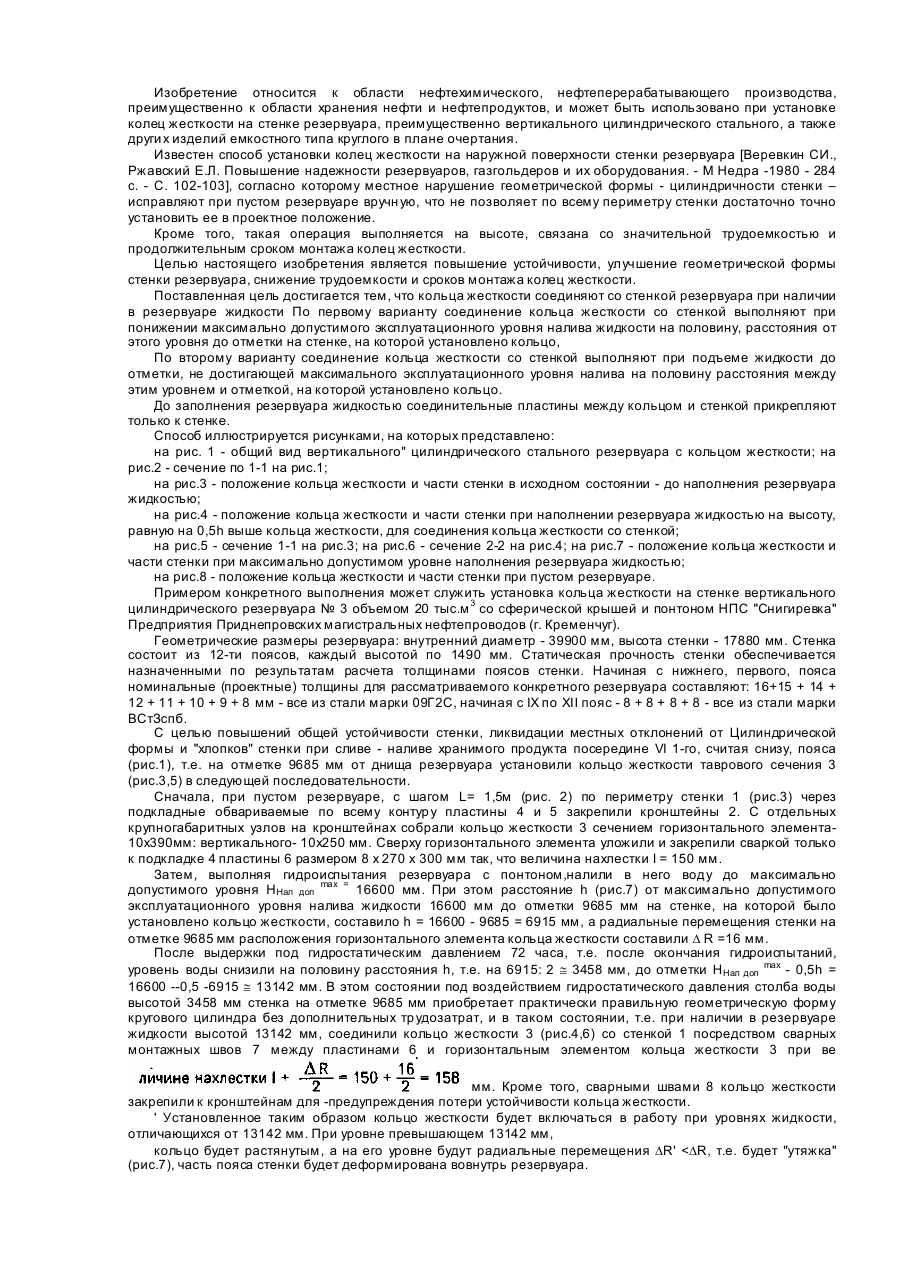
...жесткости на стенке вертикального цилиндрического резервуара № 3 объемом 20 тыс.м 3 со сферической крышей и понтоном НПС "Снигиревка" Предприятия Приднепровских магистральных нефтепроводов (г. Кременчуг). Геометрические размеры резервуара: внутренний диаметр - 39900 мм, высота стенки - 17880 мм. Стенка состоит из 12-ти поясов, каждый высотой по 1490 мм. Статическая прочность стенки обеспечивается назначенными по результатам расчета...
Спосіб нанесення металевого покриття на внутрішні поверхні резервуара і трубопроводу
Номер патенту: 25944
Опубліковано: 26.02.1999
Автор: ОНЕСТАД Лейф Інге
МПК: C23C 18/16, C23C 18/31
Мітки: покриття, поверхні, трубопроводу, металевого, нанесення, внутрішні, резервуара, спосіб
Формула / Реферат:
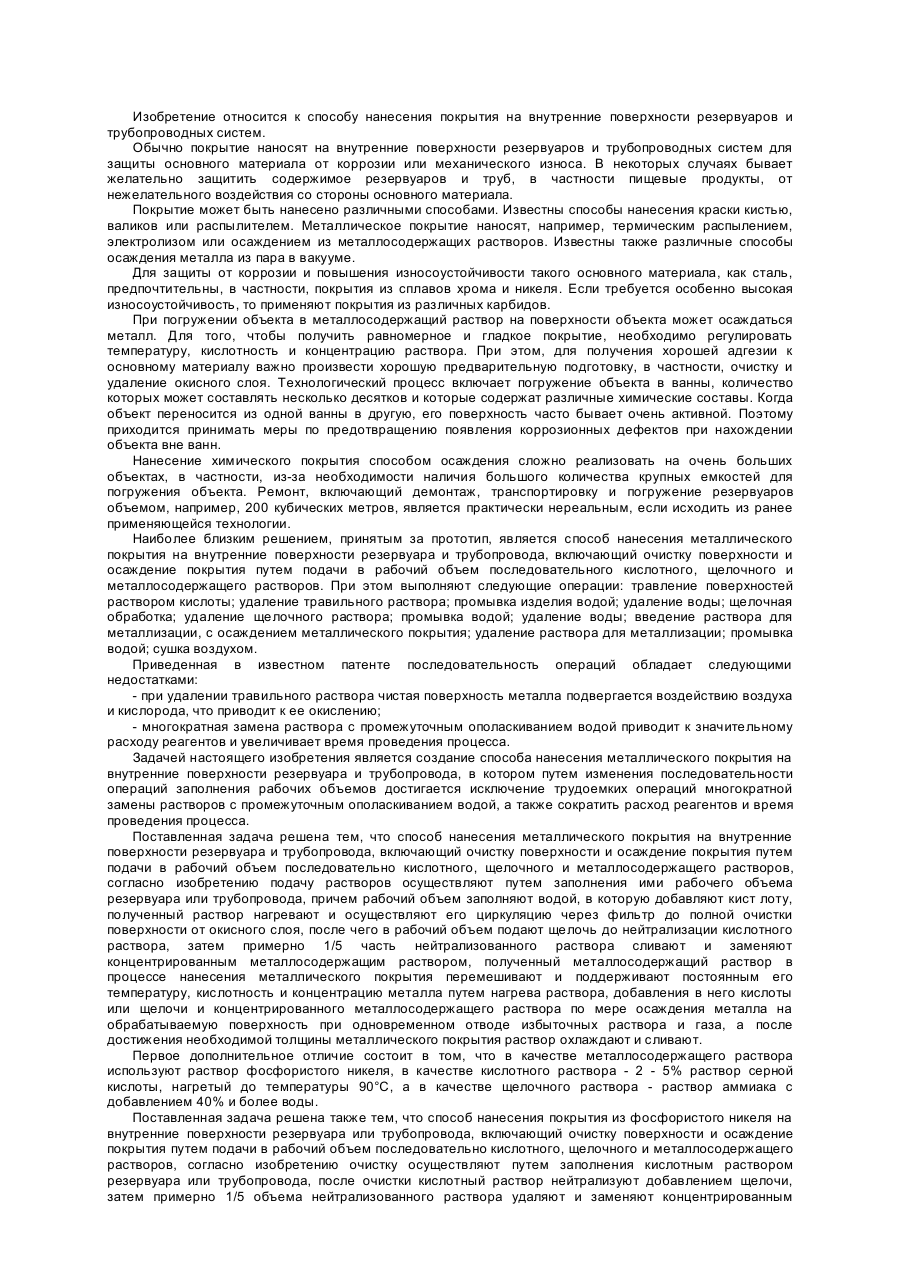
1. Способ нанесения металлического покрытия на внутренние поверхности резервуара и трубопровода, включающий очистку поверхности и осаждение покрытия путем подачи в рабочий объем последовательно кислотного, щелочного и металлосодержащего растворов, отличающийся тем, что подачу растворов осуществляют путем заполнения ими рабочего объема резервуара или трубопровода, причем рабочий объем заполняют водой, в которую добавляют кислоту, полученный...
Спосіб ремонту стінки резервуара
Номер патенту: 33547
Опубліковано: 15.02.2001
Автори: Білецький Семен Михайлович, Барвінко Юрій Павлович, Голінько Володимир Михайлович, Тулін В'ячеслав Григорович, Барвінко Андрій Юрійович, Гончар Олег Юрійович
МПК: E04H 7/00
Мітки: спосіб, резервуара, ремонту, стінки
Текст:
...листів і складання вертикальних стиків в отворі виконують після їх тимчасового деформування в стадії пружності сталі, надаючи листам менший порівняно з проектним радіус кривизни Rтимч.монт., величину якого визначають із співвідношення Rтимч.монт.=R2, (3) зварювання вертикальних стиків виконують після зняття пристроїв, при допомозі яких створюють тимчасове деформування листів. Друга відмінність полягає в тому, що заміну листами дефектних...
Спосіб відновної обробки зношених кілець підшипників
Номер патенту: 64385
Опубліковано: 16.02.2004
Автори: Костін Едуард Олександрович, Алімов Валерій Іванович, Харісова Рената Реїсовна
МПК: C21D 9/40
Мітки: відновної, спосіб, обробки, зношених, кілець, підшипників
Формула / Реферат:
Спосіб відновної обробки зношених кілець підшипників, що включає нагрівання та охолодження, який відрізняється тим, що перед нагріванням кільця додатково охолоджують до температури рідкого азоту, а нагрівання здійснюють до температури 130-150°С тривалістю 2-10 годин.
Пристрій для підвищення жорсткості циліндричної або працюючої на стиснення конічної тонкооболонкової конструкції
Номер патенту: 81261
Опубліковано: 25.12.2007
Автор: Купрієвич Анатолій Борисович
МПК: B65D 88/08, A01F 25/16, E04H 7/00, B65D 90/02, A01F 25/14
Мітки: жорсткості, конструкції, конічної, пристрій, підвищення, працюючої, циліндричної, стиснення, тонкооболонкової
Формула / Реферат:
Пристрій для підвищення жорсткості циліндричної або працюючої на стиснення конічної тонкооболонкової конструкції у вигляді сполученого із тонкою циліндричною або конічною оболонкою співвісного кільця, який відрізняється тим, що розтяжне співвісне кільце рухомо закріплене в рівномірно розподілених по колу точках зовні тонкої циліндричної або конічної оболонки і має засоби для створення в ньому стискуючих тангенціальних напружень.
Попередній патент: Спосіб контролю ділянки магістрального газопроводу
Наступний патент: Спосіб лікування ускладненого макулярного набряку у хворих на діабетичну ретинопатію
Випадковий патент: Захисний закупорювальний засіб