Спосіб виготовлення зварювальних плавлених флюсів
Номер патенту: 40008
Опубліковано: 16.07.2001
Автори: Нетяга Володимир Іванович, Залевський Анатолій Васильович, Осіпов Микола Якович, Олійник Микола Миколайович, Галініч Володимир Іларіонович

Формула / Реферат
Спосіб виготовлення зварювальних плавлених флюсів, який включає технологічні операції підготовки шихти, завантаження її в піч, розплавлення шихти, рафінування розплаву флюсомаси шляхом його перегріву до температури вище 1500°С з одночасним розкисненням і наступним витримуванням розплаву, зливання розплаву з печі, грануляції розплаву, переробки гранулята, в тому числі магнітну сепарацію, причому температуру розплаву флюсомаси в льотці при виконанні операції зливання підтримують в залежності від насипної щільності флюсу, який відрізняється тим, що операції розплавлення шихти і рафінування розплаву флюсомаси виконують в різних робочих камерах, причому для виконання операції розплавлення шихти застосовують лише газове полум'я або газове полум'я в поєднанні з електричним струмом.
Текст
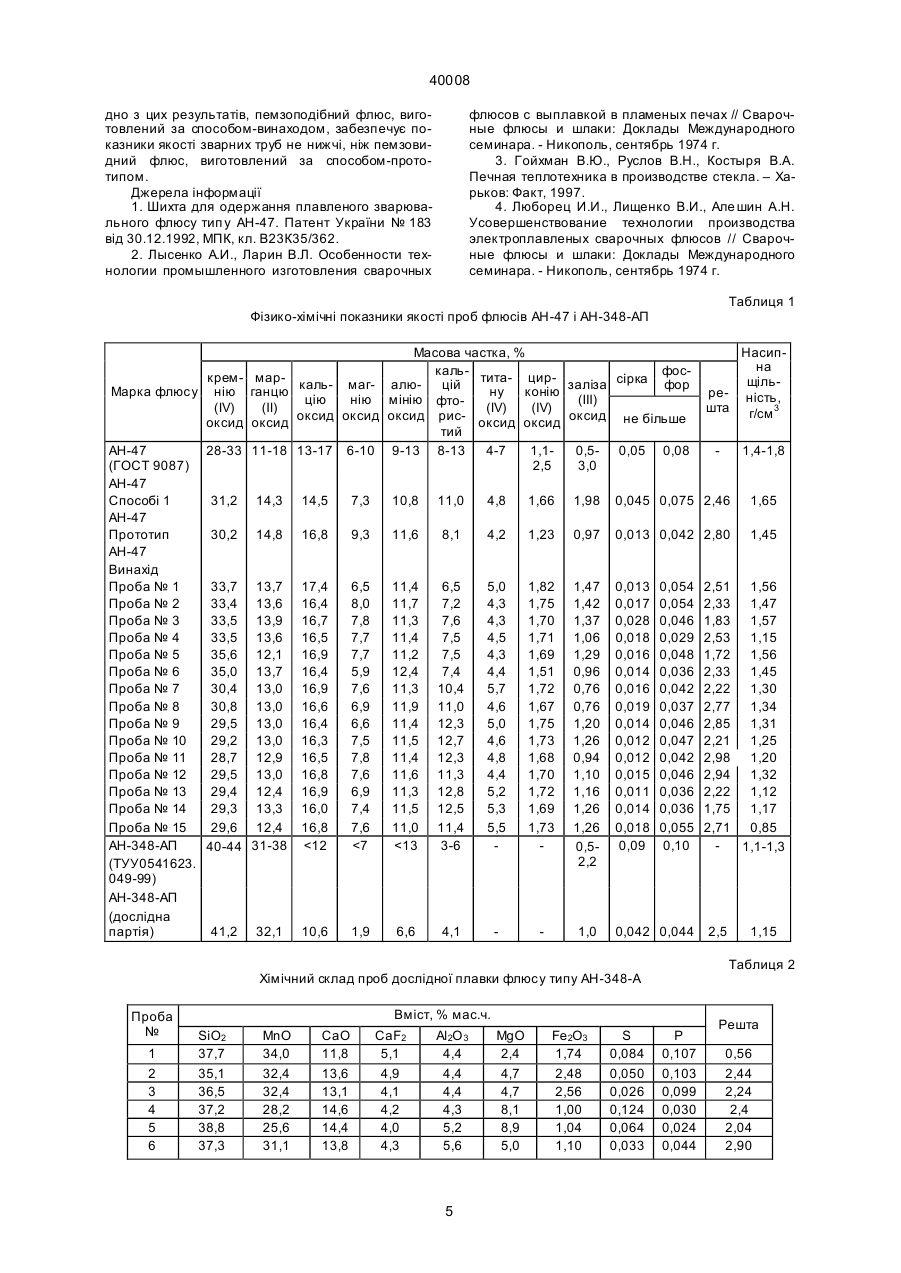
Спосіб виготовлення зварювальних плавлених флюсів, який включає технологічні операції підготовки шихти, завантаження її в піч, розплавлення шихти, рафінування розплаву флюсомаси шляхом його перегріву до температури вище 1500°С з одночасним розкисненням і наступним витримуванням розплаву, зливання розплаву з печі, грануляції розплаву, переробки гранулята, в тому числі магнітну сепарацію, причому температуру розплаву флюсомаси в льотці при виконанні операції зливання підтримують залежно від насипної щільності флюсу, який відрізняється тим, що операції розплавлення шихти і рафін ування розплаву флюсомаси виконують в різних робочих камерах, причому для виконання операції розплавлення шихти застосовують лише газове полум'я або газове полум'я в поєднанні з електричним струмом. Винахід стосується області виробництва зварювальних плавлених флюсів і призначений для розширення номенклатури відходів металургійного, зварювального і гірничо-збагачувального виробництв, які застосовуються в шихті для виготовлення флюсів. Відомо, який шкідливий вплив на навколишнє середовище створюють відходи металургійного, зварювального і гірничо-збагачувального виробництв. Ці відходи, як правило, представляють собою мінеральні сполуки у вигляді металургійних шлаків, відвалів, шлакової корки, "хвостів" і т.ін., забруднених шкідливими домішками - сіркою, фосфором і оксидами заліза. Відомо також, що за своїм хімічним складом зварювальні плавлені флюси є дуже близькими до металургійних шлаків, Тому виробники флюсів інколи застосовують деякі з таких шлаків в якості інгредієнтів шихти. Але номенклатура цих матеріалів в шихті для виготовлення флюсів дуже вузька застосовуються лише шлакова корка флюсу АН-60 або шлак гранульований виробництва силікомар ганцю, та й частка їх у ши хті здебільшого не перевищує 2-5%, хоча в окремих випадках досягає 16% [1]. В той же час є великі запаси відходів гірничозбагачувального виробництва, зокрема, марганцевих р уд, які внаслідок невисокого вмісту основного компоненту MnO (близько 20%) в промисловості не використовуються. Обумовлено це не тільки хімічними складами флюсів і відходів, але й особливостями механізмів рафінування флюсомаси і недосконалістю сучасних способів виготовлення зварювальних плавлених флюсів. Аналіз відомих способів виготовлення зварювальних плавлених флюсів і механізмів рафінування флюсомаси показує наступне. Очищення розплаву флюсу від сірки відбувається внаслідок її окислення до сірчистого газу вільним киснем, який міститься в газовій фазі печі або в розплаві при відновлені марганцевих оксидів. Цей процес починається з моменту розплавлення окремих компонентів шихти і протікає до моменту виходу розплаву із печі. Важливим є те, (19) UA (11) 40008 (13) (21) 2000084865 (22) 15.08.2000 (24) 16.07.2001 (33) UA (46) 16.07.2001, Бюл. № 6, 2001 р. (72) Залевський Анатолій Васильович, Галинич Володимир Іларіонович, Осипов Микола Якович, Нетяга Володимир Іванович, Олійник Микола Миколайович (73) Залевський Анатолій Васильович, UA, Галинич Володимир Іларіонович, UA, Осипов Микола Якович, UA, Нетяга Володимир Іванович, UA, Олійник Микола Миколайович, UA (56) 1. Патент України № 183 від 30.12.1992, МПК В23К35/362. 2. Лысенко А.И., Ларин В.Л. Особенности технологии промышленного изготовления сварочных флюсов с выплавкой в пламенных печах // Сварочные флюсы и шлаки: Доклады Международного семинара. - Никополь, сентябрь 1974 г. – К.: Наук. думка, 1974. 3. Гойхман В.Ю., Руслов В.Н., Костыря В.А. Печная теплотехника в производстве стекла. – Харьков: Факт, 1997. C2 (54) СПОСІБ ВИГОТОВЛЕННЯ ЗВАРЮВАЛЬНИХ ПЛАВЛЕНИХ ФЛЮСІВ 40008 що процес десульфурації протікає при досить низьких температурах (нижче 1400°С). Такий механізм рафінування використовується у відомому промисловому способі виготовлення зварювальних плавлених флюсів в газополуменевій печі (спосіб № 1) [2]. При цьому способі застосовують технологію і пристрій, що використовуються при виготовлені скла. Всі технологічні операції від завантаження шихти до зливу розплаву виконуються послідовно в одній робочій камері, яка представляє собою єдиний плавильний простір газополуменевої печі. Перелік суттєви х ознак цього способу виготовлення флюсів: 1) підготовка шихти (сушка компонентів, їх дозування, змішування); 2) завантаження в піч; 3) розплавлення шихти; 4) зливання (вироблення) розплаву з печі; 5) грануляція розплаву; 6) переробка грануляту (сушка, просіювання, пакування); 7) застосування газового полум’я для обігріву печі; 8) температура розплаву флюсомаси в льотці при виконанні операції зливання(вироблення) нижче 1400°С; 9) виконання операцій оброблення розплаву (розплавлення шихти, ра фінування флюсомаси) послідовно в одній робочій камері. Як видно із переліку суттєви х ознак, при цьому способі операція рафінування флюсомаси як окрема технологічна операція відсутня, але в процесі плавлення шихти таке рафінування відбувається відносно сірки. Недоліком способу виготовлення зварювальних плавлених флюсів в газополуменеві печі є те, що внаслідок низької (нижче 1400°С) температури оброблюваного матеріалу (флюсомаси) його рафінуюча здатність невисока - окислюється лише сірка. Вміст фосфор у і оксидів заліза практично не змінюється. Тому при виготовлення флюсів у газополуменевій печі застосовують лише шлак гранульований виробництва силікомарганцю, як компонент, чистий по фосфору і оксидам заліза (див. нижче). Відомо також удосконалений спосіб варки скла (спосіб № 2) [3], який в принципі може бути застосований для виготовлення зварювальних плавлених флюсів. Перелік суттєви х ознак способу виготовлення скла наступний: 1) підготовка шихти (сушка компонентів, їх дозування, змішування); 2) завантаження в піч; 3) розплавлення шихти в першій робочій камері; 4) освітлення скломаси в другій робочій камері; 5) зливання (вироблення) розплаву з печі; 6) застосування газового полум’я і електричного стр уму для обігріву печі; 7) температура розплаву флюсомаси в льотці при виконанні операції зливання (вироблення) нижче 1200°С; 8) виконання операцій оброблення розплаву (розплавлення і освітлення скломаси) в різних робочих камерах. При цьому слід виділити його головну особливість: операції розплавлення шихти і оброблення розплаву (освітлення скломаси) виконуються одночасно в різних робочих камерах (частинах печі). Крім того, для виконання технологічних операцій розплавлення шихти і оброблення розплаву (освітлення скломаси) одночасно застосовують і газове полум'я, і електричний струм. Тому температура розплаву в печі (в др угій робочій камері) може досягати 1590°С, завдяки чому зростає швидкість розплавлення шихти і освітлення скломаси. Однак при випуску розплаву його температура (в льотці) не перевищує 1200°С. Недоліком цього способу, як і попереднього, є його низька рафінуюча здатність щодо фосфору і оксидів заліза. Тому виготовлення флюсів за цим способом теж вимагатиме застосування чистих по шкідливих домішках шихтови х матеріалів. Крім того, низька температура розплаву в льотці (1200°С) недостатня для утворення якісного флюсового грануляту. Найкращу рафінуючу здатність як по сірці, так і по фосфору і оксидам заліза має інший відомий промисловий спосіб виготовлення зварювальних плавлених флюсів, а саме - в електричній печі (прототип) [4]. Перелік суттєви х ознак способу-прототипу виготовлення зварювальних плавлених флюсів наступний: 1) підготовка шихти (сушка компонентів, їх дозування, змішування); 2) завантаження в піч; 3) розплавлення шихти; 4) рафінування розплаву флюсомаси шляхом його перегріву до температур вище 1500°С з одночасним розкисленням і наступним витримуванням розплаву; 5) зливання (вироблення) розплаву з печі; 6) грануляція розплаву; 7) переробка грануляту (сушка, просіювання, магнітна сепарація, пакування); 8) температура розплаву флюсомаси в льотці при виконанні операції зливання (вироблення) залежить від насипної щільності флюсу; 9) виконання операцій оброблення розплаву (розплавлення шихти, ра фінування флюсомаси) послідовно в одній робочій камері; 10) застосування електричного струму для обігріву печі при розплавленні шихти і рафінування флюсомаси. Суттєвою відмінністю цього способу від попередніх є наявність операції рафінування флюсомаси, яка полягає в перегріві розплаву вище 1500°С, його розкислені і наступному витримуванні для осідання на дно печі металевої фази. Підвищення температури розплаву і його інтенсивне перемішування посилює процеси як окислення сірки, так і відновлення оксидів заліза, марганцю і кремнію, які утворюють в розплаві металеву фазу у вигляді крапель металу ("корольків"). Оскільки в момент утворення металева фаза не містить фосфору, останній переходить із розплаву в "корольки", і, таким чином, його вміст в розплаві флюсомаси знижується. Одночасно з цим процесом іде зни 2 40008 ження концентрації оксидів заліза в розплаві, оскільки відновлене залізо витрачається на утворення металевої фази. Для остаточного видалення фосфору і заліза з розплаву останній перед зливанням витримують деякий час (10-15 хв) при відключеному стр умові, з тим, щоб "корольки" мали змогу осісти на дно печі. Звідти вони видаляються спеціальними технологічними операціями - зливом попутного металу і магнітною сепарацією. Як і в попередніх способах, всі технологічні операції від завантаження шихти до зливу розплаву флюсомаси виконуються послідовно в одній робочій камері кокілі електропечі. При цьому для обігріву печі (при виконанні операцій розплавлення шихти і рафінування розплаву флюсомаси) використовують лише електричний струм. Недоліком способу є дуже вузька номенклатура відходів, які застосовуються при виготовленні зварювальних плавлених флюсів за цим способом, Хоча спосіб-прототип забезпечує в принципі будь-який низький вміст шкідливих домішок у флюса х завдяки можливості перегріву розплаву до будь-якої високої температури, проте, як показує практика, застосування відходів металургійного і гірничо-збагачувального виробництв у більшості випадків технічно неможливо і економічно невигідно. Тому при даному способу виробництва флюсів використовують лише власні відходи (відсіви флюсів в кількості 2-10% від маси плавки) та шлакову корку флюсу АН-60. Ці відходи не створюють проблему рафінування, оскільки є чистими по сірці і фосфор у. В основу винаходу поставлено задачу операціями розплавлення шихти і рафінування розплаву флюсомаси шляхом їх виконання в різних робочих камерах, а також застосуванням при виконані операції розплавлення шихти лише газового полум'я або газового полум'я в поєднанні з електричним струмом забезпечити розширення номенклатури і підвищення вмісту у складі шихти відходів металургійного, зварювального і гірничо-збагачувального виробництв при виготовлені зварювальних плавлених флюсів. Поставлена задача досягається тим, що при виготовленні зварювальних плавлених флюсів, способом, який включає технологічні операції підготовки шихти (сушка компонентів, їх дозування, змішування), завантаження в піч, розплавлення шихти, рафін ування розплаву флюсомаси шляхом його перегріву до температур вище 1500°С з одночасним розкисленням і наступним витримуванням розплаву, зливання розплаву з печі, грануляції розплаву, переробки грануляту (сушка, просіювання, магнітна сеперація, пакування), причому температуру розплаву флюсомаси в льотці при виконанні операції зливання підтримують залежно від насипної щільності флюсу, операції розплавлення шихти і рафін ування розплаву флюсомаси виконують в різних робочих камерах, причому для виконання операції розплавлення шихти застосовують лише газове полум’я або газове полум'я в поєднанні з електричним струмом. Таке технічне рішення базувалось на наступних припущеннях. Окислення сірки протікає в широкому діапазоні температур і займає значно більше часу, ніж процес дефосфорації. Якщо процес десульфурації ін тенсифікувати підвищенням температури розплаву ви ще 1500°С, як це відбувається при виготовленні флюсів за способом-прототипом, то разом з видаленням сірки, фосфору і оксидів заліза проходять процеси видалення з розплаву оксидів марганцю, кремнію і фтористого кальцію, тобто ідуть небажані процеси зниження вмісту у флюсі основних компонентів. Тому для компенсації витрат основних компонентів, особливо оксидів марганцю, необхідно застосовувати для шихти сировину з більш високим вмістом основного компоненту. Але всі відходи металургійного, зварювального і гірничо-збагачувального виробництв бідні на вміст основного компоненту, наприклад, МnО, тому більшість з них не можуть бути застосовані при виготовлені флюсів за способом-прототипом. Таким чином, доцільніше спочатку очистити флюсомасу від сірки в окремій робочій камері при температурах нижче 1400°С під час операції розплавлення шихти, а потім перелити розплав в другу робочу камеру і протягом короткого часу видалити з нього фосфор і оксиди заліза, тобто слід відділити процес десульфурації розплаву від процесу дефосфорації. Зазначені припущення були перевірені нами під час технологічних експериментів, які провадились згідно з наступним переліком технологічних операцій за способом-винаходом: 1) підготовка шихти (сушка компонентів, їх дозування, змішування); 8) завантаження шихти в першу робочу камеру (газополуменеву піч); 9) розплавлення шихти в першій робочій камері; 4) рафінування розплаву флюсомаси в другій робочій камері (електропечі) шляхом його перегріву до температур вище 1500°С з одночасним розкисленням і наступним витримуванням розплаву; 5) зливання (вироблення) розплаву з другої робочої камери; 6) грануляція розплаву; 7) переробка грануляту (сушка, просіювання, магнітна сепарація, пакування). При виконанні операції зливання (вироблення) температура розплаву флюсомаси в льотці витримувалась в залежності від насипної щільності флюсу, а операції оброблення розплаву (розплавлення шихти, рафін ування флюсомаси) виконувались в різних робочих камерах, причому при операції розплавлення шихти в першій робочій камері застосовувалось лише газове полум'я, а при виконанні операції рафінування флюсомаси в другій робочій камері застосовувався електричний струм. Як перша камера використовувалась існуюча газополуменева піч, як друга - електропіч спеціальної конструкції. Температура розплаву в першій робочій камері підтримувалась газовим полум'ям в межах 1350-1470°С, в другій робочій камері - лише електричним струмом в межах 1400-1700°С (температура розплаву в льотці). Випуск розплаву і відбір проб виконувався періодично (через кожні 3 години наварки розплаву). Хімічні склади відібраних проб (№ 1-15) і їх насипна щільність представлені в табл. 1. Так, рафінуюча здатність винаходу відносно сірки перевірена при виплавлені флюсу АН-47 із застосуванням стандартної шихти для газополуменевої печі. Шихта містила відходи металургійно 3 40008 го виробництва з максимальним вмістом сірки і складалася з таких інгредієнтів, кг/%): шлак гранульований виробництва силікомарганцю 80/5,4 марганцева руда (сорт ІІБ) 350/23,4 плавиковий шпат 460/30,8 пісок 115/7,7 антрацит 30/2,0 глинозем 105/7,0 доломіт 200/13,4 магнезит 58/3,9 циркон 30/2,0 рутиловий концентрат 26/1,7 ільменітовий концентрат 40/2,7 При цьому як відходи металургійного виробництва застосовувався шлак гранульований виробництва силікомарганцю наступного хімічного складу за ТУ 14-11-124-80, мас.%: діоксид кремнію 48,0; монооксид марганцю 20,0; оксид кальцію 14,0; оксид алюмінію 8,0; оксид магнію 5,0; монооксид заліза 0,3; фосфор 0,008; сірка 1,0; решта 3,7. Хімічний склад флюсу АН-47, виготовленого із застосуванням цієї шихти за способом виготовлення флюсів в газополуменевій печі (спосіб № 1), представлено в табл. 1. Виготовлення флюсу АН-47 на цій шихті за способом-прототипом неможливе, оскільки наявність у ши хті інгредієнтів з низьким вмістом основного компоненту (марганцевої руди ІІБ сорту і плавикового шпату) та великої кількості карбонатів (плавикового шпату, марганцевої руди та доломіту) не дозволяють виготовити флюс АН-47 заданого ГОСТ 9087 хімічного складу. Для порівняння наводимо перелік шихтови х матеріалів для виготовлення флюсу АН-47 за способом-прототипом, кг/%: марганцевий концентрат (Чіатурський) 245/17,5 пісок 317/22,6 флюоритовий концентрат марки ФФ-95, ФФ-92 205/14,7 глинозем марки Г-00, Г-1 117/8,4 магнезит каустичний марки ПМК-83, ПМК-87 213/15,2 вапно металургійне марки ИФ-1, ИФ-2, сорт 1, 2 159/11,4 рутиловий концентрат 61/4,4 цирконовий концентрат марок КЦП, 31/2,2 КЦЗ-1, КЦЗ-2 відсіви флюсу АН-47 50/3,6 Хімічні склади проб флюсу АН-47, виготовленого за способом-прототипом і згідно з винаходом, представлено в табл. 1. Результати першого технологічного експерименту виявили наступне: спосіб-винахід знижує вміст сірки, фосфору і оксидів заліза при плавці флюсу на шихті, яка містить відходи металургійного виробництва (шлак силікомарганцю) до рівня способу-прототипу; рафін уюча здатність способу за винаходом по сірці в 2-4 рази, а по фосфору в 1,3-2,6 раза вища порівняно з існуючим способом виготовлення флюсів в газополуменевій печі (спосіб № 1). Рафінуючу здатність способу-винаходу по фосфору і оксидам заліза було перевірено під час проведення другого те хнологічного експерименту на дослідній шихті, яка складалася майже на 90% із відходів гірничо-збагачувального виробництва, кг/%: відходи збагачення марганцевої руди 1010/87 плавиковий шпат 110/9,5 пісок 40/3,5. При цьому вміст шкідливих домішок у відходах коливався в межах (мас.%): фосфору - 0,096-0,48, оксидів заліза - 2,92-6,06, основного компоненту в перерахунку на металевий марганець - 12,4427,42. В процесі другого технологічного експерименту виявилося, що процес розплавлення шихти в першій робочій камері при одному і тому ж тепловому режимові протікає значно швидше, ніж звичайно. Після наварки розплаву флюсомаси остання перепускалась з першої робочої камери в другу. Особливо несподіваним було те, що при певних параметрах режиму наплавки флюсомаси в першій робочій камері і режиму роботи другої робочої камери процес виготовлення флюсів перетворився із періодичного в неперервний. При цьому в роботі першої робочої камери не спостерігались будь-які негативні явища - плаваюча на поверхні розплаву ши хта, його спінення або кипіння, виплески, пошкодження футерівки і т.ін. Через кожну годину відбирались проби - на виході із першої робочої камери і одночасно на виході із другої робочої камери, Проби, які відображають найбільш характерні моменти процесу виготовлення флюсу типу АН-348-А за способом-винаходом, представлені в табл. 2. Так, порівнюючи вміст оксидів заліза і фосфору на ви ході із першої робочої камери (проби Ми 1-3) з допустимим за ГОСТ 9087 для флюсу АН-348-А (2,0% Fе2O3 і 0,12% Р), можна бачити, що рафін ування розплаву флюсомаси по фосфор у майже не відбулося, а по оксидах заліза воно було недостатнім. Проте на виході із другої робочої камери (проби № 4, 5 і 6) вміст всіх шкідливих домішок знизився у 2-3,5 раза, навіть при неперервному процесі (проби № 3 і 6). Звертає на себе увагу те, що при неперервному процесі вміст MnО в готовому флюсі дещо вище (проба № 6), ніж при періодичному процесі виготовлення (проби № 4 і 5). Можна припустити, що це обумовлено більш коротким проміжком часу перебування розплаву в другій робочій камері, тому процес відновлення марганцю не встиг дійти свого завершення. Зростання сірки (проби № 4 і 5) обумовлено надмірною добавкою у другу робочу камеру коксу для прискорення процесу рафінування. Враховуючи, що хімічний склад проб був дуже близьким до складу флюсу АН-348-А, після відповідного коригування шихти була виготовлена за способом-винаходом дослідно-промислова партія пемзовидного флюсу АН-348-АП (табл. 1), яка за показниками якості повністю відповідала вимогам ТУ У 05416923.049-99. Ця партія була випробувана у виробничих умовах Харцизького трубного заводу, причому властивості нового флюсу порівнювались з властивостями стандартного флюсу АН60, виготовленого за способом-прототипом. Як ви 4 40008 дно з цих результатів, пемзоподібний флюс, виготовлений за способом-винаходом, забезпечує показники якості зварних труб не нижчі, ніж пемзовидний флюс, виготовлений за способом-прототипом. Джерела інформації 1. Шихта для одержання плавленого зварювального флюсу тип у АН-47. Патент України № 183 від 30.12.1992, МПК, кл. В23К35/362. 2. Лысенко А.И., Ларин В.Л. Особенности технологии промышленного изготовления сварочных флюсов с выплавкой в пламеных печах // Сварочные флюсы и шлаки: Доклады Международного семинара. - Никополь, сентябрь 1974 г. 3. Гойхман В.Ю., Руслов В.Н., Костыря В.А. Печная теплотехника в производстве стекла. – Харьков: Факт, 1997. 4. Люборец И.И., Лищенко В.И., Але шин А.Н. Усовершенствование технологии производства электроплавленых сварочных флюсов // Сварочные флюсы и шлаки: Доклады Международного семинара. - Никополь, сентябрь 1974 г. Таблиця 1 Фізико-хімічні показники якості проб флюсів АН-47 і АН-348-АП Масова частка, % каль- тита- цирфоскрем- марсірка фор цій Марка флюсу нію ганцю каль- маг- алюну конію заліза цію нію мінію фто(III) (ІV) (II) (ІV) (IV) оксид оксид оксид рис- оксид оксид оксид не більше оксид оксид тий АН-47 28-33 11-18 13-17 6-10 9-13 8-13 4-7 1,10,5- 0,05 0,08 (ГОСТ 9087) 2,5 3,0 АН-47 Способі 1 31,2 14,3 14,5 7,3 10,8 11,0 4,8 1,66 1,98 0,045 0,075 АН-47 Прототип 30,2 14,8 16,8 9,3 11,6 8,1 4,2 1,23 0,97 0,013 0,042 АН-47 Винахід Проба № 1 33,7 13,7 17,4 6,5 11,4 6,5 5,0 1,82 1,47 0,013 0,054 Проба № 2 33,4 13,6 16,4 8,0 11,7 7,2 4,3 1,75 1,42 0,017 0,054 Проба № 3 33,5 13,9 16,7 7,8 11,3 7,6 4,3 1,70 1,37 0,028 0,046 Проба № 4 33,5 13,6 16,5 7,7 11,4 7,5 4,5 1,71 1,06 0,018 0,029 Проба № 5 35,6 12,1 16,9 7,7 11,2 7,5 4,3 1,69 1,29 0,016 0,048 Проба № 6 35,0 13,7 16,4 5,9 12,4 7,4 4,4 1,51 0,96 0,014 0,036 Проба № 7 30,4 13,0 16,9 7,6 11,3 10,4 5,7 1,72 0,76 0,016 0,042 Проба № 8 30,8 13,0 16,6 6,9 11,9 11,0 4,6 1,67 0,76 0,019 0,037 Проба № 9 29,5 13,0 16,4 6,6 11,4 12,3 5,0 1,75 1,20 0,014 0,046 Проба № 10 29,2 13,0 16,3 7,5 11,5 12,7 4,6 1,73 1,26 0,012 0,047 Проба № 11 28,7 12,9 16,5 7,8 11,4 12,3 4,8 1,68 0,94 0,012 0,042 Проба № 12 29,5 13,0 16,8 7,6 11,6 11,3 4,4 1,70 1,10 0,015 0,046 Проба № 13 29,4 12,4 16,9 6,9 11,3 12,8 5,2 1,72 1,16 0,011 0,036 Проба № 14 29,3 13,3 16,0 7,4 11,5 12,5 5,3 1,69 1,26 0,014 0,036 Проба № 15 29,6 12,4 16,8 7,6 11,0 11,4 5,5 1,73 1,26 0,018 0,055 АН-348-АП
ДивитисяДодаткова інформація
Автори англійськоюZalevskyi Anatolii Vasyliovych, Halynych Volodymyr Ilarionovych, Osypov Mykola Yakovych, Netiaha Volodymyr Ivanovych, Oliinyk Mykola Mykolaiovych
Автори російськоюЗалевский Анатолий Васильевич, Галинич Владимир Илларионович, Осипов Николай Яковлевич, Нетяга Владимир Иванович, Олейник Николай Николаевич
МПК / Мітки
МПК: B23K 35/362, B23K 35/36
Мітки: плавлених, флюсів, виготовлення, спосіб, зварювальних
Код посилання
<a href="https://ua.patents.su/6-40008-sposib-vigotovlennya-zvaryuvalnikh-plavlenikh-flyusiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зварювальних плавлених флюсів</a>
Спосіб виготовлення зварювального плавленого флюса
Номер патенту: 35029
Опубліковано: 15.03.2001
Автори: Білий Іван Іванович, Репкін Микола Борисовіч, Притоманов Сергій Олексійович, Кудін Геральд Григорович, Боровиков Олексій Вікторович, Негляд Віктор Микитович, Гурман Володимир Григорович, Танічев Олексій Григорович, Гончаров Ігор Олександрович, Кузьменко Володимир Григорович, Куцін Володимир Семенович, Дерментлі Федір Семенович, Токарев Володимир Сергійович
МПК: B23K 35/00
Мітки: виготовлення, спосіб, флюса, плавленого, зварювального
Формула / Реферат:
Спосіб виготовлення зварювального плавленого флюса, що включає підготовку шихти, виплавку флюсу в електропечі з вуглецевою футеровкою, грануляцію розплаву в воду, прокалювання і розсів, який відрізняється тим, що шихту підготовляють в електропечі, з сировинних матеріалів виплавляють два шлаки з різною основністю, один з яких кислий з В = 0,5-0,75, а другий основний з В = 0,85-1,2, де В - основність за формулою МІЗ, механічно змішують ці шлаки...
Потокова лінія для виготовлення зварювальних електродів
Номер патенту: 25031
Опубліковано: 25.12.1998
Автори: Сучьок Олександр Дмитрович, Ворошило Володимир Степанович, Ємцов Євген Викторович, Гнатенко Михайло Федорович, Лаптєв Олександр Аркадійович
МПК: B23K 35/40
Мітки: лінія, електродів, виготовлення, потокова, зварювальних
Формула / Реферат:
Поточная линия для изготовления сварочных электродов, содержащая механизм подачи электродных стержней с магазином стержней, захватывающими и подающими роликами, и направляющими втулками, электродообмазочный пресс и зачистную машину с отражателем электродов, включающим отражательный диск, корпус, штангу и соединенным с приводом вращения, отличающаяся тем, что захватывающие и подающие ролики установлены с возможностью изменения расстояния между...
Спосіб виплавки сплаву алніко

Номер патенту: 25401
Опубліковано: 30.10.1998
Автор: Соколов Владислав Михайлович
МПК: C22C 33/06
Мітки: алніко, сплаву, виплавки, спосіб
Формула / Реферат:
1. Спосіб виплавки сплаву АЛНІКО, який включає розплавлення шихти і окислювальне рафінування, який відрізняється тим, що шихту розплавляють шляхом введення в флюс, який нагрівають електричним струмом, при цьому частку неметалевої складової у відходах витримують в інтервалі 3 - 60%, температуру флюсу 1500 - 1800°C, а окислювальне рафінування ведуть до тих пір, коли вміст алюмінію стане 0,05 - 1%.2. Спосіб за п.1, який відрізняється тим,...
Спосіб виплавки фторидно-окисних флюсів
Номер патенту: 11927
Опубліковано: 25.12.1996
Автори: Ємельянов Олександр Олександрович, Кандибка Валентин Павлович, Гасик Михайло Іванович, Кучер Іван Гурійович, Кривенко Олег Іванович, Люборець Ігор Іванович
МПК: C21C 5/54
Мітки: спосіб, флюсів, фторидно-окисних, виплавки
Формула / Реферат:
Способ выплавки фторидно-оксидных флюсов, включающий последовательную загрузку в печь шихтовых компонентов на остаточный расплав, расплавление, доводку расплава до получения заданного флюса, выпуск и грануляцию флюса, отличающийся тем, что, с целью снижения потерь фторидных и оксидных компонентов испарением, на остаточный расплав загружают оксид кальция в количестве 1 - 5% от массы шихты, после чего производят выдержку в течение 2-5...
Спосіб виплавки фторидно-окисних флюсів
Номер патенту: 11928
Опубліковано: 25.12.1996
Автори: Люборець Ігор Іванович, Кандибка Валентин Павлович, Зубровський Андрій Васильович, Ємельянов Олександр Олександрович
МПК: C21C 5/54
Мітки: виплавки, флюсів, спосіб, фторидно-окисних
Формула / Реферат:
1. Способ выплавки фторидно-оксадных флюсов, включающий загрузку в печь шихты, содержащей флюоритовый концентрат и гранулированный алюминий, плавление шихты, отличающийся тем, что, с целью улучшения качества флюсов и технико-экономических показателей, в печь дополнительно вводят отходы химического производства в виде солеметаллической смеси в соотношении с флюоритовым концентратом (1...2):1 соответственно.2. Способ по п. 1,...
Попередній патент: Спосіб виробництва композитних прокатних валків
Наступний патент: Спосіб вимірювання величини витрати газу і газовий лічильник для нього
Випадковий патент: Спосіб розспорядження боєприпасів