Спосіб визначення клиновидності деталей з прозорих матеріалів
Номер патенту: 42186
Опубліковано: 15.10.2001
Автори: Соколов Володимир Олександрович, Кравченко Вілен Йосипович
Формула / Реферат
1. Спосіб визначення клиновидності деталей з прозорих матеріалів, в якому здійснюють перетворення кута клиновидності деталі в зміну довжини хвилі випромінювання перестроюваного лазера з дисперсійним резонатором, вимірюють зміну довжини хвилі, по зміні довжини хвилі та дисперсії резонатора розраховують кут клиновидності деталі, який відрізняється тим, що вимірюють довжину хвилі випромінювання при відсутності деталі в резонаторі, вносять деталь в резонатор таким чином, щоб лазерний промінь перетинав обидві грані, кут між якими вимірюється, вимірюють зміни довжин хвиль випромінювання для двох взаємно перпендикулярних положень деталі відносно осі резонатора, розраховують кут клиновидності за формулою:
деDj/(n-1) і ×Dj/(n-1) –кути клиновидності в двох взаємно перпендикулярних напрямках, - зміни довжин хвиль випромінювання для двох взаємно перпендикулярних положень деталі відносно осі резонатора, Dj кутова дисперсія резонатора, n - показник заломлення матеріалу деталі.
2. Спосіб за п.1, який відрізняється тим, що зміну довжини хвилі випромінювання, яка спричинена внесенням деталі до резонатора, компенсують перестроюванням довжини хвилі в зворотний бік, вимірюють величину керуючого сигналу, яку треба прикласти до пристрою перестроювання для повної компенсації, розраховують складову кута клиновидності в площині дисперсії a¢ використовуючи, функціональну залежність між величинами перестройки довжини хвилі dl¢ і керуючого сигналу Q.
3.Спосіб за п.2, який відрізняється тим, що компенсуюче перестроювання довжини хвилі випромінювання здійснюють зміною частоти збудження акустооптичного дефлектора, а складову кута клиновидності в площині дисперсії a' розраховують за формулою
де d¦ - потрібна для компенсації зміна частоти акустичної хвилі ¦, k - коефіцієнт пропорційності між кутом відхилення випромінювання дефлектором і зміною частоти акустичної хвилі.
Текст
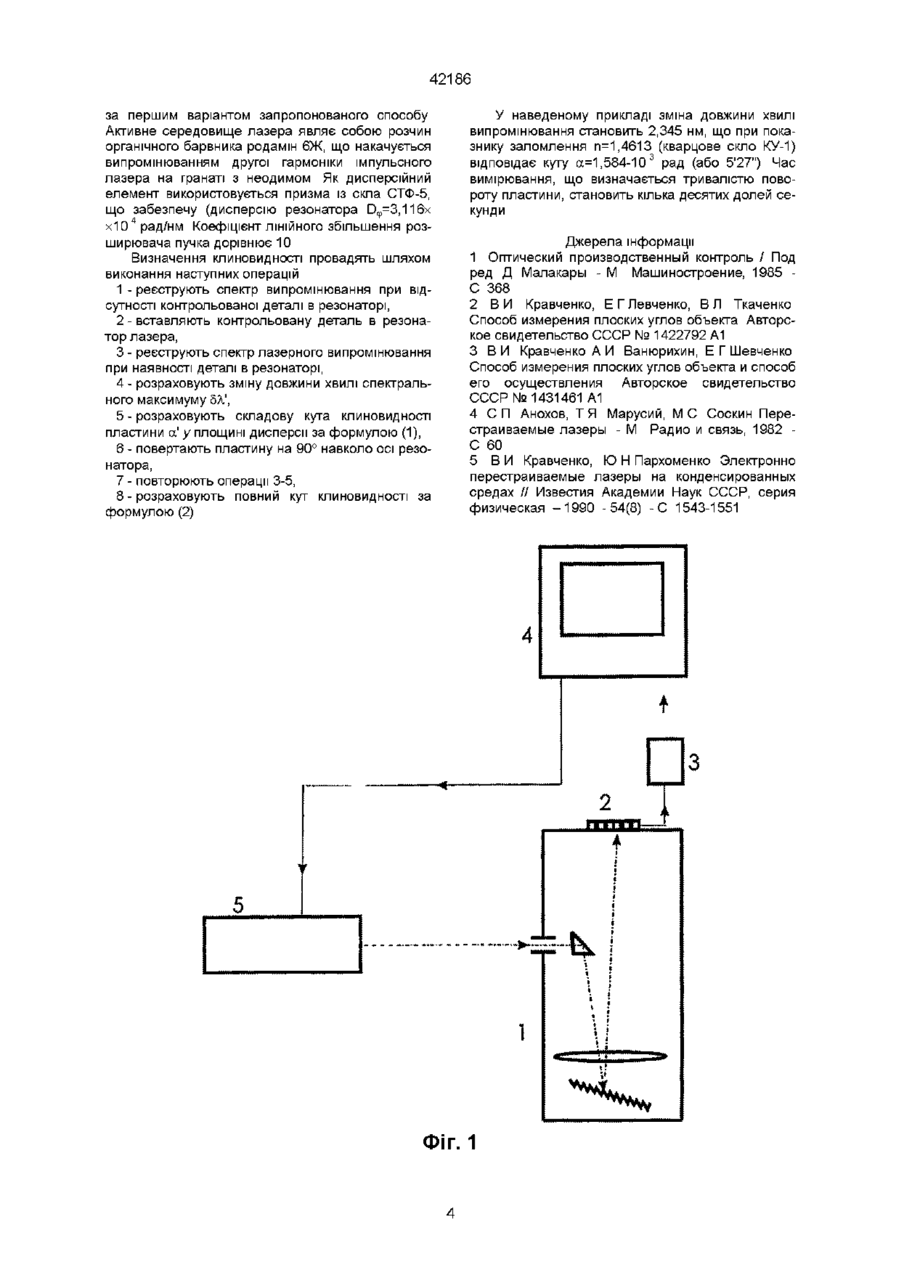
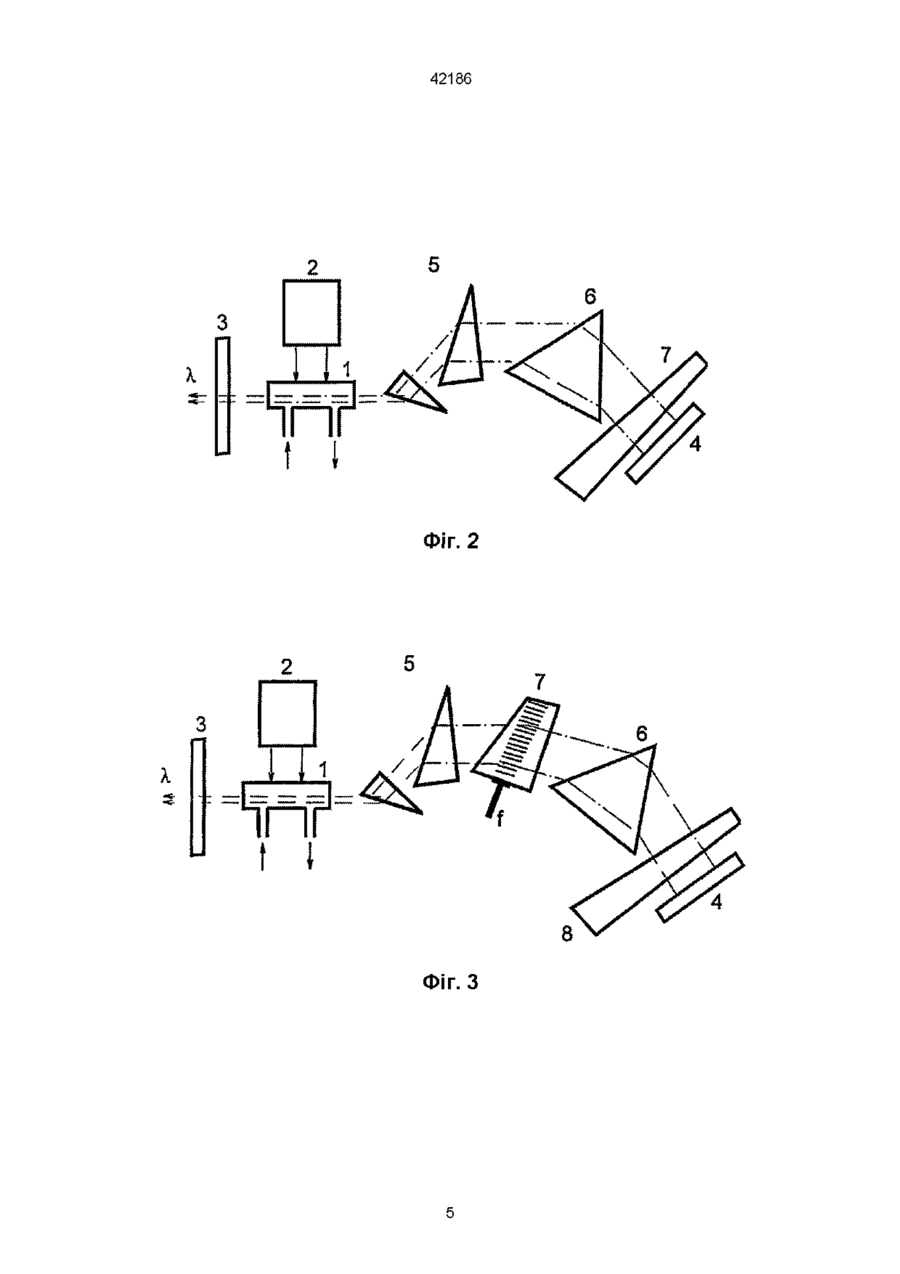
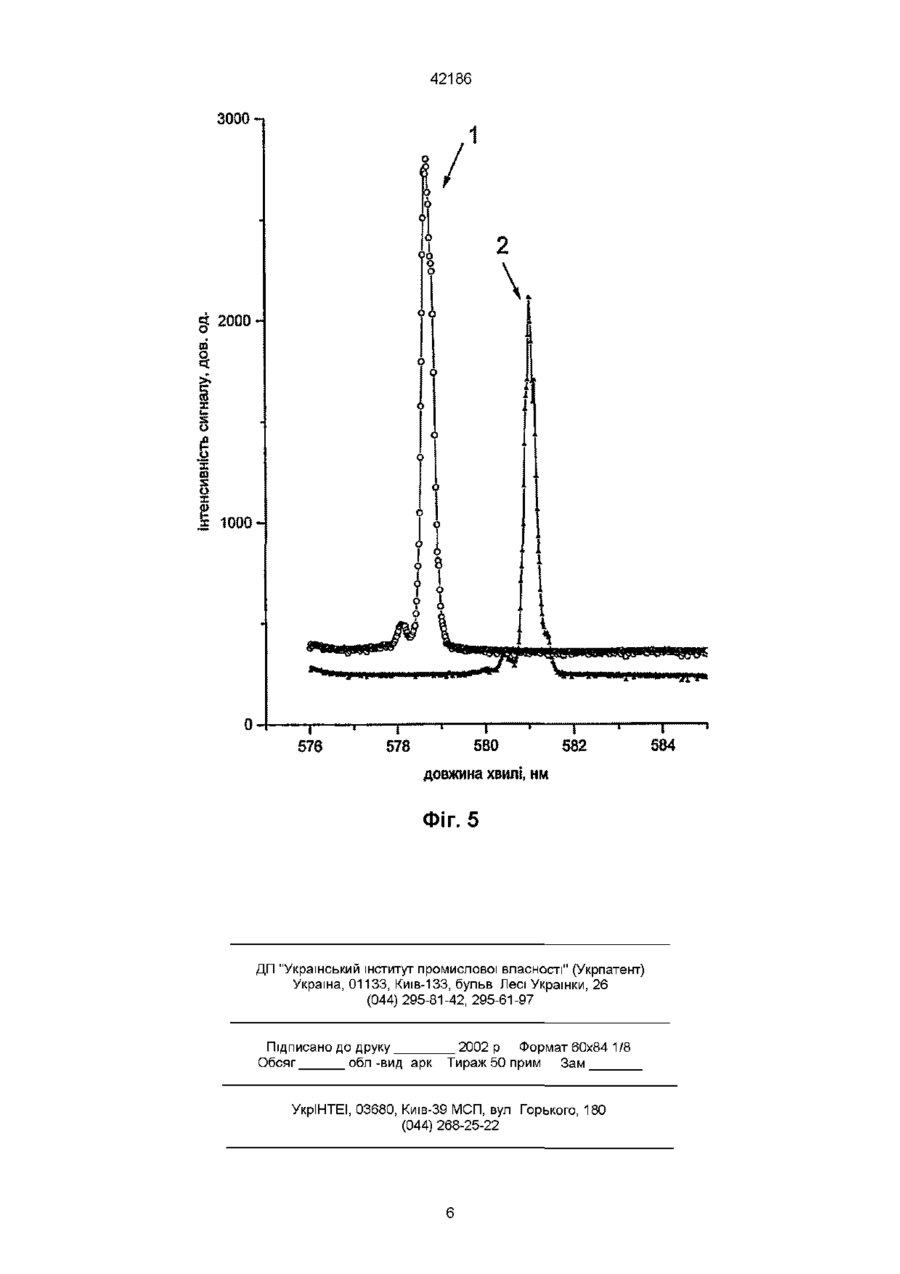
1 Спосіб визначення клиновидності деталей з прозорих матеріалів, в якому здійснюють перетворення кута клиновидності деталі в зміну довжини хвилі випромінювання перестроюваного лазера з дисперсійним резонатором, вимірюють зміну довжини хвилі, по ЗМІНІ довжини хвилі та дисперсії резонатора розраховують кут клиновидності деталі, який відрізняється тим, що вимірюють довжину хвилі випромінювання при відсутності деталі в резонаторі, вносять деталь в резонатор таким чином, щоб лазерний промінь перетинав обидві грані, кут між якими вимірюється, вимірюють зміни довжин хвиль випромінювання для двох взаємно перпендикулярних положень деталі відносно осі резонатора, розраховують кут клиновидності а за формулою а= а +а (І/2 ках, 5Х і 5Я," - зміни довжин хвиль випромінювання для двох взаємно перпендикулярних положень деталі відносно осі резонатора, D 9 - кутова дисперсія резонатора, п - показник заломлення матеріалу деталі 2 Спосіб за п 1, який відрізняється тим, що зміну довжини хвилі випромінювання, яка спричинена внесенням деталі до резонатора, компенсують перестроюванням довжини хвилі в зворотний бік, вимірюють величину керуючого сигналу, яку треба прикласти до пристрою перестроювання для повної компенсації, розраховують складову кута клиновидності в площині дисперсії а', використовуючи функціональну залежність між величинами перестройки довжини хвилі 5Я,' і керуючого сигналу Q 3 Спосіб за п 2, який відрізняється тим, що компенсуюче перестроювання довжини хвилі випромінювання здійснюють зміною частоти збудження акустооптичного дефлектора, а складову кута клиновидності в площині дисперсії а' розраховують за формулою a'=k-5f/(n-1) , де 5f - потрібна для компенсації зміна частоти акустичної хвилі f, k - коефіцієнт пропорційності між кутом відхилення випромінювання дефлектором і зміною частоти акустичної хвилі де a'=/5A,7D9/(n-1) і a"=/5A,"/-D9/(n-1) - кути клиновидності в двох взаємно перпендикулярних напрям Винахід відноситься до вимірювальної техніки і може бути використаний для визначення клиновидності різноманітних прозорих деталей, а саме підкладок (фотографічних пластин, рідкокристалічних екранів, дзеркал, напівпровідникових мікросхем, оптоелектронних приладів тощо), віконець, кристалічних елементів (оптичних модуляторів і дефлекторів, активних елементів твердотільних лазерів), а також інших виробів, заготовок і напівфабрикатів з плоскими гранями На СЬОГОДНІШНІЙ день для визначення клиновидності деталей широко застосовуються способи, засновані на вимірюванні кута між пучками світла, відбитою від граней, що утворюють клин, за авто колімаційними методиками [1-3] Вимірювальна установка включає автоколіматор і поворотний стіл, причому оптична вісь автоколіматора і вісь обертання стола зорієнтовані під кутом 90° одна до одної Деталь встановлюють на поворотному столі таким чином, щоб ЛІНІЯ перетину площин граней, кут між якими визначається, була паралельна осі обертання стола Обертаючи стіл, при наявності в полі зору автоколіматора бліків відбитою від граней світла, фіксують кутові положення стола, які відповідають збігу оптичної осі автоколіматора з нормалями до граней, що утворюють клин Кут (О 00 42186 клиновидності визначають по кутовій відстані між зафіксованими положеннями стола Найбільш близькім за технічною суттю до винаходу є спосіб [3], в якому для визначення плоских кутів об'єкта використовують перетворення кута повороту стола в зміну довжини хвилі випромінювання перестроюваного лазера з дисперсійним резонатором Для такого перетворення дзеркало, що слугує кінцевим відбивачем резонатора, кріпиться до поворотного стола, або ж сам лазер встановлюють так, щоб кінцевими відбивачами резонатора могли слугувати грані деталі, які утворюють вимірюваний клин Обертаючи стіл, фіксують довжини хвиль лазерного випромінювання, які відповідають збігу оптичної осі автоколіматора з нормалями до цих граней Кут клиновидності визначають за різницею між зафіксованими довжинами хвиль і кутовою дисперсією резонатора Цей спосіб потребує прецизійного механічного орієнтування контрольованої деталі таким чином, щоб обидві грані, кут між якими вимірюється, з високою точністю були паралельні осі обертання Така робота вимагає від працівників високої кваліфікації і триває, як правило, кілька хвилин, що в умовах потокового виробництва дозволяє здійснювати тільки вибірковий контроль деталей Безлюфтове обертання стола потребує використання складних високоточних механізмів, що суттєво підвищує вартість вимірювальної установки Як і ІНШІ автоколімаційні способи, прототип не може бути застосований щодо деталей з гранями, які не забезпечують достатньо високого рівня дзеркального відбиття світла (наприклад, внаслідок просвітлення та(або) малих розмірів) Таким чином, прототип є способом, що добре підходить для високоточних лабораторних вимірювань Проте через довготривалість вимірювального циклу він мало придатний для експресвимірювань в умовах потокового виробництва До того ж його використання обмежене деталями, грані яких забезпечують достатньо високий рівень дзеркального відбиття світла В основу винаходу поставлено задачу вдосконалення способу визначення клиновидності деталей з прозорих матеріалів шляхом використання внутрішньорезонаторних вимірювань для спрощення процесу вимірювання, підвищення його продуктивності, а також зменшення обмежень, пов'язаних з розмірами та станом поверхні відбиваючих граней, при збереженні високої точності вимірювань Для визначення кута клиновидності використовують ефект зміни довжини хвилі генерації при внесенні деталі в дисперсійний резонатор перестроюваного лазера внаслідок зміни напрямку розповсюдження випромінювання всередині резонатора Клиновидну деталь вносять в дисперсійний резонатор перестроюваного лазера таким чином, щоб, по-перше, лазерний промінь перетинав обидві грані, які утворюють вимірюваний кут, і, подруге, площини граней були зорієнтовані приблизно ортогонально до оптичної осі резонатора Завдяки відхиленню напрямку розповсюдження променя від первісного довжина хвилі лазерного випромінювання змінюється Ця зміна вимірюється і використовується для визначення складової кута клиновидності а' в площині дисперсії згідно з формулою а'=5?Л) ф /(п-ї), (1) де 5Я,' - зміни довжин хвиль випромінювання, D9 кутова дисперсія резонатора, п - показник заломлення матеріалу деталі Потім деталь повертають на 90° навколо осі резонатора і вищезгаданим чином визначають складову кута клиновидності а" в площині, перпендикулярній до попередньої Повний кут клиновидності а розраховують за формулою 2 2 1/2 = (а' +а" ) (2) Спосіб можна зробити більш точним, а також збільшити діапазон вимірюваних кутів клиновидності, якщо вимірювати зміну довжини хвилі методом компенсації Для вимірювань такого типу використовують дисперсійний резонатор, оснащений пристроєм для перестроювання довжини хвилі випромінювання Регулюючи керуючий сигнал цього пристрою, відновлюють те значення довжини хвилі лазерного випромінювання, яке мало місце до внесення клиновидної деталі в резонатор За зміною величини керуючого сигналу визначають зміну довжини хвилі випромінювання, викликану внесенням деталі, і, ВІДПОВІДНО, складову клиновидності а' в площині дисперсії резонатора Зокрема, при перестроюванню довжини хвилі за допомогою акустооптичного дефлектора складова кута клиновидності а' визначається за формулою a'=k-8f/(n-1), (3) де 5f - потрібна для компенсації зміна акустичної частоти, k - коефіцієнт пропорційності між кутом відхилення променя і зміною акустичної частоти Фіг 1 Блок-схема вимірювального комплексу 1 - дифракційний спектрограф, 2 - приймач зображення спектра на основі лінійної ПЗЗ-мікросхеми, 3 - аналого-цифровий перетворювач, 4 персональний комп'ютер, 5 - перестроюваний лазер з дисперсійним резонатором Фіг 2 Схема перестроюваного лазера з дисперсійним резонатором 1 - активний елемент, 2 - джерело накачки, 3, 4 кінцеві відбивачі, 5 - призмовий телескоп, 6 - оптичний елемент з кутовою дисперсією (призма або гратка), 7 - контрольована деталь Фіг 3 Схема перестроюваного лазера з дисперсійним резонатором, що використовується для вимірювання клиновидності за компенсаційною методикою 1 - активний елемент, 2 - джерело накачки, 3, 4 кінцеві відбивачі, 5 - призмовий телескоп, 6 - оптичний елемент з кутовою дисперсією (призма або гратка), 7 -акустооптичний дефлектор, 8 - контрольована деталь Фіг 4 Спектри лазерного випромінювання при відсутності (1) і наявності (2) в резонаторі лазера клиновидної деталі з кварцового скла КУ-1 Спосіб реалізується за допомогою вимірювального комплексу, блок-схема якого зображена на 42186 фіг 1 Комплекс включає дифракційний спектрограф 1 з приймачем зображення спектра 2 на основі лінійної ПЗЗ-мікросхеми, аналого-цифровий перетворювач (АЦП) 3, персональний комп'ютер 4 і перестроюваний лазер з дисперсійним резонатором 5 Комп'ютер запускає лазерну генерацію і одночасно обробляє зображення спектра, що формується в фокальній площині спектрографа Обробка, в основному, полягає в оцифровці зображення спектра з наступними розрахунками довжини хвилі спектрального максимуму Перестроюваний лазер (фіг 2) складається з активного елементу 1, джерела накачки 2, кінцевих відбивачів 3 і 4, двопризмового телескопу 5, оптичного елементу з кутовою дисперсією (призми або ґратки) 6 Клиновидну деталь 7 вводять до резонатора перестроюваного лазера таким чином, щоб грані, які утворюють вимірюваний кут, були приблизно ортогональні до оптичної осі резонатора Довжини хвиль генерації вимірюють спочатку при відсутності, а потім при наявності деталі в резонаторі При внесенні деталі напрямок розповсюдження випромінювання всередині резонатора відхиляється від первісного на кут Є, який пов'язаний з кутом клиновидності а співвідношенням Є=а-(п-1), де п - показник заломлення матеріалу Відхилення пучка викликає зміну довжини хвилі генерації лазера на величину де Оф - кутова дисперсія резонатора, Є' - складова відхилення у площині дисперсії, яка вимірюється з допомогою спектрального приладу Після цього клиновидність а' у площині дисперсії розраховується за формулою (1) Далі пластину повертають на 90° навколо осі резонатора і, повторюючи всі операції, визначають складову клиновидності а" у напрямку, перпендикулярному до попереднього Повний кут клиновидності а розраховується за формулою (2) На відміну від прототипу, в даному способі нема потреби в прецизійному попередньому орієнтуванні деталі Кут між нормаллю до її поверхні і віссю резонатора може досягати кількох кутових градусів без суттєвого зниження точності, що означає можливість встановлювати вимірювану деталь в резонаторі "на око" Також запропонований спосіб забезпечує високу чутливість вимірювання Згідно з формулою (1) найменший кут клиновидності, що може бути виміряний, визначається міжмодовим проміжком 5Я,тш і кутовою дисперсією резонатора D 9 Наприклад, при 5Я,тщ«0,6-103 нм (довжина резонатора дорівнює ЗО см, а діапазон довжин хвиль - близько 600 нм) і О ф «10 4 рад/нм (дисперсійним елементом резонатора є скляна призма) мінімальний вимірюваний кут amin становить менше, ніж 10 7 рад Така чутливість може бути реально досягнута при звуженні спектру генерації завдяки конкуренції мод у спектрально однорідному активному середовищі лазера Максимальний кут клиновидності а т а х , що може бути виміряний таким способом, визначається шириною контуру підсилення активного середовища і дисперсією резонатора famax-SA, max-D9J Наприклад, при діапазоні перестроювання 5Хта^ «50 нм (характерному для лазерів на органічних барвниках) ця величина становить, приблизно 3 5-Ю рад Другий варіант запропонованого способу відрізняється від вищенаведеного тим, що використовують дисперсійний резонатор, оснащений пристроєм для перестроювання довжини хвилі випромінювання, а зміну довжини хвилі, що спричинена внесенням в резонатор контрольованої деталі, вимірюють методом компенсації При такому вимірюванні зміна довжини хвилі визначається за величиною керуючого сигналу, яку необхідно прикласти до пристрою перестроювання для того, щоб відновити те значення довжини хвилі, що мало місце до внесення деталі в резонатор Наприклад, довжину хвилі можна перестроювати, обертаючи кінцевий відбивач 4 (фіг 2) за допомогою крокового електродвигуна або прикладаючи постійну електричну напругу до призми 6, виготовленої з електрооптичного матеріалу [4] В цих окремих випадках величина компенсуючого керуючого сигналу буде дорівнювати, ВІДПОВІДНО, КІЛЬКОСТІ імпульсів електричного струму або величині електричної напруги, при яких відновлюється первісне значення довжини хвилі випромінювання Найбільш висока точність вимірювань досягається при перестроюванні довжини хвилі за допомогою акустооптичного дефлектора (фіг 3) В даному випадку лазер складається з активного елементу 1, джерела накачки 2, кінцевих відбивачів 3 і 4, двопризмового телескопу 5, оптичного елементу з кутовою дисперсією (призми або ґратки) 6 і акустооптичного дефлектора 7 [5] Акустична хвиля збуджується високочастотним електричним сигналом з синтезатора, що змонтований на окремій платі, яка стикується з материнською платою персонального комп'ютера Клиновидну деталь 8 вносять в резонатор перестроюваного лазера так, як і в попередньому варіанті Вимірюють зміну акустичної частоти, яка потрібна для компенсації зміни довжини хвилі лазерного випромінювання, спричиненого внесенням деталі в резонатор Складову клиновидності а' в площині дисперсії розраховують за формулою (3) Оскільки коефіцієнт пропорційності між кутовим відхиленням і зміною акустичної частоти лежить у межах 10 1 0 -10 9 рад/Гц (для дефлектора на парателуріті), а нестабільність акустичної частоти може не перевищувати 1 0 1 Гц, компенсація дозволяє вимірювати клиновидність з похибкою 10 1110 10 рад Крім того, цей метод дозволяє збільшити діапазон вимірюваних кутів клиновидності, оскільки в даному випадку не обов'язково, щоб довжина хвилі генерації лазера після внесення клиновидної деталі залишалася в межах контуру підсилення активною середовища Наприклад, використання акустооптичного дефлектора на парателуріті [5] дозволяє досягнути діапазону вимірюваних кутів близько 3,5-10 2 рад (або 2 кутових градуси) Зареєстровані комп'ютером спектри лазерної генерації, що наведені на фіг 4, ілюструють процес вимірювання клиновидності скляної пластини 42186 за першим варіантом запропонованого способу Активне середовище лазера являє собою розчин органічного барвника родамін 6Ж, що накачується випромінюванням другої гармоніки імпульсного лазера на гранаті з неодимом Як дисперсійний елемент використовується призма із скла СТФ-5, що забезпечу (дисперсію резонатора Оф=3,116х хЮ 4 рад/нм Коефіцієнт ЛІНІЙНОГО збільшення розширювача пучка дорівнює 10 Визначення клиновидності провадять шляхом виконання наступних операцій 1 - реєструють спектр випромінювання при відсутності контрольованої деталі в резонаторі, 2 - вставляють контрольовану деталь в резонатор лазера, 3 - реєструють спектр лазерного випромінювання при наявності деталі в резонаторі, 4 - розраховують зміну довжини хвилі спектрального максимуму 5Я,', 5 - розраховують складову кута клиновидності пластини а' у площині дисперсії за формулою (1), 6 - повертають пластину на 90° навколо осі резонатора, 7 - повторюють операції 3-5, 8 - розраховують повний кут клиновидності за формулою (2) У наведеному прикладі зміна довжини хвилі випромінювання становить 2,345 нм, що при показнику заломлення п=1,4613 (кварцове скло КУ-1) відповідає куту а=1,584-103 рад (або 5'27") Час вимірювання, що визначається тривалістю повороту пластини, становить кілька десятих долей секунди Джерела інформації 1 Оптический производственный контроль / Под ред Д Малакары - М Машиностроение, 1985 С 368 2 В И Кравченко, Е Г Левченко, В Л Ткаченко Способ измерения плоских углов объекта Авторское свидетельство СССР № 1422792 А1 З В И Кравченко А И Ванюрихин, Е Г Шевченко Способ измерения плоских углов объекта и способ его осуществления Авторское свидетельство СССР №1431461 А1 4 С П Анохов, Т Я Марусий, М С Соскин Перестраиваемые лазеры - М Радио и связь, 1982 С 60 5 В И Кравченко, Ю Н Пархоменко Электронно перестраиваемые лазеры на конденсированных средах // Известия Академии Наук СССР, серия физическая -1990 -54(8) -С 1543-1551 ФІГ. 1 42186 3 X 1 t\ = : = [ =- — Фіг. 2 Фіг. З 42186 3000 g 2000 m о Ч x 1000 576 f 578 ' і ' 580 і 582 довжина хвилі, нм Фіг. 5 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку _ 2002 р Формат 60x84 1/8 Обсяг обл -вид арк Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22 584
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to determine wedge shape of parts made of transparent materials
Автори англійськоюKravchenko Vilen Yosypovych, Sokolov Volodymyr Oleksanrovych
Назва патенту російськоюСпособ определения клиновидности деталей из прозрачных материалов
Автори російськоюКравченко Вилен Иосифович, Соколов Владимир Александрович
МПК / Мітки
МПК: G01B 11/26
Мітки: клиновидності, прозорих, визначення, деталей, матеріалів, спосіб
Код посилання
<a href="https://ua.patents.su/6-42186-sposib-viznachennya-klinovidnosti-detalejj-z-prozorikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення клиновидності деталей з прозорих матеріалів</a>
Спосіб визначення рельєфу та рівня поверхні матеріалів
Номер патенту: 31522
Опубліковано: 15.12.2000
Автор: Головченко Анатолій Семенович
МПК: G01F 23/28, G01B 15/00
Мітки: рельєфу, поверхні, рівня, спосіб, матеріалів, визначення
Текст:
...17.,.20, І відповідають умові стрибкоподібної зміни температури. Така уме аиникас в зоні стикуванняt контрольованої поверхні 1 зі стінками колосники г тобто в шуканих точках 13.. Л 6. Попередні значення координат додаткових точок поверхні площинах 21 і 22 задають у відповідності з типовими розрахункова профілями 23 і 24 поверхні, причому ці профілі суміщують попередньо визначеними точками відповідно 15, 8, 16 і 13, 9, Додаткові...
Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Дробчик Володимир Максимович, Кладницький Євгеній Іванович, Голдовська Галина Валентинівна, Банас Федір Павлович, Дешко Олександр Володимирович, Афонін Володимир Михайлович, Трутнєв Володимир Володимирович
МПК: B22D 19/02, C22C 49/00
Мітки: переважно, деталей, алюмінієвих, основі, кільцевих, композиційних, спосіб, виготовлення, сплавів, матеріалів
Формула / Реферат:
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением,...
Спосіб визначення морозостійкості силікатних будівельних матеріалів
Номер патенту: 36883
Опубліковано: 16.04.2001
Автори: Яцина Віктор Микитович, Піддубний Сергій Васильович
МПК: G01N 17/00, G01N 3/08, G01N 33/38
Мітки: морозостійкості, будівельних, силікатних, матеріалів, спосіб, визначення
Текст:
...знаходять СF. R 21 CF = 10 B = 10 = 25,6 w 8,2 Таким чином, визначивши значення СF=25,6, знаходять відповідну цьому критерію морозостійкості величину морозостійкості зразка в стандартних циклах. За гра фіком величина морозостійкості дорівнює 80 циклам, а за математичною формулою 79,9 циклу. В таблиці наведені приклади визначення морозостійкості деяких будівельних матеріалів за допомогою способу, який запропоновано. Як видно з...
Спосіб визначення модуля пружності діелектричних матеріалів
Номер патенту: 22180
Опубліковано: 30.06.1998
Автори: Стадник Богдан Іванович, Мотало Василь Петрович
МПК: G01N 29/04
Мітки: пружності, спосіб, діелектричних, модуля, матеріалів, визначення
Формула / Реферат:
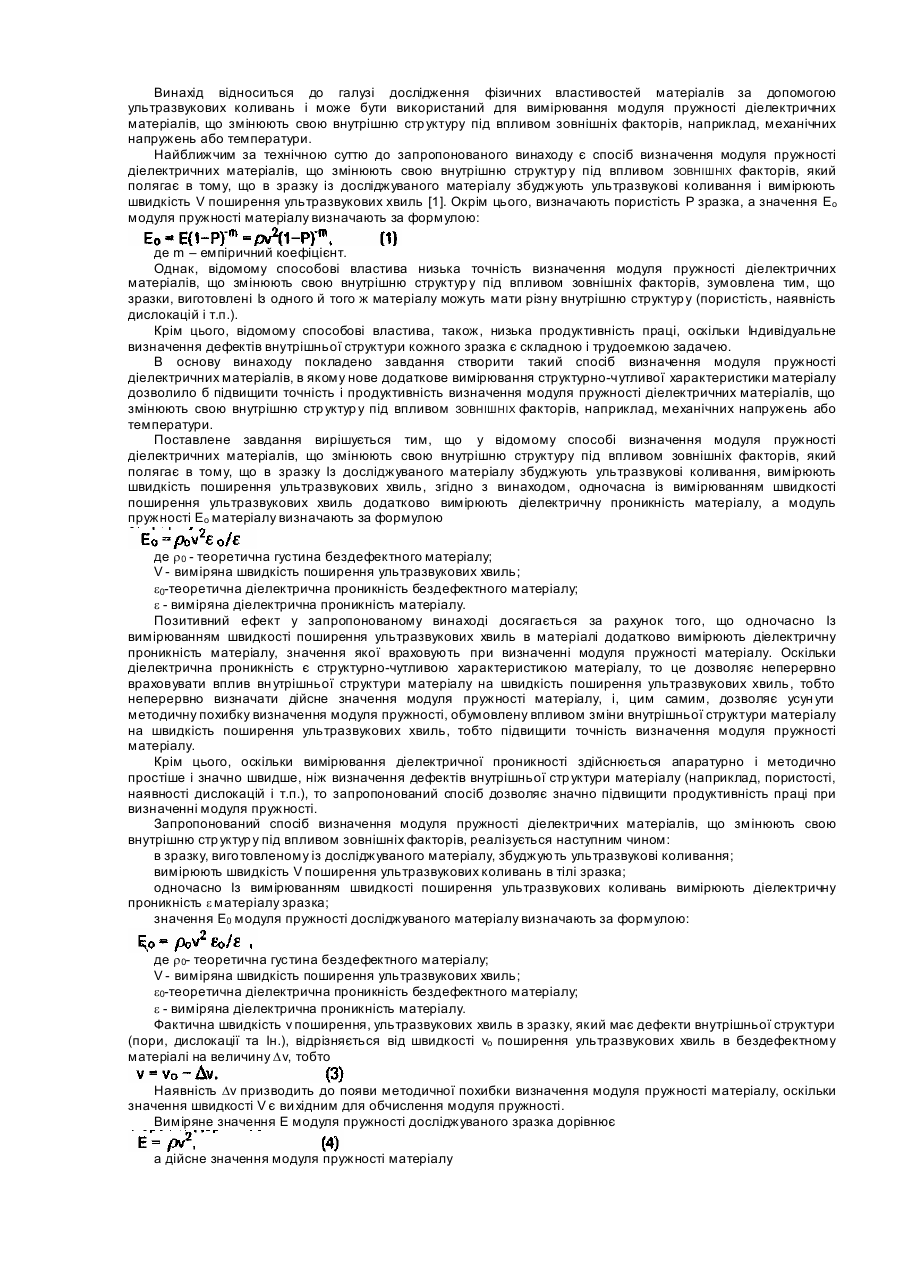
Спосіб визначення модуля пружності діелектричних матеріалів, який полягає в тому, що в зразку із досліджуваного матеріалу збуджують Ультразвукові коливання, вимірюють швидкість поширення ультразвукових хвиль, який відрізняється тим, що одночасно Із вимірюванням швидкості поширення ультразвукових хвиль додатково вимірюють діелектричну проникність матеріалу, а модуль пружності Е0 матеріалу визначають за формулоюде r0 - теоретична...
Спосіб визначення лігніну у розчинах хімічної переробки целюлозовмісних матеріалів
Номер патенту: 35421
Опубліковано: 15.03.2001
Автори: Логачева Лідія Іванівна, Повстяний Михайло Васильович, Тюлєнєва Лариса Анатоліївна
МПК: D21C 3/00, G01N 21/00
Мітки: лігніну, спосіб, визначення, переробки, розчинах, хімічної, матеріалів, целюлозовмісних
Формула / Реферат:
Спосіб визначення лігніну у розчинах хімічної переробки целюлозовмісних матеріалів шляхом введення реагенту, утворюючого з лігніном стійке забарвлене сполучення, а наступним фотометруванням отриманого розчину та порівнянням з еталонним розчином, який відрізняється тим, цю як реагент використовують стійку форму діазолю, а фотометрування здійснюють в межах 450-590 нм, рН розчину близько 10, концентрат лігніну 0,02-2 г/л, вагове співвідношення...
Попередній патент: Пристрій для коливань дроту
Наступний патент: Пристрій для дугового зварювання
Випадковий патент: Спосіб з'єднання двох деталей