Вовчок
Номер патенту: 50253
Опубліковано: 25.05.2010
Автори: Козленко Олександр Григорович, Батраченко Олександр Вікторович, Некоз Олександр Іванович, Осипенко Василь Іванович

Формула / Реферат
1. Вовчок, який складається з циліндра, робочого шнека, ножового вала, що проходить крізь робочий шнек, різального комплекту, бункера, подавального шнека, в ролі якого можуть бути одна або дві лопатеві або спіральні мішалки і який розташовано перпендикулярно або паралельно робочому шнеку, двох електродвигунів, вузла затиснення різального комплекту із гідравлічним приводом, датчика тиску, температурного датчика, блока керування, пульта керування, який відрізняється тим, що один електродвигун входить до складу приводу ножового вала, а інший електродвигун входить до складу приводу робочого та подавального шнеків, додатково обладнаний частотним перетворювачем, індикатором тиску та індикатором температури, температурний датчик приєднано до блока керування таким чином, що його сигнал може впливати на роботу тільки обох електродвигунів разом і відображується на індикаторі температури, а датчик тиску приєднано до блока керування таким чином, що його сигнал може впливати на роботу як обох електродвигунів разом, так і тільки на роботу електродвигуна, що входить до складу приводу ножового вала, і відображується на індикаторі тиску.
2. Вовчок за п. 1, який відрізняється тим, що додатково обладнаний гідравлічним виштовхувачем робочого шнека, причому привід вузла затиснення різального комплекту і привід гідравлічного виштовхувача приєднано до блока керування таким чином, що забезпечено їх узгоджену роботу, а сигнал температурного датчика та датчика тиску впливає на роботу приводу вузла затиснення різального комплекту і приводу гідравлічного виштовхувача.
Текст
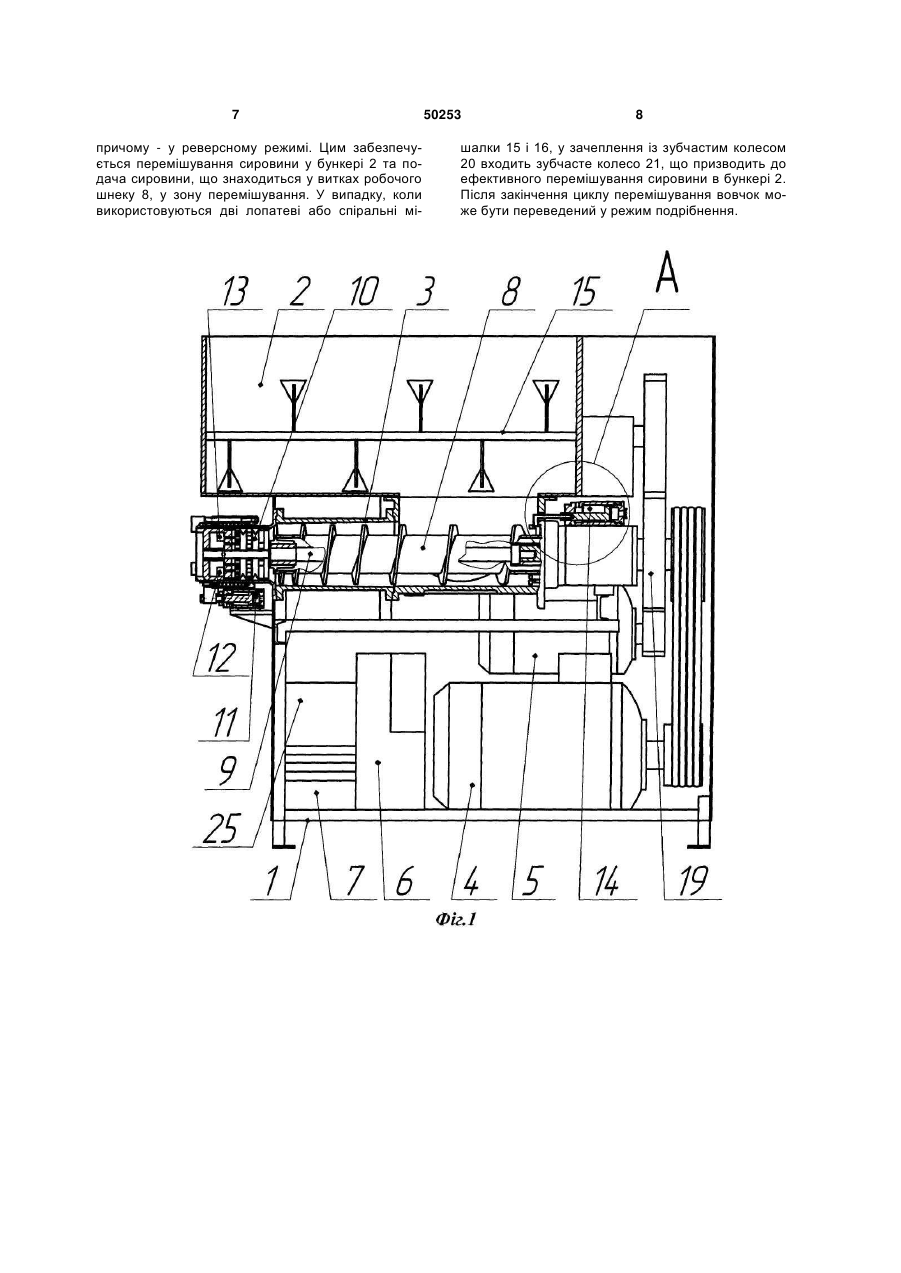
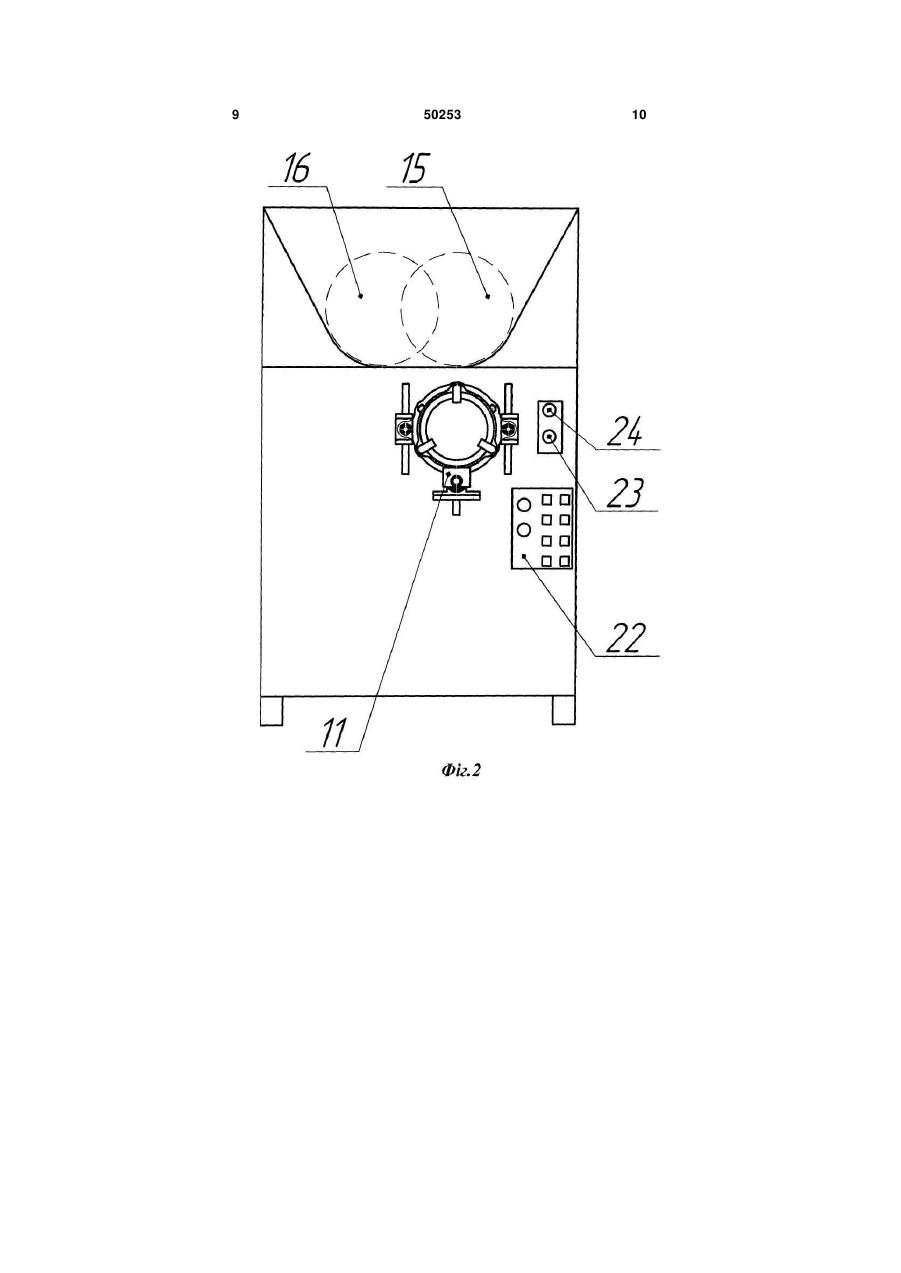
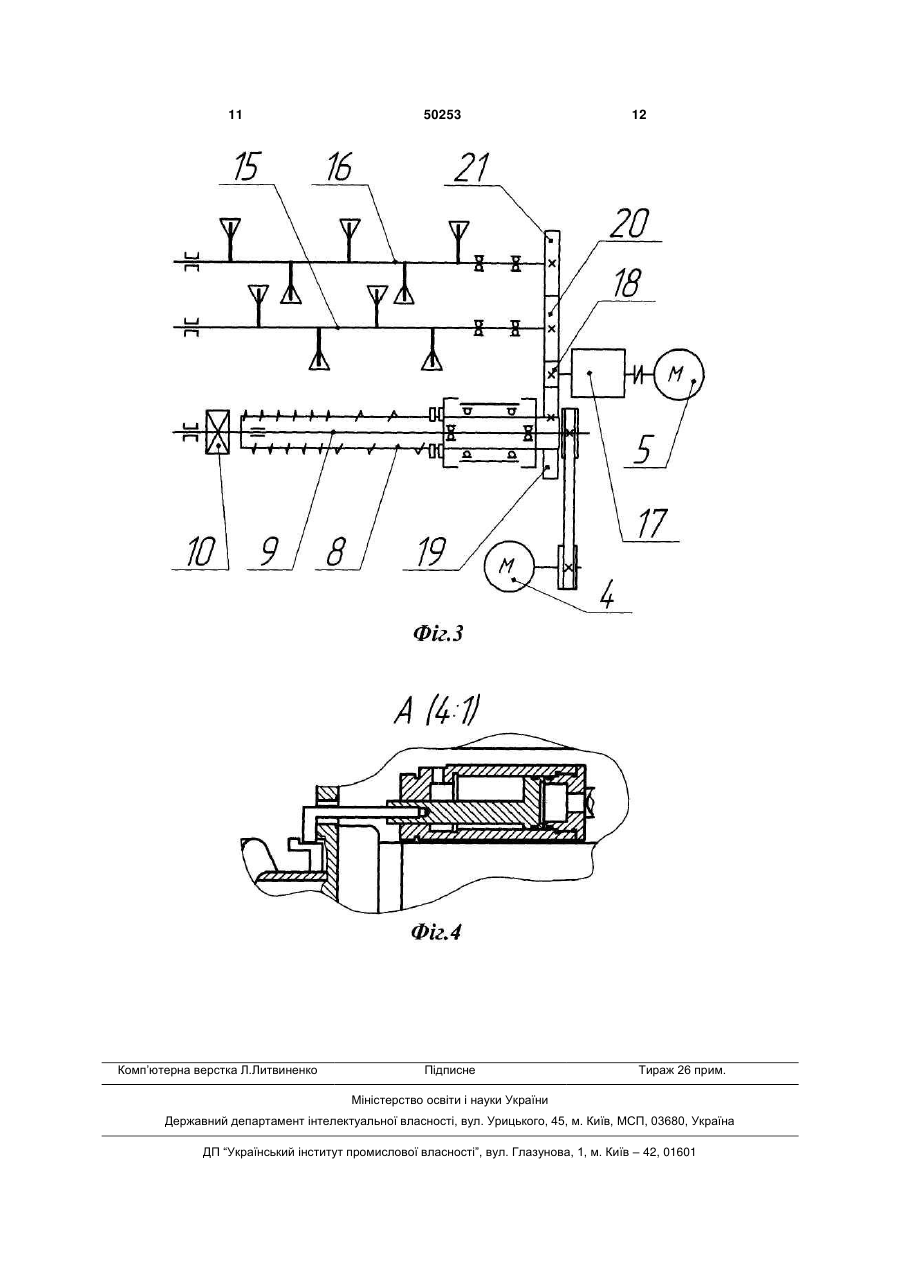
1. Вовчок, який складається з циліндра, робочого шнека, ножового вала, що проходить крізь робочий шнек, різального комплекту, бункера, подавального шнека, в ролі якого можуть бути одна або дві лопатеві або спіральні мішалки і який розташовано перпендикулярно або паралельно робочому шнеку, двох електродвигунів, вузла затиснення різального комплекту із гідравлічним приводом, датчика тиску, температурного датчика, блока керування, пульта керування, який відрізняється тим, що один електродвигун входить до складу приводу ножового вала, а інший електродвигун входить до складу приводу робочого та по U 2 (19) 1 3 тання робочого шнеку та ножового валу) в залежності від механічних властивостей оброблюваної сировини (A.C. СССР № 1416099 кл. А22С17/00, 1988). Недоліки аналогічні попереднім, не вказано яким чином забезпечено зміну відносної швидкості обертання робочого шнеку та ножового валу. Відомий пристрій для подрібнення харчових продуктів, який має корпус, шнековий живильник з порожнистим валом, встановлений всередині останнього вал з різальним механізмом, механізм приводу, причому можливе безступінчасте регулювання ступеня подрібнення сировини шляхом зміни відносної швидкості обертання шнеку та валу з різальним механізмом за допомогою варіатору (A.C. СССР №1057109 кл. В02С18/38, 1983). Недоліки аналогічні попередньому, застосування варіатору зумовлює значне ускладнення конструкції та зниження надійності її роботи. Відомий пристрій для подрібнення м'ясопродуктів, який має робочий шнек, ножовий вал та вузол виштовхування робочого шнеку із ручним приводом (A.C. СССР № 1837783 кл. А22С17/00, 1993). Недоліки аналогічні попереднім, відсутня автоматизація виштовхування шнеку внаслідок відсутності механізованого приводу вузла. Відомі автоматичні м'ясорубки фірми Seydelmann, що мають гідравлічний виштовхувач робочого шнеку (проспект фірми «Seydelmann» (Німеччина); режим доступу http://www.deltamaschinen.ru/catalog/13/). Недоліки аналогічні попереднім, відсутня автоматизація роботи вузла виштовхування робочого шнеку. Відомий різальний вузол вовчка, який має рухомі елементи, що приводяться у дію за допомогою гідроциліндру, це призводить до зменшення тривалості встановлення та зняття різального комплекту (Патент України на корисну модель № 31558, кл. В02С18/00, 2008). Недоліки аналогічні попереднім, відсутня автоматизація роботи вузла, зменшується тривалість тільки частки підготовчих операцій (не усунено необхідність змащування різального комплекту перед його встановленням). Відомий вовчок-мішалка моделі "Kramer-Grebe Wetter", який має робочий шнек, подавальні шнеки та змішувальний вал, при роботі в режимі «мішалка» подавальні шнеки обертаються у протилежну сторону, чим забезпечується покращене перемішування сировини, в цей час робочий шнек, з метою зменшення зношування різального комплекту, нерухомий; з метою усунення необхідності змащування різального комплекту перед встановленням робочий шнек вмикається з деяким запізненням під час якого подавальні шнеки заповнюють його сировиною, таким чином при початку обертання робочого шнеку сировина в той же час надходить у різальний комплект, тим самим змащуючи його (З.З. Улицкий. Экономичность и безопасность решающие показатели эффективности оборудования колбасного производства. //Мясной бизнес. -2009. -№2. - стр.62). Недоліки аналогічні попереднім, наявність і подавальних шнеків і змішувального валу значно 50253 4 ускладнюють конструкцію, вирішення задачі усунення необхідності змащування різального комплекту неефективне, оскільки подавальні шнеки не в змозі нагнітати сировину до різального механізму внаслідок значного опору, це призводить до невиправданого зношування різального комплекту під час пуску машини. Найбільш близьким за технічною суттю до вовчка, що пропонується, є вовчок К6-ФВП-160-2 полтавського заводу «Продмаш», який має подавальний шнек, робочий шнек та ножовий вал, що проходить крізь робочий шнек, причому ножовий вал має частоту обертання більшу, чим робочий шнек, ножовий вал і робочий шнек приводяться у дію від одного електродвигуна, а подавальний шнек - від другого електродвигуна (Чижикова Т.В. Машины для измельчения мяса и мясных продуктов. - Μ.: Легкая и пищевая промышленность, 1982. -с. 179). Його й оберемо в якості найближчого аналогу. Недоліки аналогічні попереднім, вказана кінематична схема приводу обумовлює неможливість безступінчастої зміни відносної швидкості обертання ножового валу і робочого шнеку (зміна ступеню подрібнення сировини), зворотного обертання робочого шнеку при нерухомому ножовому валу (перемішування сировини в бункері) та роздільно вмикати робочий шнек і ножовий вал (нагнітання сировини до різального комплекту перед його вмиканням). В основу корисної моделі поставлена задача отримання нового технічного результату. Технічним результатом є: зменшення тривалості підготовчих операцій; надання можливості безступінчасто змінювати ступінь подрібнення сировини без зупинки вовчка; підвищення ефективності перемішування сировини в бункері; підвищення рівня механізації і автоматизації вовчка. Поставлена задача вирішується тим, що вовчок, який складається з циліндру, робочого шнеку, ножового валу, що проходить крізь робочий шнек, різального комплекту, бункеру, подавального шнеку, в ролі якого може бути одна або дві лопатеві або спіральні мішалки і який розташовано перпендикулярно або паралельно робочому шнеку, двох електродвигунів, вузла затиснення різального комплекту із гідравлічним приводом, датчику тиску, температурного датчику, блоку керування, пульта керування, який відрізняється тим, що один електродвигун входить до складу приводу ножового валу, а інший електродвигун входить до складу приводу робочого та подавального шнеків, додатково обладнаний частотним перетворювачем, індикатором тиску та індикатором температури, температурний датчик під’єднано до блоку керування таким чином, що його сигнал може впливати на роботу тільки обох електродвигунів разом і відображується на індикаторі температури, а датчик тиску під’єднано до блоку керування таким чином, що його сигнал може впливати на роботу як обох електродвигунів разом, так і тільки на роботу електродвигуна, що входить до складу приводу ножового валу, і відображується на індикаторі тиску; додатково обладнаний гідравлічним виштовхувачем робочого шнеку, причому привод 5 вузла затиснення різального комплекту і привод гідравлічного виштовхувача під’єднано до блоку керування таким чином, що забезпечено їх узгоджену роботу, а сигнал температурного датчику та датчика тиску впливає на роботу приводу вузла затиснення різального комплекту і приводу гідравлічного виштовхувача. Корисна модель пояснюється кресленнями, на яких зображено: на Фіг.1 - загальний вигляд вовчка (вид збоку); на Фіг.2 - загальний вигляд вовчка (вид спереду); на Фіг.3 - кінематична схема вовчка; на Фіг.4 - загальний вигляд гідравлічного виштовхувача робочого шнеку. Вовчок (Фіг.1, 2) складається з корпусу 1, в якому розміщено бункер 2, циліндр 3, електродвигуни 4 і 5, гідравлічна станція 6 та блок керування 7. В циліндрі 3 розміщено робочий шнек 8, крізь внутрішню порожнину якого проходить ножовий вал 9, що має здатність обертатись відносно робочого шнеку 8. На виході з циліндру 3 встановлено різальний комплект 10, який складається із ножів та решіток, що чергуються, та який закріплюється за допомогою вузла затиснення різального комплекту із гідравлічним приводом 11. В зоні різального комплекту 10 встановлено датчик тиску 12 та температурний датчик 13. Робочий шнек 8 може виштовхуватись за допомогою гідравлічного виштовхувача 14, що встановлений збоку приводу робочого шнеку 8. В бункері 2 встановлено подавальний шнек 15, в ролі якого може бути одна або дві лопатеві або спіральні мішалки і який розташовано перпендикулярно або паралельно робочому шнеку 8 (на Фіг.1 показано випадок, коли роль подавального шнеку 15 відіграє одна лопатева мішалка 15, а на Фіг.2 - випадок, коли роль подавального шнеку відіграє дві лопатеві або спіральні мішалки 15 та 16). Як видно з Фіг.3, ножовий вал 9 приводиться у рух за допомогою електродвигуна приводу ножового валу 4 і, наприклад, пасової передачі, а робочий шнек 8 і подавальний шнек 15 (лопатеві мішалки 15 та 16) приводяться у рух за допомогою електродвигуна приводу робочого та подавального шнеків 5 та, наприклад, редуктору 17 і зубчастих коліс 18, 19, 20, 21. На лицьовій панелі вовчка (Фіг.2), серед іншого, розміщено пульт керування 22, індикатор тиску 23 та індикатор температури 24. Всередині вовчка встановлено частотний перетворювач 25. Вовчок працює наступним чином. При роботі вовчка тільки в режимі подрібнення сировина завантажується в бункер 2 та задається визначений режим роботи на пульті керування 22. Після цього блок керування 7 запускає в роботу електродвигун приводу робочого та подавального шнеків 5. Обертовий момент від валу електродвигуна приводу робочого та подавального шнеків 5 передається, наприклад, через редуктор 17 на зубчасте колесо 18, а від нього одночасно - на зубчасте колесо 19 приводу робочого шнеку 8 і на зубчасте колесо 20 приводу подавального шнеку 15. Цим забезпечується одночасне обертання подавального шнеку 15 та робочого шнеку 8, кожен з яких обертається із необхідною оптимальною частотою обертання, 50253 6 які можуть регулюватись шляхом зміною параметрів зубчастих коліс 19 і 20. Таким чином сировина надходить із бункеру 2 у циліндр 3, в якому вона починає транспортуватись робочим шнеком 8 у напрямку різального комплекту 10. При нагнітанні сировини тиск, що створюється нею на різальний комплект 10, поступово зростає. Значення тиску контролюється блоком керування 7 за допомогою датчику тиску 12. При досягненні тиску у різальному комплекті запрограмованого значення блок керування 7 вмикає електродвигун приводу ножового валу 4, після чого починається процес подрібнення сировини. Те, що ножовий вал 9 вмикається із запізненням по відношенню до робочого шнеку 8, дозволяє позбутися необхідності змащувати деталі різального комплекту перед їх встановленням на вовчок, оскільки ножі починають обертатись тоді, коли сировина вже знаходиться біля різального комплекту (сировина надалі сама змащує пари тертя). За допомогою частотного перетворювача 25 можливо безступінчасто змінювати частоти обертання електродвигунів приводів. Як відомо, робота вовчка може порушитись внаслідок недопустимого зношування деталей різального комплекту або внаслідок забивання отворів решіток сировиною. У випадку, коли зношування деталей різального комплекту 10 набуло свого граничного значення, температура сировини на виході із вовчка також підвищується до свого граничного значення, яке контролюється блоком керування 7 за допомогою температурного датчику 13. В такому випадку блок керування 7 вимикає електродвигуни приводу ножового валу 4 та приводу робочого і подавального шнеків 5 та вмикає гідравлічну станцію 6 і індикатор температури 24. Далі вмикається гідравлічний привод 11 вузла затиснення різального комплекту і різальний комплект 10 звільняється від фіксації, як за одним із аналогів (патент України на корисну модель № 31558, кл. В02С18/00, 2008). Після спрацювання гідравлічного приводу 11 вузла затиснення різального комплекту вмикається гідравлічний виштовхувач 14, який виводить робочий шнек 8 разом із різальним комплектом 10 із циліндру 3. Вовчок готовий до технічного обслуговування. У випадку, коли забились отвори решіток різального комплекту 10, значно збільшується тиск сировини на різальний комплект 10, значення якого контролюється за допомогою датчику тиску 12. В цьому разі блок керування здійснює ті ж самі дії та у той же самій послідовності, що і у випадку недопустимого зношування, але з тією відмінністю, що вмикається індикатор тиску 23, а не індикатор температури 24. Вказане застосування індикаторів тиску 23 та температури 24 дозволяє вказати оператору вовчка причину зупинки машини, що полегшує та прискорює виправлення технічної несправності. А вказане застосування вузла затиснення різального комплекту із гідравлічним приводом 11 і гідравлічного виштовхувача 14 дозволяє полегшити та прискорити процес заміни різального комплекту. При роботі вовчка в режимі перемішування відмінністю є те, що вмикається тільки електродвигун приводу робочого та подавального шнеків 5, 7 причому - у реверсному режимі. Цим забезпечується перемішування сировини у бункері 2 та подача сировини, що знаходиться у витках робочого шнеку 8, у зону перемішування. У випадку, коли використовуються дві лопатеві або спіральні мі 50253 8 шалки 15 і 16, у зачеплення із зубчастим колесом 20 входить зубчасте колесо 21, що призводить до ефективного перемішування сировини в бункері 2. Після закінчення циклу перемішування вовчок може бути переведений у режим подрібнення. 9 50253 10 11 Комп’ютерна верстка Л.Литвиненко 50253 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutter
Автори англійськоюNekoz Oleksandr Ivanovych, Osypenko Vasyl Ivanovych, Kozlenko Oleksandr Hryhorovych, Batrachenko Oleksandr Viktorovych
Назва патенту російськоюВолчок
Автори російськоюНекоз Александр Иванович, Осипенко Василий Иванович, Козленко Александр Григорьевич, Батраченко Александр Викторович
МПК / Мітки
МПК: B02C 18/26, A22C 17/00
Мітки: вовчок
Код посилання
<a href="https://ua.patents.su/6-50253-vovchok.html" target="_blank" rel="follow" title="База патентів України">Вовчок</a>
Вовчок

Номер патенту: 32743
Опубліковано: 26.05.2008
Автори: Шаблій Микола Євдокимович, Єременко Олександр Іванович
МПК: B02C 18/00
Мітки: вовчок
Формула / Реферат:
Вовчок, що містить циліндричний горизонтально встановлений корпус, на одному кінці якого встановлений приймальний бункер, а всередині послідовно встановлені подавальний шнек і основний подрібнювальний механізм у вигляді нерухомої відносно корпусу приймальної решітки і рухомого ножа, а також додатковий подрібнювальний механізм, з'єднаний з другим привідним валом, який відрізняється тим, що між основним та додатковим подрібнювальними...
Вовчок

Номер патенту: 32742
Опубліковано: 26.05.2008
Автор: Шаблій Микола Євдокимович
МПК: B02C 18/00
Мітки: вовчок
Формула / Реферат:
Вовчок, що містить циліндричний горизонтально встановлений корпус, на одному кінці якого встановлений приймальний бункер, а всередині послідовно встановлені подавальний шнек і основний подрібнювальний механізм у вигляді нерухомої відносно корпусу приймальної решітки і рухомого ножа, а також додаткового подрібнювального механізму, який відрізняється тим, що між основним та додатковим подрібнювальними механізмами закріплений додатковий шнек,...
Вузол кріплення різального комплекту вовчків
Номер патенту: 17372
Опубліковано: 15.04.1997
Автори: Білий Вячеслав Іванович, Литвиненко Олександр Анатолійович, Слинько Олександр Іванович, Некоз Олександр Іванович
МПК: A22C 17/00, A22C 5/00
Мітки: вузол, комплекту, вовчків, кріплення, різального
Формула / Реферат:
Вузол кріплення різального комплекту вовчків, що складається з послідовно встановлених на вихідному валу ножів і решіток, які розміщено в гільзі вовчка та закріплено через проміжну втулку за допомогою притискної гайки, який відрізняється тим, що на вихідному валу, який має різьбовий хвостовик, за вихідною решіткою встановлено підшипник, який притискнуто до вихідної решітки гайкою і зафіксовано контргайкою.
Вузол кріплення різального комплекту вовчків
Номер патенту: 29076
Опубліковано: 16.10.2000
Автори: Литвиненко Олександр Анатолійович, Білий Вячеслав Іванович, Некоз Олександр Іванович, Некоз Сергій Олександрович
МПК: A22C 17/00, A22C 5/00
Мітки: кріплення, різального, вовчків, комплекту, вузол
Формула / Реферат:
Вузол кріплення різального комплекту вовчків, що складається з послідовно встановлених на вихідному валу ножів, решіток і підшипника, який розміщено за вихідною решіткою і притискнуто гайкою і контргайкою, який відрізняється тим, що між підшипником і гайкою встановлено пружний елемент.
Універсальний ніж для вовчка

Номер патенту: 17343
Опубліковано: 15.09.2006
Автор: Гуць Віктор Степанович
МПК: B02C 18/18
Мітки: вовчка, універсальний
Формула / Реферат:
Універсальний ніж для вовчка, що складається із зубів, по яких рознесені канавки, який відрізняється тим, що канавки мають прямокутний або трапецієподібний переріз і нанесені на поруч розташованих зубах почергово під гострим і тупим кутом до різального краю.
Попередній патент: Гнучка вставка
Наступний патент: Багажна сумка з елементами охоронної сигналізації
Випадковий патент: Розчин для глушіння та ремонту свердловин