Стенд для вимірювання довжини кола великогабаритних циліндричних виробів
Номер патенту: 52036
Опубліковано: 10.08.2010
Автори: Моторін Артур Миколайович, Малюсейко Віктор Миронович, В'юнник Микола Васильович
Формула / Реферат
1. Стенд для вимірювання довжини кола великогабаритних циліндричних виробів, що містить основу, повідний механізм для обертання виробів, вимірювальний пристрій з мірним вальцем, з'єднаний з блоком обробки результатів вимірювання, який відрізняється тим, що він містить платформу з установними елементами для базування і фіксації зазначених виробів, закріплену на основі з можливістю обертання щодо неї за допомогою повідного механізму, установні елементи закріплені на платформі з можливістю зворотно-поступального переміщення щодо неї в радіальному напрямі, а вимірювальний пристрій виконаний з можливістю зворотно-поступального переміщення щодо платформи в радіальному напрямі і містить обкатний валець і з'єднаний із мірним вальцем перетворювач його обертального руху в цифрові імпульси, при цьому стенд містить систему керування, зв'язану з повідним механізмом, перетворювачем обертального руху мірного вальця в цифрові імпульси і блоком обробки результатів вимірювання і виконану з можливістю автоматичного вимірювання зазначених виробів заданого типорозмірного ряду і збереження інформації щодо вимірювання.
2. Стенд за п. 1, який відрізняється тим, що перетворювач обертального руху мірного вальця в цифрові імпульси виконаний у вигляді енкодера.
3. Стенд за п. 1 або п. 2, який відрізняється тим, що система керування містить шафу керування з пусковою апаратурою, сенсорною панеллю оператора, керуючим контролером, органами захисту, керування і сигналізації.
Текст
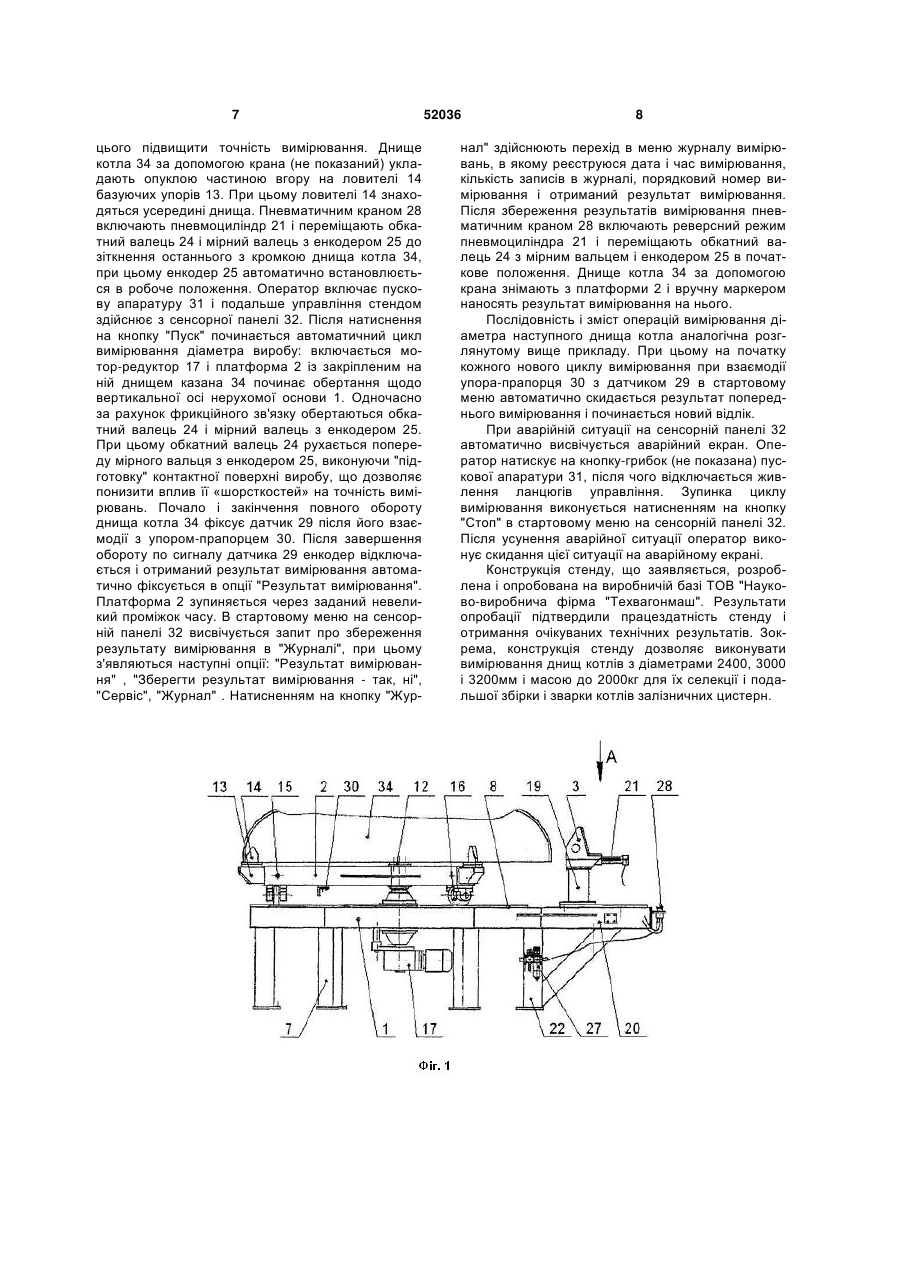
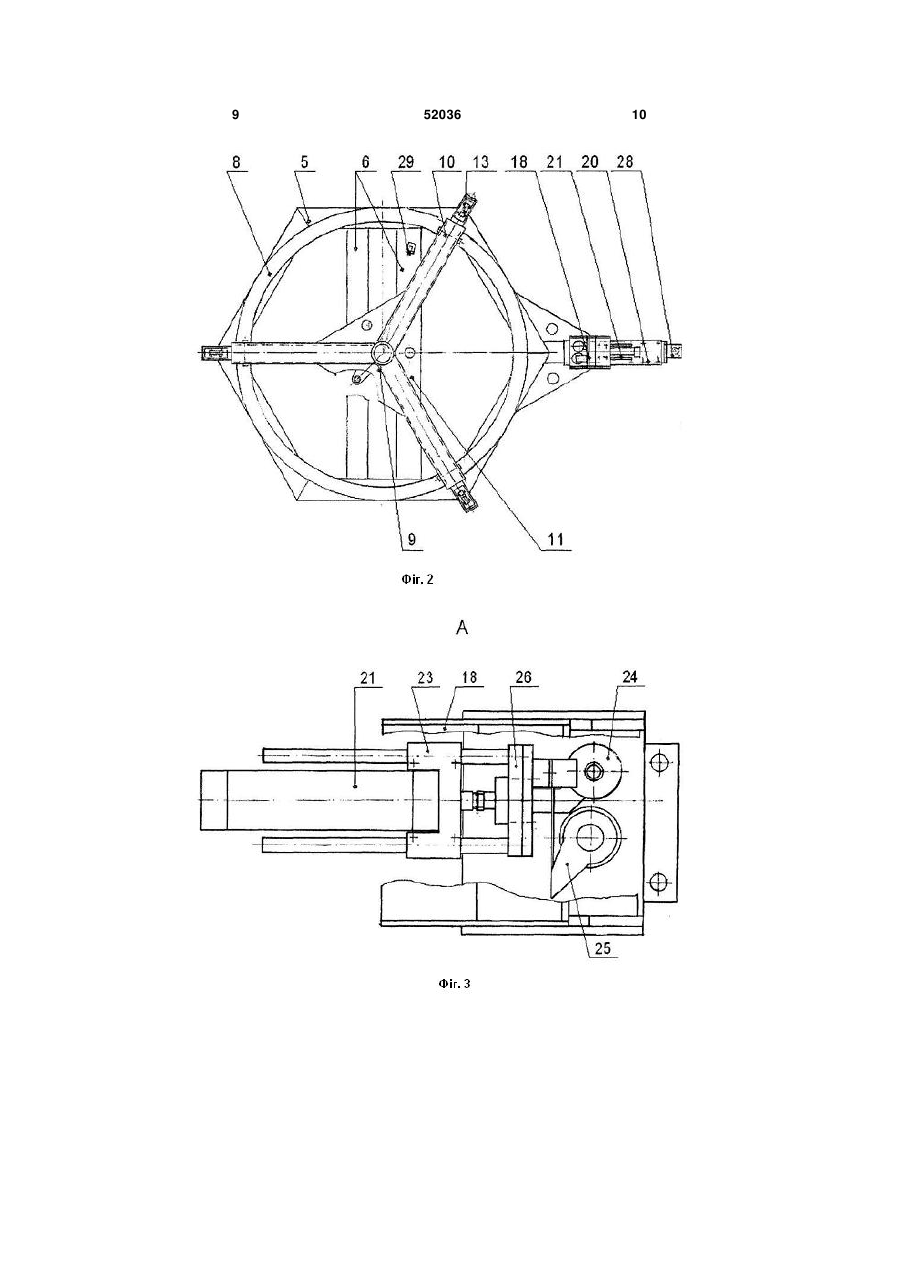
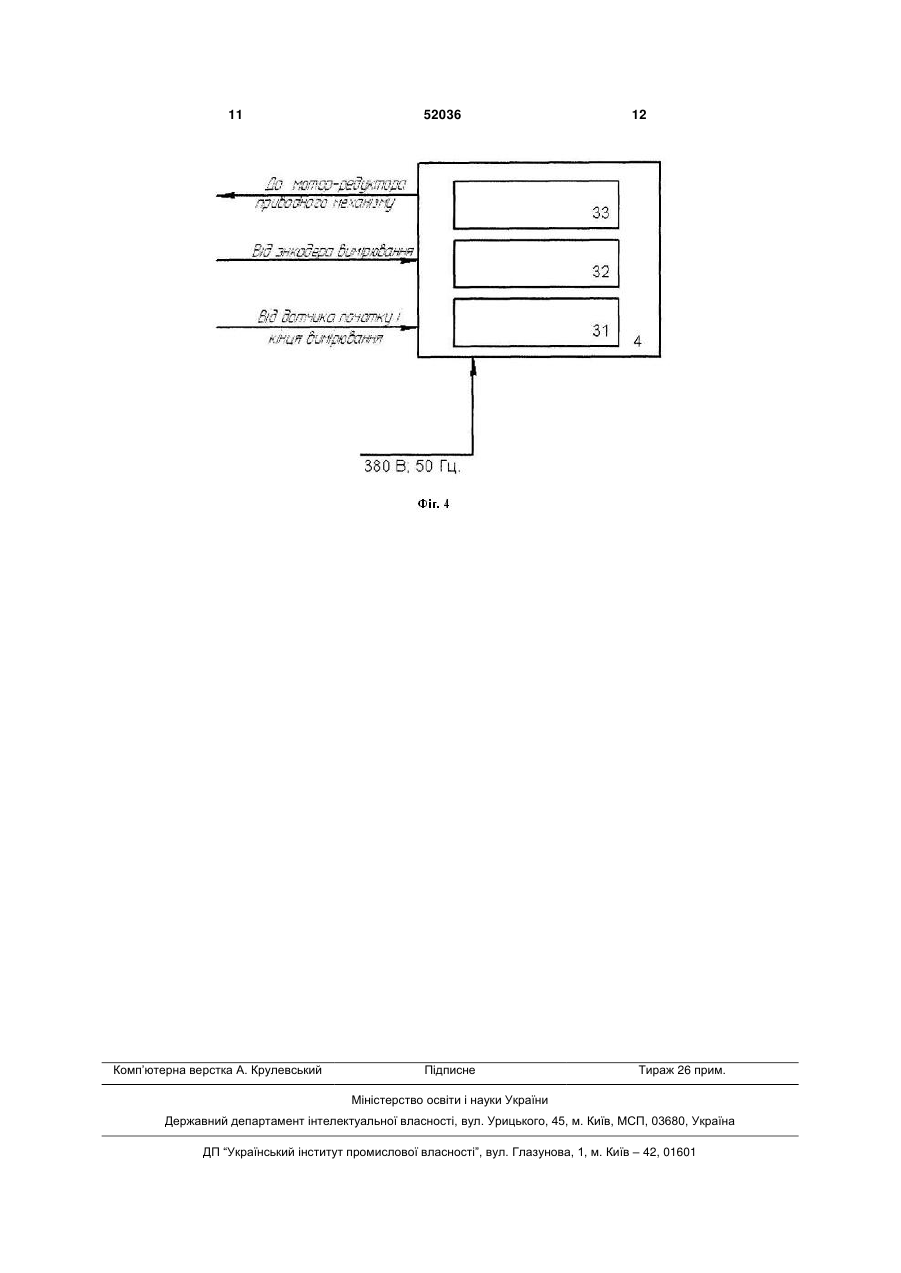
1. Стенд для вимірювання довжини кола великогабаритних циліндричних виробів, що містить основу, повідний механізм для обертання виробів, вимірювальний пристрій з мірним вальцем, з'єднаний з блоком обробки результатів вимірювання, який відрізняється тим, що він містить платформу з установними елементами для базування і фіксації зазначених виробів, закріплену на основі з можливістю обертання щодо неї за допомогою повідного механізму, установні елементи закріплені на платформі з можливістю зворотнопоступального переміщення щодо неї в радіаль U 2 (19) 1 3 генератор квантуючих імпульсів, частотний детектор, двійковий лічильник, схему індикації і цифровий відліковий пристрій. Мірний валець виконаний з насічками по периметру для виключення прослизання по поверхні виробів при їх обертанні і містить отвори, розташовані по його колу з однаковим кроком один щодо одного. Аналогічні отвори виконані на диску контролю частоти обертання, закріпленому разом з виробом, що виміряється, на повідному валу редуктора верстата. Джерела світла і фотоприймачі розташовані попарно по обидві сторони від мірного вальця і від диска контролю частоти обертання. Блок обробки результатів вимірювання призначений для обробки значень двійкових кодів, утворюваних на виході двійкового лічильника, шляхом порівняння отриманих значень поточного діаметра виробу із заданими параметрами його виготовлення і виконаний у вигляді мікроЕВМ. Перетворювач частоти обертання виробу, що виміряється, і блок обробки результатів вимірювання з'єднані між собою за допомогою схеми керування. Визначення діаметрів великогабаритних циліндричних виробів здійснюється в мікроЕВМ шляхом їх обчислення по залежності між діаметром мірного вальця, частотою його обертання, частотою обертання виробу і коефіцієнтом, що враховує ковзання мірноговальця по виробу. Недоліками відомої конструкції стенду є такі: - обмежені технологічні можливості, обумовлені конструктивним виконанням основи і вимірювального пристрою, які не дозволяють здійснювати вимірювання діаметрів великогабаритних циліндричних виробів різних типів, зокрема днищ котлів; - недостатня точність результатів вимірювання, обумовлена підвищеною чутливістю вимірювального пристрою до якості поверхні виробу і до умов його експлуатації, зокрема, до запиленості і вібрації, що впливає на фотометричні характеристики засобів вимірювання; - порівняно високі трудомісткість і тривалість операцій, обумовлена як складністю переналагодження стенду при вимірюванні циліндричних виробів з різними діаметрами, так і відсутністю в блоці обробки результатів вимірювання засобів для автоматичного збереження інформації про виконані вимірювання, що викликає необхідність в організації їх додаткового обліку. В основу корисної моделі поставлена задача створення такого стенду для вимірювання діаметрів великогабаритних циліндричних виробів, в якому за рахунок іншого конструктивного виконання основи з платформою і вимірювального пристрою, іншого їх взаємозв'язку між собою, а також введення системи управління, виконаної з можливістю автоматичного вимірювання зазначених виробів заданого типорозмірного ряду і збереження інформації про вимірювання, забезпечується розширення технологічних можливостей стенду, що дозволяє виконувати вимірювання різних типів виробів при одночасному підвищенні точності вимірювань і зниженні трудомісткості і тривалості цих операцій. Поставлена задача вирішується тим, що стенд для вимірювання діаметрів великогабаритних ци 52036 4 ліндричних виробів, що містить основу, повідний механізм для обертання виробів, вимірювальний пристрій з мірним вальцем, з'єднаний з блоком обробки результатів вимірювання, згідно корисної моделі, містить платформу з установними елементами для базування і фіксації зазначених виробів, закріплену на основі з можливістю обертання щодо неї за допомогою повідного механізму, установні елементи закріплені на платформі з можливістю зворотно-поступального переміщення щодо неї в радіальному напрямі, а вимірювальний пристрій виконаний з можливістю зворотно-поступального переміщення щодо платформи в радіальному напрямі і містить обкатний валець і з'єднаний із мірним вальцем перетворювач його обертального руху в цифрові імпульси, при цьому стенд містить систему управління, зв'язану з повідним механізмом, перетворювачем обертального руху мірного вальця в цифрові імпульси і блоком обробки результатів вимірювання і виконану з можливістю автоматичного вимірювання зазначених виробів заданого типорозмірного ряду і збереження інформації щодо вимірювання. Для підвищення точності вимірювань перетворювач обертального руху мірного вальця в цифрові імпульси виконаний у вигляді енкодера. Для зниження трудомісткості і тривалості виконуваних операцій в цілому система керування містить шафу керування з пусковою апаратурою, сенсорною панеллю оператора, керуючим контроллером і органами захисту, керування і сигналізації. Сукупність загальних і відрізнювальних суттєвих ознак корисної моделі, що заявляється, дозволяє реалізувати в конструкції стенду для вимірювання діаметрів великогабаритних циліндричних виробів більш широкі технологічні можливості, дозволяючі виконувати вимірювання циліндричних виробів заданого типорозмірного ряду, у тому числі днищ котлів, при одночасному підвищенні точності вимірювань і зниженні трудомісткості і тривалості цих операцій. За рахунок виконання платформи з установними елементами для базування і закріплення згаданих виробів, закріпленої на нерухомій основі з можливістю обертання щодо неї за допомогою повідного механізму, а також конструктивного виконання установних елементів забезпечується можливість базування і фіксації на стенді різних типів великогабаритних циліндричних виробів і істотне зниження трудомісткості і тривалості підготовчо-заключних операцій. Виконання вимірювального пристрою з можливістю зворотно-поступального переміщення щодо платформи також дозволяє зменшити трудомісткість і тривалість цих операцій. Виконання вимірювального пристрою з обкатним вальцем і з'єднаним з мірним вальцем перетворювачем його обертального руху в цифрові імпульси, виконаним у вигляді енкодера, в значній мірі знижує залежність від якості поверхні виробу і від умов експлуатації і підвищує точність вимірювань. Виконання системи керування, зв'язаної з повідним механізмом, перетворювачем числа оборотів мірного вальця в цифрові імпульси і блоком обробки результатів вимірювання і виконаної з можливістю 5 автоматичного вимірювання великогабаритних циліндричних виробів заданого типорозмірного ряду і збереження інформації про вимірювання, дозволяє автоматизувати операції вимірювання і за рахунок цього зменшити їх трудомісткість і тривалість. Конструкція стенду, що заявляється, пояснюється на прикладі його виконання, призначеного для вимірювання діаметрів днищ котлів залізничних цистерн, розробленому ТОВ "Наукововиробнича фірма "Техвагонмаш", м. Кременчук, Україна. Сутність корисної моделі пояснюється представленими фігурами креслень, де на фіг. 1 показаний загальний вид стенду, вид збоку; на фіг. 2 вид зверху; на фіг. 3 - вид А на фіг. 1 (вимірювальний пристрій); на фіг. 4 - принципова схема системи керування. Стенд для вимірювання діаметрів великогабаритних циліндричних виробів містить основу 1, платформу 2, вимірювальний пристрій 3 і шафу керування 4. Основа 1 призначена для кріплення складових частин стенду і виконана у вигляді жорсткої зварної металоконструкції, що складається з кільцеподібної рами 5 із зовнішнім і внутрішнім периметрами шестикутної форми, двох поперечних балок 6, жорстко закріплених на деякій відстані одна від одної між двох протилежних сторін рами 5, і шести вертикальних опор 7, закріплених в її вершинах. Верхня поверхня рами 5 виконана з кільцевим майданчиком 8 для опирання платформи 2. Платформа 2 призначена для базування, закріплення і обертання днищ котлів і виконана у вигляді планшайби, що складається з маточини 9 і жорстко з'єднаних з нею трьох балок 10, розташованих радіально під кутом 120° одна щодо одної. Балки 10 з'єднані між собою косинкою 11 трикутної форми. Маточина 9 закріплена на валу 12, який на підшипниках кочення (не показані) змонтований між поперечними балками 6 на основі 1. Усередині торцевих частин балок 10 розміщені висувні базуючі упори 13, виконані з ловителями 14. Базуючі упори 13 зафіксовані в балках 10 за допомогою пальців 15 залежно від діаметрів днищ котлів, що виміряються. Для зменшення навантаження на вал 12 і балки 10 на нижніх поверхнях останніх змонтовані колеса 16, виконані з можливістю опирання на кільцевий майданчик 8 основи 1. Нижня частина валу 12 з'єднана з мотор-редуктором 17, закріпленим під поперечними балками 6. Вимірювальний пристрій 3 призначений для розміщення вимірювального інструменту і його переміщення з початкового положення в робоче і назад. Вимірювальний пристрій 3 складається з корпусу 18, який за допомогою стійки 19 закріплений на столі 20, і пневмоциліндра 21. Стіл 20 жорстко з'єднаний з нерухомою основою 1 і містить вертикальну опору 22. В корпусі 18 змонтовані направляючі 23 для розміщення штока пневмоциліндра 21, а також засоби вимірювання, що складаються з обкатного вальця 24 і мірного вальця з перетворювачем числа його оборотів в цифрові сигнали, виконаного у вигляді енкодера 25, закріплених у кронштейні 26, з'єднаним з штоком пнев 52036 6 моциліндра 21. Стійка 19 зафіксована на столі 20 за допомогою болтового з'єднання (не позначено) з можливістю її переміщення залежно від діаметрів днищ котлів. На вертикальній опорі 22 закріплений блок підготовки повітря 27, призначений для стабілізації тиску в пневматичній системі пневмоциліндра 21, а в торцевій частині столу 20 розташований пневматичний кран 28, призначений для реверсного перемикання пневмоциліндра 21. Наладка стенду на вимірювання днищ казанів заданого типорозмірного ряду здійснюється шляхом переміщення в торцевих частинах балок 10 висувних базуючих упорів 13 з ловителями 14 на відстань, відповідну діаметру виробу, що виміряється, і фіксації їх в цьому положенні за допомогою пальців 15, і/або переміщення стійки 19 на столі 20 і фіксації її за допомогою болтового з'єднання. Почало і закінчення вимірювання, а також зупинка платформи 2 в кінцевому положенні здійснюється при взаємодії датчика 29, закріпленого на одній з поперечних балок 6, з упоромпрапорцем 30, закріпленим на одній з балок 10. Управління стендом здійснюється за допомогою системи керування, яка містить (фіг. 4) шафу керування 4, мотор-редуктор 17, датчик 29 і енкодер 25. Шафа керування 4 змонтована на стійці (не показана), з'єднаній із столом 20, і містить пускову апаратуру 31 з світлосигнальними лампами, сенсорну панель оператора 32, керуючий контроллер 33, органи захисту і сигналізації (не показані). Система керування підключена до трифазної мережі електроживлення напругою 380В і частотою 50Гц. Система керування забезпечує: - включення електричних силових ланцюгів стенду; - настройку системи управління на вимірювання діаметра заданого типорозмеру днища цистерни; - автоматичне управління операціями вимірювання і обробки результатів вимірювання; - збереження результатів вимірювання; - сигналізацію про аварійний режим; - захисне блокування електричного ланцюга від короткого замикання. В стартовому меню на сенсорній панелі 32 є наступні опції: "Результат вимірювання", "Пуск" пуск циклу вимірювання, "Стоп" - стоп циклу вимірювання, "Вперед" - обертання платформи з виробом вперед, "Назад" - обертання платформи з виробом в протилежну сторону, "Журнал" - проглядання журналу вимірювань і "Сервіс" - перехід в сервісне меню. Меню "Журнал" виконано з можливістю проглядання результатів вимірювань, починаючи з першого або останнього записів, скидання всіх записів про вимірювання і повернення в стартове меню. В меню "Сервіс" виконуються опції по регулюванню контрастності і калібруванню екрану, а також введенню поправок до результатів вимірювань. Робота стенду здійснюється в такий спосіб. В початковому положенні платформи 2 упорпрапорець 30 розташовано із зміщенням на деякий кут щодо датчика 29, що дозволяє усунути вплив зазорів в повідному механізмі і за рахунок 7 цього підвищити точність вимірювання. Днище котла 34 за допомогою крана (не показаний) укладають опуклою частиною вгору на ловителі 14 базуючих упорів 13. При цьому ловителі 14 знаходяться усередині днища. Пневматичним краном 28 включають пневмоциліндр 21 і переміщають обкатний валець 24 і мірний валець з енкодером 25 до зіткнення останнього з кромкою днища котла 34, при цьому енкодер 25 автоматично встановлюється в робоче положення. Оператор включає пускову апаратуру 31 і подальше управління стендом здійснює з сенсорної панелі 32. Після натиснення на кнопку "Пуск" починається автоматичний цикл вимірювання діаметра виробу: включається мотор-редуктор 17 і платформа 2 із закріпленим на ній днищем казана 34 починає обертання щодо вертикальної осі нерухомої основи 1. Одночасно за рахунок фрикційного зв'язку обертаються обкатний валець 24 і мірний валець з енкодером 25. При цьому обкатний валець 24 рухається попереду мірного вальця з енкодером 25, виконуючи "підготовку" контактної поверхні виробу, що дозволяє понизити вплив її «шорсткостей» на точність вимірювань. Почало і закінчення повного обороту днища котла 34 фіксує датчик 29 після його взаємодії з упором-прапорцем 30. Після завершення обороту по сигналу датчика 29 енкодер відключається і отриманий результат вимірювання автоматично фіксується в опції "Результат вимірювання". Платформа 2 зупиняється через заданий невеликий проміжок часу. В стартовому меню на сенсорній панелі 32 висвічується запит про збереження результату вимірювання в "Журналі", при цьому з'являються наступні опції: "Результат вимірювання" , "Зберегти результат вимірювання - так, ні", "Сервіс", "Журнал" . Натисненням на кнопку "Жур 52036 8 нал" здійснюють перехід в меню журналу вимірювань, в якому реєструюся дата і час вимірювання, кількість записів в журналі, порядковий номер вимірювання і отриманий результат вимірювання. Після збереження результатів вимірювання пневматичним краном 28 включають реверсний режим пневмоциліндра 21 і переміщають обкатний валець 24 з мірним вальцем і енкодером 25 в початкове положення. Днище котла 34 за допомогою крана знімають з платформи 2 і вручну маркером наносять результат вимірювання на нього. Послідовність і зміст операцій вимірювання діаметра наступного днища котла аналогічна розглянутому вище прикладу. При цьому на початку кожного нового циклу вимірювання при взаємодії упора-прапорця 30 з датчиком 29 в стартовому меню автоматично скидається результат попереднього вимірювання і починається новий відлік. При аварійній ситуації на сенсорній панелі 32 автоматично висвічується аварійний екран. Оператор натискує на кнопку-грибок (не показана) пускової апаратури 31, після чого відключається живлення ланцюгів управління. Зупинка циклу вимірювання виконується натисненням на кнопку "Стоп" в стартовому меню на сенсорній панелі 32. Після усунення аварійної ситуації оператор виконує скидання цієї ситуації на аварійному екрані. Конструкція стенду, що заявляється, розроблена і опробована на виробничій базі ТОВ "Науково-виробнича фірма "Техвагонмаш". Результати опробації підтвердили працездатність стенду і отримання очікуваних технічних результатів. Зокрема, конструкція стенду дозволяє виконувати вимірювання днищ котлів з діаметрами 2400, 3000 і 3200мм і масою до 2000кг для їх селекції і подальшої збірки і зварки котлів залізничних цистерн. 9 52036 10 11 Комп’ютерна верстка А. Крулевський 52036 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTestbench for measurement of length of circle of large-scale cylindrical articles
Автори англійськоюMotorin Artur Mykolaiovych, Maliuseiko Viktor Myronovych, Viunnyk Mykola Vasyliovych
Назва патенту російськоюСтенд для измерения длины окружности крупногабаритных цилиндрических изделий
Автори російськоюМоторин Артур Николаевич, Малюсейко Виктор Миронович, Вьюнник Николай Васильевич
МПК / Мітки
МПК: B61D 5/00, B65D 88/00, G01B 7/12
Мітки: стенд, циліндричних, довжини, вимірювання, кола, великогабаритних, виробів
Код посилання
<a href="https://ua.patents.su/6-52036-stend-dlya-vimiryuvannya-dovzhini-kola-velikogabaritnikh-cilindrichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Стенд для вимірювання довжини кола великогабаритних циліндричних виробів</a>
Пристрій для безконтактного вимірювання швидкості та довжини рухомих кабельних виробів
Номер патенту: 39643
Опубліковано: 10.03.2009
Автори: Золотарьов Володимир Володимирович, Науменко Олексій Антонович
МПК: G01B 7/00
Мітки: безконтактного, рухомих, пристрій, вимірювання, швидкості, виробів, кабельних, довжини
Формула / Реферат:
Пристрій для безконтактного вимірювання швидкості та довжини рухомих кабельних виробів, який складається з вузла високої напруги, високовольтного електрода, ввімкненого до вузла високої напруги, вузла обробки дискретної інформації, ввімкненого до вузла високої напруги, датчика та покажчика, який відрізняється тим, що додатково містить вузол аналогової обробки інформації, ввімкнений до датчика, вузла високої напруги та покажчика, вузол високої...
Пристрій для вимірювання довжини та швидкості руху виробів
Номер патенту: 70581
Опубліковано: 25.07.2007
Автори: Баранов Юрій Вячеславович, Маслак Віктор Миколайович, Бондар Анатолій Юрьйович, Лютов Ігор Валерійович
МПК: G01B 7/02
Мітки: руху, довжини, вимірювання, пристрій, виробів, швидкості
Формула / Реферат:
1. Пристрій для вимірювання довжини і швидкості руху виробів, який містить датчик довжини, з'єднаний входом з першим виходом джерела стабілізованих напруг, другий вихід якого підключений до першого входу блока індикації, а виходом - із входом формувача імпульсів, комутатор, вихід якого приєднаний до приводу руху виробу, який відрізняється тим, що в нього введені контролер, який складається із з'єднаних між собою центрального процесорного...
Спосіб вимірювання діаметра циліндричних виробів оптико-електронною системою
Номер патенту: 79146
Опубліковано: 25.05.2007
Автори: Воробель Роман Антонович, Гапонюк Ярослав Васильович
МПК: G01B 11/08, G01B 11/30
Мітки: вимірювання, виробів, спосіб, діаметра, оптико-електронною, системою, циліндричних
Формула / Реферат:
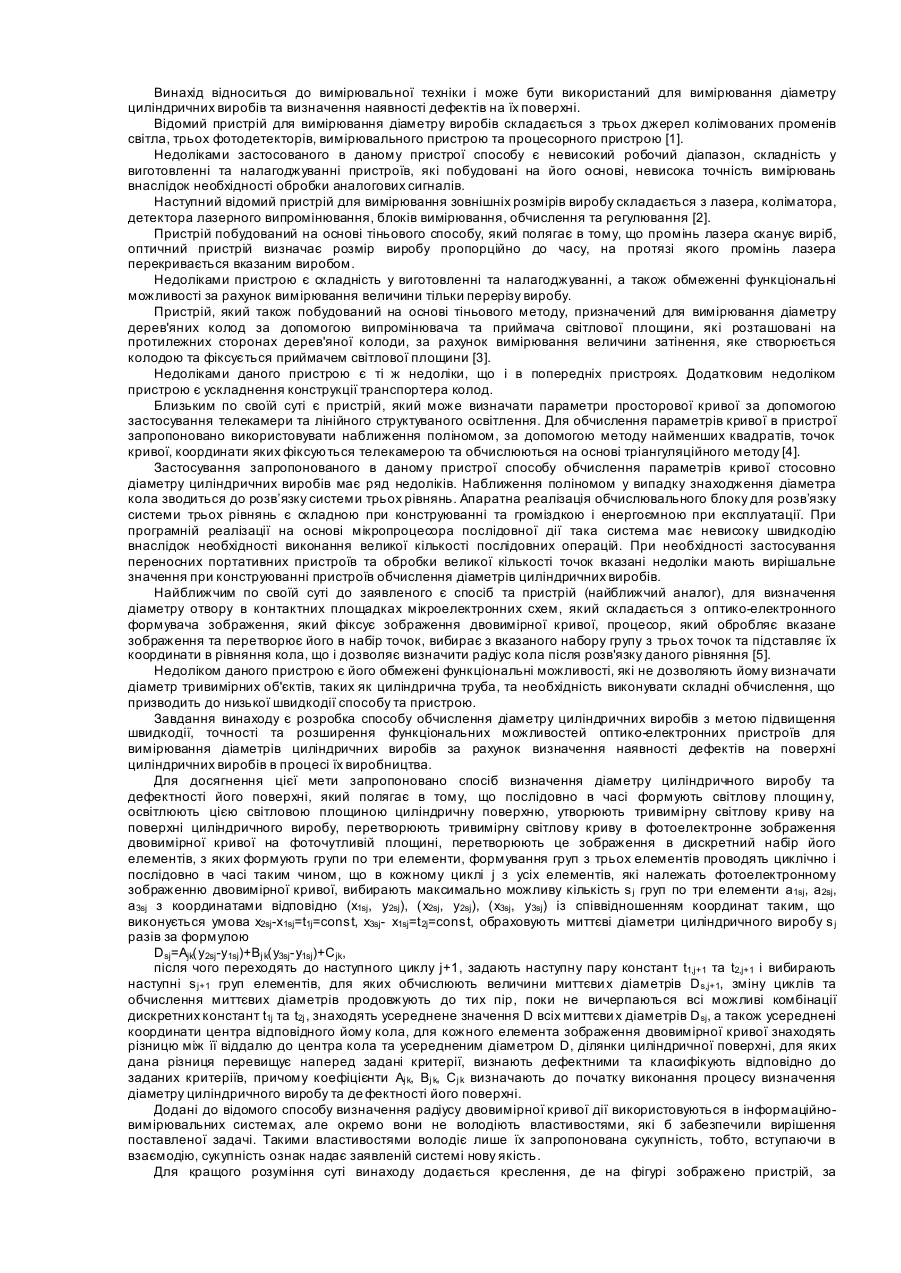
Спосіб вимірювання діаметра циліндричних виробів оптико-електронною системою, який полягає в перетворенні фотоелектронного зображення двовимірної кривої на фоточутливій площині в дискретний набір його елементів, з яких формують групи по три елементи, який відрізняється тим, що до перетворення фотоелектронного зображення двовимірної кривої в дискретний набір елементів послідовно в часі формують світлову площину, освітлюють цією світловою...
Пристрій для вимірювання діаметрів великогабаритних виробів в процесі їх обробки
Номер патенту: 21402
Опубліковано: 02.12.1997
Автори: Пятін Станіслав Іванович, Мартинюк Валерій Володимирович
МПК: G01B 7/12
Мітки: процесі, вимірювання, пристрій, діаметрів, виробів, обробки, великогабаритних
Формула / Реферат:
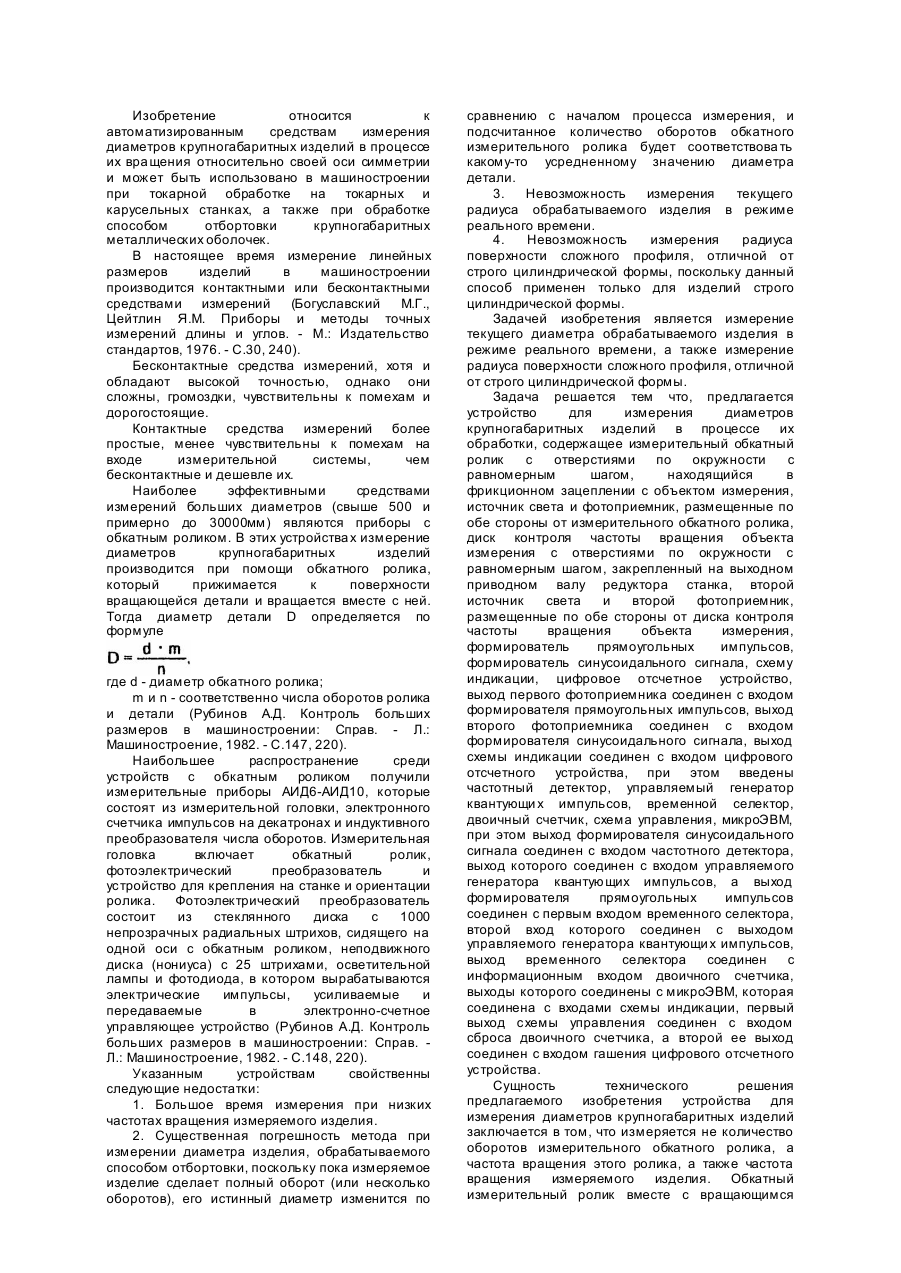
Устройство для измерения диаметров крупногабаритных изделий в процессе их обработки, содержащее измерительный обкатный ролик с отверстиями по окружности с равномерным шагом, находящийся в фрикционном зацеплении с объектом измерения, источник света и фотоприемник, размещенные по обе стороны от измерительного обкатного ролика, диск контроля частоты вращения объекта измерения с отверстиями по окружности с равномерным шагом, закрепленный на...
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів
Номер патенту: 11719
Опубліковано: 16.01.2006
Автори: Стоян Сергій Леонідович, Свистунов Микола Васильович, Івахненко Микола Миколайович, Жучинський Леонід Андрійович
МПК: C21D 1/09
Мітки: термообробки, поверхонь, внутрішніх, циліндричних, пристрій, виробів
Формула / Реферат:
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів, що містить підйомник з верхньою поворотною і нижньою неповоротною планшайбами, розміщені між вертикальними напрямними стояками, індуктор зі спреєром, механізми підйому і обертання виробів, який відрізняється тим, що пристрій оснащений зовнішнім круговим охолоджувачем, виконаним у вигляді ємності, встановленої співвісно виробу, і пристроєм синхронного переміщення виробу...
Попередній патент: Вугледобувний комплекс
Наступний патент: Спосіб міні-інвазивного дренування патологічних рідинних скупчень черевної порожнини
Випадковий патент: Спосіб та пристрій обумовленого доступу до інформації