Пристрій для висаджування анкерних головок
Номер патенту: 5402
Опубліковано: 28.12.1994
Автори: Тимошенко Іван Петрович, Брегеда Віталій Данилович, Крайній Сергій Валентинович, Олійник Степан Адамович
Формула / Реферат
(57) Устройство для высадки анкерных головок, включающее станину, на которой шарнирно установлены силовые рычаги с токоподводящими зажимами и приводом, высадочный электрод, отличающееся тем, что оно снабжено механизмом шаговой подачи арматурного стержня и отрезным механизмом с подвижным ножом, а силовые рычаги снабжены пазами с установленными в них штоками, один из которых жестко закреплен на подвижном ноже отрезного механизма, а второй выполнен в виде оси вращения силовых рычагов, при этом станина снабжена направляющими, в которых установлен с возможностью перемещения отрезной механизм.
Текст
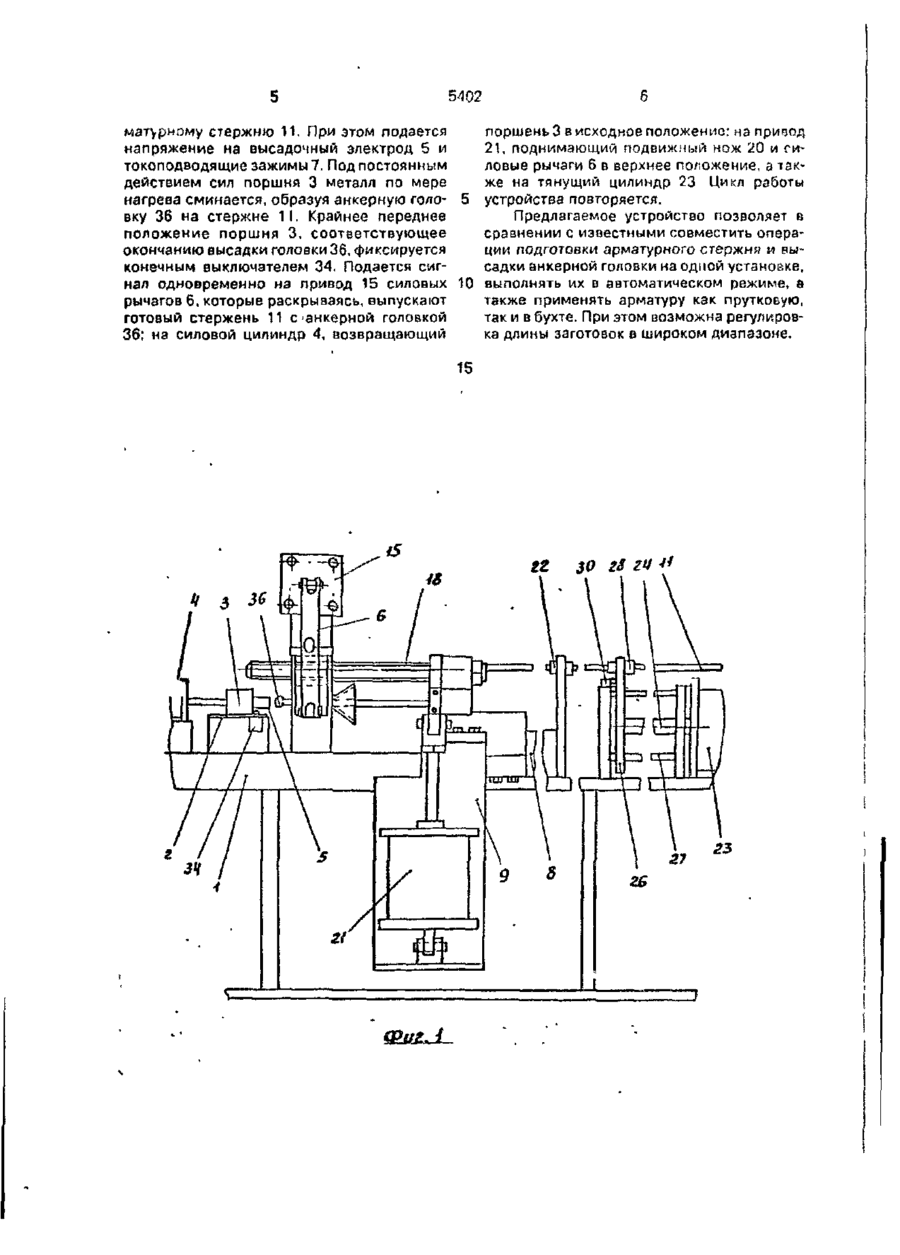
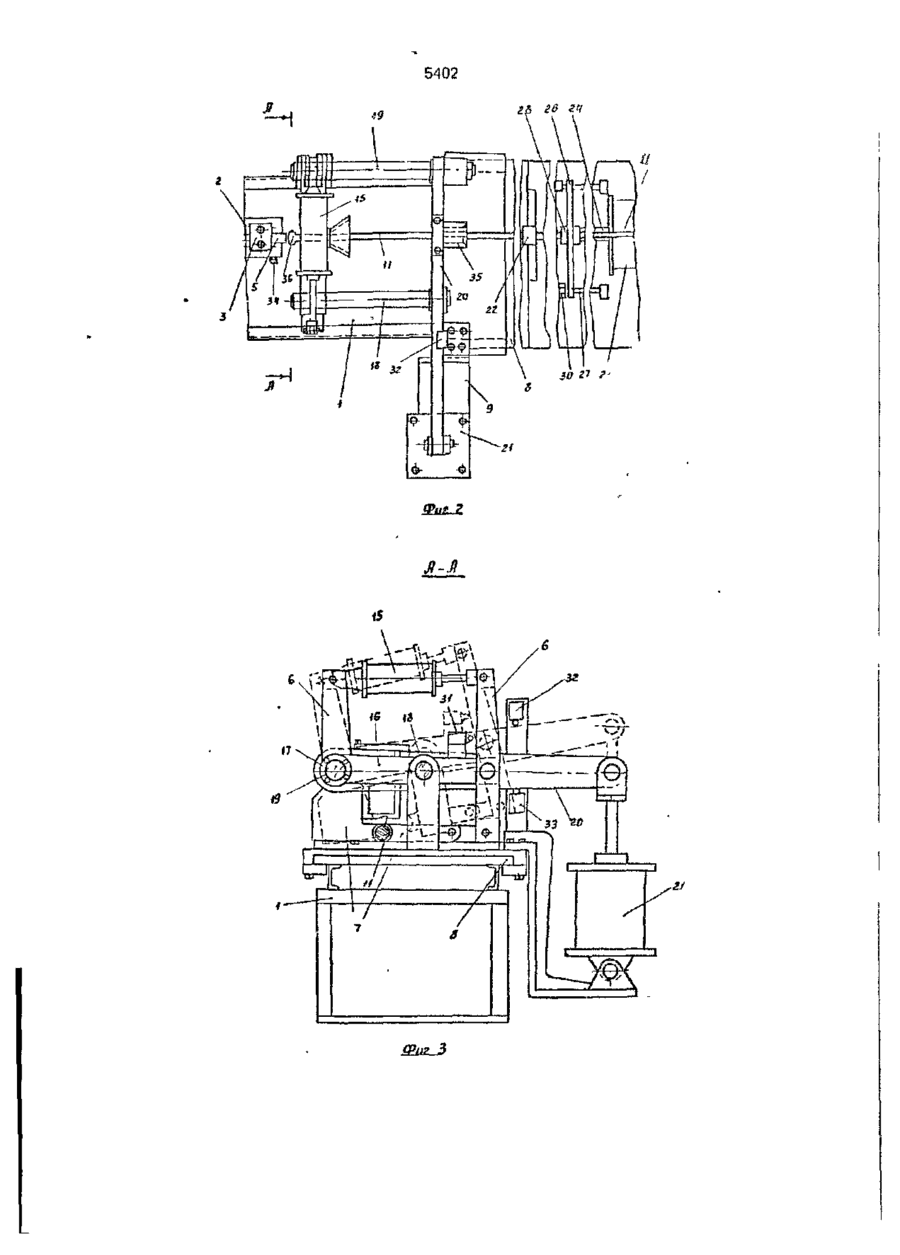
Устройство для высадки анкерных головок, включающее станину, на которой шарнирно установлены силовые рычаги с токоподводящими зажимами и приводом, высадочный электрод, о т л и ч а ю щ е е с я тем, что оно снабжено механизмом шаговой подачи арматурного стержня и отрезным механизмом с подвижным ножом, а силовые рычаги снабжены пазами с установленными в них штоками, один из которых жестко закреплен на подвижном ноже отрезного механизма, а второй выполнен в виде оси вращения силовых рычагов, при этом станина снабжена направляющими, в которых установлен с возможностью перемещения отрезной механизм. Изобретение относится к устройствам для образования анкерных головок на арматурных стержнях, применяемых для изготовления железобетонных конструкций. Известно устройство для высадки анкерных головок, включающее станину с направляющими, в которых установлен кронштейн с механизмом захвата арматурного стержня с токоподводами и механизмом управления его осадки, а также электродную пластину [1]. Наиболее близким по технической сущности является устройство для высадки анкерных головок, включающее станину, на которой шарнирно установлены силовые рычаги с токоподводящими зажимами и приводом, высадочный электрод [2]. Недостатком известных конструкций является необходимость выполнения дополнительных операций на специальном оборудовании по заготовке арматурных стержней заданной длины, а также поштучной их подаче в механизм захвата на высадку анкерной головки, что существенно снижает технологические возможности установок. Задачей изобретения является расширение технологических возможностей устройства для высадки анкерных головок благодаря совмещению механизмов заготовки арматурных стержней - подачи, правки, резки, с механизмом высадки анкерных головок. Поставленная задача решается благодаря тому, что устройство для выездки анкерных головок, включающее станину, на которой шарнирно установлены силовые рычаги с токоподводящими зажимами и приводом, а также высадочный электрод, согласно изобретению снабжено механизмом С > 5402 шяговой подачи арматурного стержня и отрезным механизмом с подвижным ножом, а силовые рычаги снабжены пазами с установленными о них штоками, один из ко орых жестко закреплен на подвижном ноже от- 5 резного механизма, а другой выполнен о виде оси вращения силовых рычагов, при этом станина снабжена направляющими, а которых установлен с возможностью перемещения отрезной механизм. 10 Оборудование устройства механизмом шаговой подачи и отрезным механизмом позволяет осуществлять заготовку арматурных стержней под высадку анкерных головок из прутковой или бухтовой арматуры на одной 15 установке. Оснащение силовых рычагов пазами с установленными в них штоками, один из которых жестко закреплен на подвижном ноже отрезного механизма, а другой выполнен в 20 виде оси вращения силовых рычагов, позволяет согласовать относительные перемещения последних и, тем самым, производить резку арматурного стержня с последующим точным захватом заготовки перед высадкой 25 анкерной головки. Установка отрезного механизма с возможностью перемещения в направляющих, закрепленных на станине, обеспечивает регулировку требуемой длины заготовок. 30 Сущность изобретения поясняется чер тежом, где на фиг.1 изображено предлагаемое устройство, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А фиг.2; на фиг.4 - кинематическая схема. 35 Устройство содержит станину 1, на которой в направляющих 2 установлен поршень 3 силового цилиндра 4 с высадочным электродом 5, силовые рычаги б с токоподводящими зажимами 7, а в направляющих 8 закреплен 40 отрезной механизм 9 На станине 1 смонтирован механизм шаговой подачи 10 арматурного стержня 11, а также правильные вертикальный 12 и горизонтальный 13 узлы. При использовании арматуры, уложен- 45 ной в бухты, устройство может быть снабжено бухтодержателе 14. Силовые рычаги 6 оборудованы приводом 15 и соединены звеном 16, в пазах 17 которого размещены с возможностью пере- 50 мещения ведущий и неподвижный штоки 18 и 19, жестко закрепленные на подвижном ноже 20 отрезного механизма 9, соединенного с приводом 21 Неподвижный шток 19 является осью вращения силовых рычагов 6 55 и подвижного ножа 20. Механизм шаговой подачи 10 арматурного стержня 11 включает в себя неподвижный цанговый захват 22, а также тянущий цилиндр 23 с прямым 24 и обратным 25 пор шнем На прямом поршне 24 установлена пластина 26 в продольных направляющих 27, снабженная цанговым захватом 28, а со стороны обратного поршня 25 на гмнине 1 смонтирован винтовой регулятор хода 29. Кроме того, устройство оборудовано системой автоматики и связанным с ней конечным выключателем 30 хода пластины 26, конечным выключателем 31, связанном с силовыми рычагами б, конечными выключателями 32 и 33 соответственно верхнего и нижнего положения ножа 20, а также конечным выключателем 23 поршня 3. Отрезной механизм 9 снабжен цилиндрическим ножом 35, в котором после резки остается арматурный стержень 11. Этот конец стержня при шаговой подаче преобразуется в анкерную головку 36. Устройство работает следующим образом. На бухтодержатель 14 загружают бухту арматурной проволоки, конец которой (или конец прямолинейных арматур* ых стержней 11) пропускают через правильный горизонтальный 13 и правильный вертикальный 12 узлы и вводят в цанговый захват 28 и 22. Винтом регулятора хода 29 устанавливают необходимую величину хода тянущего цилиндра 23. Отрезной механизм 9, перемещая в направляющих 8, закрепляют на заданном расстоянии от высадочного элект рода 5. При этом ведущий и неподвижный штоки 18 и 19 перемещаются в пазах 17 звена 16. Включают устройство. При движении прямого поршня 24 тянущего цилиндра 23 пластина 26 с цанговым захватом 28 перемещается в продольных направляющих 27 и подает арматурный стрежень 11 через цилиндрический нож 35 на обработку. Переднее крайнее положение пластины 26 фиксирует конечный выключатель 30, подающий сигнал на привод 15. Происходит зажим стержня 11 силовыми рычагами 6, при этом освобождается конечный выключатель 31 и подается сигнал на привод21 отрезного механизма 9. Подвижный нож 20, перемещаясь в нижнее положение, производит резку стержня 11 и одновременно переводит связанные с ним штоками 18 и 19 силовые рычаги 6 с отрезком арматуры в позицию высадки анкерной головки. Ход вниз подвижного ножа 20 освобождает конечный выключатель 32, подается сигнал на тянущий цилиндр 23, который перемещает пластину 26 с цанговым захватом 28 назад. Нижнее положение подвижного ножа 20 фиксируется конечным выключателем 33, включающим силовой цилиндр 4. Поршень 3 последнего перемещается к ар 5-102 поршень 3 в исходное положение; на принод матерному стержню 11. При этом подается 21, поднимающий подвижный нож 20 и ги~ напряжение на высадочный электрод 5 и ловые рычаги 6 в верхнее положение, а тактокоподводящие зажимы 7. Под постоянным же на тянущий цилиндр 23 Цикл работы действием сил поршня 3 металл по мере устройства повторяется. нагрева сминается, образуя анкерную головку 36 на стержне 11. Крайнее переднее Предлагаемое устройство позволяет в положение поршня 3, соответствующее сравнении с известными совместить операокончанию высадки головки 36, фиксируется ции подготовки арматурного стержня и выконечным выключателем 34. Подается сигсадки анкерной головки на одной установке, нал одновременно на привод 15 силовых 10 выполнять их в автоматическом режиме, а рычагов 6, которые раскрываясь, выпускают также применять арматуру как прутковую, готовый стержень 11 с'анкерной головкой так и в бухте. При этом возможна регулиров36; на силовой цилиндр 4, возвращающий ка длины заготовок в широком диапазоне. 15 5402 Фи?.. Z Л-Я 5402 \ї її Упорядник Замовлення С.Крайній Техред М.Моргентал Коректор А.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м, Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for blasting anchor heads
Автори англійськоюOliinyk Stepan Adamovych, Tymoshenko Ivan Petrovych, Krainii Serhii Valentynovych, Breheda Vitalii Danylovych
Назва патенту російськоюУстройство для взрывания анкерных головок
Автори російськоюОлийник Степан Адамович, Тимошенко Иван Петрович, Крайний Сергей Валентинович, Брегеда Виталий Данилович
МПК / Мітки
МПК: E04G 21/12
Мітки: анкерних, головок, пристрій, висаджування
Код посилання
<a href="https://ua.patents.su/6-5402-pristrijj-dlya-visadzhuvannya-ankernikh-golovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для висаджування анкерних головок</a>
Пристрій дообрізки бурячних головок до бурякозбиральних машин
Номер патенту: 2175
Опубліковано: 26.12.1994
Автор: Херберт Люс
МПК: A01D 23/02, A01D 23/00
Мітки: пристрій, головок, бурячних, машин, бурякозбиральних, дообрізки
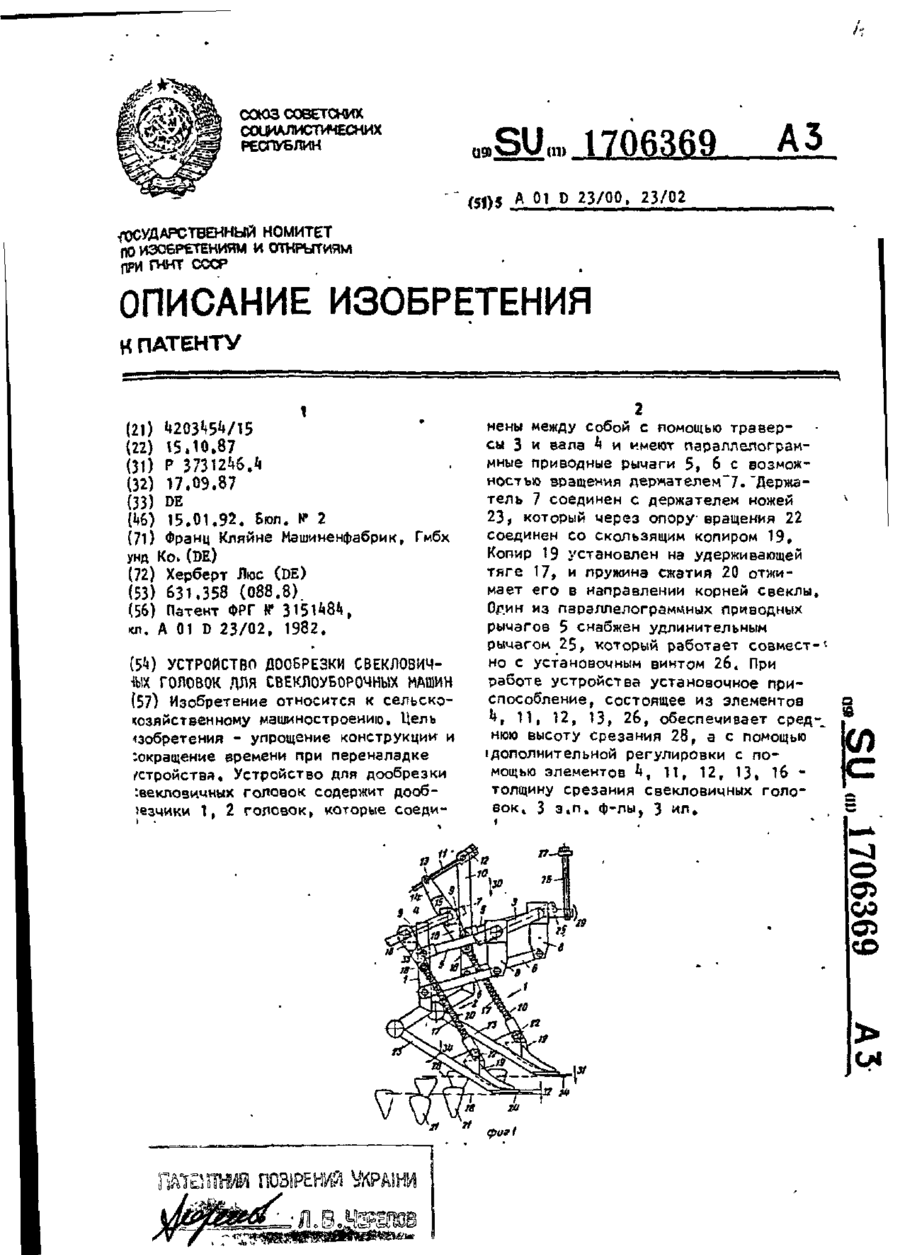
Формула / Реферат:
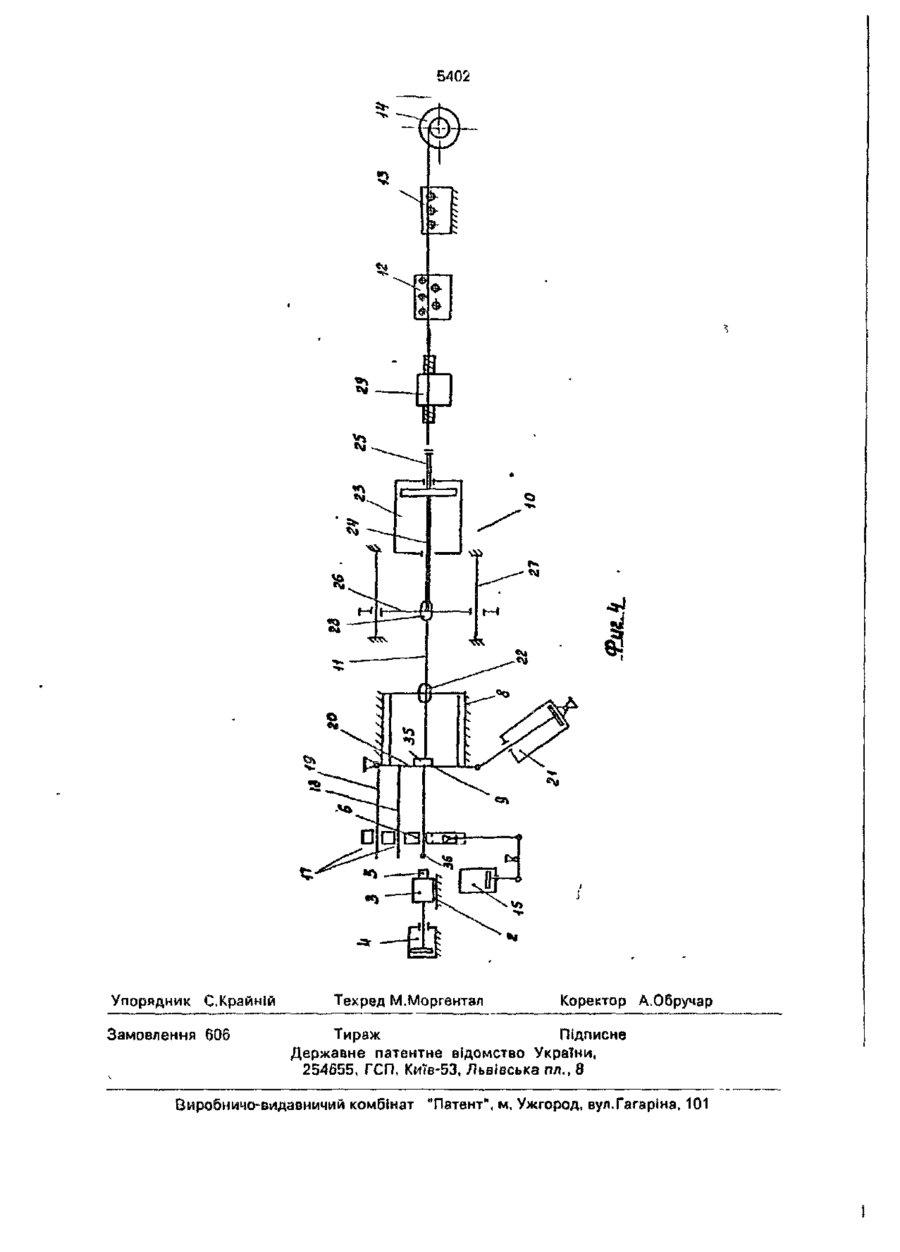
1. Устройство дообрезки свекловичных головок для свеклоуборочных машин, содержащее дообрезчик головок, который имеет подвешенный с возможностью поворота на двух рычагах паралле-лограммного механизма и переставляемый по высоте с помощью установочного приспособления подпружиненный держатель, на котором имеется нож для обрезки головок и удерживающая подпружиненная тяга, соединенная со скользящим копиром, при этом установочное приспособление...
Пристрій для миття головок сиру
Номер патенту: 1974
Опубліковано: 20.12.1994
Автори: Огінський Володимир Володимирович, Самбуров Анатолій Яковлевич, Поповіч Борис Данилович, Гагарін Віктор Миколаєвич
МПК: A01J 25/00
Мітки: миття, пристрій, головок, сиру
Формула / Реферат:
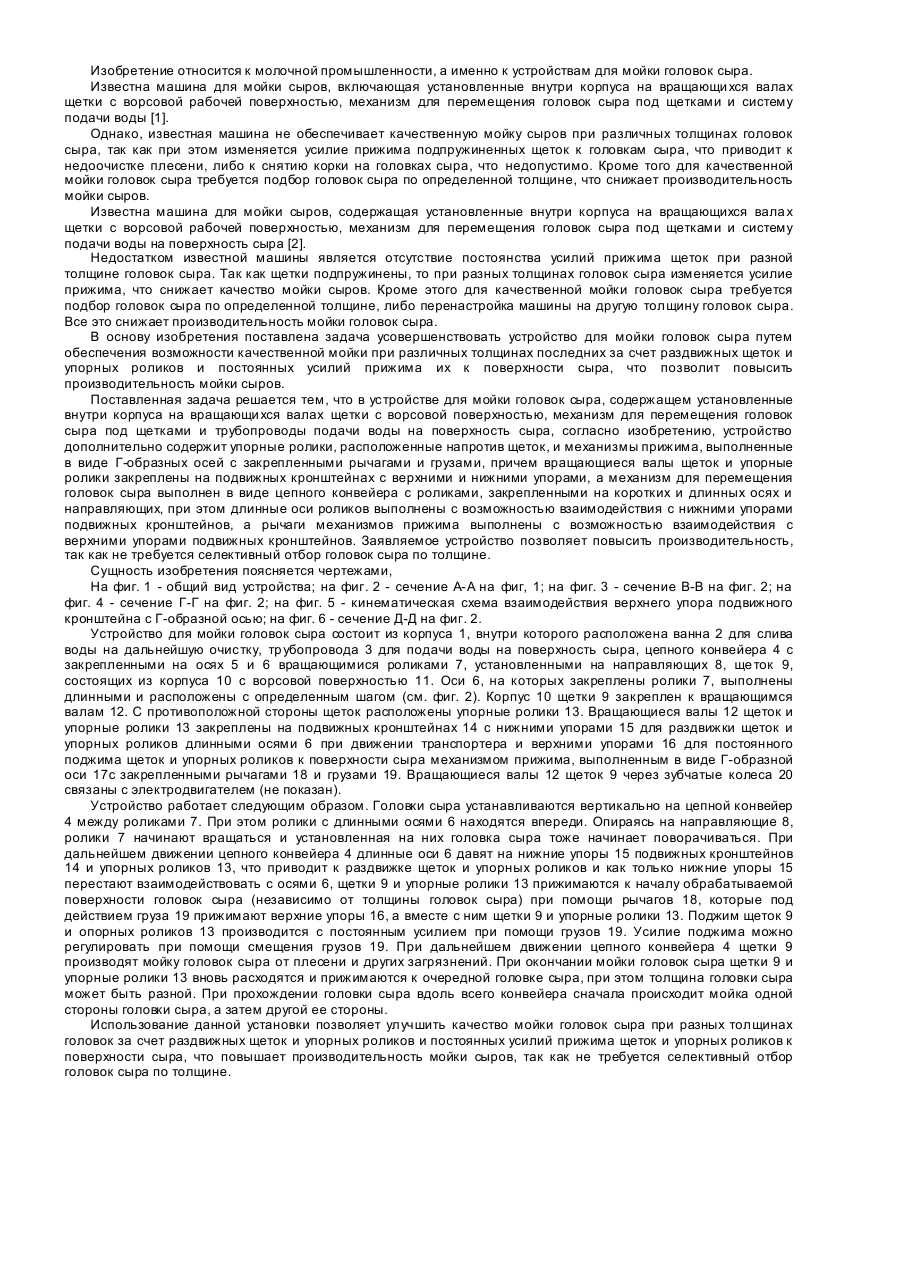
Устройство для мойки головок сыра, содержащее установленные внутри корпуса на вращающихся валах щетки с ворсовой поверхностью, механизм для перемещения головок сыра под щетками и трубопроводы подачи воды на поверхность сыра, отличающееся тем, что устройство дополнительно содержит упорные ролики, расположенные напротив щеток, и механизмы прижима, выполненные в виде Г-образных осей с закрепленными рычагами и грузами, причем вращающиеся валы...
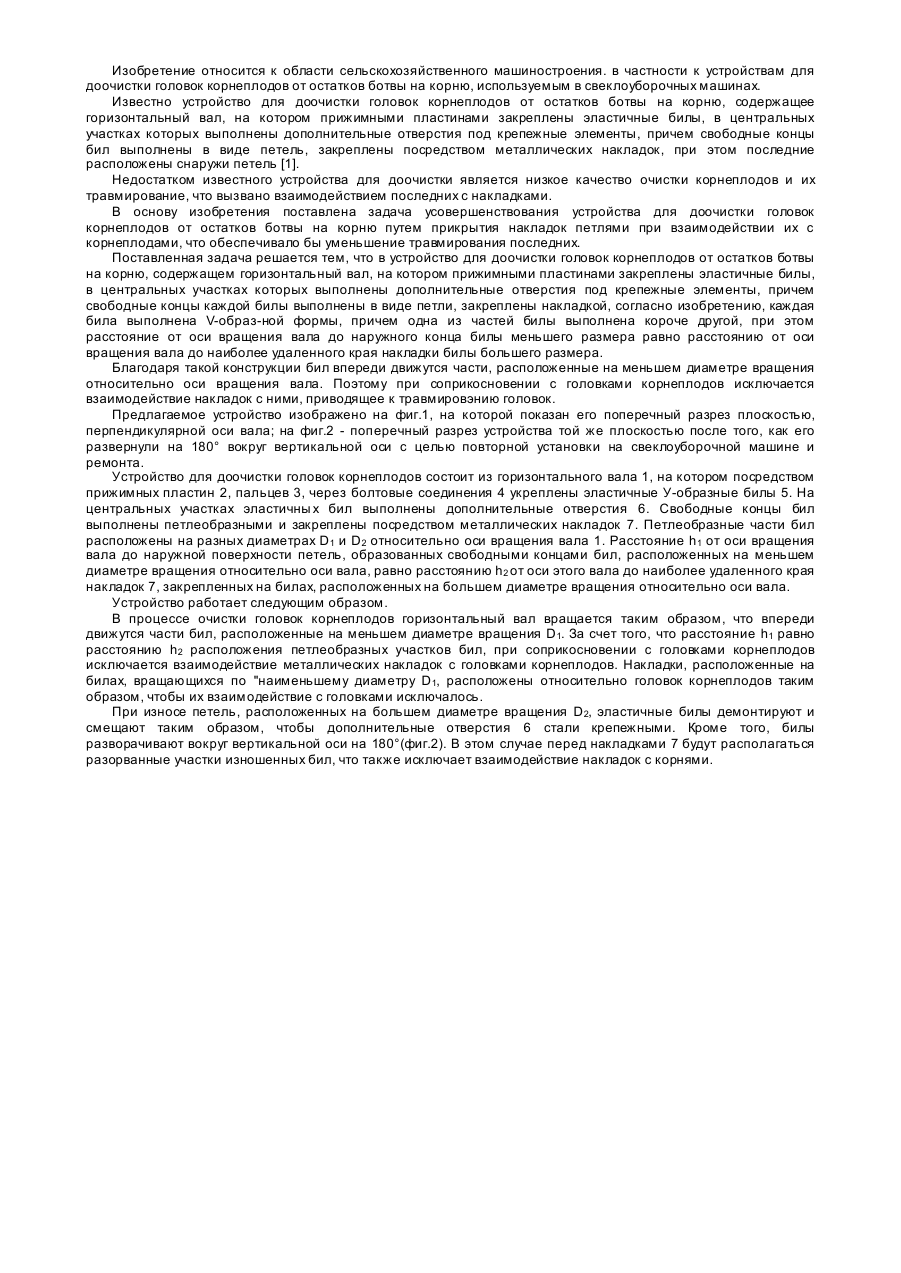
Пристрій для доочищення головок коренеплодів від залишків гички на корені
Номер патенту: 3205
Опубліковано: 26.12.1994
Автори: Данильченко Михайло Григорович, Чернявський Спиридон Васильович, Мартиненко Володимир Якимович, Присько Богдан Іванович, Гевко Роман Богданович
МПК: A01D 23/02
Мітки: корені, гички, головок, пристрій, залишків, коренеплодів, доочищення
Формула / Реферат:
Устройство для доочистки головок корнеплодов от остатков ботвы на корню, содержащее горизонтальный вал, на котором прижимными пластинамизакреплены эластичные билы, в центральных участках которых выполнены дополнительные отверстия под крепежные элементы, причем свободные концы каждой билы выполнены в виде петли, закреплены накладкой, отличающееся тем, что каждая била выполнена У-образной формы, причем одна из частей билы выполнена короче...
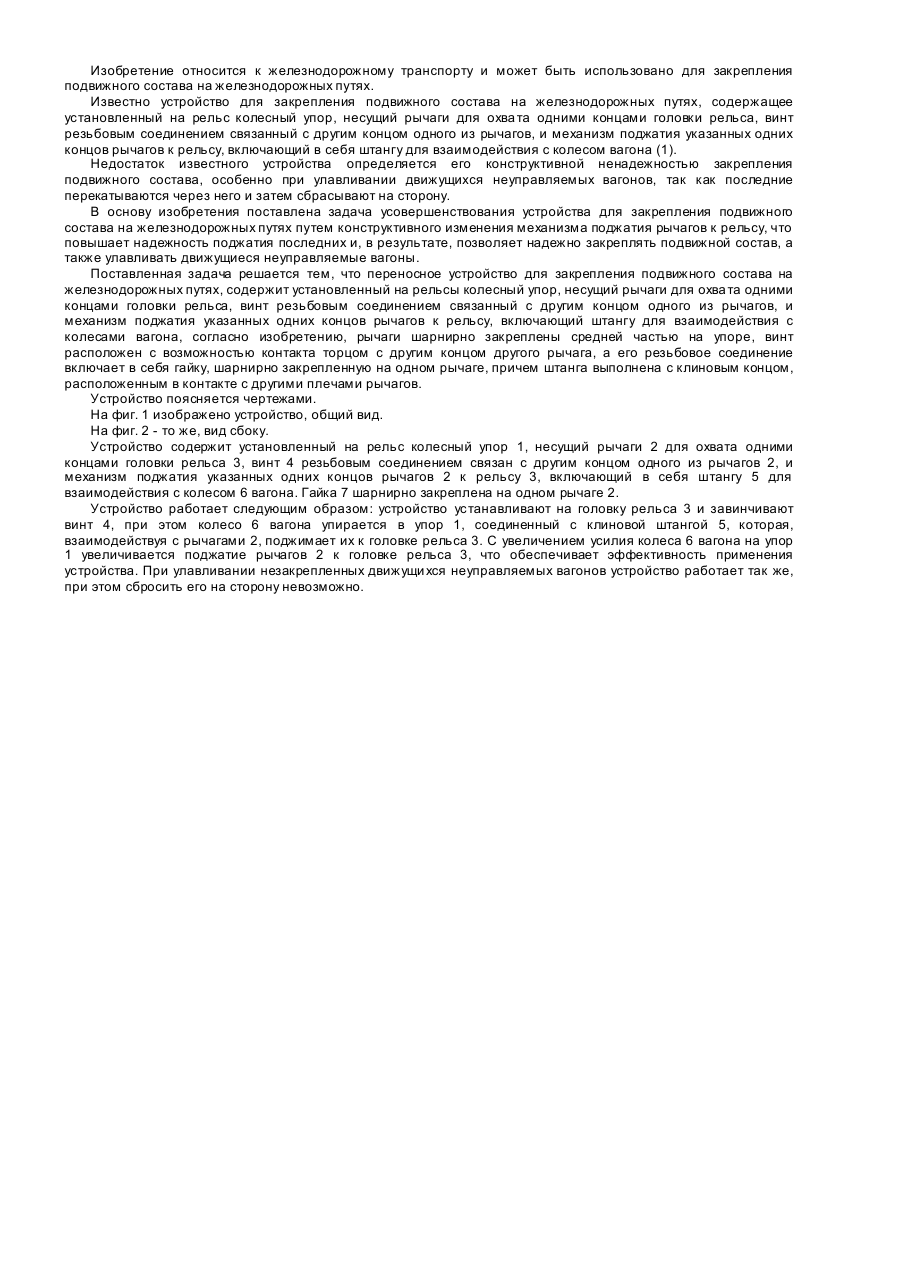
Переносний пристрій для закріплення рухомого складу на залізничних коліях
Номер патенту: 3075
Опубліковано: 26.12.1994
Автори: Чеботарьов Григорій Аврамович, Шумейко Василь Андрійович
МПК: B61K 7/00
Мітки: переносний, складу, пристрій, коліях, рухомого, залізничних, закріплення
Формула / Реферат:
Переносное устройство для закрепления состава на железнодорожных путях, содержащее установленный на рельсы колесный упор, несущий рычаги для охвата одними концами головку рельса, винт, резьбовым соединением связанный с другим концом одного из рычагов, и механизм поджатия указанных одних концов рычагов к рельсу, включающий в себя штангу для взаимодействия с колесом вагона, отличающееся тем, что рычаги шарнирно закреплены средней частью на...
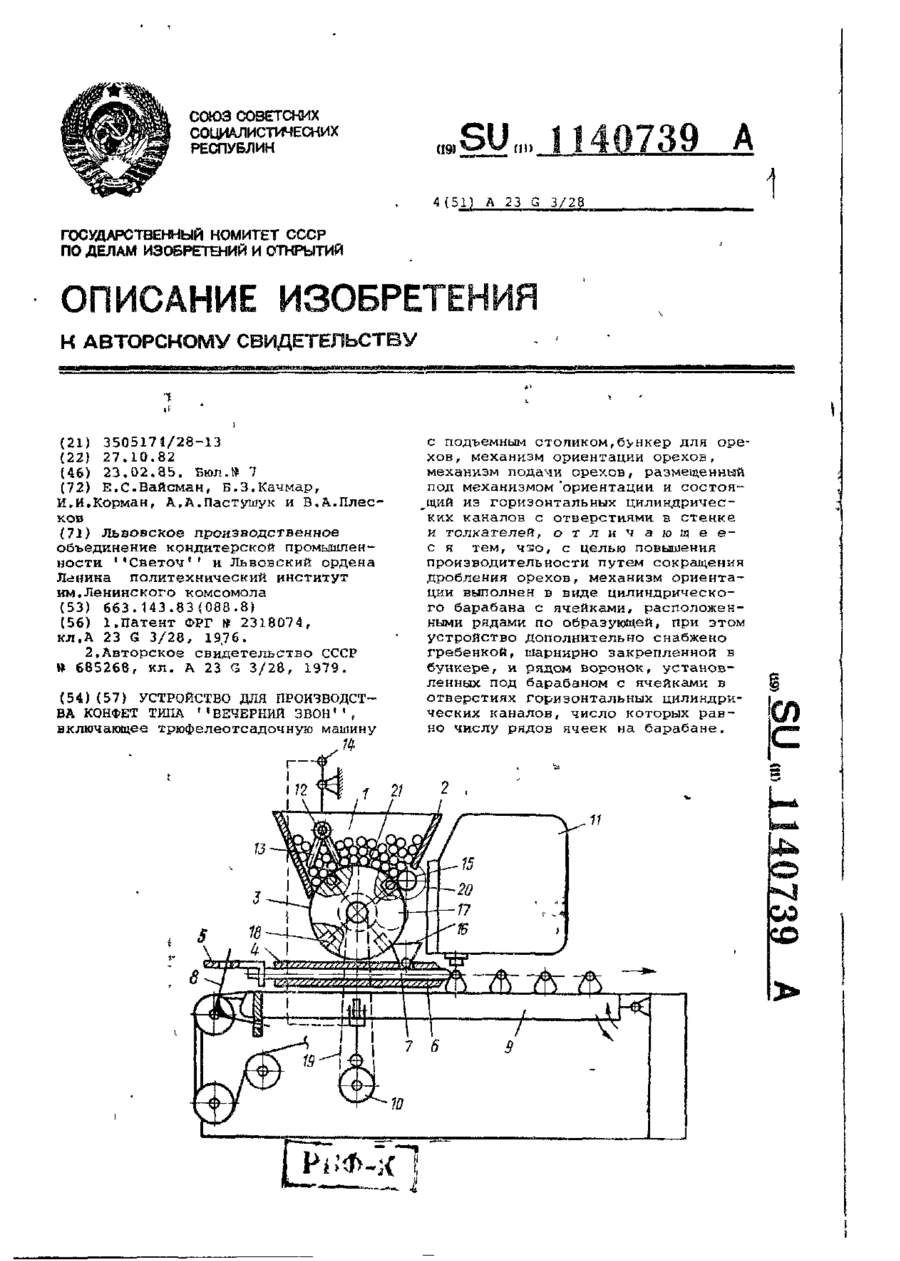
Пристрій для виробництва цукерок типу “вечірній дзвін”
Номер патенту: 4301
Опубліковано: 27.12.1994
Автори: Качмар Богдан Зіновійович, Плєсков Володимир Анатолійович, Пастушук Олексій Олексійович, Вайсман Євген Сандович, Корман Йосип Ісаакович
МПК: A23G 3/28
Мітки: виробництва, вечірній, дзвін, пристрій, цукерок, типу
Формула / Реферат:
Устройство для производства конфет типа «Вечерний звон», включающее трюфелеотсадочную машину с подъемным столиком, бункер для орехов, механизм ориентации орехов, механизм подачи орехов, размещенный под механизмом ориентации и состоящий из горизонтальных цилиндрических каналов с отверстиями в стенке и толкателей, отличающееся тем, что, с целью повышения производительности путем сокращения дробления орехов, механизм ориентации выполнен в...
Попередній патент: Пристрій для управління стопорами шахтної кліті
Наступний патент: Спосіб запобігання динамічним та газодинамічним явищем при розробці ударно- і викидонебезпечних вугільних пластів
Випадковий патент: Спосіб вибору реконструктивно-відновлювального та пластичного оперативного втручання у хворих на рак молочної залози