Пристрій для моделювання процесів нанесення гальванічних покриттів
Номер патенту: 59335
Опубліковано: 10.05.2011


Формула / Реферат
Пристрій для моделювання процесів нанесення гальванічних покриттів, що складається з гальванічної ванни, катода, анода, який виконано у вигляді трьох ізольованих між собою секцій, кожна із яких має комірку із діелектричного матеріалу і підключена до позитивної клеми відповідного джерела живлення, що регулюється, від'ємна клема якого підключена до катода, трьох ланцюгів, кожний із яких складається із послідовно з'єднаних датчика густини струму, блока переробки сигналів датчика, блока регулювання густини струму і регульованого джерела живлення, обчислювальної машини, блока визначення середньої густини струму, трьох аналого-цифрових перетворювачів, трьох датчиків вимірювання товщини покриттів, блока визначення середньої товщини покриття, датчиків концентрацій складових електроліту, блока порівняння, дозаторів, двох цифро-аналогових перетворювачів, таймера, двох комутаторів, причому виходи датчиків вимірювання товщини через перший комутатор підключені до відповідних входів блока визначення середньої товщини покриття, який через аналого-цифровий перетворювач під'єднаний до першого входу обчислювальної машини, яка своїм першим виходом під'єднана до другого входу комутатора, виходи першого комутатора з'єднані також із входами аналого-цифрового перетворювача, а виходи датчиків концентрацій складових електроліту підключені до входів блока порівняння, а через аналого-цифровий перетворювач - до другого входу обчислювальної машини, дозатори з'єднані із виходом блока порівняння, другий вхід якого через цифро-аналоговий перетворювач підключено до другого виходу обчислювальної машини, третій вихід якої через цифро-аналоговий перетворювач під'єднаний до входів блоків регулювання густини струму, четвертий вихід через другий комутатор - до входів регульованих джерел живлення, при цьому третій вхід обчислювальної машини через блок визначення середньої густини струму та аналого-цифровий перетворювач з'єднаний з датчиками густини струму, четвертий вхід і п'ятий вихід машини з'єднані з таймером, який відрізняється тим, що додатково введені третій комутатор і перемикач режимів роботи, причому входи комутатора під'єднані до виходів першого комутатора та перемикача режимів роботи, який входом і другим виходом з'єднаний з обчислювальною машиною.
Текст
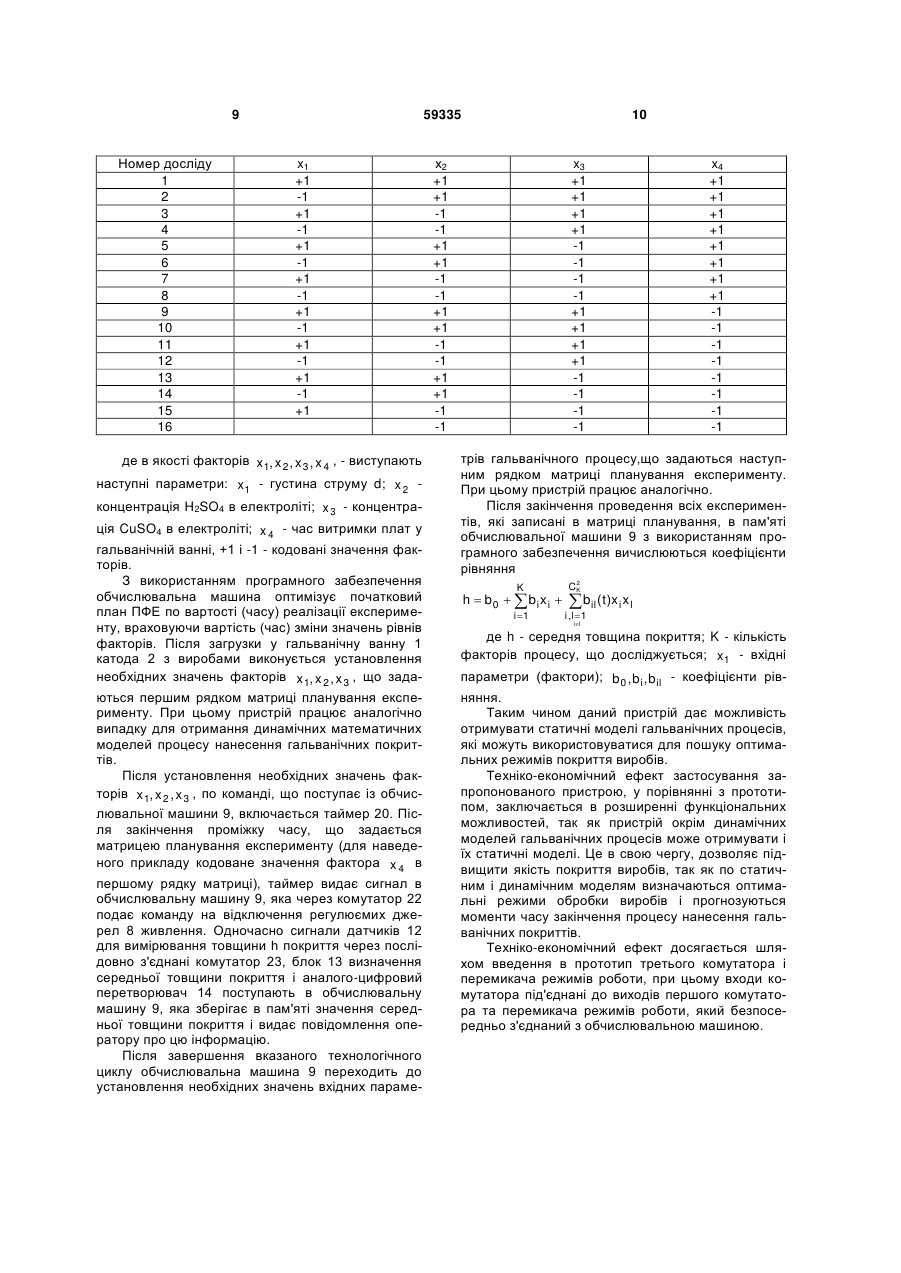
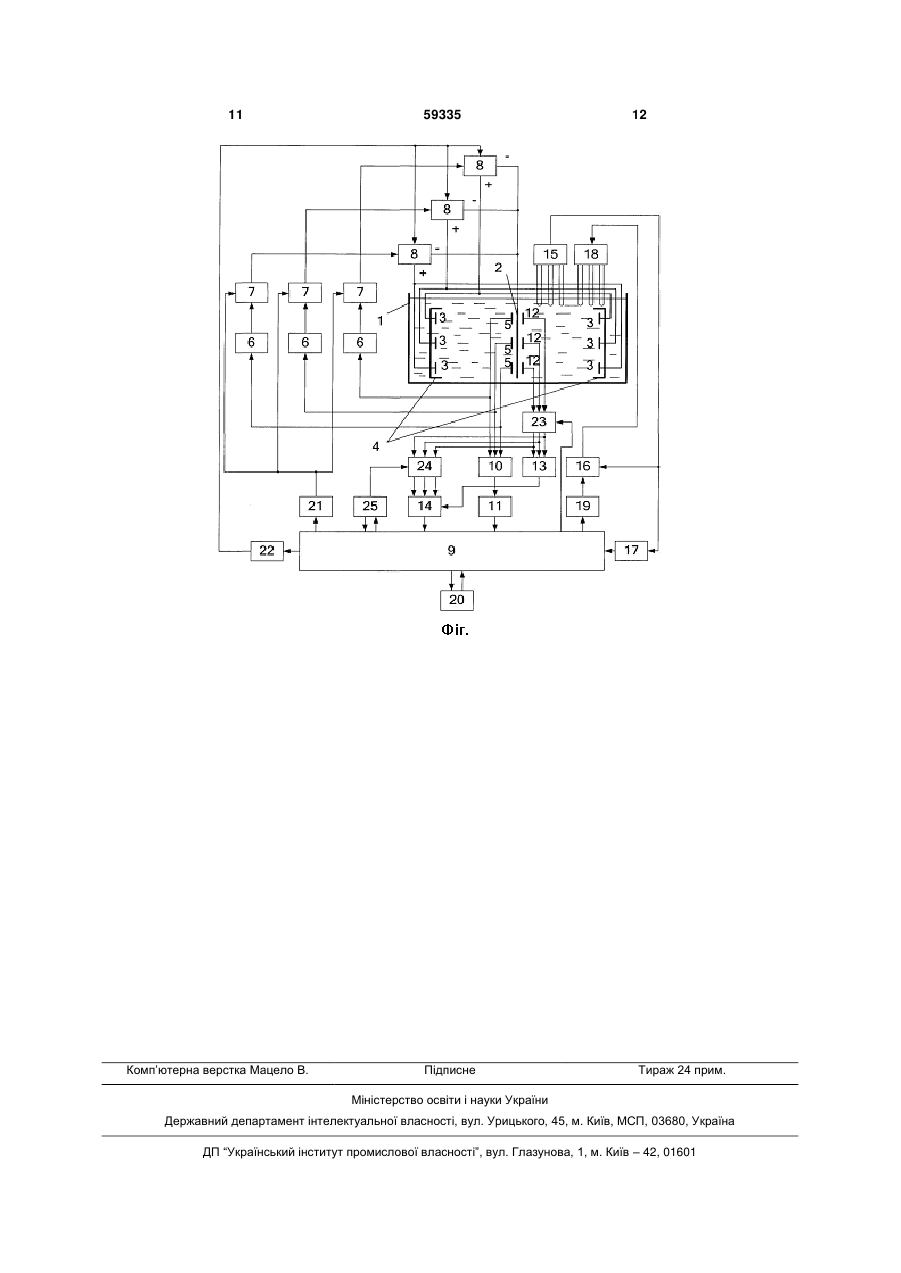
Пристрій для моделювання процесів нанесення гальванічних покриттів, що складається з гальванічної ванни, катода, анода, який виконано у вигляді трьох ізольованих між собою секцій, кожна із яких має комірку із діелектричного матеріалу і підключена до позитивної клеми відповідного джерела живлення, що регулюється, від'ємна клема якого підключена до катода, трьох ланцюгів, кожний із яких складається із послідовно з'єднаних датчика густини струму, блока переробки сигналів датчика, блока регулювання густини струму і регульованого джерела живлення, обчислювальної машини, блока визначення середньої густини струму, трьох аналого-цифрових перетворювачів, трьох датчиків вимірювання товщини покриттів, блока визначення середньої товщини покриття, датчиків концентрацій складових електроліту, блока порівняння, дозаторів, двох цифро-аналогових перетворювачів, таймера, двох комутаторів, причому виходи датчиків вимірювання товщини через U 2 59335 1 3 лого-цифровий перетворювач - датчики густини струму, через цифроаналоговий перетворювач другі входи блоків регулювання густини струму, а через комутатор - другі входи регулюємих джерел живлення [А.С. СРСР №1649847, М.кл. C25D21/12, заявл. 17.10.89, зареєстр. 15.01.1991р.]. Недоліком цього пристрою є відсутність можливості отримання динамічних моделей процесів нанесення гальванічних покриттів, які можна використовувати для оптимізації і прогнозування режимів покриття виробів. Найбільш близьким до запропонованої корисної моделі є пристрій для нанесення гальванічних покриттів, що складається з гальванічної ванни, катода, який виконано у вигляді трьох ізольованих між собою секцій, кожна із яких має комірку із діелектричного матеріалу і підключена до позитивної клеми відповідного регульованого джерела живлення, від'ємна клема якого підключена до катода, трьох ланцюгів, кожний із яких складається із послідовно з'єднаних датчика густини струму, блока переробки сигналів датчика, блока регулювання густини струму і регульованого джерела живлення, обчислювальної машини, блока визначення середньої густини струму, трьох аналогоцифрових перетворювачів, трьох датчиків вимірювання товщини покриттів, блока визначення середньої товщини покриття, датчиків концентрації складових електроліту, блока порівняння, дозаторів, двох цифроаналогових перетворювачів, таймера, двох комутаторів, причому виходи датчиків вимірювання товщини через перший комутатор підключені до відповідних входів блока визначення середньої товщини покриття, який через аналогоцифровий перетворювач під'єднаний до першого входу обчислювальної машини, яка своїм першим виходом під'єднана до другого входу комутатора, виходи першого комутатора з'єднані також із входами аналого-цифрового перетворювача, а виходи датчиків концентрацій складових електроліту підключені до входів блока порівняння, а через аналого-цифровий перетворювач - до другого входу обчислювальної машини, дозатори з'єднані із виходом блока порівняння, другий вхід якого через цифроаналоговий перетворювач підключено до другого виходу обчислювальної машини, третій вихід якої через цифроаналоговий перетворювач під'єднаний до входів блоків регулювання густини струму, четвертий вихід через другий комутатор до входів регулюємих джерел живлення, при цьому третій вхід обчислювальної машини через блок визначення середньої густини струму та аналогоцифровий перетворювач з'єднаний з датчиками густини струму, четвертий вхід і п'ятий вихід машини з'єднані з таймером [А.С. СРСР № 1732700, М.кл. C25D21/12, заявл. 25.06.90, зареєстр. 08.01.1992 р.]. Недоліком цього пристрою є відсутність можливості отримання статичних моделей процесів нанесення гальванічних покриттів, які можна використовувати для оптимізації режимів покриття виробів. В основу корисної моделі поставлена задача розширення функціональних можливостей пристрою для нанесення гальванічних покриттів. 59335 4 Для досягнення визначеної мети пропонується пристрій для моделювання процесів нанесення гальванічних покриттів, що складається з гальванічної ванни, катода, який виконано у вигляді трьох ізольованих між собою секцій, кожна із яких має комірку із діелектричного матеріалу і підключена до позитивної клеми відповідного регульованого джерела живлення, від'ємна клема якого підключена до катода, трьох ланцюгів, кожний із яких складається із послідовно з'єднаних датчика густини струму, блока переробки сигналів датчика, блока регулювання густини струму і регульованого джерела живлення, обчислювальної машини, блока визначення середньої густини струму, трьох аналого-цифрових перетворювачів, трьох датчиків вимірювання товщини покриттів, блока визначення середньої товщини покриття, датчиків концентрації складових електроліту, блока порівняння, дозаторів, двох цифроаналогових перетворювачів, таймера, двох комутаторів, причому виходи датчиків вимірювання товщини через перший комутатор підключені до відповідних входів блока визначення середньої товщини покриття, який через аналогоцифровий перетворювач під'єднаний до першого входу обчислювальної машини, яка своїм першим виходом під'єднана до другого входу комутатора, виходи першого комутатора з'єднані також із входами аналого-цифрового перетворювача, а виходи датчиків концентрацій складових електроліту підключені до входів блока порівняння, а через аналого-цифровий перетворювач - до другого входу обчислювальної машини, дозатори з'єднані із виходом блока порівняння, другий вхід якого через цифроаналоговий перетворювач підключено до другого виходу обчислювальної машини, третій вихід якої через цифро аналоговий перетворювач під'єднананий до входів блоків регулювання густини струму, четвертий вихід через другий комутатор - до входів регулюємих джерел живлення, при цьому третій вхід обчислювальної машини через блок визначення середньої густини струму та аналого-цифровий перетворювач з'єднаний з датчиками густини струму, четвертий вхід і п'ятий вихід машини з'єднані з таймером, в якому згідно з корисною моделлю додатково введені третій комутатор і перемикач режимів роботи, причому входи комутатора під'єднані до виходів першого комутатора та перемикача режимів роботи, який входом і другим виходом з'єднаний з обчислювальною машиною. Введення таких додаткових елементів як третій комутатор і перемикач режимів роботи, а також підключення входів цього комутатора до виходів першого комутатора та перемикача режимів роботи, який входом і другим виходом з'єднані з обчислювальною машиною, дає можливість крім динамічних моделей отримувати і статичні моделі процесів нанесення гальванічних покриттів. На фіг. зображена функціональна схема пристрою для моделювання процесів нанесення гальванічних покриттів. Пристрій для моделювання процесів нанесення гальванічних покриттів складається із ванни 1, катода 2, анода у вигляді ізольованих між собою секцій 3, розміщених в комірках 4, виконаних із 5 діелектричного метеріалу, що не розчиняється і не взаємодіє з електролітом, датчиків 5 густини струму, які розміщуються на глибині ванни 1, відповідній місцеположенню крайніх і середній частинам виробу, що покривається. Вихід кожного датчика 5 густини струму підключений до відповідного ланцюга, що складається із послідовно з'єднаних блока 6 переробки сигналів датчика, блока 7 регулювання густини струму, регульованого джерела 8 живлення. При цьому кожне із джерел 8 живлення підключено позитивною клемою до відповідної секції анода, а від'ємною - до катода. Крім цього, виходи датчиків 5 густини струму підключені до виходу обчислювальної машини 9 через послідовно з'єднані блок 10 визначення середньої густини струму та аналого-цифровий перетворювач 11. В гальванічній ванні 1 розміщені датчики 12 вимірювання товщини покриття, розміщення яких аналогічно розміщенню датчиків 5 густини струму. Входи і вихід блока 13 визначення середньої товщини покриття через аналогоцифровий перетворювач 14 підключені до обчислювальної машини 9. Датчики 15 концентрацій складових електроліту, що розміщенні у ванні 1, безпосередньо з'єднані з входами блока 16 пристроїв порівняння, а через аналого-цифровий перетворювач 17 - до обчислювальної машини 9. Дозатори 18 розміщені у ванні 1 і підключені до виходів блока 16 пристроїв порівняння, другі входи яких через цифроаналоговий перетворювач 19 підключені до обчислювальної машини 9. Таймер 20 підключений до обчислювальної машини 9 безпосередньо, другі входи блоків 7 регулювання густини струму - через цифроаналоговий перетворювач 21, а другі входи регулюємих джерел 8 живлення - через комутатор 22. Комутатор 23 своїми входами підключений до датчиків 12 для визначення товщини покриття і обчислювальної машини 9, а виходами - до блока 13 визначення середньої товщини покриття і комутатора 24, виходи якого через аналого-цифровий перетворювач 14 підключені до обчислювальної машини 9. Перемикач 25 режимів роботи безпосередньо з'єднаний з обчислювальною машиною 9 і комутатором 24. Пристрій працює наступним чином. Для отримання динамічних математичних моделей процеса нанесення гальванічних покриттів перемикач 25 режимів роботи включає обчислювальну машину 9 і комутатор 24, який підключає виходи комутатора 23 на вхід аналого-цифрового перетворювача 14. На основі апріорної інформації про гальванічний процес обчислювальна машина 9, використовуючи програмне забезпечення, вибирає початковий план експерименту і синтезує в пам'яті матрицю планування експерименту. Наприклад, для процесу гальванічного міднення печатних плат в якості факторів, що входять в план експерименту, можуть виступати наступні параметри: x 1 - густина струму d; x 2 - концентрація H2SO4 в електроліті; x 3 - концентрація CuSO4 в електроліті. 59335 6 Матриця планування початкового плану повного факторного експерименту (ПФЕ) наведена у вигляді таблиці, де +1 і -1 - кодовані значення факторів. Номер досліду 1 2 3 4 5 6 7 8 x1 +1 -1 +1 -1 +1 -1 +1 -1 х2 +1 +1 -1 -1 +1 +1 -1 -1 x3 +1 +1 +1 +1 -1 -1 -1 -1 З використанням програмного забезпечення обчислювальна машина оптимізує початковий план по вартості (часу) реалізації експерименту, враховуючи вартості (час) зміни значень рівнів факторів. При загрузці у гальванічну ванну 1 катода 2 з виробами вихідні сигнали датчиків 5 густини струму, пропорційні місцевим густинам струму гальванічної ванни, поступають у відповідні блоки 6 переробки сигналів, а після підсилення в указаних блоках поступають у відповідні блоки 7 регулювання густини струму. В блоках 7 відповідні локальні густини струму, що виміряні датчиками 5, порівнюються із заданим значенням густини струму, яке поступило із обчислювальної машини 9 через цифроаналоговий перетворювач 21 і відповідає кодованому значенню фактора х1 в першому рядку матриці планування експерименту. У випадку непогодження сигналів видається команда на відповідне регулюєме джерело 8 живлення для усунення невідповідності, що виникла, шляхом збільшення або зменшення струму на відповідній ділянці ванни 1. Після цього сигнали з датчиків 5 густини струму поступають в блок 10 визначення середньої густини струму, обчислене значення середньої густини струму через аналогоцифровий перетворювач 11 поступає в обчислювальну машину 9, яка видає повідомлення оператору про значення середньої густини струму в гальванічній ванні 1. Одночасно із датчиків 15 концентрації складових електроліту в блок 16 пристроїв порівняння поступають сигнали, що несуть інформацію про поточні значення концентрацій. В блоці 16 виконується автоматичне порівняння поточних значень концентрацій складових електроліту з їх необхідними значеннями, що задаються матрицею планування експерименту (для наведеного прикладу кодовані значення факторів x 2 , x 3 у першому рядку матриці) і поступають з обчислювальної машини 9 через цифроаналоговий перетворювач 19 на другі входи вказаних пристроїв порівняння. У випадку непогодження сигналів видається команда на відповідний дозатор 18, який вприскує необхідну дозу складової електроліту. Після усунення невідповідності інформація про концентрацію складових електроліту поступає через аналого-цифровий перетворювач 17 до обчислювальної машини 9, яка видає оператору пові 7 59335 домлення про значення концентрацій. Після установлення необхідних значень факторів x 1, x 2 , x 3 , що задаються першим рядком матриці планування експерименту, по команді, що поступає із обчислювальної машини 9, включається таймер 20. Одночасно таймер подає сигнал в обчислювальну машину, по команді якої комутатор 23 під'єднує датчики 12 для вимірювання товщини h покриття до блока 13 визначення середньої товщини покриття і через комутатор 24 до аналого-цифрового перетворювача 14. З виходу перетворювача 14 поточні значення товщини h покриття в локальних місцях виробу, що обробляється, і значення середньої товщини покриття поступають в обчислювальну машину 9, яка зберігає в пам'яті вказані значення і видає повідомлення оператору про цю інформацію. Після вимірювання та записування в пам'ять обчислювальної машини вказаних значень товщини h покриття комутатор 23 відключає датчики 12 від блоків 13 і 14. Так як для динамічних технологічних процесів характерні зміни вихідного параметра, наприклад товщини покриття h, в часі, тому необхідно його вимірювання в дискретні моменти часу t на протязі всього виробничого циклу T1 . Тому через момент , що пройшов після чергового виміру величини h1 , таймер 20 подає сигнал в обчислювальну машину 9, яка через комутатор 23 знову підключає датчики 12 до блока 13 і через комутатор 24 до блока 14. Таким же чином в дискретні моменти часу t на протязі циклу Т1 вимірюються величини параметра h. Після завершення технологічного циклу таймер подає сигнал в обчислювальну машину 9, яка видає через комутатор 22 сигнал на відключення регулюємих джерел 8 живлення. Потім обчислювальна машина 9 переходить до установлення необхідних 8 значень вхідних параметрів гальванічного процесу, що задаються наступним рядком матриці планування експерименту. При цьому пристрій працює аналогічно. Після закінчення проведення всіх експериментів, що записані в матриці планування, на основі отриманих результатів в пам'яті обчислювальної машини 9 з використанням програмного забезпечення визначаються коефіцієнти регресії для кожного моменту часу t . За визначеними для кожного моменту часу значеннями коефіцієнтів рівняння, що перевірені на значущість і адекватність, знаходяться функції b i ( t ) . В результаті роботи пристрою отримуються динамічні моделі технологічного процесу у вигляді: K 2 CK i 1 i ,l 1 h b 0 ( t ) b i ( t )x i bil (t )x i x l il K 2 CK i 1 i ,l 1 / h1 b 0 ( t ) b i/ ( t )x i // h2 b0 (t) K bi// ( t )x i i 1 / bil (t )x i x l il 2 CK // bil (t )x i x l i ,l 1 il K 2 CK i 1 i ,l 1 /// h 3 b 0 ( t ) b i/// ( t )x i /// bil (t )x i x l il де h, h1, h 2 , h 3 , - відповідно середня товщина покриття, товщини покриття у верхній, середній і нижній ділянках виробу; K - кількість факторів x i - процесу, що досліджується; x i - вхідні параметри (фактори); / / // // /// /// b0 ( t ),bi ( t ),bil ( t ),b0 ( t ),bi/ ( t ),bil ( t ),b0 ( t ),bi// ( t ),bil ( t ),b0 ( t ),bi/// ( t ),bil ( t ) - коефіцієнти відповідних рівнянь. Таким чином запропонований пристрій дає можливість получати динамічні математичні моделі, що дозволяють в зацікавленій області факторного простору прогнозувати значення вихідних відгуків в різні моменти часу виробничого циклу T1 і визначити оптимальні режими покриття виробів. Для отримання статичних математичних моделей процесів нанесення гальванічних покриттів перемикач 25 режимів роботи включає обчислювальну машину 9 і виключає комутатор 24, який відключає виходи комутатора 23 від входів аналого-цифрового перетворювача 14. На основі апріорної інформації про гальванічний процес обчислювальна машина 9, використовуючи програмне забезпечення вибирає план експерименту і синтезує в пам'яті матрицю планування експерименту. Наприклад, для процесу гальванічного міднення печатних плат матриця повного факторного експерименту (ПФЕ) має наступний вигляд: 9 Номер досліду 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 59335 x1 +1 -1 +1 -1 +1 -1 +1 -1 +1 -1 +1 -1 +1 -1 +1 де в якості факторів x 1, x 2 , x 3 , x 4 , - виступають наступні параметри: x 1 - густина струму d; x 2 концентрація H2SO4 в електроліті; x 3 - концентрація CuSO4 в електроліті; x 4 - час витримки плат у гальванічній ванні, +1 і -1 - кодовані значення факторів. З використанням програмного забезпечення обчислювальна машина оптимізує початковий план ПФЕ по вартості (часу) реалізації експерименту, враховуючи вартість (час) зміни значень рівнів факторів. Після загрузки у гальванічну ванну 1 катода 2 з виробами виконується установлення необхідних значень факторів x 1, x 2 , x 3 , що задаються першим рядком матриці планування експерименту. При цьому пристрій працює аналогічно випадку для отримання динамічних математичних моделей процесу нанесення гальванічних покриттів. Після установлення необхідних значень факторів x 1, x 2 , x 3 , по команді, що поступає із обчислювальної машини 9, включається таймер 20. Після закінчення проміжку часу, що задається матрицею планування експерименту (для наведеного прикладу кодоване значення фактора x 4 в першому рядку матриці), таймер видає сигнал в обчислювальну машину 9, яка через комутатор 22 подає команду на відключення регулюємих джерел 8 живлення. Одночасно сигнали датчиків 12 для вимірювання товщини h покриття через послідовно з'єднані комутатор 23, блок 13 визначення середньої товщини покриття і аналого-цифровий перетворювач 14 поступають в обчислювальну машину 9, яка зберігає в пам'яті значення середньої товщини покриття і видає повідомлення оператору про цю інформацію. Після завершення вказаного технологічного циклу обчислювальна машина 9 переходить до установлення необхідних значень вхідних параме 10 х2 +1 +1 -1 -1 +1 +1 -1 -1 +1 +1 -1 -1 +1 +1 -1 -1 x3 +1 +1 +1 +1 -1 -1 -1 -1 +1 +1 +1 +1 -1 -1 -1 -1 x4 +1 +1 +1 +1 +1 +1 +1 +1 -1 -1 -1 -1 -1 -1 -1 -1 трів гальванічного процесу,що задаються наступним рядком матриці планування експерименту. При цьому пристрій працює аналогічно. Після закінчення проведення всіх експериментів, які записані в матриці планування, в пам'яті обчислювальної машини 9 з використанням програмного забезпечення вичислюються коефіцієнти рівняння K 2 CK i 1 i ,l 1 h b 0 bi x i bil (t )x i x l il де h - середня товщина покриття; K - кількість факторів процесу, що досліджується; x 1 - вхідні параметри (фактори); b 0 , b i , b il - коефіцієнти рівняння. Таким чином даний пристрій дає можливість отримувати статичні моделі гальванічних процесів, які можуть використовуватися для пошуку оптимальних режимів покриття виробів. Техніко-економічний ефект застосування запропонованого пристрою, у порівнянні з прототипом, заключається в розширенні функціональних можливостей, так як пристрій окрім динамічних моделей гальванічних процесів може отримувати і їх статичні моделі. Це в свою чергу, дозволяє підвищити якість покриття виробів, так як по статичним і динамічним моделям визначаються оптимальні режими обробки виробів і прогнозуються моменти часу закінчення процесу нанесення гальванічних покриттів. Техніко-економічний ефект досягається шляхом введення в прототип третього комутатора і перемикача режимів роботи, при цьому входи комутатора під'єднані до виходів першого комутатора та перемикача режимів роботи, який безпосередньо з'єднаний з обчислювальною машиною. 11 Комп’ютерна верстка Мацело В. 59335 Підписне 12 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for modulation of application processes of galvanic coatings
Автори англійськоюKoshovyi Mykola Dmytrovych, Kostenko Olena Mykhailivna
Назва патенту російськоюУстройство для моделированния процессов нанесения гальванических покрытий
Автори російськоюКошевой Николай Дмитриевич, Костенко Елена Михайловна
МПК / Мітки
МПК: C25D 21/00
Мітки: покриттів, моделювання, нанесення, гальванічних, пристрій, процесів
Код посилання
<a href="https://ua.patents.su/6-59335-pristrijj-dlya-modelyuvannya-procesiv-nanesennya-galvanichnikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для моделювання процесів нанесення гальванічних покриттів</a>
Пристрій для нанесення гальванічних покриттів
Номер патенту: 60584
Опубліковано: 15.10.2003
Автори: Пархоменко Анатолій Павлович, Пархоменко Валентина Дмитрівна
МПК: C25D 17/00
Мітки: покриттів, пристрій, гальванічних, нанесення
Формула / Реферат:
Пристрій для нанесення гальванічних покриттів, що складається з ванни з електролітом, зануреної до неї підвіски, на якій встановлені стійки з катодами та підставки з анодами, струмонепровідних перфорованих перегородок, розташованих між анодами та катодами, приводу з колесом з пневматичною шиною та конусних роликів, який відрізняється тим, що до нижнього торця струмонепровідних перегородок прикріплена крильчатка.
Установка для проточного нанесення гальванічних покриттів
Номер патенту: 35860
Опубліковано: 16.04.2001
Автори: Солових Євген Костянтинович, Черновол Михайло Іванович, Наливайко Володимир Миколайович, Катеринич Станіслав Євгенович, Агліулін Роман Равілійович, Шепеленко Ігор Віталійович, Солових Андрій Євгенович
МПК: H01M 6/00
Мітки: гальванічних, установка, нанесення, покриттів, проточного
Формула / Реферат:
1. Установка для проточного нанесення гальванічних покриттів, яка складається з системи подачі повітря, яка містить компресор, ресивер нагнітання, повітряний фільтр, редуктор тиску, вентилі з електромагнітним приводом і трубопроводи, електричну чарунку та дві ємкості для електроліта, яка відрізняється тим, що ємкості виконані циліндричної форми з конусоподібним дном, при цьому з боку зрізаної вершини встановлений штуцер.2. Установка...
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Бьорнс Стівен Майкл, Менчетті Джон Уілліам
МПК: B05C 13/00, C23C 14/00, C23C 16/00
Мітки: пристрій, використання, модульного, типу, спосіб, установка, нанесення, пристосування, установці, покриттів, деталі
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Пристрій для нарощування гальванічних покриттів

Номер патенту: 73551
Опубліковано: 15.08.2005
Автори: Савіцький Андрій Миколайович, Заболотний Віктор Олександрович, Петров В'ячеслав Васильович, Ковтун Валерій Дмитрович, Крючин Андрій Андрійович, Дорошенко Тамара Павлівна, Боднар Євген Венедиктович
МПК: C25D 7/00, G11B 7/26, C25D 17/00
Мітки: покриттів, нарощування, гальванічних, пристрій
Формула / Реферат:
1. Пристрій для нарощування гальванічних покриттів, що складається з циліндричного корпусу, розділеного титановим анодом з фільтром на дві зони - анодну, заповнену сферичними частинками нікелю з розмірами 8-10 мм, та катодну, в якій розміщено підкладку, на яку із ванни підготовки через отвори у корпусі під тиском подається електроліт, який відрізняється тим, що в корпусі пристрою розташовано сифон, встановлений вертикально вздовж осі симетрії...
Спосіб нанесення покриттів у вакуумі та пристрій для його здійснення
Номер патенту: 82889
Опубліковано: 26.05.2008
Автори: Костюк Геннадій Ігорович, Сисоєв Юрій Олександрович, Сисоєв Андрій Юрійович, Романченко Владислав Георгійович
МПК: C23C 14/34
Мітки: нанесення, спосіб, здійснення, вакуумі, покриттів, пристрій
Формула / Реферат:
1. Спосіб нанесення покриттів у вакуумі, що включає генерацію плазмового потоку з покривного матеріалу джерелом плазми, створення електричного поля, що прискорює іонний компонент плазмового потоку, подачею негативного потенціалу на тримач підкладки із розташованими на ньому виробами, що обробляють, подачу у вакуумну камеру газового компонента і конденсацію потоку іонів на поверхню цих виробів, який відрізняється тим, що в області осадження...
Попередній патент: Пристрій для обробки фасонних порожнин електричною дугою
Наступний патент: Круповідділювач
Випадковий патент: Головна дозувальна система карбюратора