Спосіб ремонту конвеєрних стрічок і пристрій для його здійснення

Формула / Реферат
1. Спосіб ремонту конвеєрних стрічок, що полягає в тім, що взаємоповернені одна до одної стиковані кромки конвеєрної стрічки укладають встик і герметично з’єднують, який відрізняється тим, що після укладення стикованих кромок конвеєрної стрічки встик встановлюють елемент, що орієнтує, опори пристрою для ремонту конвеєрних стрічок, фіксують його опору щодо корпуса і механічно з’єднують кінці пориву за допомогою упресовування ударним пуансоном П-подібних скоб перпендикулярно симетрично лінії стику на відстані одна від одної, рівній по величині
![]() , де
, де
![]() - відстань між скобами уздовж стику,
- відстань між скобами уздовж стику,
![]() - товщина стрічки,
- товщина стрічки,
а потім на стиковані поверхні наносять шар герметика, заповнюють їм зазори в стику і просушують до повного затвердіння герметика.
2. Пристрій для запресовування скоб, що складається з корпуса, з’єднаного з опорою з можливістю фіксації, на ній установлена матриця, що має робочу поверхню для формування загину при запресовуванні скоб, корпус має напрямні для установки скоб і для установки ударного пуансона, який відрізняється тим, що корпус виконано порожнистим, з наскрізною направляючою порожниною для установки ударного пуансона, усередині якої на протилежних внутрішніх стінках корпуса навпроти один одного виконані напрямні для установки скоб у вигляді глухих П-подібних пазів, при цьому відстань між протилежними пазами дорівнює ширині П-подібної скоби, а опора оснащена елементом, що орієнтує, для задання перпендикулярного положення матриці відносно стикованих кромок конвеєрної стрічки.
3. Пристрій за п. 2, який відрізняється тим, що робоча поверхня матриці виконана у вигляді криволінійної поверхні, профіль якої відповідає траєкторії загинання кінців П-подібної скоби при запресуванні їх у конвеєрну стрічку.
4. Пристрій за п. 2, який відрізняється тим, що елемент, що орієнтує, виконаний у вигляді пластини.
Текст
1 Спосіб ремонту конвеєрних стрічок, що полягає в тім, що взаємоповернені одна до одної стиковані кромки конвеєрної стрічки укладають встик і герметично з'єднують, який відрізняється тим, що після укладення стикованих кромок конвеєрної стрічки встик встановлюють елемент, що орієнтує, опори пристрою для ремонту конвеєрних стрічок, фіксують його опору щодо корпуса і механічно з'єднують КІНЦІ пориву за допомогою упресовування ударним пуансоном П-подібних скоб перпендикулярно симетрично лінії стику на відстані одна від одної, рівній по величині І_ = (5-ь8)х5, де L - відстань між скобами уздовж стику, 5 -товщина стрічки, а потім на стиковані поверхні наносять шар герметика, заповнюють їм зазори в стику і просушують до повного затвердіння герметика Винахід відноситься до конвейерного транспорту, призначено для ремонту подовжніх порізів гумовотросових конвейєрних стрічок і стрічок із тканинним кордом, а так само може бути використане для їхнього поперечного стикування Аналогом для способу є відомий спосіб ремонту конвейєрних стрічок при подовжніх порізах, що полягає в тім, що на поверхнях взаємоповернених друг до друга стикуємих кромок конвейєрної стрічки ретельно формують шорсткість, видаляють пил, змазують сумішшю SC 2000 + отвердитель, підсушують до клейкості Одночасно підготовляють клейкі гумові смуги, що вирівнюють, та заводять за обидва краї розриву з робочої на неробочу сторону, потім притискають, накочують, знову наносять суміш, підсушують і сполучають стикуємі кромки пориву, при цьому утворюється U-образний розріз у стику, що запов 2 Пристрій для запресовування скоб, що складається з корпуса, з'єднаного з опорою з можливістю фіксації, на ній установлена матриця, що має робочу поверхню для формування загину при запресовуванні скоб, корпус має напрямні для установки скоб і для установки ударного пуансона, який відрізняється тим, що корпус виконано порожнистим, з наскрізною направляючою порожниною для установки ударного пуансона, усередині якої на протилежних внутрішніх стінках корпуса навпроти один одного виконані напрямні для установки скоб у вигляді глухих П-подібних пазів, при цьому відстань між протилежними пазами дорівнює ширині П-подібної скоби, а опора оснащена елементом, що орієнтує, для задания перпендикулярного положення матриці відносно стикованих кромок конвеєрної стрічки 3 Пристрій за п 2, який відрізняється тим, що робоча поверхня матриці виконана у вигляді криволінійної поверхні, профіль якої відповідає траєкторії загинання КІНЦІВ П-подібної скоби при запресуванні їх у конвеєрну стрічку 4 Пристрій за п 2, який відрізняється тим, що елемент, що орієнтує, виконаний у вигляді пластини нюють герметиком (сумішшю SC 2000 + отвердитель) Відомий спосіб описаний у джерелі інформації проспект німецької фірми "ТИП ТОП" Стикування гумовотросових стрічок способом гарячої вулканізації, і їхній ремонт холодним способом, А) Ремонт із застосуванням ТИП ТОП пластини, що вирівнюють, із двостороннім SN-покриттям і ТИП ТОП ремонтних смуг з вирізанням ушкодженого місця, стор 25-26 Вадою описаного способу є те, що використовується складний процес підготовки конвейєрних стрічок до стикування, що вимагає ідеальних умов У негативному випадку стик не має належної якості, що не безпечно при експлуатації 3 цієї причини, а також через складні процеси оброблення і стикування обмежені можливості використання зазначеного способу в шахті й в інших ю 00 ю 59859 місцях, де відсутні ідеальні умови для стикування (присутність пилу, вологи і т п , що негативно впливають на процес склеювання) Відомий також спосіб ремонту конвеиєрних стрічок по а с СРСР №17655721, F16G3/10, 07 06 90, що полягає в тім, що взаємоповернені друг до друга стикуємі кромки конвейєрної стрічки підготовляють до стикування шляхом розроблення їх по товщині на верхню і нижню половини охоплюваного кінця стрічки, і кінця, що охоплює, а потім роблять запресовування П-образних скоб рядами в середній половині, а потім у верхній половині Запресовування здійснюють у два етапи Спочатку упресовують у тіло визначеного шару стрічки, а потім запресовують остатньо Ці операції здійснюють за допомогою пристрою ударного типу Вадою цього способу є недостатня технологічність, тобто складний процес оброблення взаємоповернених кромок стикуємих КІНЦІВ конвейєрної стрічки (розділяють їх по товщині на верхню і нижню половини - кінця стрічки охоплюваного і кінця стрічки, що охоплює) і складний процес стикування розділених по товщині - верхньої і нижньої половин охоплюваного кінця стрічки і кінця стрічки, що охоплює Через складний процес оброблення і складний процес стикування обмежені функціональні можливості способу, тому що їм не можна користатися при ремонті подовжніх поривів конвеиєрних стрічок Крім цього функціональні можливості способу обмежені Утворення хвиль і дуг при з'єднанні КІНЦІВ стрічок викликають додаткові напруги кромок конвейєрної стрічки і створюють додаткові проблеми при експлуатації, тому що зачіпають шкребки чистителів стрічок Прототипом для способу є відомий спосіб ремонту конвеиєрних стрічок при подовжніх порізах, описаний у проспекті німецької фірми "ТИП ТОП" Стикування гумовотросових стрічок способом гарячої вулканізації, і їхній ремонт холодним способом, Б) Спосіб ремонту з застосуванням ТИП ТОП пластини, що вирівнюють, із двостороннім SNпокриттям і ремонтною смугою без вирізання ушкодженого місця (швидкісний ремонт), стор 2627 Зазначений спосіб полягає в тім, що на поверхнях взаємоповернених друг до друга стикуємих кромках конвейєрної стрічки ретельно формують шорсткість, видаляють пил, змазують сумішшю SC 2000 + отвердитель, підсушують до моменту, коли немає відчуття клейкості Потім герметично з'єднують шляхом повторного змазування сумішшю SC 2000 + отвердитель і підсушують до моменту, коли є відчуття легкої клейкості, накладають ремонтну смугу, притискають її від середини назовні, і накочують роликом Основною вадою є те, що в умовах шахти важко досягти необхідної якості стику, а тому не забезпечується створення надійного стику конвейєрної стрічки, через відсутність нормальних умов для склеювання Це негативно впливає на якість стику і незручно при експлуатації Спосіб трудомісткий і тривалий за часом При кожнім прискоренні погіршується якість стику Можливі утворення хвиль і дуг при з'єднанні КІНЦІВ стрічок, вони викликають додаткові напруги кромок конвейєрної стрічки і створюють додаткові проблеми при експ луатації, тому що зачіпають шкребки чистителів стрічок Аналогом для пристрою для ремонту конвеиєрних стрічок є пристрій, описаний в проспекті фірми США "Flexco" Conveyor Belt Rip Repair Fasteners, 1977 p Пристрій складається з пластин - верхньої і нижній, з'єднаних між собою з можливістю фіксації На верхній пластині встановлені скоби, нижня пластина є опорою Між верхньою і нижньою пластинами укладають КІНЦІ конвеиєрних стрічок (кромками встик) Для чого їх стягають для забезпечення герметичного з'єднання Потім стягають верхню і нижню пластини між собою і роблять упресовування скоб у тіло конвейєрної стрічки При цьому відбувається неякісний стик, так як прошивна здатність скоб незадовільна тому, що залежить від зусилля стягування пластин При цьому елементи, призначені для стягування пластин, часто виходять з ладу, тому що на них впливають великі зусилля опору Крім того, вадами описаного пристрою є утворення хвиль і дуг при з'єднанні КІНЦІВ стрічок Вони викликають додаткові напруги кромок конвейєрної стрічки і створюють додаткові проблеми при експлуатації, тому що зачіпають шкребки чистителів стрічок При ремонті подовжніх поривів для утворення герметичного стику роблять стягування стикуємих КІНЦІВ, при якому взаємоповернені кромки находять одна на одну, а в окремих місцях залишаються щілини Герметизація їх за допомогою герметику неможлива, тому що поверхня стику деформована Це не тільки негативно впливає на МІЦНІСТЬ характеристики стику, але і має негативні сторони при транспортуванні матеріалів Має місце просипання матеріалу крізь щілини і влучення на елементи конвейєра, що знижує його ДОВГОВІЧНІСТЬ Прототипом для пристрою є переносний пристрій ударного типу для механічного стикування конвеиєрних стрічок (пристрій для запресовування П-образних скоб типу СКПУ20МН), що включає корпус, що з'єднується з опорою з можливістю фіксації На опорі встановлена матриця, що має робочу поверхню для формування загинання Побразних скоб при запресовуванні їх у конвейєрну стрічку Корпус має направляючу плиту, у нижній частині якої маються наскрізні напрямні для установки П-образних скоб, а на верхньої - наскрізні напрямні для установки ударного пуансона Ударний пуансон являє собою шток, що має з однієї сторони опорну поверхню, а з іншого боку - у ньому встановлена прокладка, що демпфірує Запресовування П-образних скоб здійснюється за допомогою молотка Прототип обраний по максимальному числу загальних ознак із пристроєм , що заявляється Прототип описаний і зображений у джерелі інформації «Lieferprogramm Gurtverbmdesysteme проспект німецької фірми МАТО від 01 01 2002 р Вадами описаного пристрою є те, що, даний пристрій призначено тільки для механічного стикування поперечних КІНЦІВ конвейєрної стрічки, він забезпечує їх гнучке (шарнірне) з'єднання і не мо 59859 же застосовуватися при ремонті подовжніх поривів, тому що при цьому неприпустимо шарнірне з'єднання В основу винаходу поставлена задача - забезпечення механічного ремонту подовжніх порізів конвейєрних стрічок, при якому досягається якісний стик, відсутність хвиль, дуг, набігання стикуємих кромок одна на одну і при цьому забезпечується герметичний стик Це досягається шляхом підвищення технологічності при з'єднанні КІНЦІВ конвейєрної стрічки Поставлена задача розв'язується таким чином, що в способі ремонту конвейєрних стрічок, при якому взаємоповернені друг до друга стикуємі кромки конвейєрної стрічки укладають встик і їх стикуємі поверхні герметично з'єднують При цьому механічне з'єднання здійснюють так після укладення стикуємих кромок конвейєрної стрічки встик між ними встановлюють елемент, що орієнтує, опори пристрою для ремонту конвейєриих стрічок, фіксують його опору щодо корпуса і механічно з'єднують за допомогою упресовування ударним пуансоном П-образних скоб симетрично лінії стику на відстані друг від друга рівному по L = (5-ь8)х5 величині, де L - відстань між П-образними скобами уздовж стику, 5 -товщина стрічки, після чого на стикуємі поверхні наносять шар герметику і заповнюють їм зазори в стику Спосіб характеризується умовами використання дій і пристроїв, а також параметрами Обрані параметри (здійснення упресовування ударним пуансоном П-образних скоб перпендикулярно лінії стику на відстані друг від друга рівному по величині L = (5-ь8)х5 , де L - відстань між П-образними скобами уздовж стику, 5 - товщина стрічки) впливають разом з іншими ознаками винаходу на якість з'єднання КІНЦІВ пориву Умови дій способу і пристроїв із заявленими параметрами при орієнтуванні стикуємих КІНЦІВ стрічок відносно один одного при запресовуванні скоб, що виключає появу хвиль, дуг, набігання кромок одна на одну, скорочує величину щілин між стикуємими кромками Це досягається також за рахунок удосконалення пристрою для запресовування Побразних скоб для здійснення зазначеного способу, що має корпус, з'єднаний з опорою з можливістю фіксації, на ній установлена матриця, що має робочу поверхню для формування загину при запресовуванні П-образних скоб, корпус має напрямні для установки HIM з наскрізною направляючою порожниною для установки пуансона, усередині якої на протилежних внутрішніх стінках корпуса навпроти один одного виконані напрямні для установки П-образних скоб у виді глухих П-образних пазів, при цьому відстань між протилежними пазами дорівнює ширині П-образної скоби, а опора постачена елементом, що орієнтує, для завдання перпендикулярного положення матриці відносно стикуємих кромок конвейєрної стрічки Робоча поверхня матриці виконана у виді криволінійної поверхні, профіль якої відповідає траєк торії загинання КІНЦІВ П-образної скоби у конвейєрну стрічку Елемент, що орієнтує, виконаний у виді пластини Пристрій забезпечує орієнтування кожної Побразної скоби по центрі від кромок стикуємої стрічки (пориву стрічки), забезпечує загинання КІНЦІВ П-образних скоб у стрічку в напрямку стику, при цьому виключається набігання кромок одна на одну, і майже відсутні щілини, або мають місце щілини незначних розмірів, тому можлива герметизація стику герметиком, забезпечується міцна герметизація стику, виключається поява хвиль і дуг у стику Пристрій, що заявляється, характеризується наявністю конструктивних елементів і наявністю зв'язків МІЖ НИМИ, а також формою їхнього виконання Застосовуючи пропонований спосіб ремонту конвейєрних стрічок і пристрій для його здійснення, досягається розширення експлуатаційних можливостей при ремонті конвейєрних стрічок (можливе механічне стикування, як поперечних КІНЦІВ конвейєрної стрічки, так і подовжніх и поривів), підвищена технологічність, забезпечується швидке і якісне стикове з'єднання в умовах шахти Виключається поява хвиль і дуг у стику, виключається набігання одна на одну кромок стикуємих КІНЦІВ стрічки, при стикуванні конвейєрних стрічок майже відсутні щілини, або мають місце в стику щілини незначних розмірів, які можна герметизувати герметиком, тому що поверхня не деформована Тому досягається надійна герметизація стику Якість герметизації не робить впливу на МІЦНІСТЬ стику Герметичність стику довговічна також як і саме його з'єднання Пошук, здійснений по джерелах науковотехнічної і патентної інформації, показав, що сукупність істотних ознак технічного рішення, що заявляється, невідома Таким чином, технічне рішення відповідає вимогам новизни тому, що невідомо в інших областях техніки За результатами проведеного пошуку у відомих рішеннях не було виявлено сукупності істотних ознак, що забезпечують механічний ремонт подовжніх порізів конвейєрних стрічок, при якому досягається якісний стик, відсутність хвиль, дуг, набігання стикуємих кромок одна на одну, майже виключаються зазори (щілини) у стику, тому забезпечується герметичність стику і підвищується технологічність При використанні способу ремонту конвейєрних стрічок, що заявляється, і пристрою для запресовування П-образних скоб для здійснення зазначеного способу, у зв'язку з тим, що при запресовуванні кожної П-образної скоби здійснюється індивідуальне орієнтування щодо робочої поверхні матриці і кромок стикуємих стрічок, забезпечено коректування ЛІНІЙНИХ розмірів і в підсумку забезпечується недеформована поверхня стику, а також у зв'язку з тим, що, за умови обраних параметрів технологічних операцій способу (І_ = (5-ь8)х5, де L - відстань між П-образними скобами уздовж стику, 5 - товщина стрічки), відвернене утворення хвиль і дуг при з'єднанні КІНЦІВ стрічок, це дозво 59859 ляє знизити додаткові напруги кромок конвеиєрної стрічки й усунути додаткові проблеми при експлуатації - знизити зачіпання шкребків чистителів стрічок По зазначених причинах розширені можливості при експлуатації Виконане стикування конвейєрних стрічок ВІДПОВІДНО до винаходу приводить до зниження зносу П-образних скоб і елементів конвейєра Це також дозволяє розширити експлуатаційні можливості, розширити механізацію праці при стикуванні конвейєрних стрічок Таким чином, технічні рішення, що заявляються, відповідають вимогам винахідницького рівня Винахід пояснюється кресленнями На фіг 1 зображений спосіб ремонту конвейєрних стрічок На фіг 2 зображений пристрій для запресовування скоб при ремонті конвейєрних стрічок, вид попереду На фіг 3 зображений пристрій для запресовування скоб при ремонті конвейєрних стрічок, переріз по А-А на фіг 2 На фіг 4 зображений пристрій для запресовування скоб при ремонті конвейєрних стрічок, вид зверху Спосіб ремонту конвейєрних стрічок полягає в тім, що взаємоповернені друг до друга стикуємі кромки а та в конвеиєрної стрічки 1 укладають встик і стикуємі поверхні а та в механічно з'єднують Після укладення стикуємих кромок конвеиєрної стрічки 1 встик встановлюють елемент 2, що орієнтує, опори 3 пристрої для ремонту конвейєрних стрічок 1, фіксують його опору 3 щодо корпуса 4 та механічно з'єднують за допомогою упресовування ударним пуансоном 5 П-образних скоб 6 перпендикулярно до лінії стику о-о на відстані друг від друга рівному по величині L = (5-ь8)х5 ,де L - відстань між П-образними скобами 6 уздовж стику, 5 -товщина стрічки 1, після чого на їх стикуємі поверхні наносять шар герметику і заповнюють їм зазори в стику конвеиєрної стрічки 1 і просушують до повного затвердіння герметику Пристрій для запресовування скоб 6 для здійснення зазначеного способу складається з корпуса 4, з'єднаного при запресовуванні Побразних скоб 6, з опорою 3 з можливістю фіксації за допомогою бистрораз'ємного з'єднання (сполучений болт) 7 Корпус 4 виконаний порожнім, з наскрізною направляючою порожниною для установки пуансона 5 Корпус 4 має направляючі 8 для установки П-образних скоб 6, які розташовані усередині порожнини корпуса 4 на протилежних внутрішніх його стінках навпроти один одного у виді глухих П-образних пазів Опора 3 складається з елемента 2, що орієнтує, виконаного у виді направляючої пластини, що служить для завдання положення П-образним скобам 6 щодо матриці 9 і стикуємих кромок а та в конвеиєрної стрічки 1 Матриця 9 установлена на опорі 3 Вона має робочу поверхню для формування загину при запресовуванні П-образних скоб 6 Робоча поверхня 8 матриці 9 виконана у виді криволінійної поверхні, профіль якої відповідає траєкторії загинання КІНЦІВ П-образної скоби 6 при запресовуванні їх у конвейєрну стрічку 1 Вона забезпечує запресовування П-образних скоб 6 у напрямку до лінії стику о 0 Ударний пуансон 5 з однієї сторони має опорну поверхню д, що контактує з П-образними скобами 6 при їхньому запресовуванні, а з іншого боку установлена прокладка, що демпфірує, 10 з іскробезпечного матеріалу З'єднання стрічок здійснюється в такий спосіб Обрізають конвейєрну стрічку 1 потрібної довжини Стягають КІНЦІ конвеиєрної стрічки 1 за допомогою стяжного пристосування, чи будь-якого іншого відомого пристрою аналогічного призначення, і стикуємі кромки а та в конвеиєрної стрічки 1 укладають встик Від'єднують опору 3 пристрої для ремонту конвейєрних стрічок 1 від корпуса 4, послабивши затягування сполучного болта 7 Вставляють елемент 2, що орієнтує, опори 3 між стикуємими кромками а та в конвеиєрної стрічки 1(в наскрізному подовжньому поріз конвеиєрної стрічки 1), при цьому матриця 9 установлена під стрічкою 1 З'єднують опору 3 з корпусом 4 за допомогою сполучного болта 7 Спочатку установлюють пристрій подовжньо порізу Уставляють П-образні скоби 6 у П-образні пази направляючих 8 загостреними ніжками вниз Встановлюють ударний пуансон 5 у направляючу порожнину корпуса 4 і проштовхують П-образні скоби 6 усередину пристрою Декількома ударами молотка прошивають стрічку 1 П-образними скобами 6 по обидва боки порізу і загинають їх КІНЦІ В матриці 9 Попередньо послабивши сполучний болт 7, пересувають пристрій уздовж порізу і повторюють операції Після запресовування П-образних скоб 6 уздовж усього порізу стрічки 1, від'єднують опору З від корпуса 4, послабивши затягування сполучного болта 7, виймають опору 3 з порізу Таким чином, стикування кромок а та в стрічки 1 довершені Аналогічно здійснюють поперечне з'єднання КІНЦІВ конвейєрних стрічок Обрані експериментально параметри (здійснення упресовування ударним пуансоном Побразних скоб перпендикулярно до лінії стику на відстані друг від друга рівному по величині І_ = (5-ь8)х5 , де L - відстань між П-образними скобами уздовж стику, 5 -товщина стрічки) при орієнтуванні стикуємих КІНЦІВ стрічок відносно один одного при запресовуванні скоб, забезпечують якісне запресовування скоб у конвейєрну стрічку, що виключає появу хвиль, дуг, набігання кромок одна на одну, скорочує величину щілин між стикуємими кромками Винахід, що заявляється, дозволяє розширити експлуатаційні можливості, забезпечити поширення механізації ручної праці при стикуванні конвейєрних стрічок і, саме головне, забезпечити якісний герметичний стик 59859 10 11 Комп'ютерна верстка В Рябиця 59859 12 Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for conveyor belts repair and appliance for its implementation
Автори англійськоюKuznetsova Hanna Oleksandrivna
Назва патенту російськоюСпособ ремонта конвейерных лент и устройство для его осуществления
Автори російськоюКузнецова Анна Александровна
МПК / Мітки
МПК: F16G 3/00
Мітки: спосіб, стрічок, здійснення, ремонту, конвеєрних, пристрій
Код посилання
<a href="https://ua.patents.su/6-59859-sposib-remontu-konveehrnikh-strichok-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту конвеєрних стрічок і пристрій для його здійснення</a>
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 41552
Опубліковано: 17.09.2001
Автори: Кузьменко Володимир Іванович, Доброногова Вікторія Юріївна
МПК: B22D 29/00
Мітки: спосіб, з'єднання, стрічок, конвеєрних
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом 30 - 60° до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 51459
Опубліковано: 15.11.2002
Автори: Доброногова Вікторія Юріївна, Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: спосіб, конвеєрних, з'єднання, стрічок
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку накладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них поперемінні по ширині кромки заглибини і виступи з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, що перетинаються упродовж лінії сполучення, яка розташована під кутом до...
Спосіб складання гумотросових конвеєрних стрічок
Номер патенту: 30136
Опубліковано: 15.11.2002
Автори: Колосов Леонід Вікторович, Савицький Віктор Іванович, Шидо Микола Миколайович, Ропай Валерій Андрійович, Колосов Дмитро Леонідович
МПК: B29D 29/00, B65G 15/32
Мітки: гумотросових, конвеєрних, стрічок, складання, спосіб
Формула / Реферат:
Спосіб складання гумотросових конвеєрних стрічок, що включає розміщення тросів по ширині стрічки, натяг їх, обкладання тросового полотна гумою, вулканізацію в пресі, який відрізняється тим, що до вулканізації в пресі встановлюють попередні величини відносних укорочень тросів, знімають натяг тросів, кожний трос закручують на кут, пропорційний заданій величині відносного укорочення троса, далі включають натяг тросів, і в такому стані...
Спосіб ремонту напірних труб водоводів та пристрій для його здійснення
Номер патенту: 49191
Опубліковано: 16.09.2002
Автори: Петросов Валерій Альбертович, Мацюк Петро Васильович, Чорний Анатолій Петрович
МПК: F16L 21/00, E03B 7/00
Мітки: ремонту, спосіб, труб, напірних, пристрій, водоводів, здійснення
Формула / Реферат:
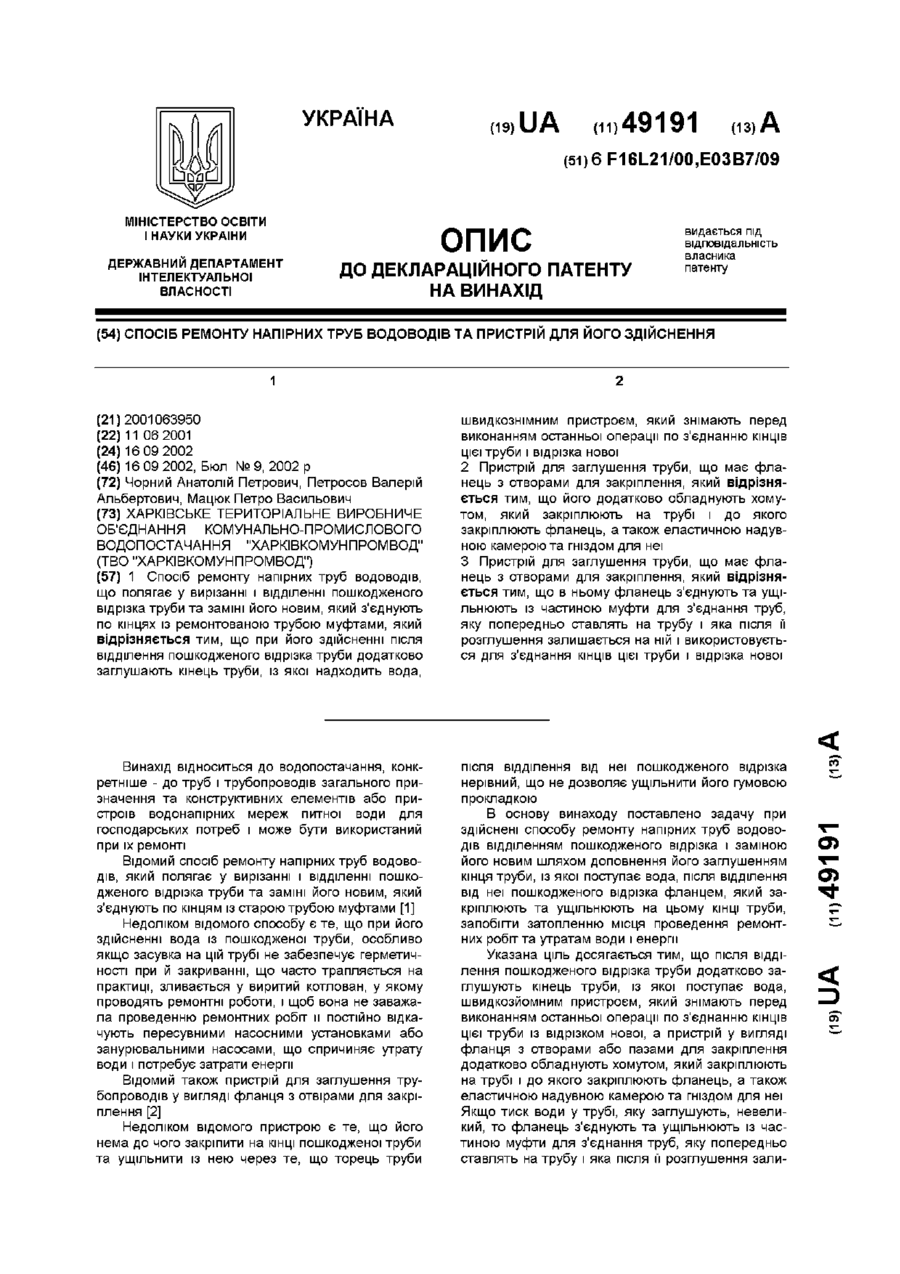
1. Спосіб ремонту напірних труб водоводів, що полягає у вирізанні і відділенні пошкодженого відрізка труби та заміні його новим, який з'єднують по кінцях із ремонтованою трубою муфтами, який відрізняється тим, що при його здійсненні після відділення пошкодженого відрізка труби додатково заглушають кінець труби, із якої надходить вода, швидкознімним пристроєм, який знімають перед виконанням останньої операції по з'єднанню кінців цієї труби і...
Спосіб безтраншейного ремонту трубопроводів та пристрій для його здійснення
Номер патенту: 45648
Опубліковано: 15.04.2002
Автори: Зайцев Леонід Павлович, Шипко Іван Іванович
МПК: F16L 55/02
Мітки: безтраншейного, трубопроводів, ремонту, спосіб, пристрій, здійснення
Формула / Реферат:
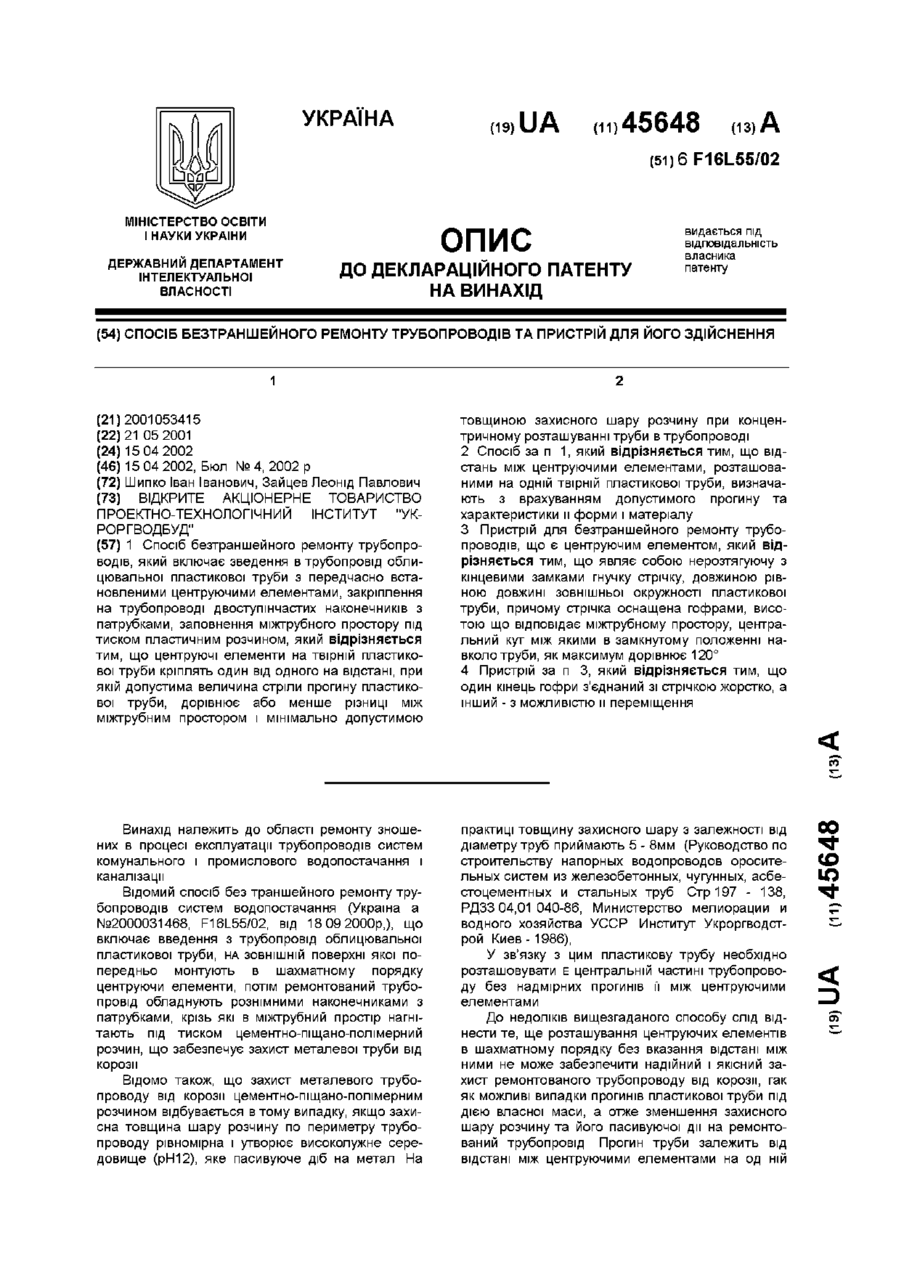
1. Спосіб безтраншейного ремонту трубопроводів, який включає зведення в трубопровід облицювальної пластикової труби з передчасно встановленими центруючими елементами, закріплення на трубопроводі двоступінчастих наконечників з патрубками, заповнення міжтрубного простору під тиском пластичним розчином, який відрізняється тим, що центруючі елементи на твірній пластикової труби кріплять один від одного на відстані, при якій допустима величина...
Попередній патент: Транспортний пристрій
Наступний патент: Очисний пристрій коренезбиральної машини
Випадковий патент: Фармацевтична композиція тіадіазолідиндіону та спосіб її одержання