Спосіб виготовлення лопаток з жароміцних сплавів
Номер патенту: 60239
Опубліковано: 15.09.2003
Автори: Білоус Валерій Іванович, Булах Микола Григорович, Михайлов Сергій Борисович, Налісний Микола Борисович, Бобов Володимир Петрович, Беккер Михайло Вікторович, Соляник Володимир Григорович, Мандра Анатолій Степанович

Формула / Реферат
1. Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форм з льотниковими системами, одержанні моделей лопаток, формуванні на моделях керамічних оболонок-форм, пропіканні форм та заливанні форм розплавом, який відрізняється тим, що льотникові системи прес-форм пресують з модельного складу ВІАМ-12, при цьому температуру модельної маси витримують у межах 65-75°С, при тиску пресування у межах 2-4 кг/см2 протягом витримування у прес-формі 1-3 хвилини, перед заливанням метал перегрівають до 1550-1565°С, а заливання металу у форми виконують при температурі 1480-1530°С.
2. Спосіб за п. 1, який відрізняється тим, що після заливання прес-форми витримують в муфелі підігріву форм, а потім прес-форми розміщують у термостаті, який нагрівають попередньо до температури 900±20°С та витримують у термостаті не менше однієї години.
3. Спосіб за п. 1, який відрізняється тим, що прес-форми пропікають при температурі 1000±50 °С протягом 10-12 годин.
4. Спосіб за п. 1, який відрізняється тим, що лопатки виготовляють із жароміцного сплаву ЖСЗЛС.
Текст
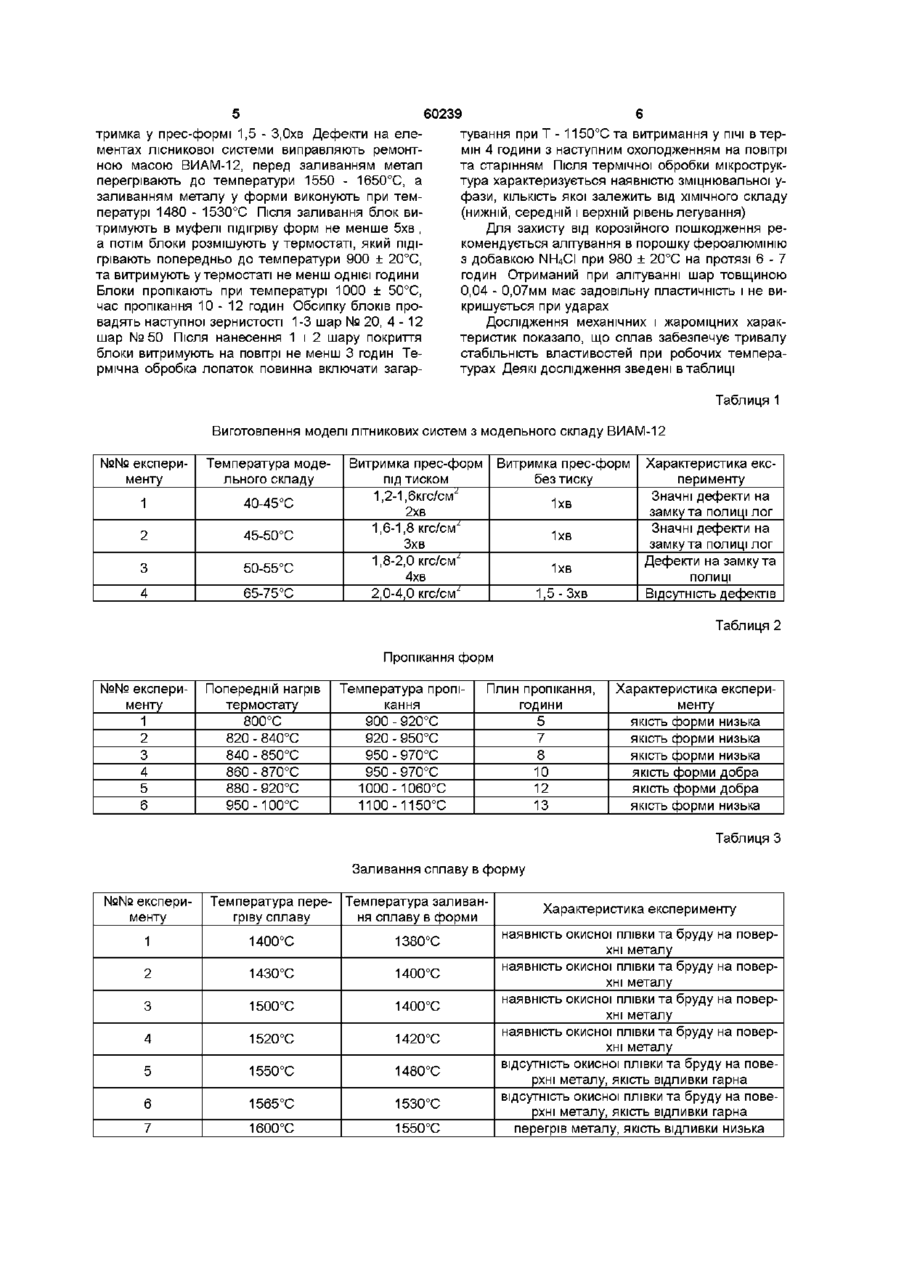
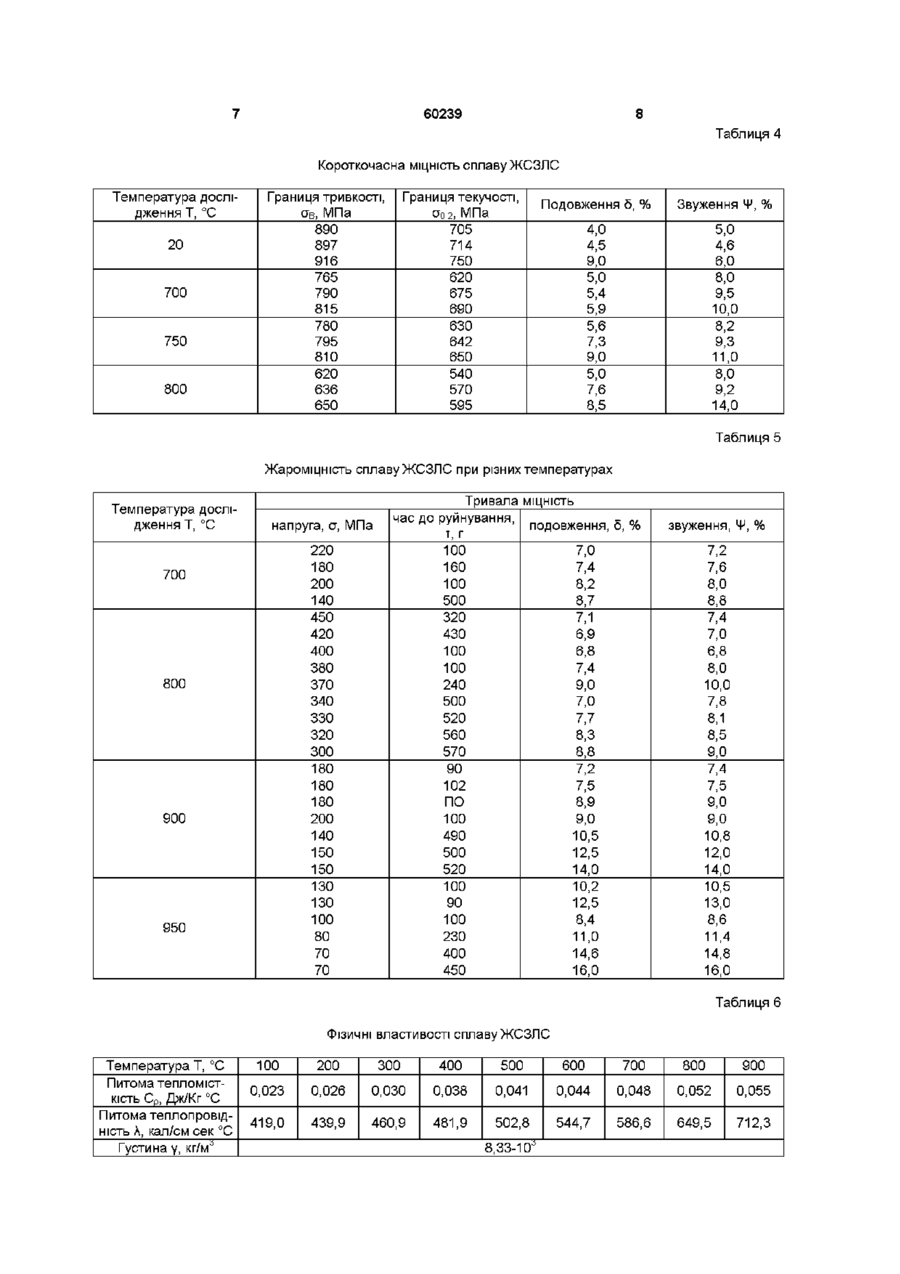
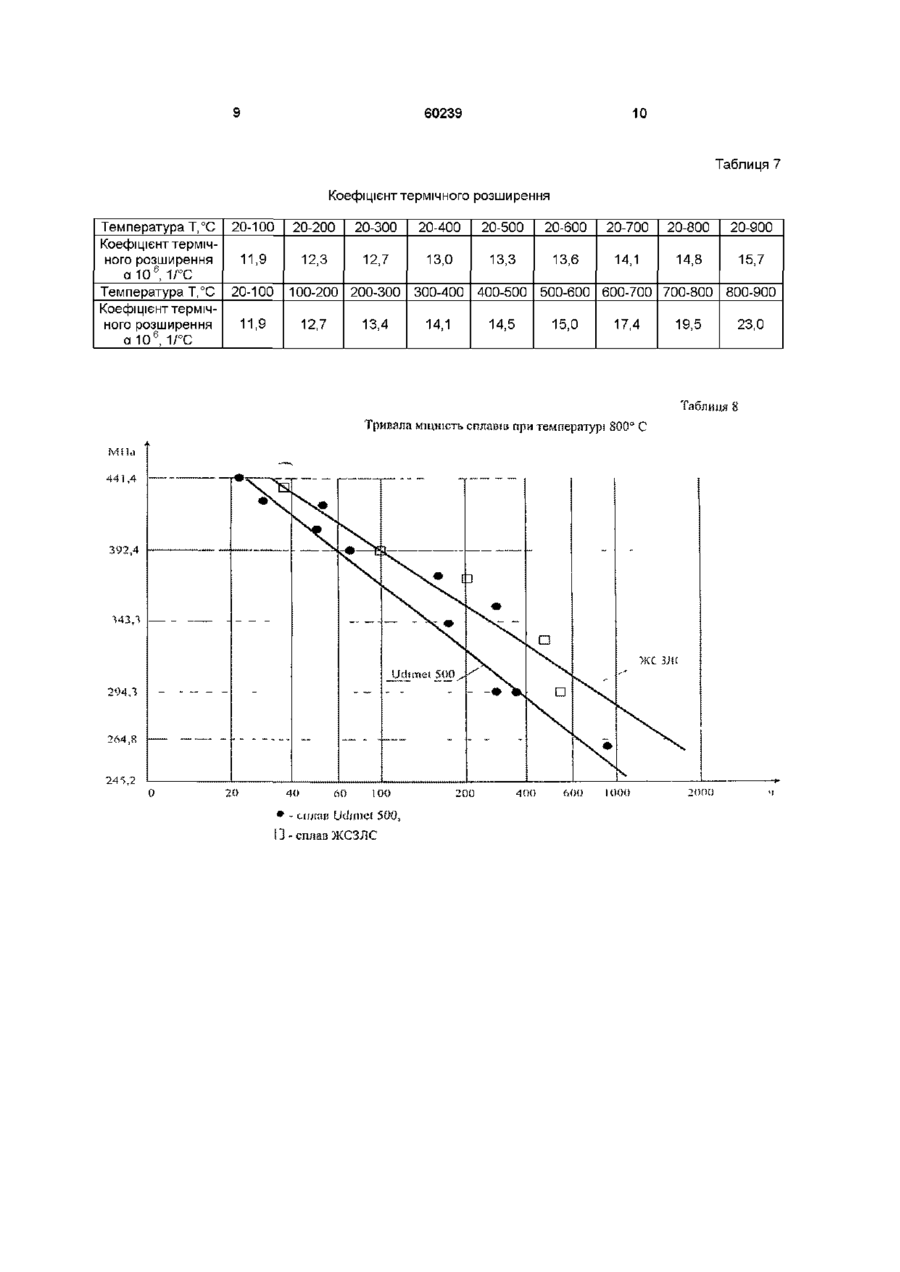
1 Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форм з льотниковими системами, одержанні моделей лопаток, формуванні на моделях керамічних оболонок-форм, пропіканні форм та заливанні форм розплавом, який відрізняється тим, що льотникові системи прес-форм пресують з модельного складу ВІАМ-12, при цьому температуру модельної маси витримують у межах 65-75°С, при тиску пресування у межах 2-4кг/см2 протягом витримування у прес-формі 1-3 хвилини, перед заливанням метал перегрівають до 1550-1565°С, а заливання металу у форми виконують при температурі 1480-1530°С 2 Спосіб за п 1, який відрізняється тим, що після заливання прес-форми витримують в муфелі підігріву форм, а потім прес-форми розміщують у термостаті, який нагрівають попередньо до температури 900±20°С та витримують у термостаті не менше однієї години 3 Спосіб за п 1, який відрізняється тим, що пресформи пропікають при температурі 1000±50°С протягом 10-12 годин 4 Спосіб за п 1, який відрізняється тим, що лопатки виготовляють із жароміцного сплаву ЖСЗЛС Винахід відноситься до галузі виготовлення лопаток газотурбінних установок і може знайти широке застосування в газовій, авіаційній, суднобудівній і інших галузях промисловості Відомий спосіб виготовлення лопаток, що полягає в нагріванні фасонної заготівки до температури, на 20-50°С перевищуючу температуру загартування сплаву, гарячому штампуванню заготівки, охолодженні штампування у воді і її холодному вальцюванні Див ас СРСР №633682 МПК В21КЗ/00 Даний спосіб при виготовленні лопаток із жароміцних двофазних титанових сплавів володіє рядом істотних недоліків По-перше, нагрів заготівель у повітряній атмосфері електричних печей призводить до утворення ушкодженого поверхневого газонасиченого шару, розмір якого може бути зменшено за рахунок захисно-мастильних покриттів у вигляді стекол або емалей Однак застосування цих покриттів зв'язано з високою трудомісткістю їх чанесення, нестабільною товщиною покриття і неможливістю одержання точних лопаток при штампуванні з відхиленням профілю пера не більш 0,1мм при товщині покриттів 0,1мм і більш Крім того, скляні й емалеві покриття, що формуються при нагріванні, не гарантують відсутності газонасиченого шару, оскільки сам нагрів здійснюється в газовій атмосфері По-друге, охолодження у воді здійснюється з різних температур кінця штампування, що призводить до різного фазового складу і різних механічних властивостей штампованих напівфабрикатів Відомий спосіб виготовлення художніх виливків, що включає одержання моделі і по ній форми, прокалку і заливання форми сплавом, при цьому модель одержують із укладу, мас % ГІПС —40,0-55,56 Крохмаль — 14,29 - 22,22 Вода — решту На и поверхню методом чорнового формування наносять композицію складу, мас % Полуводний сульфат кальцію —30,0-40,9 Дюксид кремнію — 30,0 - 40,7 Азбест —3,0-10,7 Вода — решта Потім на ЗОВНІШНІЙ поверхні форми формують кожух із жароміцного бетону, витримують отриманий єдиний блок на повітрі не менше 14 доби з наступною прокалкою у печі при 500-700°С в плині со сч о (О 60239 1570°С, при цьому заливання сплаву у форму роблять при температурі 1520°С Воскові моделі лопаток виготовлюють з маси ВІАМ-102 із температури розмягчення 77-85°С і зольністю 0,2% із додаванням 50% каніфолі і сечовини у відношенні 6 1 Лопатки виготовлюють із жароміцного сплаву ЗМІ-ЗУ та призначені при роботі у турбінах з високим тиском (див патент України №35519А, бюл 2 за 2001 р) У фірмових поставках робочі лопатки турбін низького тиску виготовляються зі сплаву Udimet500 (Удимет-500) Проведені роботи з технологічного опробування сплавів ЖЗЛС та Удимет-500 підтвердили можливість використання сплаву ЖЗЛС у серійному виробництві лопаток низького тиску газоперекачувальних агрегатів ГТК-101, ГТК-251 Тривала експлуатація газоперекачувальних установок ГТК-101, ГТК-251 можлива в умовах своєчасної заміни лопаток Для виробництва нових лопаток турбін низького тиску (ТНТ) необхідно мати сплав, яких за комплексом властивостей не поступається раніше застосованому імпортному сплаву Udimet-500 Відомо, що сплав ЖСЗЛС був застосований для виробництва соплових апаратів авіадвигунів та зарекомендував себе як високотехнічний у литті та механічній обробці В основу винаходу поставлена задача розробити такий спосіб виготовлення лопаток низького тиску газоперекачувальних агрегатів за допомогою нових технологічних операцій, який забезпечить підвищення жароміцності, опору корозійному пошкодженню в умовах сульфідно-окисного впливу, високі технологічні властивості лиття Відливок ІЗ сплаву ЖСЗЛС повинен також піддатися виправленню в шпампах у холодному та гарячому стані, задовільно зварюватися аргонно-дуговим зварюванням та оброблятися різанням Після видалення розплаву форму (оболонку) Ця задача вирішується тим, що у відомому пропікають у печі при температурі 800-850°С Легспособі виготовлення лопаток із жароміцних сплакоплавкий матеріал, що частково залишився на вів, який полягає в виготовленні прес-форм з літповерхні, вигорає, а внутрішня поверхня форми никовими системами одержання модел лопаток, стає твердою і гладкою Оболонку наформовують формування на моделях керамічних оболонок, в опоці Розплавлений метал заливають у форми виплавці модельної маси, пропікання форм у печі, відцентровим або іншим способом Після твердінзаливання форм розплавом, прес-форми літниконя й охолодження форму розбивають, деталі звівих систем пресують з модельного состава ВИАМльняють від ЛІТНИКІВ і зачищують Отримані деталі 12, при цьому температуру модельної маси вивідрізняються високою точністю Але це технічне тримують у межах 65 - 75°С, тиск пресування 2 2 рішення не дозволяє використати його для вигото4кг/см , час утримання у прес-формі 1 - 3 хвилини, влення суцільнолитих лопаток турбін низького тисперед заливанням метал перегрівають до 1550ку газоперекачувальних агрегатів ГТК-101, ГТК-251 1565 °С, а заливання метала*у форми виконують (виробництва "Дженерал електрик", США) при температурі 1480 - 1530°С, після заливання прес-форми витримують в муфелі підігріву форм Відомий також спосіб виготовлення лопаток з не менш 5хв , а потім прес-форми розміщують у жароміцних сплавів для турбін високого тиску гатермостаті, який нагрівають попередньо до темпезоперекачувальних агрегатів закордонного виробратури 900 ± 20°С та витримують у термостаті не ництва, що полягає у виготовленні прес-форми з менше однієї години Прес-форми пропікають при літниковою системою, одержання моделі лопаток, температурі 1000 ± 50°С, час пропікання 1 0 - 1 2 формування на моделі керамічної оболонки форгодин Термічна обробка лопаток повинна включами, виплавці модельної маси, пропікання форм у ти загартування при Т - 1150°С та витримання у печі і заливання форм розплавом ПІЧІ в термін 4 години з наступним охолодженням Спосіб відрізняється від відомих тим, що на повітрі та старінням стрижні виготовляють із маршаліту пресуванням 2 15-20кг/см при температурі 130-140°С і витримМоделі літникових систем пресують з моделькою під пресом 15-20сек, форми пропікають при ного складу ВИАМ-12, при цьому температуру мотемпературі 950-980°С в плині 2,0-2,5 год , а перед делної маси витримують у межах 65 - 75°С, тиск заливанням у форму сплав перегрівають до пресування витримують у межах 2 - 4кг/см2, вине менше 40хв (див наприклад, патент РФ №2051008 МПК B22D25/02) Однак, зазначений спосіб не дозволяє одержати точний виливок лопатки з жароміцних сплавів Відома технологія точного лиття моделей, що виплавляються Таким способом відливають точні вироби зі складною конфігурацією інструменти (сверла, фрези) відповідальні деталі автомобілів, тракторів, лопаток турбін (див В И Добровольський, Н Г Чумак «Технологія металів і інших конструкційних матеріалів», Вища школа, 1980 р, С 78-80) Спосіб виготовлення деталей по цій технології полягає у виготовленні прес-форми з двох частин із літниковою системою і подальшим одержанням моделі лопаток, що виплавляється з установкою стержнів, прокалкою форм у печі і заливання форм розплавленим сплавом Прес-форми дозволяють одержати з застосуванням лиття під тиском точну, так називану модель виробу, що виплавляється зі сплаву парафіну (30%) із стеарином (70%), моделі об'єднуються загальною літниковою системою в комплект (блок) у вигляді «ялинки» Легкоплавкий комплект («ялинка») занурюється у формувальну фарбу, що складається з порошку 90% дрібного кварцового піску, 7% каоліну, 3% графіту Порошок розмішується в складі, що перебуває з 20% рідкого скла і 80% води Після занурювання «ялинка» покривається трьохміліметровою оболонкою Місця, ЩО не мають оболонки, посипають дрібним піском або корундом і сушать блок при кімнатній температурі біля 5-6год , потім поміщають у сушильну піч з температурою 100-120°С, де відбувається плавлення легкоплавкої моделі з літником ("ялинки") і видалення розплаву в збірник через літникову систему, що утворилася в оболонці тримка у прес-формі 1,5 - З.Охв Дефекти на елементах лісникової системи виправляють ремонтною масою ВИАМ-12, перед заливанням метал перегрівають до температури 1550 - 1650°С, а заливанням металу у форми виконують при температурі 1480 - 1530°С Після заливання блок витримують в муфелі підігріву форм не менше 5хв , а потім блоки розмішують у термостаті, який підігрівають попередньо до температури 900 ± 20°С, та витримують у термостаті не менш однієї години Блоки пропікають при температурі 1000 ± 50°С, час пропікання 1 0 - 1 2 годин Обсипку блоків провадять наступної зернистості 1-3 шар № 20, 4 - 12 шар № 50 Після нанесення 1 і 2 шару покриття блоки витримують на повітрі не менш 3 годин Термічна обробка лопаток повинна включати загар 60239 тування при Т - 1150°С та витримання у ПІЧІ в термін 4 години з наступним охолодженням на повітрі та старінням Після термічної обробки мікроструктура характеризується наявністю зміцнювальної уфази, КІЛЬКІСТЬ якої залежить від ХІМІЧНОГО складу (нижній, середній і верхній рівень легування) Для захисту від корозійного пошкодження рекомендується алітування в порошку фероалюмінію з добавкою ІЧЬЦСІ при 980 ± 20°С на протязі 6 - 7 годин Отриманий при алітуванні шар товщиною 0,04 - 0,07мм має задовільну пластичність і не викришується при ударах Дослідження механічних і жароміцних характеристик показало, що сплав забезпечує тривалу стабільність властивостей при робочих температурах Деякі дослідження зведені в таблиці Таблиця 1 Виготовлення моделі літникових систем з модельного складу ВИАМ-12 №№ експерименту Температура модельного складу 1 40-45°С 2 45-50°С 3 50-55°С 4 65-75°С Витримка прес-форм Витримка прес-форм без тиску ПІД ТИСКОМ 1,2-1,6кгс/см^ 2хв 1,6-1,8 кгс/см^ Зхв 1,8-2,0 кгс/см^ 4хв 2,0-4,0 кгс/см^ 1хв 1хв 1хв 1,5-Зхв Характеристика експерименту Значні дефекти на замку та полиці лог Значні дефекти на замку та полиці лог Дефекти на замку та ПОЛИЦІ Відсутність дефектів Таблиця 2 Пропікання форм №№ експерименту 1 2 3 4 5 6 Попередній нагрів термостату 800°С 820 - 840°С 840 - 850°С 860 - 870°С 880 - 920°С 950-100°С Температура пропікання 900 - 920°С 920 - 950°С 950 - 970°С 950 - 970°С 1000-1060°С 1100-1150°С Плин пропікання, години 5 7 8 10 12 13 Характеристика експерименту якість форми низька якість форми низька якість форми низька якість форми добра якість форми добра якість форми низька Таблиця З Заливання сплаву в форму №№ експерименту Температура пере- Температура заливангріву сплаву ня сплаву в форми 1 1400°С 1380°С 2 1430°С 1400°С 3 1500°С 1400°С 4 1520°С 1420°С 5 1550°С 1480°С 6 1565°С 1530°С 7 1600°С 1550°С Характеристика експерименту наявність окисної плівки та бруду на поверхні металу наявність окисної плівки та бруду на поверхні металу наявність окисної плівки та бруду на поверхні металу наявність окисної плівки та бруду на поверхні металу відсутність окисної плівки та бруду на поверхні металу, якість відливки гарна відсутність окисної плівки та бруду на поверхні металу, якість відливки гарна перегрів металу, якість відливки низька 60239 Таблиця 4 Короткочасна МІЦНІСТЬ сплаву ЖСЗЛС Температура дослідження Т, °С 20 700 750 800 Границя тривкості, а в , МПа 890 897 916 765 790 815 780 795 810 620 636 650 Границя текучості, і Подовження 5, % Звуження 4 , % 4,0 4,5 9,0 5,0 5,4 5,9 5,6 7,3 9,0 5,0 7,6 8,5 Оо2, МПа 705 714 750 620 675 690 630 642 650 540 570 595 5,0 4,6 6,0 8,0 9,5 10,0 8,2 9,3 11,0 8,0 9,2 14,0 Таблиця 5 Жароміцність сплаву ЖСЗЛС при різних температурах Температура дослідження Т, °С Тривала напруга, а, МПа 220 180 200 140 450 420 400 380 370 340 330 320 300 180 180 180 200 140 150 150 130 130 100 80 70 70 7ПП I UU 800 900 950 МІЦНІСТЬ час до руйнування, т, г 100 160 100 500 320 430 100 100 240 500 520 560 570 90 102 ПО 100 490 500 520 100 90 100 230 400 450 подовження, 5, % звуження, 4і, % 7,0 7,4 8,2 8,7 7,1 6,9 6,8 7,4 9,0 7,0 7,7 8,3 8,8 7,2 7,5 8,9 9,0 10,5 12,5 14,0 10,2 12,5 8,4 11,0 14,6 16,0 7,2 7,6 8,0 8,8 7,4 7,0 6,8 8,0 10,0 7,8 8,1 8,5 9,0 7,4 7,5 9,0 9,0 10,8 12,0 14,0 10,5 13,0 8,6 11,4 14,8 16,0 Таблиця 6 ФІЗИЧНІ властивості сплаву ЖСЗЛС Температура Т, °С Питома тепломісткість Ср, Дж/Кг °С Питома теплопровідність Л, кал/см сек °С Густина у, кг/м'5 100 200 300 400 500 600 700 800 900 0,023 0,026 0,030 0,038 0,041 0,044 0,048 0,052 0,055 419,0 439,9 460,9 481,9 502,8 544,7 586,6 649,5 712,3 8,33-10' 60239 10 Таблиця 7 Коефіцієнт термічного розширення Температура Т,°С Коефіцієнт термічного розширення 6 а Ю , 1/°С Температура Т,°С Коефіцієнт термічного розширення 6 а Ю , 1/°С 20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900 11,9 12,3 12,7 13,0 13,3 13,6 14,1 14,8 15,7 300-400 400-500 14,1 14,5 20-100 11,9 100-200 200-300 12,7 13,4 500-600 600-700 700-800 15,0 17,4 19,5 800-900 23,0 Таблиця 8 Тривала мщшсть сплавт при температурі 800° С • - иш;ш Udmict 500, ІЗ-сплав ЖСЗЛС 11 60239 12 сМПа 550 - сплав Udimet 500 - сплав ЖСЗЛС Комп'ютерна верстка Н Кураєва Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture blades from heat-resistant alloys
Автори англійськоюMandra Anatolii Stepanovych, Solianyk Volodymyr Hryhorovych, Bekker Mykhailo Viktorovych, Mykhailov Serhii Borysovych, Nalisnyi Mykola Borysovych, Bobov Volodymyr Petrovych, Bulakh Mykola Hryhorovych, Bilous Valerii Ivanovych
Назва патенту російськоюСпособ изготовления лопаток из жаропрочных сплавов
Автори російськоюМандра Анатолий Степанович, Соляник Владимир Григорьевич, Беккер Михаил Викторович, Михайлов Сергей Борисович, Налисный Николай Борисович, Бобов Владимир Петрович, Булах Николай Григорьевич, Билоус Валерий Иванович
МПК / Мітки
МПК: B22D 25/00, B21K 3/00
Мітки: виготовлення, сплавів, лопаток, жароміцних, спосіб
Код посилання
<a href="https://ua.patents.su/6-60239-sposib-vigotovlennya-lopatok-z-zharomicnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення лопаток з жароміцних сплавів</a>
Спосіб виготовлення лопаток з жароміцних сплавів
Номер патенту: 35519
Опубліковано: 15.03.2001
Автори: Булах Микола Григорович, Педько Борис Іванович, Бузикін Ілля Єлисеєвич, Ромець Володимир Володимирович, Білоус Валерій Іванович, Бобов Володимир Петрович, Мандра Анатолій Степанович
МПК: B22D 25/00, B21K 3/00
Мітки: лопаток, жароміцних, спосіб, сплавів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форми з літниковою системою, встановки в неї стрижнів, одержання моделі лопаток формування на моделі керамічної оболонки-форми, виплавці модельної маси, пропікання форм у печі і заливания форм розплавом, який відрізняється тим, що стрижні виготовляють із маршаліту пресуванням 15-20 кг/см2 при температурі 130-140оС й витримкою під пресом 15-20 сек., форми...
Спосіб очищення деталей з жароміцних сплавів
Номер патенту: 46104
Опубліковано: 15.05.2002
Автор: Орлов Михайло Романович
МПК: C23G 1/02, C23G 1/08, C23F 3/00, C23F 1/10
Мітки: деталей, очищення, сплавів, спосіб, жароміцних
Формула / Реферат:
Спосіб очищення деталей з жароміцних сплавів, який включає травлення в водному розчині кислот, який відрізняється тим, що попередньо проводять відновний відпал у атмосфері водню при температурі 1000 - 1200°С протягом 2 - 4 годин.
Спосіб регенерації відходів жароміцних сплавів з використанням електронно-променевої технології
Номер патенту: 55053
Опубліковано: 17.03.2003
Автори: Мяльниця Георгій Пилипович, Максюта Іннола Іванівна, Добкина Юлія Георгіївна, Ладохін Сергій Васильович, Аникін Юрій Пилипович, Левицький Микола Іванович
МПК: C21C 5/56
Мітки: використанням, регенерації, електронно-променевої, технології, спосіб, жароміцних, відходів, сплавів
Формула / Реферат:
Спосіб регенерації відходів жароміцних сплавів, що включає плавку металу в вакуумі, який відрізняється тим, що відходи жароміцних сплавів проплавляють в вакуумно-індукційній та електронно-променевій установці, розплав заливають в холодну форму.
Спосіб отримання порошків жароміцних сплавів

Номер патенту: 40543
Опубліковано: 16.07.2001
Автори: Пашетнєва Наталія Миколайовна, Ципунов Олексій Георгійович, Терновий Юрій Федорович, Кононенко Анатолій Акимович
МПК: B22F 9/08
Мітки: спосіб, порошків, отримання, сплавів, жароміцних
Текст:
Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Банас Федір Павлович, Гліксон Ігор Леонідович, Писаренко Георгій Степанович, Лук'янов Валентин Семенович, Петренко Петро Васильович, Куліш Микола Полікарпович, Мельнікова Наталія Олександрівна, Леонець Віктор Адамович, Богуслаев Вячеслав Олександрович
МПК: C21D 8/00
Мітки: спосіб, титанових, зміцнення, лопаток, сплавів
Формула / Реферат:
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:где Е - энергия электронов, МэВ;См - максимальная толщина лопатки, мм; r - плотность титанового сплава,...
Попередній патент: Склад кріоконсерванту для гемопоетичних клітин донорської кордової крові (варіанти)
Наступний патент: Запірно-пломбувальний пристрій
Випадковий патент: Гумова суміш на основі високомолекулярного метилвінілсилоксанового каучуку