Спосіб відновлення працездатності ремонтних шестеренних мастильних гідронасосів
Номер патенту: 60393
Опубліковано: 25.06.2011
Автори: Перро Дарина Миколаївна, Кіндрачук Мирослав Васильович, Герасимова Ольга В'ячеславівна, Подлєсний Вадим Віталійович, Костін Валерій Анатолійович, Клімін Володимир Володимирович, Кліміна Юлія Володимирівна
Формула / Реферат
Спосіб відновлення працездатності зношених ремонтних шестеренних мастильних гідронасосів, що включає виготовлення корпусних деталей, усунення чистовим шліфуванням дефектів зносу робочих циліндричних поверхонь і торців зубчастих вінців валів-шестерень при збереженні модуля зачеплення, який відрізняється тим, що при цьому шліфуванням відновлюють також і евольвентну форму зношеним профілям, забезпечуючи щільний лінійний контакт бокових поверхонь зубів, що зчіплюються; кут профілю "α" корегують з 20° на 14,5° при збереженні номінального бокового зазору "j" і товщини зуба по колу головок "Sa" менше 0,2m, а діаметру кола головок "da", міжосьовій відстані "aw" і радіальному зазору "с" надають ремонтних значень: dap=da-0,09 m; awp=aw-0,14m; cp=c+0,03m, де "da", "aw" та "с" - номінальні значення цих величин, m - модуль зачеплення.
Текст
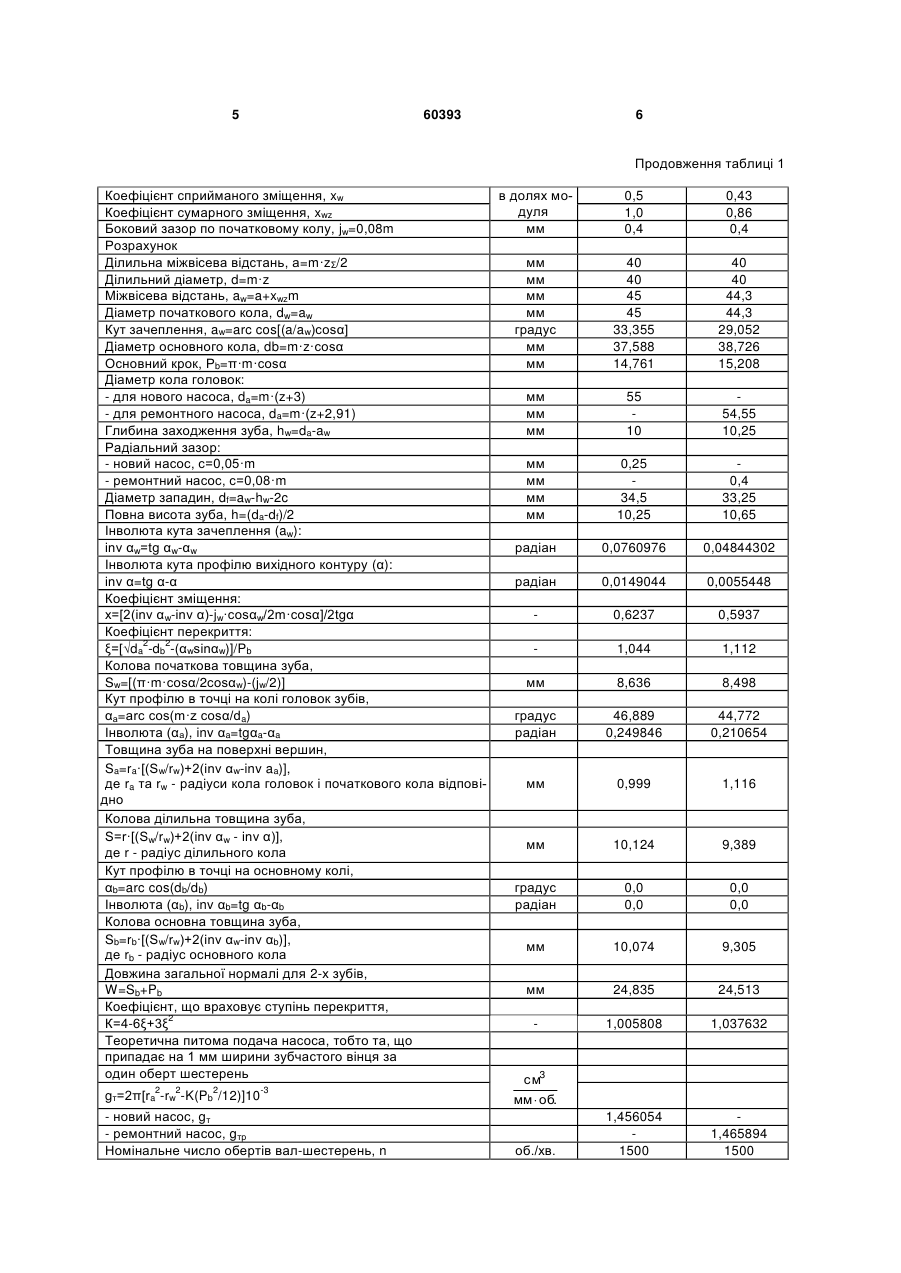
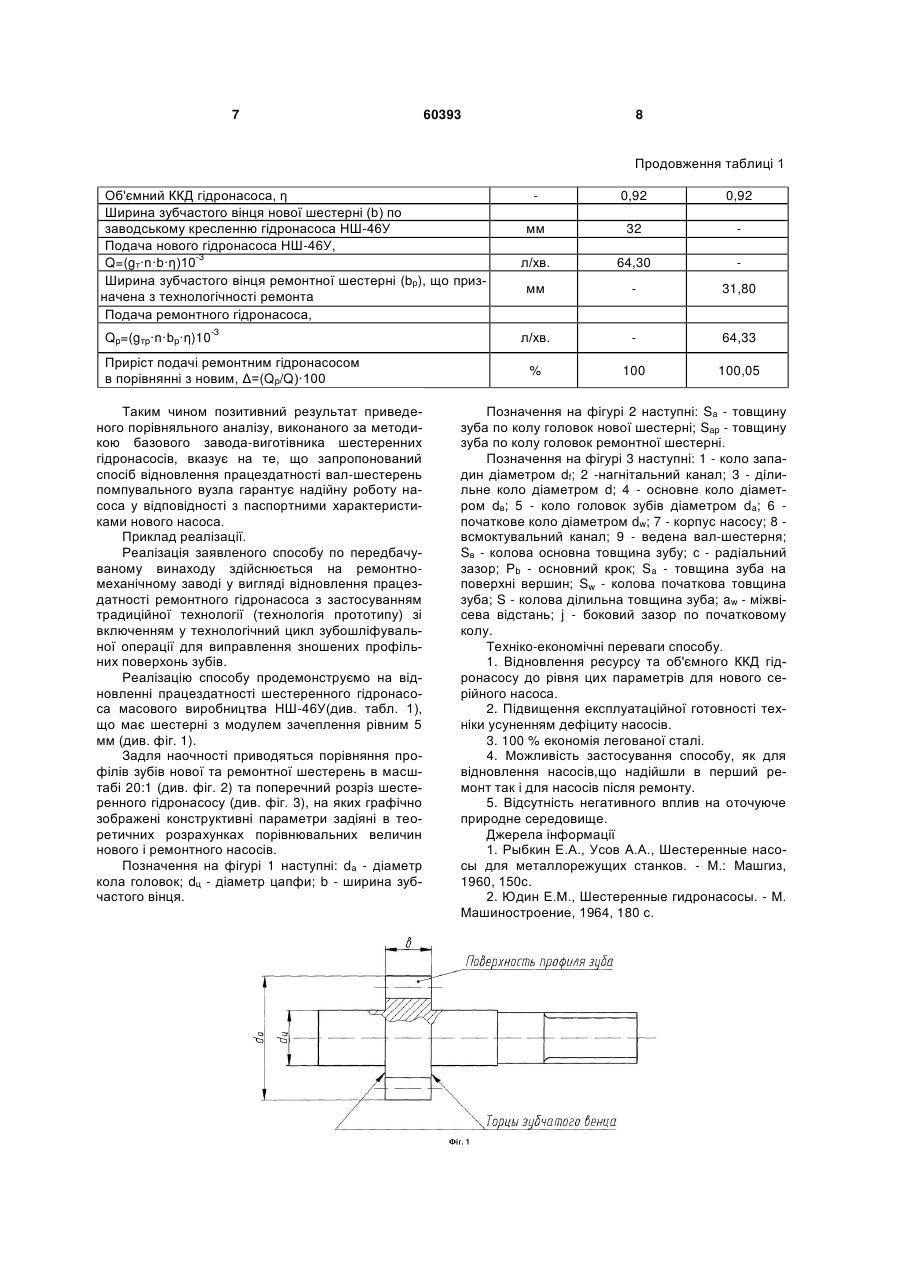
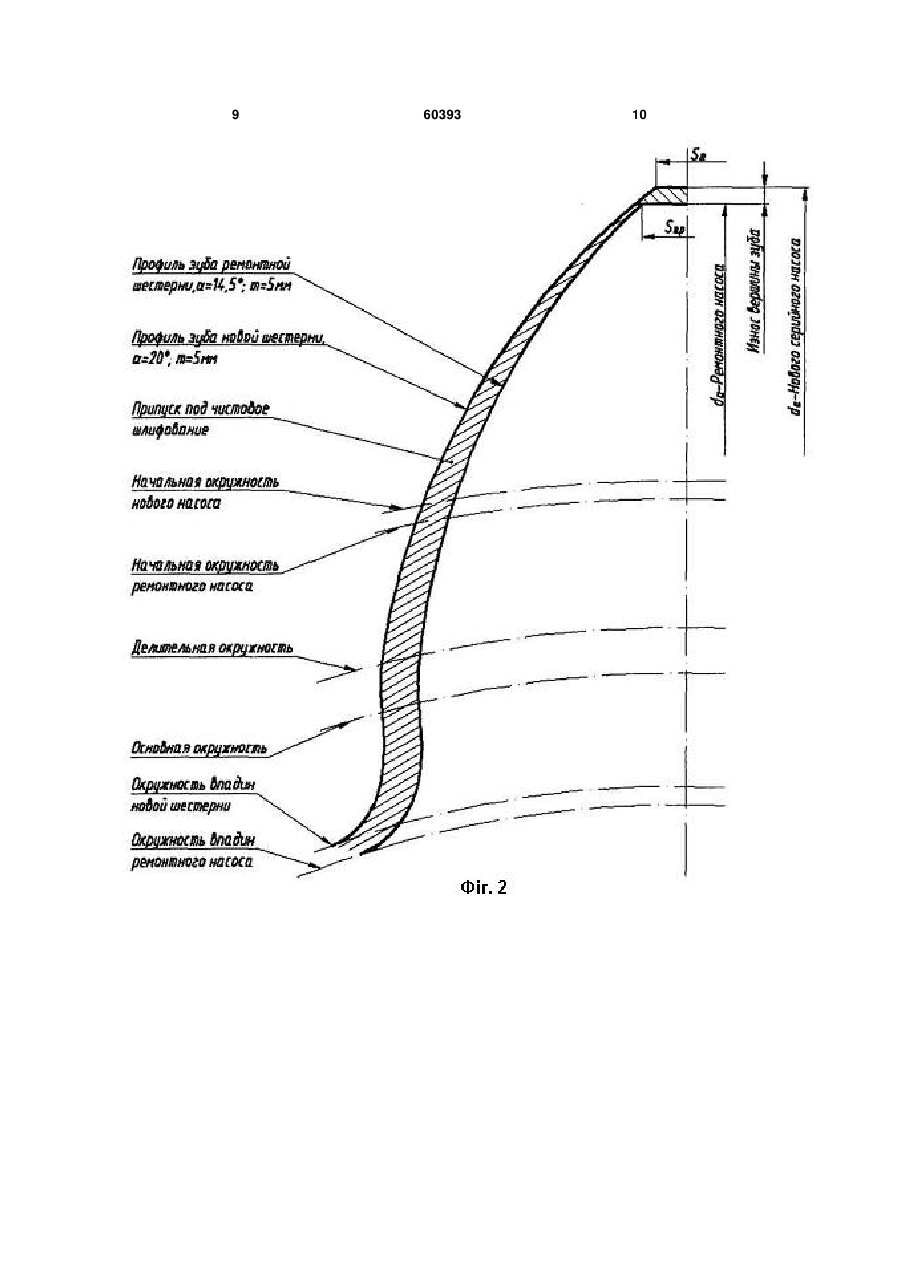
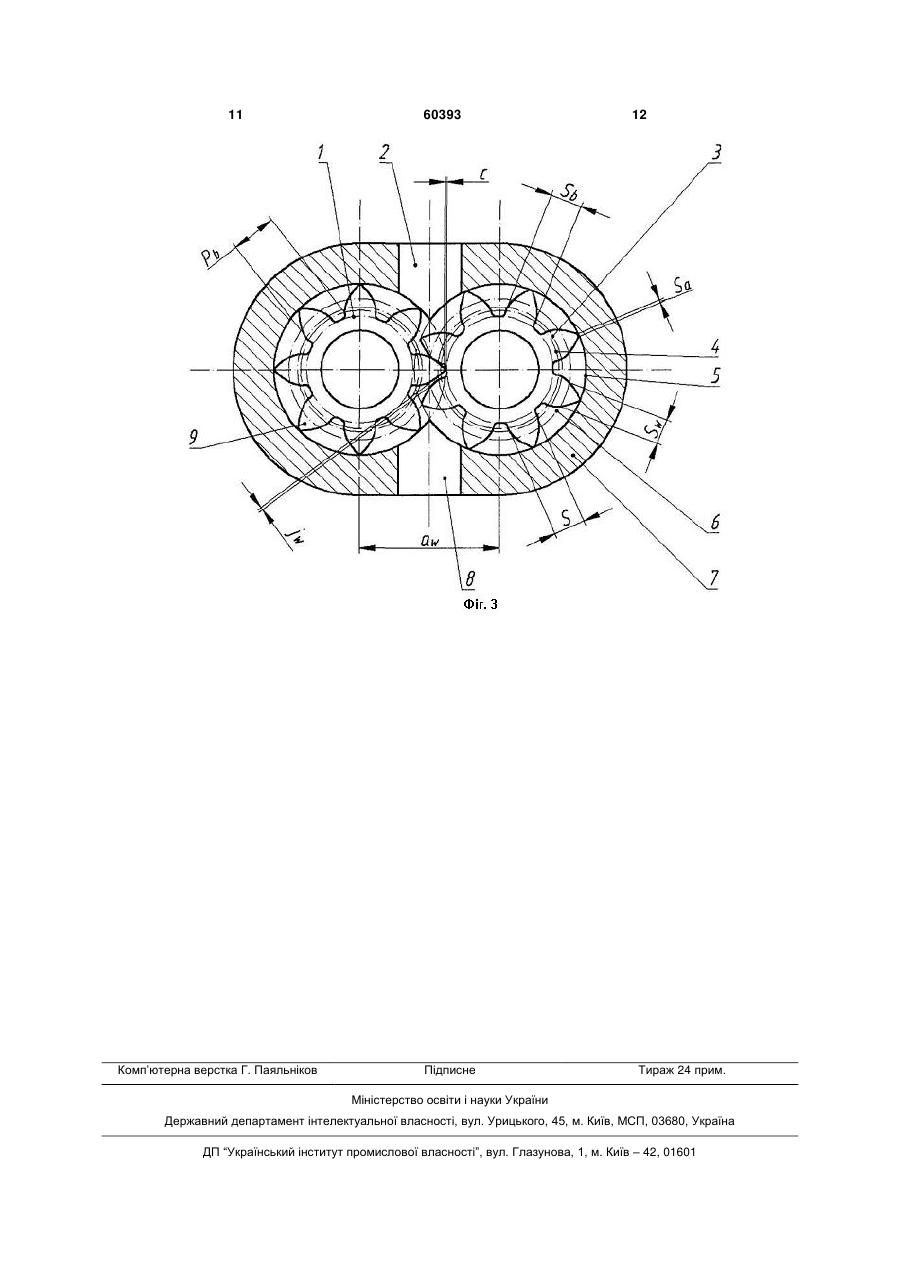
Спосіб відновлення працездатності зношених ремонтних шестеренних мастильних гідронасосів, що включає виготовлення корпусних деталей, усунення чистовим шліфуванням дефектів зносу ро 3 Відомий спосіб ремонту шестеренних гідронасосів, згідно якому зношені робочі поверхні валшестерень чистовим шліфуванням приводять до визначених ремонтних конструктивних параметрів, після чого селективно підбирають парні шестерні (ведучу і ведену), в яких різниця по ширині зубчастого вінця «b», не перевищує 0,005 мм та відправляють на збирання з ремонтними корпусами (фіг. 1. Ведуча шестерня гідронасосу). Розглянутий спосіб знайшов застосування на Кіровоградському ремонтно-механічному заводі по ремонту сільськогосподарської техніки і прийнятий за прототип, як найбільш близький по технічній сутності до заявленого. Згідно зі способом-прототипом чистовим шліфуванням виправляють опорні цапфи, торці й поверхню по колу головок зубчастого вінця валшестерні, окрім бокових профільних поверхонь зубів (фіг. 1; фіг. 2), що є суттєвим недоліком способу-прототипу. Як вже зазначалось вище у новому шестеренному гідронасосі по мірі його експлуатації в наростаючому порядку превалюють витоки через зазори між торцевими поверхнями зубчастих вінців і підп'ятників (опорних втулок), що в прикінцевому підсумку призводить до відмови насоса. В ремонтному насосі, внаслідок виправлення чистовим шліфуванням зношених робочих поверхонь, неминучі витоки через торцеві і радіальні зазори мінімізуються, а домінуючими становляться витоки через нещільності лінійного контакту між зношеними і невиправленими боковими профільними поверхнями зубів, що зчіплюються. Часто ущільненням слугує лише незначний відрізок лінії контакту профілів, так звана лінія «зминання» [Рибкин Е.А., Усов А.А., Шестеренные насосы для металлорежущих станков - М.: Машгиз, 1960, стор. 53, 54; рис. 21]. Між зчіплюваними зношеними і невиправленими профільними поверхнями зростає тертя, прогресує зношування, викликаючи зростання температури мастила в робочому об'ємі помпувального вузла, зростання в мастилі газової складової, що зменшує заповнення мастилом робочого об'єму, зниження в'язкості мастила та його мастильних властивостей, що сприяє перетіканню мастила через зазори по лінії контакту профілів з камери нагнітання зворотно в камеру всмоктування і вкрай негативно відбивається на працездатності насоса. Перелічені негативні фактори підсумовуючись з витоками через торцеві зазори лімітують праце 60393 4 здатність ремонтного насоса до рівня граничного стану. На відміну від способу-прототипу, згідно з яким чистовим шліфуванням виправляють зношенні поверхні опорних цапф «dц», торців і поверхонь по колу головок зубчастого вінця валшестерні «da», у відповідності зі способом шліфуванням виправляють також і бокові зношені поверхні зубів (фіг. 2. Профіль зуба нової та ремонтної шестерні, m=5 мм), чим зменшують тертя і зношування профільних поверхонь та перегрів мастила, що нагнітається, в робочому об'ємі насоса, знижують об'єм газової складової, підвищують заповнення робочого об'єму свіжим мастилом за рахунок максимально можливого зменшення перетікання мастила з камери нагнітання зворотно в камеру всмоктування, що в підсумку дає змогу підтримувати об'ємний ККД насосу в прийнятих виробництвом межах η=0,85÷10,92. Окрім того досягнення ремонтним насосом паспортних характеристик нового забезпечується зміною кута профілю «α» з 20° на 14,5° і наданню діаметру кола головок «da», міжвісевій відстані «aw» і радіальному зазору «с» ремонтних значень: dap=da-0,09m; awp=aw-0,14m; cp=c+0,03m, де «da», «aw» та «с» - номінальні значення цих величин, m - модуль зачеплення, при цьому зберігають номінальну величину бокового зазору «j», а товщину зуба по колу головок «Sa» не менше 0,2m (фіг. 3. Шестеренний гідронасос (поперечний розріз)). Таким чином, корегуючи технологію обробки та конструктивні параметри, відновлюють працездатність і ресурс ремонтного гідронасосу до рівня нового. Передбачуваний винахід дає рішення поставленої задачі створення умов, що зменшують тертя і зношування робочих поверхонь, перегрів мастила в робочому об'ємі насоса, мінімізацію витоків і відновлення ремонтним насосам працездатності до рівня нового гідронасоса. Необхідні умови, що дозволяють вирішити поставлену задачу створюються шляхом виправлення зношених бокових профільних поверхонь зубів, корегуванням кута профілю «α» з 20° на 14,5°, міжвісевій відстані «aw» та інших, раніше названих, конструктивних параметрів. Теоретичне обґрунтування передбачуваного винаходу наводиться нижче у вигляді порівняльного аналізу розрахункових теоретичних параметрів нового серійного гідронасосу з аналогічними параметрами ремонтного (табл. 1). Таблиця 1 Порівнювальні параметри нового і ремонтного гідронасосів НТТТ 46У Назва, позначення і розрахункова формула параметру 1 Вихідні дані Кут профілю вихідного контуру, а Модуль зачеплення, m Число зубів шестерні, z Число зубів сумарне, zΣ Розмірність Новий насос 2 3 Ремонтний насос 4 градус мм шт. шт. 20 5 8 16 14,5 5 8 16 5 60393 6 Продовження таблиці 1 Коефіцієнт сприйманого зміщення, xw в долях модуля Коефіцієнт сумарного зміщення, xwz Боковий зазор по початковому колу, jw=0,08m мм Розрахунок Ділильна міжвісева відстань, а=m·zΣ/2 мм Ділильний діаметр, d=m·z мм Міжвісева відстань, aw=a+xwzm мм Діаметр початкового кола, dw=aw мм Кут зачеплення, aw=arc cos[(a/aw)cosα] градус Діаметр основного кола, db=m·z·cosα мм Основний крок, Рb=π·m·cosα мм Діаметр кола головок: - для нового насоса, da=m·(z+3) мм - для ремонтного насоса, da=m·(z+2,91) мм Глибина заходження зуба, hw=da-aw мм Радіальний зазор: - новий насос, с=0,05·m мм - ремонтний насос, с=0,08·m мм Діаметр западин, df=aw-hw-2c мм Повна висота зуба, h=(da-df)/2 мм Інволюта кута зачеплення (aw): inv αw=tg αw-αw радіан Інволюта кута профілю вихідного контуру (α): inv α=tg α-α радіан Коефіцієнт зміщення: x=[2(inv αw-inv α)-jw·cosαw/2m·cosα]/2tgα Коефіцієнт перекриття: 2 2 ξ=[√da -db -(αwsinαw)]/Pb Колова початкова товщина зуба, Sw=[(π·m·cosα/2cosαw)-(jw/2)] мм Кут профілю в точці на колі головок зубів, αа=arc cos(m·z cosα/da) градус Інволюта (αа), inv αa=tgαa-αa радіан Товщина зуба на поверхні вершин, Sa=ra·[(Sw/rw)+2(inv αw-inv aa)], де ra та rw - радіуси кола головок і початкового кола відповімм дно Колова ділильна товщина зуба, S=r·[(Sw/rw)+2(inv αw - inv α)], мм де r - радіус ділильного кола Кут профілю в точці на основному колі, αb=arc cos(db/db) градус Інволюта (αb), inv αb=tg αb-αb радіан Колова основна товщина зуба, Sb=rb·[(Sw/rw)+2(inv αw-inv αb)], мм де rb - радіус основного кола Довжина загальної нормалі для 2-х зубів, W=Sb+Pb мм Коефіцієнт, що враховує ступінь перекриття, 2 К=4-6ξ+3ξ Теоретична питома подача насоса, тобто та, що припадає на 1 мм ширини зубчастого вінця за один оберт шестерень см3 2 2 2 -3 gт=2π[ra -rw -K(Pb /12)]10 мм об. - новий насос, gт - ремонтний насос, gтр Номінальне число обертів вал-шестерень, n об./хв. 0,5 1,0 0,4 0,43 0,86 0,4 40 40 45 45 33,355 37,588 14,761 40 40 44,3 44,3 29,052 38,726 15,208 55 10 54,55 10,25 0,25 34,5 10,25 0,4 33,25 10,65 0,0760976 0,04844302 0,0149044 0,0055448 0,6237 0,5937 1,044 1,112 8,636 8,498 46,889 0,249846 44,772 0,210654 0,999 1,116 10,124 9,389 0,0 0,0 0,0 0,0 10,074 9,305 24,835 24,513 1,005808 1,037632 1,456054 1500 1,465894 1500 7 60393 8 Продовження таблиці 1 Об'ємний ККД гідронасоса, η Ширина зубчастого вінця нової шестерні (b) по заводському кресленню гідронасоса НШ-46У Подача нового гідронасоса НШ-46У, -3 Q=(gт·n·b·η)10 Ширина зубчастого вінця ремонтної шестерні (bр), що призначена з технологічності ремонта Подача ремонтного гідронасоса, -3 Qp=(gтp·n·bp·η)10 Приріст подачі ремонтним гідронасосом в порівнянні з новим, Δ=(Qp/Q)·100 Таким чином позитивний результат приведеного порівняльного аналізу, виконаного за методикою базового завода-виготівника шестеренних гідронасосів, вказує на те, що запропонований спосіб відновлення працездатності вал-шестерень помпувального вузла гарантує надійну роботу насоса у відповідності з паспортними характеристиками нового насоса. Приклад реалізації. Реалізація заявленого способу по передбачуваному винаходу здійснюється на ремонтномеханічному заводі у вигляді відновлення працездатності ремонтного гідронасоса з застосуванням традиційної технології (технологія прототипу) зі включенням у технологічний цикл зубошліфувальної операції для виправлення зношених профільних поверхонь зубів. Реалізацію способу продемонструємо на відновленні працездатності шестеренного гідронасоса масового виробництва НШ-46У(див. табл. 1), що має шестерні з модулем зачеплення рівним 5 мм (див. фіг. 1). Задля наочності приводяться порівняння профілів зубів нової та ремонтної шестерень в масштабі 20:1 (див. фіг. 2) та поперечний розріз шестеренного гідронасосу (див. фіг. 3), на яких графічно зображені конструктивні параметри задіяні в теоретичних розрахунках порівнювальних величин нового і ремонтного насосів. Позначення на фігурі 1 наступні: da - діаметр кола головок; dц - діаметр цапфи; b - ширина зубчастого вінця. 0,92 0,92 мм 32 л/хв. 64,30 мм 31,80 л/хв. 64,33 % 100 100,05 Позначення на фігурі 2 наступні: Sa - товщину зуба по колу головок нової шестерні; Sap - товщину зуба по колу головок ремонтної шестерні. Позначення на фігурі 3 наступні: 1 - коло западин діаметром df; 2 -нагнітальний канал; 3 - ділильне коло діаметром d; 4 - основне коло діаметром dв; 5 - коло головок зубів діаметром da; 6 початкове коло діаметром dw; 7 - корпус насосу; 8 всмоктувальний канал; 9 - ведена вал-шестерня; Sв - колова основна товщина зубу; с - радіальний зазор; Рb - основний крок; Sa - товщина зуба на поверхні вершин; Sw - колова початкова товщина зуба; S - колова ділильна товщина зуба; aw - міжвісева відстань; j - боковий зазор по початковому колу. Техніко-економічні переваги способу. 1. Відновлення ресурсу та об'ємного ККД гідронасосу до рівня цих параметрів для нового серійного насоса. 2. Підвищення експлуатаційної готовності техніки усуненням дефіциту насосів. 3. 100 % економія легованої сталі. 4. Можливість застосування способу, як для відновлення насосів,що надійшли в перший ремонт так і для насосів після ремонту. 5. Відсутність негативного вплив на оточуюче природне середовище. Джерела інформації 1. Рыбкин Е.А., Усов А.А., Шестеренные насосы для металлорежущих станков. - М.: Машгиз, 1960, 150с. 2. Юдин Е.М., Шестеренные гидронасосы. - М. Машиностроение, 1964, 180 с. 9 60393 10 11 Комп’ютерна верстка Г. Паяльніков 60393 Підписне 12 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for renewal of working capacity of repair gear-type lubrication hydro-pumps
Автори англійськоюKlimin Volodymyr Volodymyrovych, Kindrachuk Miroslav Vasyliovych, Herasimova Olha Viacheslavivna, Kostin Valerii Anatoliiovych, Klimina Yulia Volodymyrivna, Podlesnyi Vadym Vitaliiovych, Perro Daryna Mykolaivna
Назва патенту російськоюСпособ восстановления работоспособности ремонтных шестеренных смазочных гидронасосов
Автори російськоюКлимин Владимир Владимирович, Киндрачук Мирослав Васильевич, Герасимова Ольга Вячеславовна, Костин Валерий Анатолиевич, Климина Юлия Владимировна, Подлесный Вадим Витальевич, Перро Дарина Николаевна
МПК / Мітки
МПК: F04F 5/00
Мітки: мастильних, спосіб, працездатності, шестеренних, відновлення, ремонтних, гідронасосів
Код посилання
<a href="https://ua.patents.su/6-60393-sposib-vidnovlennya-pracezdatnosti-remontnikh-shesterennikh-mastilnikh-gidronasosiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення працездатності ремонтних шестеренних мастильних гідронасосів</a>
Спосіб зменшення зношування та перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності
Номер патенту: 43780
Опубліковано: 25.08.2009
Автори: Кіндрачук Мирослав Васильович, Клімін Володимир Володимирович, Пасічник Віктор Олександрович, Данілов Андрій Павлович, Герасимова Ольга В'ячеславівна
МПК: B23Q 11/10
Мітки: відновлення, перегріву, гідронасосів, працездатності, торців, шестерен, зношування, спосіб, втулок, опорних, зменшення, тертя, мастильних, внаслідок
Формула / Реферат:
Спосіб зменшення зношування й перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності, що включає гарячу пластичну деформацію втулки в матриці з одержанням припуску для чистової механічної обробки деформованих поверхонь, який відрізняється тим, що торець втулки з боку торця шестерні виконують у вигляді радіатора шляхом видавлювання зібраними в касету пуансонами колодязів, причому...
Спосіб відновлення працездатності зношеної зубчастої передачі приводу
Номер патенту: 57580
Опубліковано: 15.03.2005
Автори: Сизранцев Владімір Ніколаєвіч, Бавикин Олександр Єгорович, Рибак Валерій Якович, Сіліч Алєксандр Анатольєвіч, Маховський Юрій Олексійович, Півень Володимир Олександрович, Розенберг Олег Олександрович, Пащенко Володимир Олександрович, Ратманов Едуард Владіміровіч
МПК: B23F 9/00, B23P 6/00, B23F 5/00
Мітки: відновлення, зубчастої, передачі, приводу, працездатності, зношеної, спосіб
Формула / Реферат:
Екстрактор для одержання екстрактів з дикорослих трав складається з завантажувального бункера, штагеля та подрібнювача для подачі в робочу зону підготовленої сировини, шнекового пристрою для його переміщення, пристрою для подачі екстрагента, змішувача, бункер для відводу шроту та пристрою для відводу концентрату. При цьому на валу шнека, який має змінний крок, розташовані лопатки під фіксованим кутом до поверхні.
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях
Номер патенту: 69287
Опубліковано: 16.08.2004
Автори: Новицький Андрій Валентинович, Карабиньош Сергій Степанович, Костащук Микола Іванович, Войтюк Валерій Дмитрович, Ружило Зіновій Володимирович
МПК: B23P 6/00
Мітки: працездатності, посадочних, корпусних, деталях, відновлення, спосіб, поверхонь, внутрішніх
Формула / Реферат:
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомеру-компаунда - з феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, базування оправки й оброблювання покриття нагріванням, а потім магнітним полем і знову нагріванням, який відрізняється...
Спосіб відновлення працездатності спортсмена
Номер патенту: 15323
Опубліковано: 15.06.2006
Автор: Гусєв Едуард Вікторович
МПК: A61N 5/00
Мітки: відновлення, спосіб, працездатності, спортсмена
Формула / Реферат:
1. Спосіб відновлення працездатності спортсмена, при якому після проведення діагностування пацієнта розташовують в потрібне положення на кушетці та проводять масаж, який відрізняється тим, що масаж проводять масажним вібраційним пристроєм багатофакторної дії, при цьому перед проведенням процедури пацієнт випиває воду, робить повільно кілька разів вдих-видих на весь об’єм легенів, розміщується в потрібне положення на кушетці, вібромасаж...
Спосіб відновлення працездатності гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 20919
Опубліковано: 15.02.2007
Автори: Карабиньош Сергій Степанович, Сиволапов Олександр Володимирович, Ружило Зіновій Володимирович, Новицький Андрій Валентинович
МПК: B23P 6/00
Мітки: внутрішнього, двигунів, циліндрів, гільз, працездатності, спосіб, відновлення, згорання
Формула / Реферат:
Спосіб відновлення працездатності гільз циліндрів двигунів внутрішнього згорання, що включає наплавлення внутрішньої і зовнішньої поверхні деталі, який відрізняється тим, що зовнішню поверхню деталі на ділянці буртів наплавляють по кільцю, а на інших ділянках деталі - по гвинтовій лінії з перекриттям валиків 40-45% в газополуменевому захисті електродним дротом суцільного перерізу.
Попередній патент: Пристрій швидкісного вимірювання артеріального тиску
Наступний патент: Спосіб спектрального визначення інформативних складових в процедурах усунення інформаційної невизначеності
Випадковий патент: Венекстрактор