Установка для виготування пінополістирольних виробів
Номер патенту: 69359
Опубліковано: 25.04.2012
Автори: Черних Владислав Миколайович, Селезнев Валерій Володимирович, Марічев Віктор Михайлович, Нікулін Микола Іванович
Формула / Реферат
1. Установка для виготування пінополістирольних виробів, що містить велику ємність у вигляді камери, яка зв'язана з бункером вилежування попередньо спінюваних гранул полістиролу, яка відрізняється тим, що велика ємність камери через гофрований трубопровід з'єднана з електронасосом для всмоктування і нагнітання, який з'єднаний з колоною, яка виконана з лопатевими обертальними мішалками, на які подають гранули полістиролу через вікно завантаження, причому колона зв'язана з розташованим паронакопичувачем для надходження пари.
2. Установка за п. 1, яка відрізняється тим, що бункер вилежування попередньо спінюваних гранул полістиролу розміщений вище великої ємності камери та з'єднаний з другим розташованим електронасосом для нагнітання готової суміші пінополістиролу у спеціальні форми.
3. Установка за пп. 1, 2, яка відрізняється тим, що пара до 120 °C надходить у паронакопичувач із парогенератора, а спеціальні форми виконані для заповнення сумішшю пінополістиролу для виготування виробів.
Текст
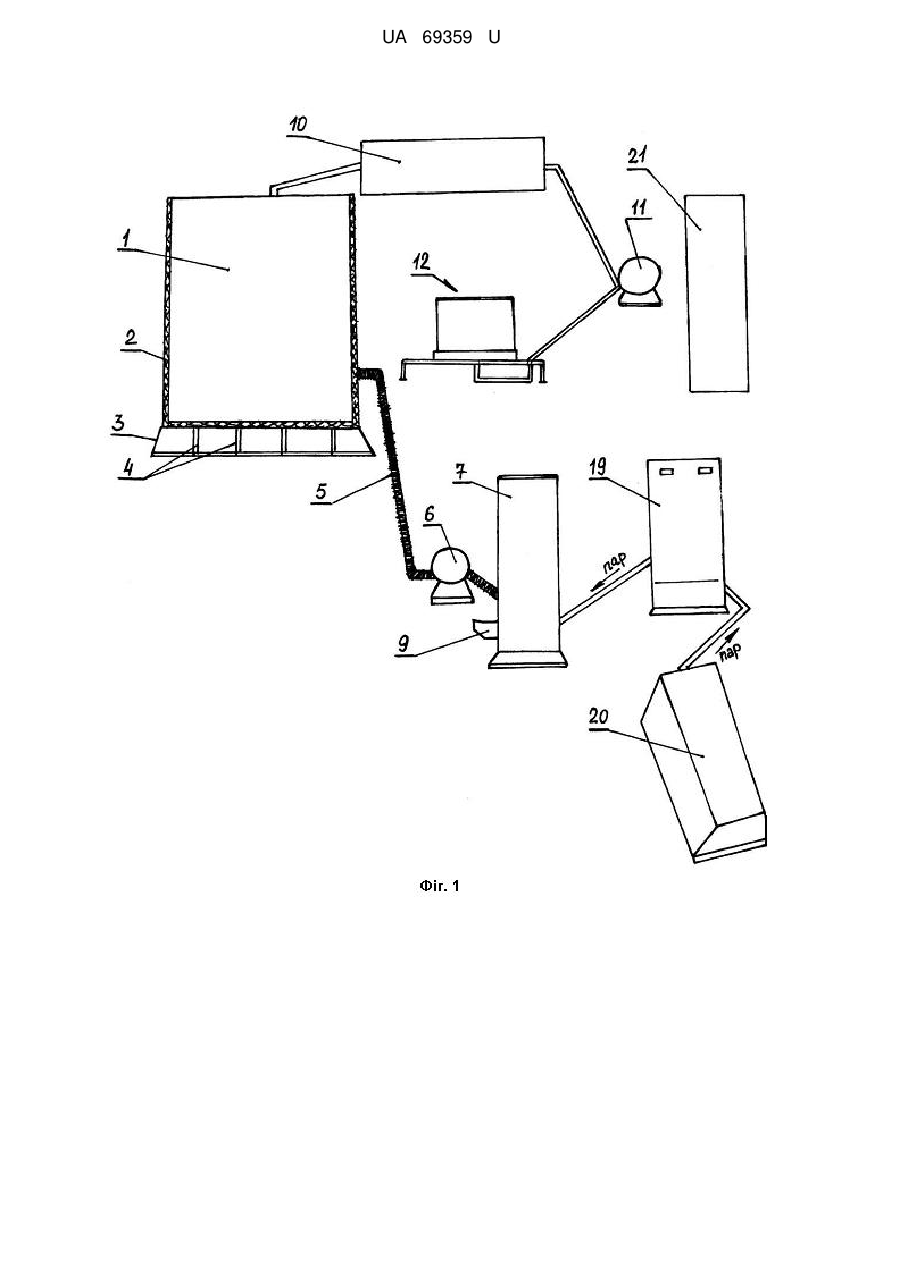
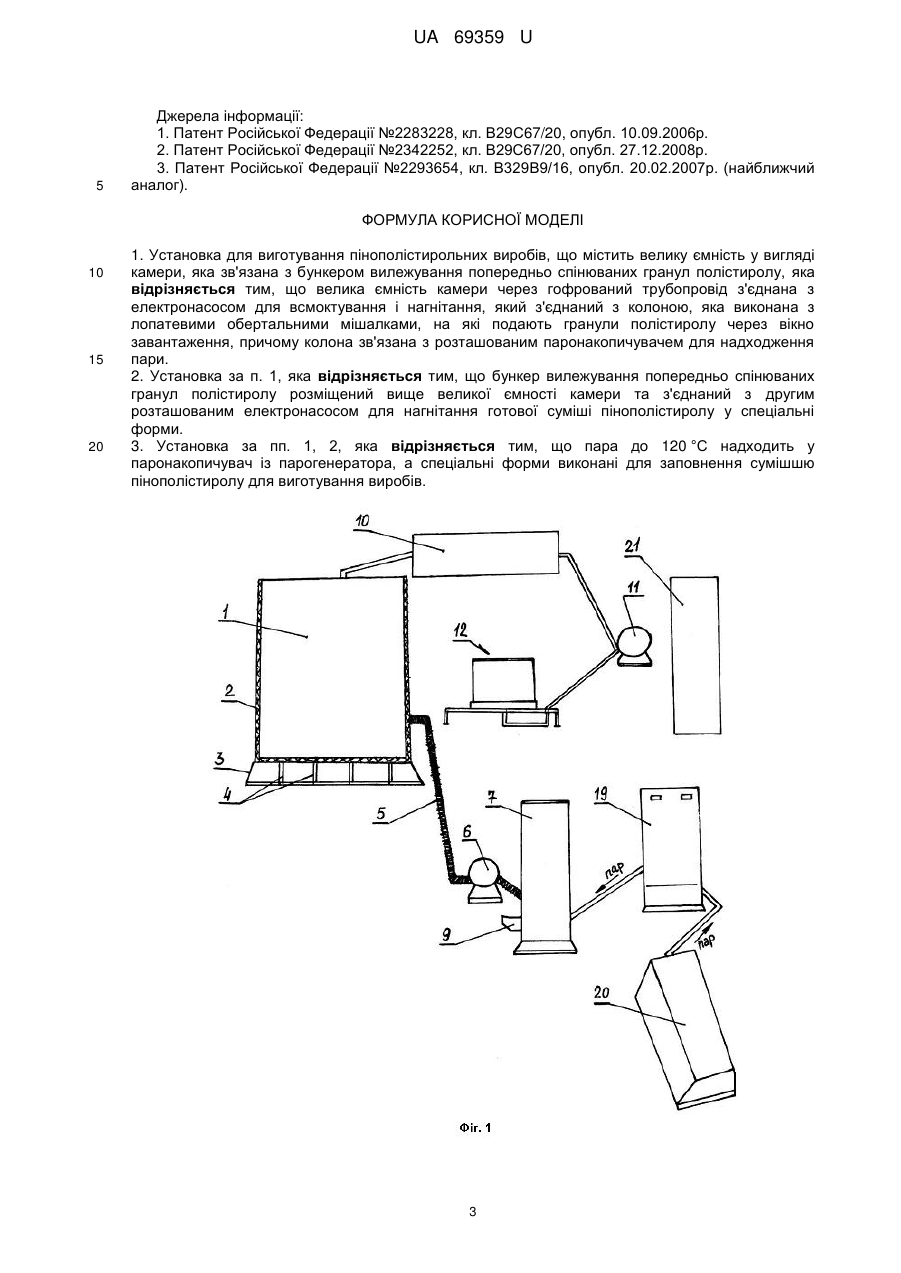
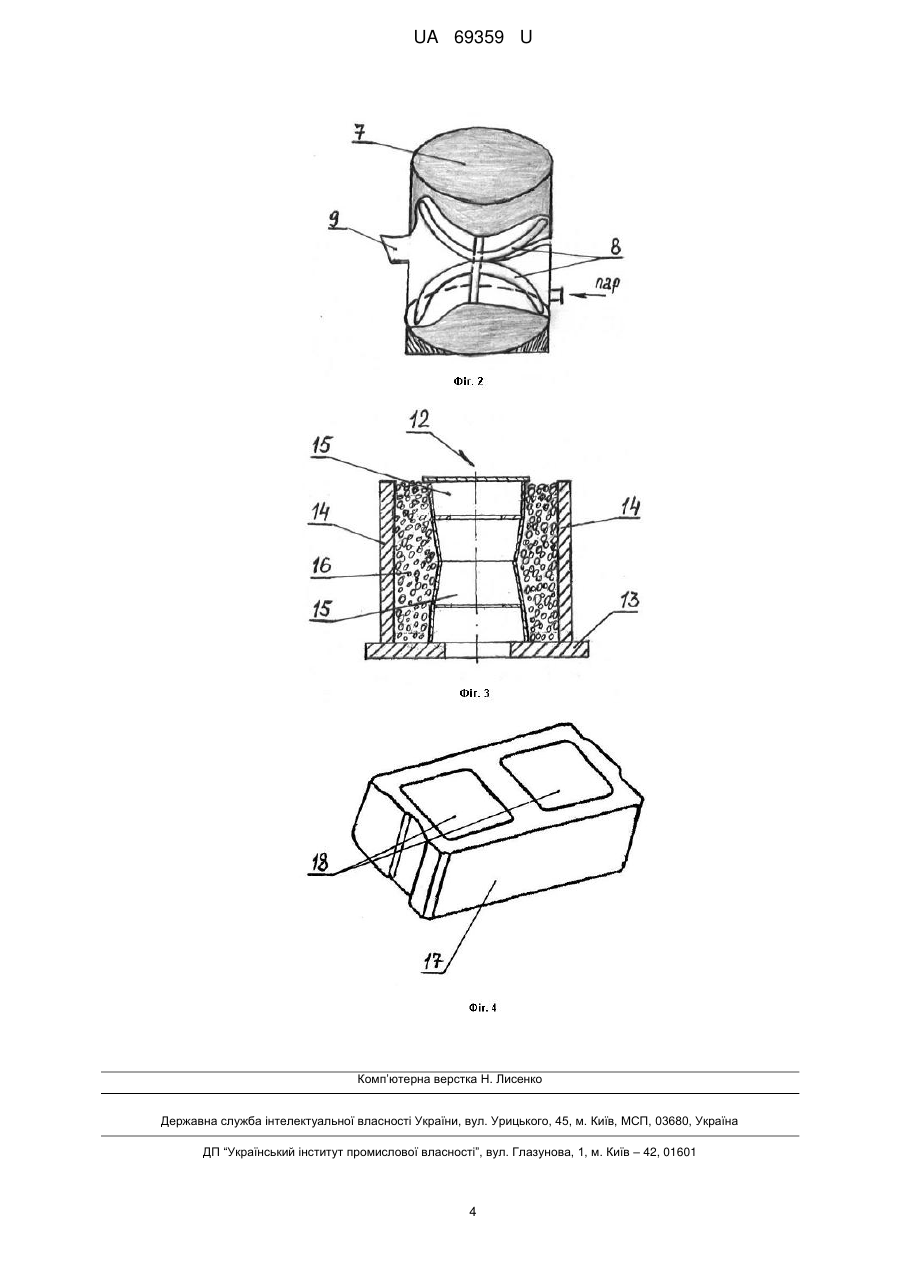
Реферат: Установка для виготування пінополістирольних виробів містить велику ємність у вигляді камери, яка зв'язана з бункером вилежування попередньо спінюваних гранул полістиролу. Велика ємність камери через гофрований трубопровід з'єднана з електронасосом для всмоктування і нагнітання, який з'єднаний з колоною. Колона виконана з лопатевими обертальними мішалками, на які подають гранули полістиролу через вікно завантаження, причому колона зв'язана з розташованим паронакопичувачем для надходження пари. UA 69359 U (12) UA 69359 U UA 69359 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технологічного обладнання для попереднього спінювання гранул полістиролу та може бути використана для виготування пінополістирольних виробів, які застосовуються у різних галузях промисловості, наприклад при експлуатації цехів систем водопостачання. Відома установка для виготування теплозвукоізоляційних виробів із спінюваних гранул полістиролу (див. патент Російської Федерації №2283228, кл. В29С67/20, опубл. 10.09.2006р.) містить циліндричну камеру спінювання з вікнами завантаження гранул полістиролу та вивантаження готового продукту, у камері змонтована мішалка, яка має лопаті у вигляді порожніх трубчастих елементів, куди надходить пара. Під діянням тепла пари гранули полістиролу нагріваються та збільшуються у об'ємі, що дозволяє їм витискуватися уверх камери до вікна вивантаження, де може витікати пара. Недоліком аналога є необхідність регулювання подачі пари, яку можуть перекривати, коли припиняється завантаження гранул полістиролу, що насправді незручно, при цьому необхідний збільшений об'єм пари. Відомий пристрій для виготування пінополістирольних блоків (див. патент Російської Федерації №2342252, кл. В29С67/20, опубл.27.12.2008) містить парову камеру, всередині якої встановлені рухомі кришка та стінки, які змонтовані на основі, а всередині цієї камери встановлені формотворні стінки у вертикальному положенні, між якими встановлені знімні вкладиші, які виконані пустотілими та порожнини всередині вкладишів залишаються порожніми та служать для проходження пари, який надходить із магістралі. Недоліком аналога може значиться не рівномірне нагрівання завантажених гранул полістиролу, які залишаються не спінюваними у формі, тому з'являються порожності у готовому пінополістирольному блоці. Відома установка для виготування пінополістирольних виробів (див. патент Російської Федерації №2293654, кл. В29В9/16, опубл. 20.02.2007) містить велику ємність у вигляді робочої камери, де спінюються гранули полістиролу, які надходять із завантажувальній ємності, робоча камера оснащена мішалкою з трубчастими перфорованими лопатями та вузлом вводу пари у вигляді круглих дисків-розпилювачів, із яких виходить пара до 100 °C-110 °C, причому робоча камера зв'язана через засіб вивантаження з бункером вилежування попередньо спінюваних гранул полістиролу, які вже оброблені рідинним суперпластифікатором, що уприскують у робочу камеру під тиском 0,3МПа. Після чого із бункера вилежування готовий пінополістирол вивантажується для виготування будівельних виробів (блоків). Дану установку приймаємо за найближчий аналог. Недоліки аналога наступні: - конструкція установки обумовлена тим, що вона складна і громіздка, що може ускладнювати виробництво пінополістирольних виробів, а при проведенні ремонту потрібні великі матеріальні і енергетичні витрати; - конструкція установки обумовлена тим, що виготування попередньо спінюваних гранул полістиролу ускладнене із-за виконання декілька технологічних операції всередині робочої камери - це процес завантаження гранул, обробка гранул шляхом розпилювання рідинним суперпластифікатором, процес перемішування за допомогою мішалки та процес подачі пари всередину камери, що може внести зниження якості готового продукту. В основу корисної моделі поставлена задача удосконалення конструкції установки для виготування пінополістирольних виробів, які технологічно виконуються із попередньо спінюваних гранул полістиролу, який виробляється у металевій колоні з вмонтованими лопатевими обертальними мішалками, куди надходить пара до 120 °C із паронакопичувача, а далі попередньо спінюванні гранули полістиролу надходять через гофрований трубопровід у велику ємність у вигляді камери з зовнішнім теплоізоляційним матеріалом, де вже попередньо спінюванні гранули пінополістиролу швидко заповнюють камеру та ще розпарюються у ній, поки збільшенні спінюванні гранули полістиролу піднімаються у верхню частину камери та через пристрої для вивантаження пересипаються у бункер вилежування, що дозволяє отримувати спінюванні гранули полістиролу визначеного гранулометричного складу, що припустимо для формування. Поставлена задача вирішується тим, що установка для виготування пінополістирольних виробів, яка містить велику ємність у вигляді камери, яка зв'язана з бункером вилежування попередньо спінюваних гранул полістиролу, за рахунок то, що велика ємність камери через гофрований трубопровід з'єднана з електронасосом для всмоктування і нагнітання, який з'єднаний з колоною, яка виконана з лопатевими обертальними мішалками, на які можуть подавати гранули полістиролу через вікно завантаження, причому колона зв'язана з розташованим паронакопичувачем для надходження із нього пари. 1 UA 69359 U 5 10 15 20 25 30 35 40 45 50 55 60 Для спрощення технологічного процесу та самої конструкції, бункер вилежування попередньо спінюваних гранул полістиролу розміщений вище великої ємності камери та з'єднаний з другим розташованим електронасосом для нагнітання готової суміші пінополістиролу у спеціальні форми. Для витримування технологічного процесу виготування пінополістирольних виробів пара до 120 °C надходить у паронакопичувач із розміщеного неподалік парогенератора, а спеціальні форми виконані для заповнення сумішшю пінополістиролу для виготування виробів. Технічний результат, який досягається у корисній моделі: - заявлена установка має взаємозв'язані між собою окремі конструкції - так велика ємність камери зв'язана через гофрований трубопровід з колоною, де швидко починається вироблення попередньо спінюваних гранул полістиролу, гранули якого завантажуються у сухому вигляді у колону, а у камері, яка призначена для скупчення вже попередньо спінюваних гранул полістиролу, відбувається їх розпарювання, тому гранули самі неперервно піднімаються уверх та вивантажуються у бункер вилежування, тим самим можливо довго не припиняти процес скупчення гранул у камері, куди також надходить пара, яка всмоктується із колони та нагнітається разом з попередньо спінюваними гранулами полістиролу у камеру за допомогою електронасоса, який не може забирати багато електроенергії, - заявлена установка має виконані спеціальні форми з пустотілими вкладишами, які при заповненні форми сумішшю пінополістиролу залишаються порожніми, тим самим внутрішня порожнина виготовлених пінополістирольних блоків залишається пустою, що дозволяє заливати їх бетоном при будівництві стінок у будівлях; за 6-8 годин на заявленій установці можливе виготувати до 1-й тис. пінополістирольних блоків. Заявлена установка для виготування пінополістирольних виробів пояснюється технічним описом та кресленнями, де: Фіг.1 - загальний вид установки для виготування пінополістирольних виробів з конструкцією камери, колони, бункера вилежування та паронакопичувача, який зв'язаний з парогенератором; Фіг.2 - загальний вид металевої колони з лопатевими обертальними мішалками, куди надходить пара до 120 °C із паронакопичувача; Фіг.3 - частина спеціальної форми з пустотілими вкладишами; Фіг.4 - загальний вигляд готового пінополістирольного блока. Корисна модель - установка для виготування пінополістирольних виробів (блоків) встановлена у невеликому приміщенні (не показане) та містить велику ємність 4м×4,5м у вигляді камери 1, яка має зовнішній теплоізоляційний матеріал 2 та встановлена на металеву основу 3 з стояками 4 і зв'язана через гофрований металевий трубопровід 5 з електронасосом 6 для всмоктування і нагнітання, який розміщений у приміщенні та з'єднаний з металевою колоною 7, всередині якої виконані лопатеві обертальні мішалки 8, на які подають сухі гранули полістиролу через вікно завантаження 9 (див. Фіг.1, Фіг.2). Камера 1 зв'язана з бункером вилежування 10, який розміщений вище та жорстко закріплений у приміщенні, причому бункер вилежування 10 з'єднаний з другим розташованим електронасосом 11, який призначений для нагнітання готової суміші пінополістиролу у спеціальні форми 12, які жорстко встановлені на платформі (не показана) під конструкцією бункера вилежування 10 (див. Фіг.1, Фіг.2, Фіг.3). Металеві спеціальні форми 12 мають основу 13, на якій встановлені формотворні стінки 14, між якими всередині встановлені пустотілі вкладиші 15, які мають порожнину, що не заповнюється сумішшю пінополістиролу 16, яким заповнюють проміжок у спеціальних формах 12 при виготуванні пінополістирольних виробів (будівельних блоків) 17, які мають пустоти 18 (див. Фіг.3, Фіг.4). Для виготування будівельних блоків 17, пара до 120 °C надходить у розташований у приміщенні паронакопичувач 19 із парогенератора 20, причому паронакопичувач 19 зв'язаний з колоною 7, у яку за допомогою електронасоса 6 всмоктується пара і через вікно завантаження 9 подаються сухі гранули полістиролу, які змішуються з парою та попередньо спінюються, а потім разом нагнітаються у велику ємність камери 1 (див. Фіг.1, Фіг.4). Попередньо спінювані гранули полістиролу заповнюють камеру 1 до верху та потім вивантажуються у бункер вилежування 10, із якого за допомогою другого розташованого у приміщенні електронасоса 11 готова суміш пінополістиролу забирається та нагнітається у спеціальні форми 12 для заповнення сумішшю пінополістиролу для виготування виробів (будівельних блоків 17), які після охолодження складаються на окремому майданчику 21 (див. Фіг. 1, Фіг. 3, Фіг. 4). Заявлена установка для виготування пінополістирольних виробів удосконалена, надійна та екологічно чиста у виробництві і дозволяє виготування не тільки різноманітних будівельних блоків, але і для одержання кульок полістиролу як фільтрувального продукту для очистки води. 2 UA 69359 U 5 Джерела інформації: 1. Патент Російської Федерації №2283228, кл. В29С67/20, опубл. 10.09.2006р. 2. Патент Російської Федерації №2342252, кл. В29С67/20, опубл. 27.12.2008р. 3. Патент Російської Федерації №2293654, кл. В329В9/16, опубл. 20.02.2007р. (найближчий аналог). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Установка для виготування пінополістирольних виробів, що містить велику ємність у вигляді камери, яка зв'язана з бункером вилежування попередньо спінюваних гранул полістиролу, яка відрізняється тим, що велика ємність камери через гофрований трубопровід з'єднана з електронасосом для всмоктування і нагнітання, який з'єднаний з колоною, яка виконана з лопатевими обертальними мішалками, на які подають гранули полістиролу через вікно завантаження, причому колона зв'язана з розташованим паронакопичувачем для надходження пари. 2. Установка за п. 1, яка відрізняється тим, що бункер вилежування попередньо спінюваних гранул полістиролу розміщений вище великої ємності камери та з'єднаний з другим розташованим електронасосом для нагнітання готової суміші пінополістиролу у спеціальні форми. 3. Установка за пп. 1, 2, яка відрізняється тим, що пара до 120 °C надходить у паронакопичувач із парогенератора, а спеціальні форми виконані для заповнення сумішшю пінополістиролу для виготування виробів. 3 UA 69359 U Комп’ютерна верстка Н. Лисенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for producing foamed polystyrene articles
Автори англійськоюNikulin Mykola Ivanovych, Seleznev Valerii Volodymyrovych, Marichev Viktor Mykhailovych, Chernykh Vladyslav Mykolaiovych
Назва патенту російськоюУстановка для изготовления пенополистирольных изделий
Автори російськоюНикулин Николай Иванович, Селезнев Валерий Владимирович, Маричев Виктор Михайлович, Черных Владислав Николаевич
МПК / Мітки
МПК: B29B 9/16, B29C 67/00
Мітки: установка, виготування, пінополістирольних, виробів
Код посилання
<a href="https://ua.patents.su/6-69359-ustanovka-dlya-vigotuvannya-pinopolistirolnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Установка для виготування пінополістирольних виробів</a>
Спосіб виготовлення пінополістирольних плит
Номер патенту: 45525
Опубліковано: 10.11.2009
Автор: Садовий Андрій Іванович
МПК: E04C 2/10
Мітки: плит, спосіб, виготовлення, пінополістирольних
Формула / Реферат:
1. Спосіб виготовлення пінополістирольних плит, що включає спінювання гранул полістиролу, їх сушіння, подальшу витримку, подання до формуючого верстата та формування пінополістирольних плит, який відрізняється тим, що на етапі спінювання додатково вводять графіт.2. Спосіб за п. 1, який відрізняється тим, що спінювання, сушіння та витримку гранул полістиролу проводять двічі.3. Спосіб за п. 1, який відрізняється тим, що на етапі...
Спосіб виготовлення пінополістирольних плит
Номер патенту: 39415
Опубліковано: 25.02.2009
Автор: Садовий Андрій Іванович
Мітки: спосіб, виготовлення, плит, пінополістирольних
Формула / Реферат:
1. Спосіб виготовлення пінополістирольних плит, який включає спінювання гранул полістиролу, сушку спінених гранул з подальшою їх витримкою, формування пінополістирольних плит методом прямого вприскування, який відрізняється тим, що при спінюванні здійснюють подачу графіту до гранул полістиролу.2. Спосіб виготовлення пінополістирольних плит за п. 1, який відрізняється тим, що здійснюють подачу графіту до гранул полістиролу у...
Спосіб виготовлення пінополістирольних плит
Номер патенту: 39416
Опубліковано: 25.02.2009
Автор: Садовий Андрій Іванович
Мітки: пінополістирольних, плит, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення пінополістирольних плит, який включає спінювання гранул полістиролу, сушку спінених гранул з подальшою їх витримкою, формуванням у блок-формах блоків спінених гранул полістиролу, виготовленням пінополістирольних плит з блоків спіненого полістиролу, який відрізняється тим, що при спінюванні здійснюють подачу графіту до гранул полістиролу.2. Спосіб виготовлення пінополістирольних плит за п. 1, який...
Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків
Номер патенту: 14758
Опубліковано: 15.05.2006
Автори: Романюк Геннадій Олександрович, Безноснюк Юрій Олексійович
МПК: E04C 5/00
Мітки: будівельних, технологічна, виготовлення, пінополістирольних, блоків, лінія, мобільна
Формула / Реферат:
1. Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків, що містить об'єднаний у єдиний технологічний ланцюг ряд обладнань, яка відрізняється тим, що обладнання об'єднане у блоки, кожний з яких розміщений на пересувній платформі, при цьому завантажувальний бункер, обладнання, призначене для вузла підготовки сировини, бункер вилежування змонтовані на одній платформі і з'єднані між собою магістраллю подачі...
Установка для формування деталей швейних виробів об’ємної форми вакуумно-рідинним способом
Номер патенту: 66535
Опубліковано: 10.01.2012
Автори: Батаровський Валентин Васильович, Батаровська Марина Валентинівна, Сідлецький Ігор Олександрович, Кущевський Микола Олександрович
МПК: A42C 1/00
Мітки: деталей, швейних, виробів, установка, формування, вакуумно-рідинним, форми, об'ємної, способом
Формула / Реферат:
Установка для формування деталей швейних виробів об'ємної форми вакуумно-рідинним способом, яка містить камеру для формування, що розділена на верхню та нижню частини перегородкою, на якій розміщено перфорований формувальний елемент, отвір з'єднаний з трубопроводом для відведення рідинно-активного робочого середовища (РАРС), яка відрізняється тим, що оснащена вузлом для створення вакууму в нижній частині камери для формування.
Попередній патент: Дверне полотно
Наступний патент: Обчісувальна жатка
Випадковий патент: Профільний елемент світлодіодного світильника