Спосіб виготовлення піщаних форм за одноразовими моделями
Номер патенту: 75888
Опубліковано: 25.12.2012
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович

Формула / Реферат
1. Спосіб виготовлення піщаних форм за одноразовими моделями, що включає засипку моделі сипучим піском, фіксування цього піску в нерухомому стані, виконання частиною моделі, що утворює ливник або випор, принаймні одного отвору в піску, подання до поверхні моделі під тиском через цей отвір рідкої композиції, яка герметизує, переводить в рідкий стан одноразову модель, просочує та зв'язує поверхневий шар піску навколо порожнини форми, а також звільнення порожнини форми від рідинних компонентів як моделі, так і композиції, який відрізняється тим, що рідку композицію до поверхні моделі в форму подають знизу через цей отвір, який розташовують у нижній частині форми і сполучають трубопроводом з ємністю з цією композицією, ємність розташовують під отвором подачі, а подання до поверхні моделі рідкої композиції здійснюють, по крайній мірі, одним із наступних шляхів: вакуумним всмоктуванням при вакуумуванні піску форми; під газовим тиском, який чинять на поверхню рідкої композиції в ємності; під поршневим тиском; магнітодинамічним насосом.
2. Спосіб за п. 1, який відрізняється тим, що звільнення порожнини форми від рідинних компонентів виконують шляхом їх витікання крізь отвір подачі під дією гідростатичного тиску в ємність з рідкою композицією, а рідинні компоненти моделі використовують як складові цієї композиції або відокремлюють від неї.
3. Спосіб за п. 1, який відрізняється тим, що звільнення порожнини форми від рідинних компонентів моделі виконують шляхом їх витіснення рідкою композицією з густиною нижче, ніж густина рідинних компонентів моделі і з температурою вище, ніж температура плавлення моделі.
4. Спосіб за п. 1, який відрізняється тим, що звільнення порожнини форми від рідинних компонентів виконують шляхом їх витіснення газом, який подають в порожнину форми.
5. Спосіб за п. 4, який відрізняється тим, що витіснення виконують газом і/або при цьому подають хоча б один з газів, або гази в будь-якому їх поєднанні або послідовності: газ-реагент, що хімічно впливає на матеріал, що знаходяться в поверхневому піщаному шарі навколо порожнини форми; охолоджений газ, що заморожує цей шар форми; нагрітий газ, що плавить одноразову модель і/або висушує цей шар форми.
Текст
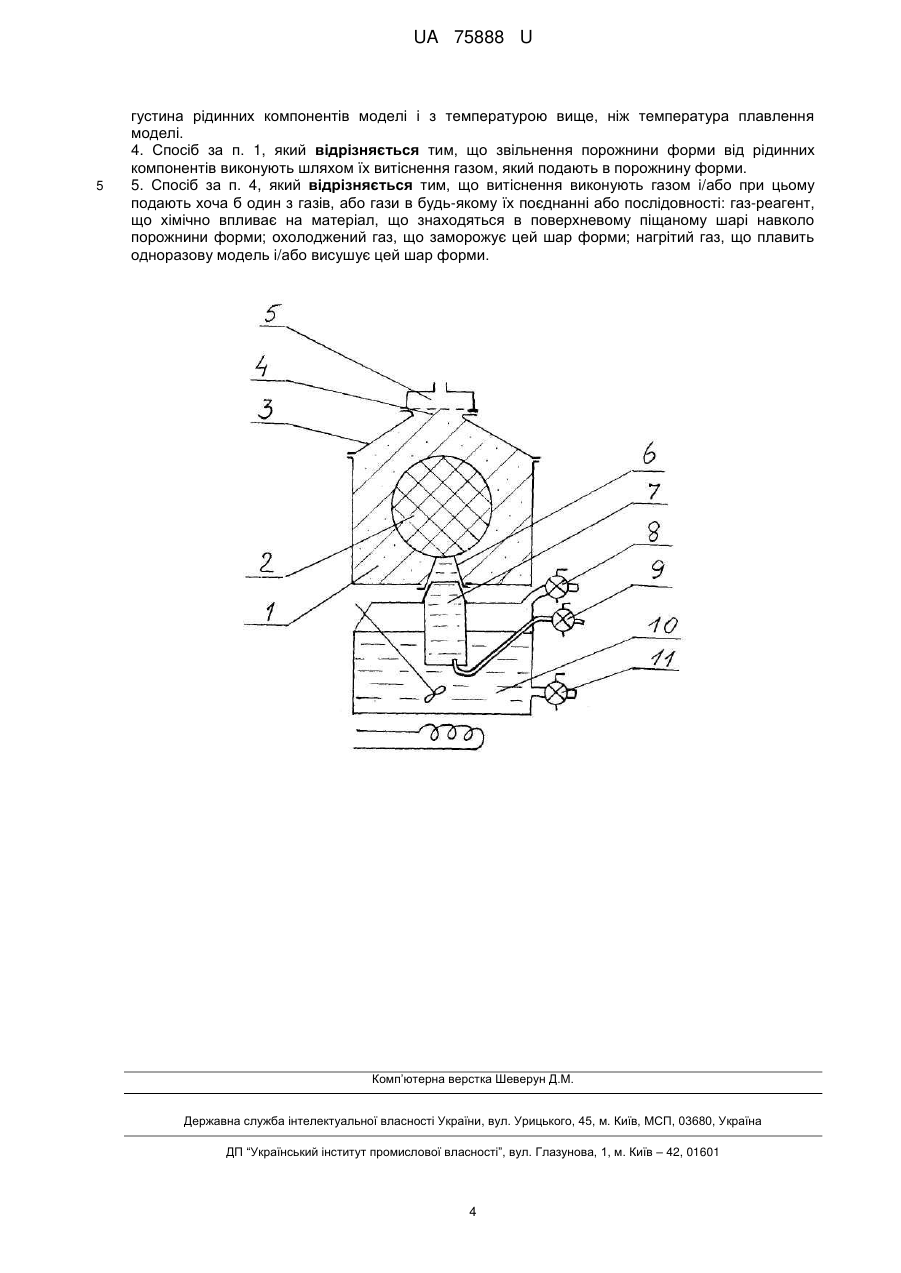
Реферат: UA 75888 U UA 75888 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, а саме способів виготовлення піщаних форм за одноразовими моделями. Відоме застосування рідкого покриття у вигляді синтетичної смоли для герметизації поверхні вакуумованої піщаної форми (Авторське свідоцтво СРСР № 685412, МПК В22С 9/08, опубл. 1979). Виконати нанесення через тонкі (діаметром 1,5-2,0 мм) канали в моделі на її поверхню рідкого герметизуючого покриття складно для одноразових недорогих моделей, оскільки дуже важко виконати такі канали в моделі, А у випадку напилювання зазначеного покриття на таку модель перед формовкою в процесі нанесення рідина покриття часто взаємодіє з моделлю і може плавити або розчиняти модель, що знижує якість виливка. Відомий спосіб виготовлення форм за одноразовими моделями, що включає засипку моделі сипучим піском, фіксування цього піску в нерухомому стані шляхом вакуумування, подачу через отвір випора або стояка, виконаних у цьому піску, рідкого герметизуючого покриття до поверхні порожнини форми і часткове вбирання цього покриття в поверхневий шар піску, переведення моделі в рідкий стан і видалення її рідких продуктів (Патент UA 80235 МПК В22С 9/02, В22С 7/00, опубл. 2007, Бюл. № 13). Однак в процесі подачі й видалення герметизуючого покриття не завжди вдається забезпечити якісне просочування поверхневого шару піску навколо порожнини форми (рідина стікає до низу порожнини форми, оголюючи її стельові частини) і при цьому уникнути просочування повітря крізь пісок з притаманним цьому явищем ерозії піску з поверхні порожнини форми. Не передбачено регулювання операцій подачі і видалення герметизуючого покриття, його твердіння як зв'язуючого, швидкого з можливістю автоматизації виконання цих операцій, що особливо важливо при формовці на конвеєрі. Найбільш близьким до заявленого рішення за технічними якостями є спосіб виготовлення форм за одноразовими моделями, що включає засипку моделі сипучим піском, фіксування цього піску в нерухомому стані шляхом його вакуумування, подачу до поверхні моделі через трубчатий випор або стояк рідкої композиції, що переводить в рідкий стан одноразову модель, насичує і зв'язує поверхневий шар піску навколо порожнини форми (Заявка України 200710685 від 27.09.2007, МПК 8 В22С 9/02, опубл. 10.04.2009, бюл. № 7). Якщо в цьому способі вдається швидко розплавити одноразову модель, то не передбачено варіантів швидкого видалення рідких продуктів з порожнини форми з функціональним впливом рідкої композиції на форму при роздільному видаленні з форми матеріалу моделі і багаторазовим їх використанням. Як і в попередньому способі, не передбачено використання регульованих тисків, що прискорюють та дозволяють автоматизувати операції формовки, застосування методів швидкого зміцнення форми, відсутність котрих ускладнює її переведення на конвеєрне виробництво, в т. ч. з використанням таких прогресивних способів, як лиття металів вакуумним всмоктуванням, під газовим або магнітодинамічним тиском. В основу корисної моделі поставлена задача прискорення процесу формування для використання його в конвеєрному виробництві, що підвищує продуктивність праці. Поставлена задача вирішується тим, що в способі виготовлення форм за одноразовими моделями, що включає засипку моделі сипучим піском, фіксування цього піску в нерухомому стані, виконання частиною моделі, що утворює ливник або випор, принаймні одного отвору в піску, подання до поверхні моделі під тиском через цей отвір рідкої композиції, яка герметизує, переводить в рідкий стан одноразову модель, просочує та зв'язує поверхневий шар піску навколо порожнини форми, а також звільнення порожнини форми від рідинних компонентів як моделі, так і композиції, згідно з корисною моделлю, рідку композицію до поверхні моделі в форму подають знизу через цей отвір, який розташовують у нижній частині форми і сполучають трубопроводом з ємністю з цією композицією, ємність розташовують під отвором подачі, а подання до поверхні моделі рідкої композиції здійснюють, по крайній мірі, одним із наступних шляхів: вакуумним всмоктуванням при вакуумуванні піску форми; під газовим тиском, який чинять на поверхню рідкої композиції в ємності; під поршневим тиском; магнітодинамічним насосом. Крім того, звільнення порожнини форми від рідинних компонентів можуть виконувати шляхом їх витікання крізь отвір подачі під дією гідростатичного тиску в ємність з рідкою композицією, а рідинні компоненти моделі можуть використовувати як складові цієї композиції або відокремлюють від неї. Також, звільнення порожнини форми від рідинних компонентів моделі можуть виконувати шляхом їх витіснення рідкої композицією з густиною нижче, ніж густина рідинних компонентів моделі і з температурою вище, ніж температура плавлення моделі. Крім того, звільнення порожнини форми від рідинних компонентів можуть виконувати шляхом їх витіснення газом, який подають в порожнину форми, а також зазначене витіснення можуть виконувати газом і/або при цьому подають хоча б один з газів, або гази в будь-якому їх 1 UA 75888 U 5 10 15 20 25 30 35 40 45 50 55 60 поєднанні або послідовності: газ-реагент, що хімічно впливає на матеріал, що знаходяться в поверхневому піщаному шарі навколо порожнини форми; охолоджений газ, що заморожує цей шар форми; нагрітий газ, що плавить одноразову модель і/або висушує цей шар форми. Міцність піщаної вакуумної форми ґрунтується на силах тертя піску, який ущільнюється і фіксовано утримується у стислому (завдяки дії сил зчеплення між стичними ділянками зерен піску) вигляді під дією тиску, що складає різницю атмосферного тиску і розрідження повітря в поровому просторі товщі піску та зазвичай при формовці дорівнює 50±20 кПа. Таке стиснення піску до непорушного стану можливе і без застосування вакуумування форми завдяки подачі рідин чи газів під тиском на поверхню моделі при обмеженні кома піску стінками закритої опоки. Використання функціональних рідин і газів при вказаному розміщенні каналів форми і ємності (з описаним способом її розміщення та експлуатації) для рідкої композиції дозволяє прискорити та підвищити стабільність формувальних операцій, що дає можливість переведення їх на конвеєрний потік і розширення області застосування способу з екологічними перевагами як формовки з піску з мінімальною кількістю зв'язуючого і багаторазовим застосуванням рідких матеріалів. Як приклад здійснення корисної моделі на кресленні в розрізі показана форма з піску 1 з одноразовою моделлю 2, яка виконана, зокрема, з льоду. Верхню поверхню піску форми герметизують кришкою 3, а інші - стінками опок або контейнера (контури їх умовно показані лінією, що обмежує пісок форми). Кришка 3 має отвір 4, через який можуть засипати пісок при формуванні, а також вакуумувати форму через пористу пробку 5. Модель має хоча б один трубчастий порожнистий ливник 6 (стояк або випор). Він герметично покритий синтетичною плівкою, яка нанесена на обичайку з фольги (в один або декілька шарів) або тонкої жерсті, які утримують трубчасту конфігурацію після засипання піску в опоку, також може мати іншу трубчасту конструкцію, наприклад, з пластику. Ливник 6 сполучений з трубопроводом 7 для заливки рідкої композиції 10 до поверхні моделі. Над рівнем цієї композиції є патрубок 8 для створення можливості подання атмосферного або підвищеного газового тиску, по трубці 9 подають газ, патрубок 11 служить для зливання надлишку рідинних компонентів як моделі, так і композиції, а також для поповнення композиції 10 в ємності. На патрубках 8, 11 і трубці 9 встановлені крани. Ємність може підігріватися і мати мішалку. На випадок виконання більш ніж одного отвору в піску, інші крім першого закривають пробками чи також сполучають з ємністю з рідкою композицією 10. Формування одноразової моделі 2 виконують подібно литтю за газифікованими моделями. Модель встановлюють або закріплюють відомими способами на трубчастому ливнику 6, пісок 1 після накривання контейнерної опоки кришкою 3 засипають через отвір 4 в ній, віброущільнюють і щільно закривають пробкою 5. Потім знизу в трубчатий канал ливника подають рідку композицію 10, яка герметизує, переводить в рідкий стан одноразову модель, насичує та зв'язує поверхневий шар піску довкола порожнини форми. Якщо навколо моделі по всьому об'єму піску створювати вакуум через пористу пробку 5, а на поверхню рідини 10 через канал патрубка 8 діє атмосферний тиск, то створений таким чином перепад тиску змушує рідину 10 підніматися по трубопроводу 7, плавити або розчиняти модель 2 і закупорювати пори піску в прошарку навколо моделі. Модель можна розглядати аналогічно одній з піщинок, навколо якої створюють вакуум, чим забезпечують контакт з рідиною 10 під зазначеним перепадом тиску, а ступінь просочування піску регулюють насамперед ступенем дисперсності піщаного прошарку, а також величиною перепаду тиску, часу його дії і т.п. У трубопроводі 7 можна встановити поршень і ним створити заданий рівень тиску, або створити надлишковий газовий тиск через патрубок 8. Трубопровід можна оснастити магнітодинамічним насосом і подавати ним електропровідну рідину, наприклад, ртуть. В результаті переведення моделі в рідкий стан, просочення і зв'язування поверхневого шару піску порожнина форми буде порожниною створеної посудини, в якій на рівні площини нижнього торця ливника рідинні компоненти, що заповнюють цю порожнину, будуть мати свій гідростатичний тиск. При відключенні зовнішнього перепаду тиску звільнення порожнини форми виконують шляхом витікання цих рідинних компонентів крізь ливниковий отвір під дією зазначеного гідростатичного тиску в ємність з композицією. Рідинні компоненти моделі можуть використовувати як складову рідкої композиції, наприклад, коли з водних розчинів (композицій) ливарних зв'язуючих виготовляють крижану модель і з такого або подібного розчину виготовляють рідку композицію. Для цього використовують водні розчини рідкого скла, лігносульфонатів технічних, крохмаліту, ПВА емульсію, розчин КМЦ та ін. При використанні рідкої композиції у вигляді 10-30 відсоткового розчину полістиролу в живичному скипидарі (з урахуванням патенту України 86634) для розчинення пінополістиролової моделі рідинні продукти в ємності у вигляді розчину полістиролу 2 UA 75888 U 5 10 15 20 25 30 35 після стікання з форми стають все більш концентрованими, для доведення до необхідної концентрації їх слід розбавляти чистим живичним скипидаром. Якщо такою ж рідкою композицією виплавляти крижані моделі, то шар води в ємності створиться нижче шару розчину полістиролу в живичному скипидарі, якому властива гідрофобність, тому для зливу з ємності надлишку води з донного шару застосовують патрубок 11. Модельну рідину можуть застосовувати багаторазово для виготовлення моделей так, як і рідку композицію, що періодично піднімають та зливають по трубопроводу 7. При подачі на крижану модель цієї ж рідкої композиції, що має густину нижче, ніж густина рідинних компонентів моделі і температуру вище, ніж температура плавлення моделі, розчин полістиролу спливе вище води, розплавленої з льоду, і витисне воду з порожнини форми. Таким же чином після достатнього просочування піщаного шару витісняють з порожнини форми рідинні компоненти газом, який подають під достатнім тиском по трубці 9. При цьому для посилення процесу створення міцної оболонки подають хоча б один з газів, або гази в будьякому їх поєднанні або послідовності: 1) газ-реагент, що хімічно впливає на матеріал, який знаходяться в поверхневому піщаному шарі навколо порожнини форми; 2) охолоджений газ, що заморожує цей шар форми; 3) нагрітий газ, то плавить одноразову модель і/або висушує цей шар форми. У першому випадку, наприклад, застосовують СО 2 при просочуванні форми розчином рідкого скла. У другому - охолоджений СО2, що виходить з балона вуглекислоти, де утримується в рідкому вигляді, або охолоджений газ-азот з посудини Дьюара з рідким азотом, що при наявності вологи в просоченому шарі дадуть оболонку замороженої форми. У третьому випадку застосовують гаряче повітря, газові продукти горіння вуглеводневих матеріалів, насичений пар та ін. При таненні або розчиненні одноразової моделі тверда частина моделі зменшується, модельна та герметизуюча рідини разом продовжують герметизувати порожнину форми, передаючи на її поверхню тиск, що діє на рідку композицію. Одночасно проходить просочення і зв'язування оболонкового шару форми. Короткотривала подача газу призводить до витискання композиції з зовнішньої поверхні піску і заглиблення її в пори, що знижує газотвірність оболонки. Після видалення рідини форму можуть заливати металом, переважно аналогічними способами, застосованими при формовці, способами вакуумного всмоктування, під низьким газовим або магнітодинамічним тиском. Також можуть оболонку витягати з піску і відправляти на склад для подачі під заливку по мірі необхідності. Оболонки при просоченні піску рідкою композицією зі зв'язуючими компонентами на глибину до 0,5-5,0 мм і вище (для моделей до 1 кг) показали стабільні значення міцності для промислового використання. При цьому тривалість видалення моделей і формування оболонки складала 2-6 хвилин, менше значення при застосуванні високих температур рідкої композиції для плавлення моделі і швидкодіючих реагентів або впливів на оболонковий шар піску. Зазначені варіанти способу дають можливість варіацій при виборі для кожного виду виливків відповідних оптимальних матеріалів та технологічних режимів при застосуванні різновидів цього способу в конвеєрному виробництві, що дозволяє прискорити процес формовки з підвищенням продуктивності виробництва. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 1. Спосіб виготовлення піщаних форм за одноразовими моделями, що включає засипку моделі сипучим піском, фіксування цього піску в нерухомому стані, виконання частиною моделі, що утворює ливник або випор, принаймні одного отвору в піску, подання до поверхні моделі під тиском через цей отвір рідкої композиції, яка герметизує, переводить в рідкий стан одноразову модель, просочує та зв'язує поверхневий шар піску навколо порожнини форми, а також звільнення порожнини форми від рідинних компонентів як моделі, так і композиції, який відрізняється тим, що рідку композицію до поверхні моделі в форму подають знизу через цей отвір, який розташовують у нижній частині форми і сполучають трубопроводом з ємністю з цією композицією, ємність розташовують під отвором подачі, а подання до поверхні моделі рідкої композиції здійснюють, по крайній мірі, одним із наступних шляхів: вакуумним всмоктуванням при вакуумуванні піску форми; під газовим тиском, який чинять на поверхню рідкої композиції в ємності; під поршневим тиском; магнітодинамічним насосом. 2. Спосіб за п. 1, який відрізняється тим, що звільнення порожнини форми від рідинних компонентів виконують шляхом їх витікання крізь отвір подачі під дією гідростатичного тиску в ємність з рідкою композицією, а рідинні компоненти моделі використовують як складові цієї композиції або відокремлюють від неї. 3. Спосіб за п. 1, який відрізняється тим, що звільнення порожнини форми від рідинних компонентів моделі виконують шляхом їх витіснення рідкою композицією з густиною нижче, ніж 3 UA 75888 U 5 густина рідинних компонентів моделі і з температурою вище, ніж температура плавлення моделі. 4. Спосіб за п. 1, який відрізняється тим, що звільнення порожнини форми від рідинних компонентів виконують шляхом їх витіснення газом, який подають в порожнину форми. 5. Спосіб за п. 4, який відрізняється тим, що витіснення виконують газом і/або при цьому подають хоча б один з газів, або гази в будь-якому їх поєднанні або послідовності: газ-реагент, що хімічно впливає на матеріал, що знаходяться в поверхневому піщаному шарі навколо порожнини форми; охолоджений газ, що заморожує цей шар форми; нагрітий газ, що плавить одноразову модель і/або висушує цей шар форми. Комп’ютерна верстка Шеверун Д.М. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing sand molds by one-time patterns
Автори англійськоюDoroshenko Volodymyr Stepanovych, Shynskyi Oleh Yosypovych
Назва патенту російськоюСпособ изготовления песчаных форм по одноразовым моделям
Автори російськоюДорошенко Владимир Степанович, Шинский Олег Иосифович
МПК / Мітки
МПК: B22C 9/02
Мітки: піщаних, моделями, спосіб, одноразовими, форм, виготовлення
Код посилання
<a href="https://ua.patents.su/6-75888-sposib-vigotovlennya-pishhanikh-form-za-odnorazovimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення піщаних форм за одноразовими моделями</a>
Спосіб виготовлення форм за одноразовими моделями
Номер патенту: 74539
Опубліковано: 12.11.2012
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02
Мітки: спосіб, одноразовими, виготовлення, форм, моделями
Формула / Реферат:
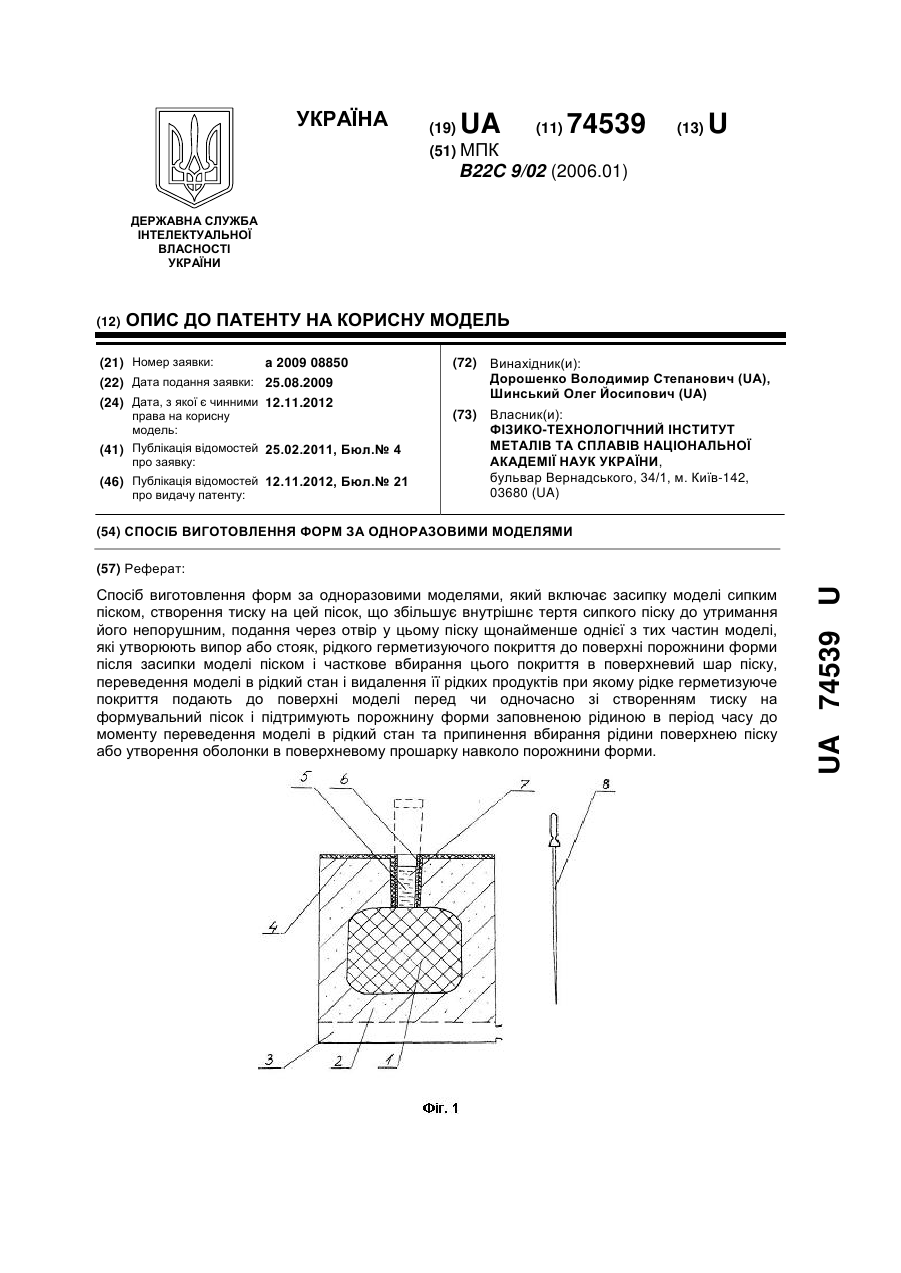
1. Спосіб виготовлення форм за одноразовими моделями, який включає засипку моделі сипким піском, створення тиску на цей пісок, що збільшує внутрішнє тертя сипкого піску до утримання його непорушним, подання через отвір у цьому піску щонайменше однієї з тих частин моделі, які утворюють випор або стояк, рідкого герметизуючого покриття до поверхні порожнини форми після засипки моделі піском і часткове вбирання цього покриття в поверхневий шар...
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 86634
Опубліковано: 12.05.2009
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/04, B22C 7/00, B22C 9/02
Мітки: виготовлення, форми, спосіб, моделями, форм, піщаних, піском, поглинаються
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення його в рідкий стан шляхом розчинення його рідким розчинником, який відрізняється тим, що для виготовлення форм і формування моделі застосовують пісок, який не містить сполучного, як розчинник використовують живичний скипидар, а під час розчинення і поглинання моделі в піску створюють газове...
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 89664
Опубліковано: 25.02.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: спосіб, виготовлення, поглинаються, форми, форм, моделями, піщаних, піском
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, який включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, який відрізняється тим, що як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми.2. Спосіб за п. 1, який відрізняється тим, що нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір та/або стояк...
Спосіб одержання виливків литтям за одноразовими моделями
Номер патенту: 91282
Опубліковано: 12.07.2010
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович, Кравченко Володимир Павлович
МПК: B22C 7/00, B22C 9/02, B22C 9/04
Мітки: одноразовими, одержання, литтям, виливків, спосіб, моделями
Формула / Реферат:
1. Спосіб одержання виливків литтям за одноразовими моделями в піщаних ливарних формах, що включає заформування моделей, розплавлення моделей із застосуванням теплоносія, заливання металевого розплаву в ливарну форму, твердіння, охолодження і видалення одержаного виливка, який відрізняється тим, що як теплоносій для розплавлення моделей на них подають порцію розплавленого металу, який охолоджують у контакті з плавким матеріалом моделі і...
Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску
Номер патенту: 93723
Опубліковано: 10.03.2011
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22D 18/08, B22D 18/04, B22C 9/04, B22D 27/15, B22D 27/13, B22D 18/06
Мітки: форму, моделями, дією, перепаду, одноразовими, лиття, тиску, металу, спосіб, піщану
Формула / Реферат:
1. Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску на метал, що включає формування моделей в сухий незв'язаний пісок, газифікацію моделей теплом розплавленого металу одночасно із заливанням цього розплавленого металу в піщану форму з видаленням продуктів шляхом їх фільтрації углиб піску форми, створення в період заливання розплавленого металу різниці газового тиску між тиском в порожнині форми над...
Попередній патент: Тонік по догляду за шкірою після гоління для підлітків
Наступний патент: Спосіб лиття крижаних моделей
Випадковий патент: Спосіб зміцнення інструменту з твердих сплавів