Спосіб нагрівання сталі в ковші незалежною електричною дугою
Номер патенту: 59273
Опубліковано: 15.08.2003
Автори: Нізяєв Константин Георгієвич, Душа Віктор Михайлович, Керницький Віктор Володимирович, Бойченко Борис Михайлович, Стоянов Олександр Миколайович
Формула / Реферат
Спосіб нагрівання сталі в ковші електричною дугою, що включає тепловий вплив електричної дуги на рідкий метал, який відрізняється тим, що електричну дугу запалюють у блоці між двома паралельно розташованими електродами, поміщеними в матеріал, що забезпечує їх електроізоляцію від рідкого металу, на повітрі і, після утворення газової порожнини в торці блока, занурюють у рідку сталь.
Текст
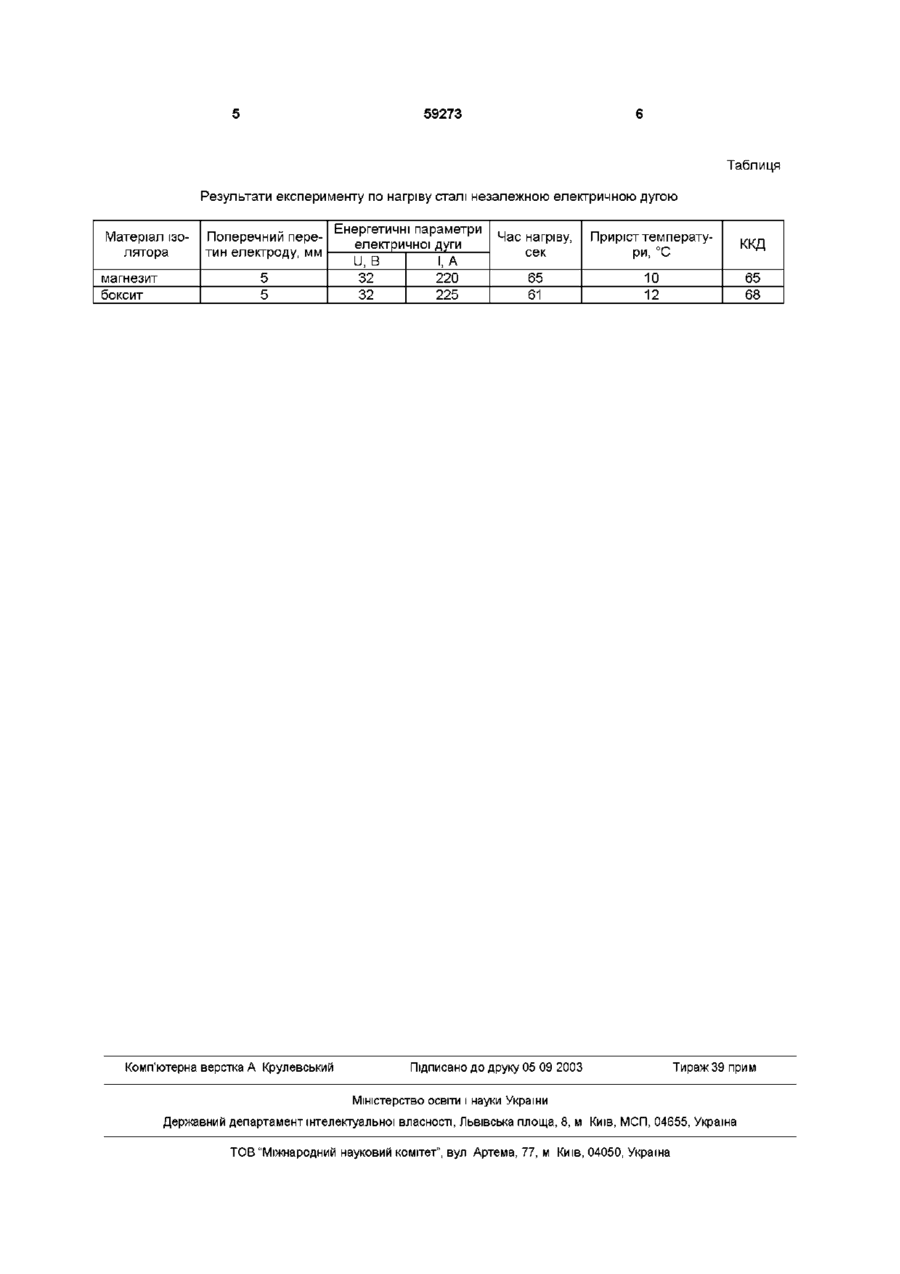
Спосіб нагрівання сталі в ковші електричною дугою, що включає тепловий вплив електричної дуги на рідкий метал, який відрізняється тим, що електричну дугу запалюють у блоці між двома паралельно розташованими електродами, поміщеними в матеріал, що забезпечує їх електроізоляцію від рідкого металу, на повітрі і, після утворення газової порожнини в торці блока, занурюють у рідку сталь Винахід відноситься до області чорної металурги, а саме до позапічної обробки стали, і може бути використаний для коректування температури рідкої сталі в процесах позапічної обробки і (чи) перед розливанням у злитки Найбільш близьким по технічній сутності заявленому способу і результату досягається при використанні способу електродугового нагрівання [1], що включає виникнення електричної дуги між двома протяжливими електродами При цьому електрична дуга збуджується між двома кільцеподібними електродами встановленими з повітряним зазором відносно друг друга, при цьому незалежна електрична дуга може використовуватися для нагрівання різних матеріалів Недоліком відомого винаходу є те, що відомий метод призначений для нагрівання в основному газової фази, тому що нагрівання здійснюється за рахунок випромінювання При нагріванні конденсованих фаз не допускається контакт матеріалів, що нагріваються, з електродами, можливе виникнення короткого замикання і горіння електричної дуги припиниться Це обумовлює неможливість занурення даного пристрою в обсяг рідкої сталі для її нагрівання Нагрівання ж рідкого металу на поверхні розділу газової і рідкої фази обумовлює високі теплові втрати в навколишній простір, а це у свою чергу обмежує значення теплового коефіцієнта корисної дії (ККД) електричної дуги на низькому рівні ке застосування електричних установок для нагрівання металу в ковші Серед існуючих способів нагрівання сталі в ковші найбільш ефективним визнаний електродуговий Як прототип обрана установка піч - ківш [2] Суть електродугового нагрівання сталі на установці піч - ківш полягає в тім, що вугільні чи графітірованні електроди, до яких підведена електрична напруга визначеної величини, підводяться до границі рідкої сталі в ковші Між електродами і рідкою сталлю виникає електрична дуга При цьому рідкий метал виконує роль провідника електричного струму Тепло, що виділяється при горінні електричної дуги, йде на нагрівання сталі в ковші Включення рідкого металу в електричний ланцюг дозволяє підвищити ефективність перетворення електричної енергії в теплову, тому що за законом Джоуля-Ленца при протіканні електричного струму по провіднику в останньому виділяється тепло Крім того у відомому способі нагрівання рідкої сталі остання є одним з полюсів електричної дуги А як відомо температура дугової плями на полюсі може досягти десятків тисяч градусів і обмежується температурою випару електрода Разом з тим висока ефективність перетворення електричної енергії в теплову обумовила широ Однак і в даному випадку при нагріванні сталі в ковші електричною дугою, що горить на поверхні металевого розплаву тільки частина теплової потужності джерела живлення використовується для нагрівання сталі ККД процесу нагрівання рідкої сталі в ковші електричною дугою виражає відношення ефективної теплової потужності, тобто КІЛЬКІСТЬ тепла, уведеного джерелом за одиницю часу СО Ю 59273 в рідку сталь до повної теплової потужності електричної дуги Інша частина тепла, виділювана електричною дугою, розсіюється в навколишнім просторі в наслідку конвективного і променистого теплообміну, а також губиться з нагрітими газами і бризками рідкої сталі Горіння електричної дуги на границі розділу сталь - газова фаза чи сталь - шлак обумовлює високі теплові втрати в навколишній простір, що обмежує значення теплового коефіцієнта корисної дм (ККД) процесу на рівні 40 - 50% В основу винаходу поставлена задача підвищити ступінь використання теплової енергії електричної дуги при нагріванні рідкої сталі в ковші шляхом занурення електричної дуги в обсяг рідкої сталі за рахунок зниження теплових втрат у навколишній простір Поставлена мета вирішується тим, що в способі електродугового нагрівання сталі в ковші, що включає тепловий вплив електричної дуги на рідкий метал, згідно винаходу електричну дугу запалюють у блоці між двома паралельно розташованими електродами, поміщеними в матеріал, що забезпечує їхню електроізоляцію від рідкого металу, на повітрі і, після утворення газової порожнини в торці блоку, занурюють у рідку сталь Загальною ознакою з прототипом є - використання енергії електричної дуги на нагрівання рідкої сталі ВІДМІТНИМИ ознаками від прототипу є - горіння електричної дуги в об'ємі рідкої сталі, - організація горіння електричної дуги між двома паралельно розташованими електродами При зануренні джерела живлення - електричної дуги в об'єм рідкого металу, у наслідку її екранування, утрати тепла з конвективним і променистим теплообміном зводяться до нуля, а надлишкове тепло перегріву матеріалу електродів і газів, що виділяються над температурою нагрівання сталі, акумулюється нею в процесі їхньої асиміляції і (чи) підйому на поверхню рідкої сталі Для занурення електричної дуги в об'ємі рідкого металу, необхідно сам рідкий метал виключити з електричного ланцюга, а горіння електричної дуги в об'ємі рідкого металу організовується якщо два електроди розташувати паралельно і помістити в електроізолятор, що забезпечує їхню ІЗОЛЯЦІЮ від рідкої сталі Електроди виготовляють з легованої чи вуглецевої сталі Розміри електродів визначаються конструкцією сталерозливного ковша чи іншої ємкості для збереження чи транспортування рідкої сталі і потужністю джерела електричного живлення При цьому ЩІЛЬНІСТЬ струму на електродах повинна бути в межах 2 - 10А/мм Матеріал ізолятора і його товщину підбирають таким чином, щоб швидкість його витрати дорівнювала швидкості оплавлення електродів Як матеріал ізолятора можуть бути використані оксиди ХІМІЧНИХ елементів чи суміші на їхній основі Заявлений спосіб здійснюється таким чином У залежності від поставленої задачі на нагрівання сталі в ковші вибирають тип занурюючого блоку й останній установлюють на пристрій уведення Занурюючий блок, що включає два сталевих паралельно розташованих електроди, заформованих у матеріал, що забезпечує їхню ІЗОЛЯЦІЮ ВІД рідкої сталі, установлюють над сталерозливним ковшем, приєднують до джерела електричного живлення і по команді оператора установки доведення сталі включають систему енергоживлення 3 подачею напруги між робочими кінцями електродів запалюється електрична дуга Блок витримують на повітрі в межах 20 - 40с для утворення газової порожнини в торці блоку, після чого занурюють у рідку сталь Про характер протікання процесу судять по показниках амперметра і вольтметра Інтенсивність обробки регулюють зміною сили струму на електродах, ЩІЛЬНІСТЬ струму не повинна перевищувати 10А/мм Реалізація заявленого винаходу дозволяє робити нагрівання сталі зі швидкістю 4 - 5°С/хв Після досягнення заданого результату чи виходу електричної дуги на поверхню розплаву подачу напруги припиняють, блок виводять зі сталі і відводять на місце чекання Приклад При формуванні блоків використовували тонкомолотий боксит чи магнезит металургійний, фракцією 0,25мм У якості сполучного використовували калієве рідке скло Електроди були виготовлені зі сталі 3 пс діаметром 5мм У процесі виготовлення блоку два паралельно розташованих електроди помістили в магнезит чи боксит, що забезпечували їхню ІЗОЛЯЦІЮ ВІД рідкого металу Відстань між електродами складала 5мм, а товщина обмазки 5мм Сталь марки 3 пс масою 30кг розплавили і нагріли в індукційній печі ІСТ-60 Після нагрівання сталі до температури 1600°С навантаження на піч регулювали в таким чином щоб температура сталі не змінювалася Після цього подачу живлення на піч припинили, і подали напругу на електроди Після виникнення електричної дуги блок занурили в метал на глибину 170мм і проводили його нагрівання незалежною електричною дугою Температуру сталі під час експерименту вимірювали постійно вольфрам-ренієвою термопарою занурення Результати експерименту по нагріванню сталі незалежною електричною дугою представлені в таблиці Спосіб, що пропонується розроблений авторами і випробуваний у напівпромисловій лабораторії кафедри металургії сталі "Спосіб нагрівання сталі в ковші незалежною електричною дугою" відповідає критерію "Промислове застосування" Джерела інформації 1 А с СССР № 1342397, кл 05 В 7/18, 1985 2 Бигеев А М , Бигеев В А , "Металлургия стали" Магнитогорск МГТУ, 2000 59273 Таблиця Результати експерименту по нагріву сталі незалежною електричною дугою Матеріал ізолятора магнезит боксит Поперечний перетин електроду, мм 5 5 Комп'ютерна верстка А Крулевський Енергетичні параметри електричної дуги U, В 1, А 32 220 32 225 Час нагріву, сек Приріст температури, °С ККД 65 61 10 12 65 68 Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heating steel in a ladle by a separate arc
Автори англійськоюBoichenko Borys Mykhailovych, Niziaev Konstiantyn Heorhiovych, Dusha Viktor Mykhailovych, Stoianov Oleksandr Mykolaiovych
Назва патенту російськоюСпособ нагревания стали в ковше с помощью автономной электрической дуги
Автори російськоюБойченко Борис Михайлович, Низяев Константин Георгиевич, Душа Виктор Михайлович, Стоянов Александр Николаевич
МПК / Мітки
МПК: H05B 7/18
Мітки: електричною, ковші, сталі, дугою, нагрівання, незалежною, спосіб
Код посилання
<a href="https://ua.patents.su/3-59273-sposib-nagrivannya-stali-v-kovshi-nezalezhnoyu-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагрівання сталі в ковші незалежною електричною дугою</a>
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Боков Віктор Михайлович, Гросул Ігор Анатолійович, Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна
МПК: B23P 17/00
Мітки: тіл, обертання, дугою, спосіб, обробки, електричною
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: заготовки, обробки, розмірної, стержнів, монолітної, групи, електричною, дугою, спосіб
Формула / Реферат:
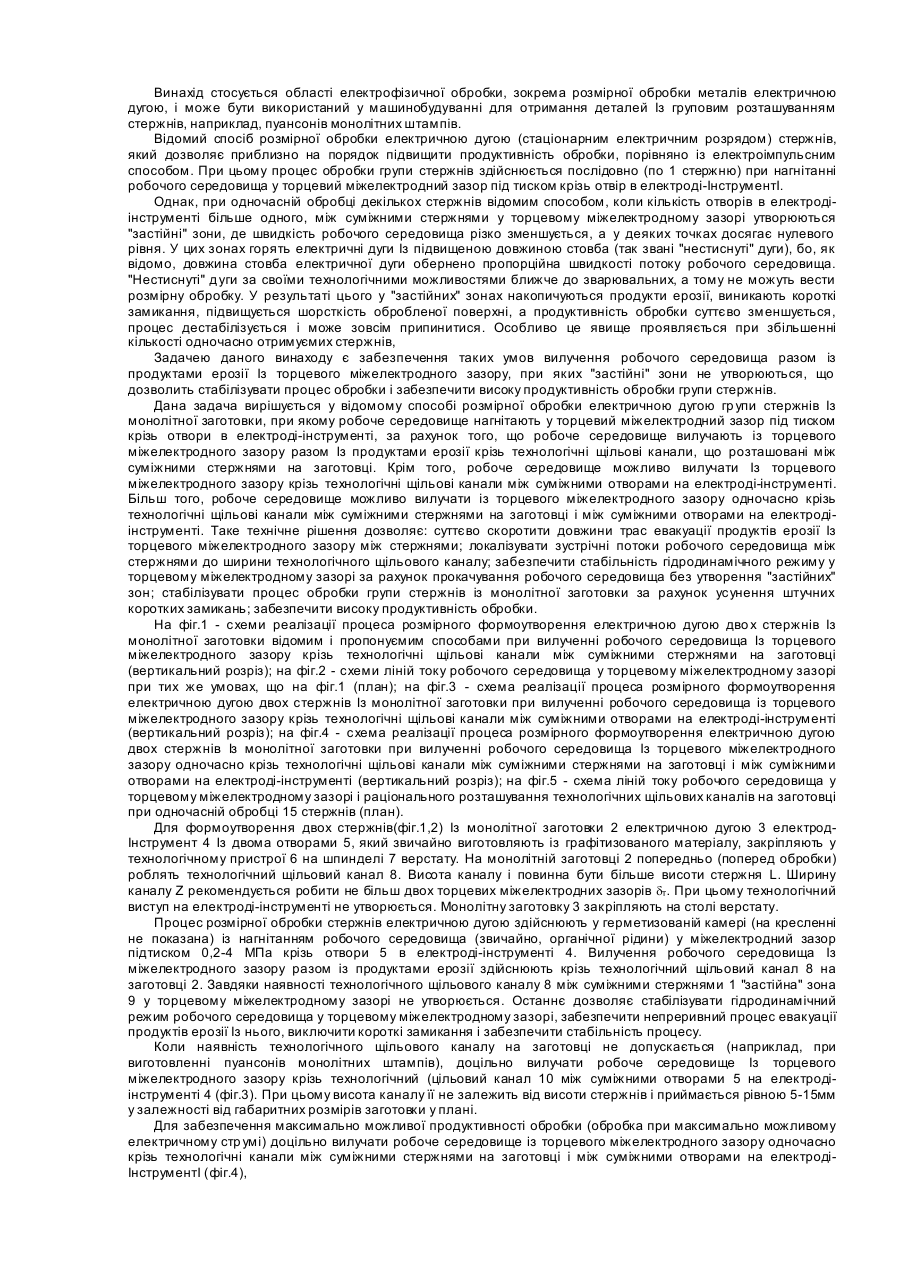
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович, Попова Маргарита Іванівна
МПК: B23P 6/00
Мітки: стрижнів, отворів, наскрізних, дугою, розмірної, обробки, спосіб, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23H 7/00
Мітки: електричною, розмірної, обробки, порожнин, спосіб, отворів, дугою
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: обробки, електричною, спосіб, розмірної, дугою, стрижнів
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Попередній патент: Спосіб термічної обробки високолегованого чавуну
Наступний патент: Спосіб одержання монолітних виробів з гідридів елементів підгрупи титану
Випадковий патент: Пристрій для подрібнення