Склад електродного покриття
Номер патенту: 78153
Опубліковано: 11.03.2013
Автори: Багров Валерій Анатолійович, Барташ Світлана Миколаївна, Калін Микола Андрійович


Формула / Реферат
Склад електродного покриття, що містить гематит, який відрізняється тим, що додатково містить феромарганець, феротитан, тальк, глину, соду, доломіт і деревинне борошно при наступному співвідношенні компонентів, мас. %:
гематит
25-30
феромарганець
12-18
феротитан
8-12
тальк
8-12
глина
4-6
сода
0,5-1,0
доломіт
27-32
деревинне борошно
1-4,5.
Текст
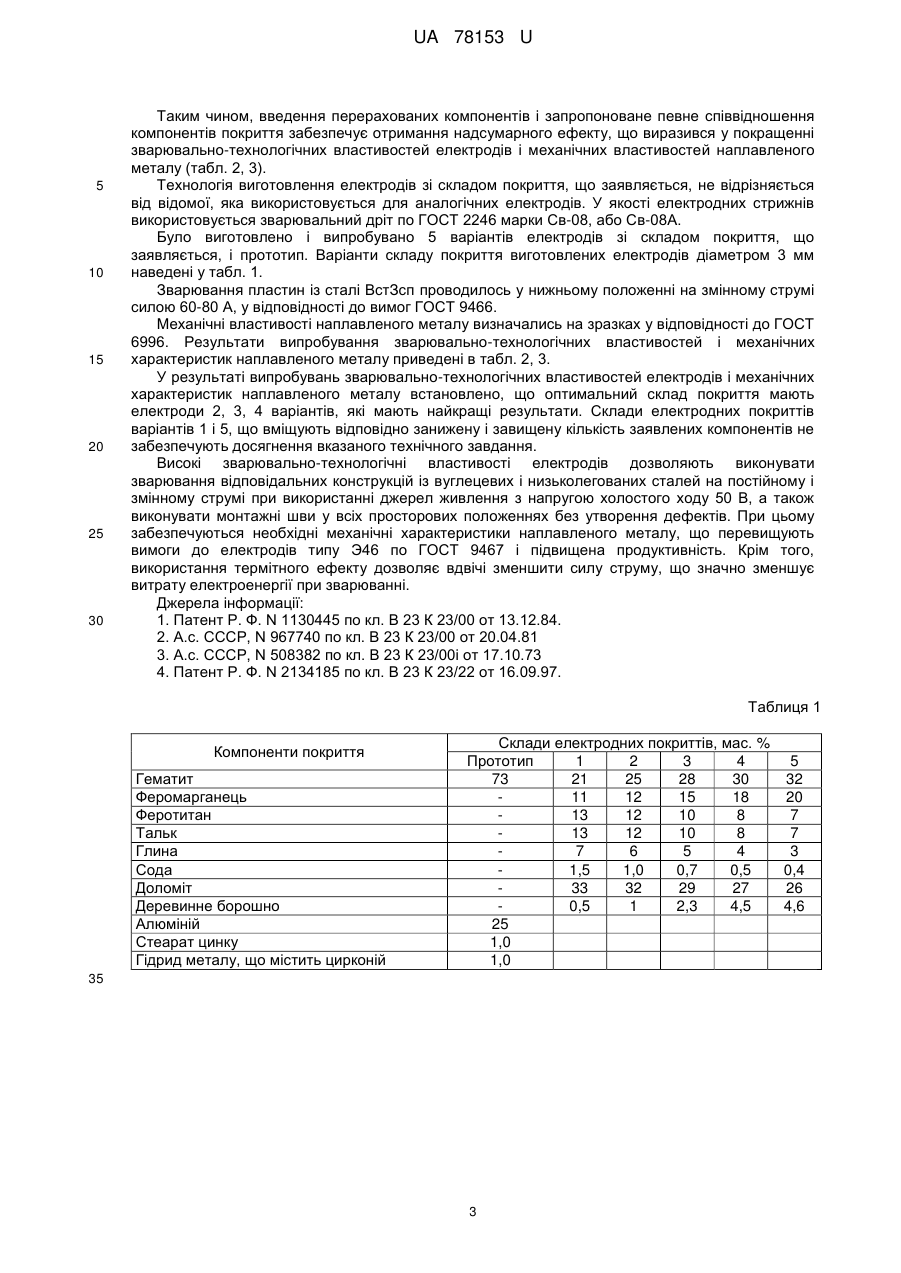
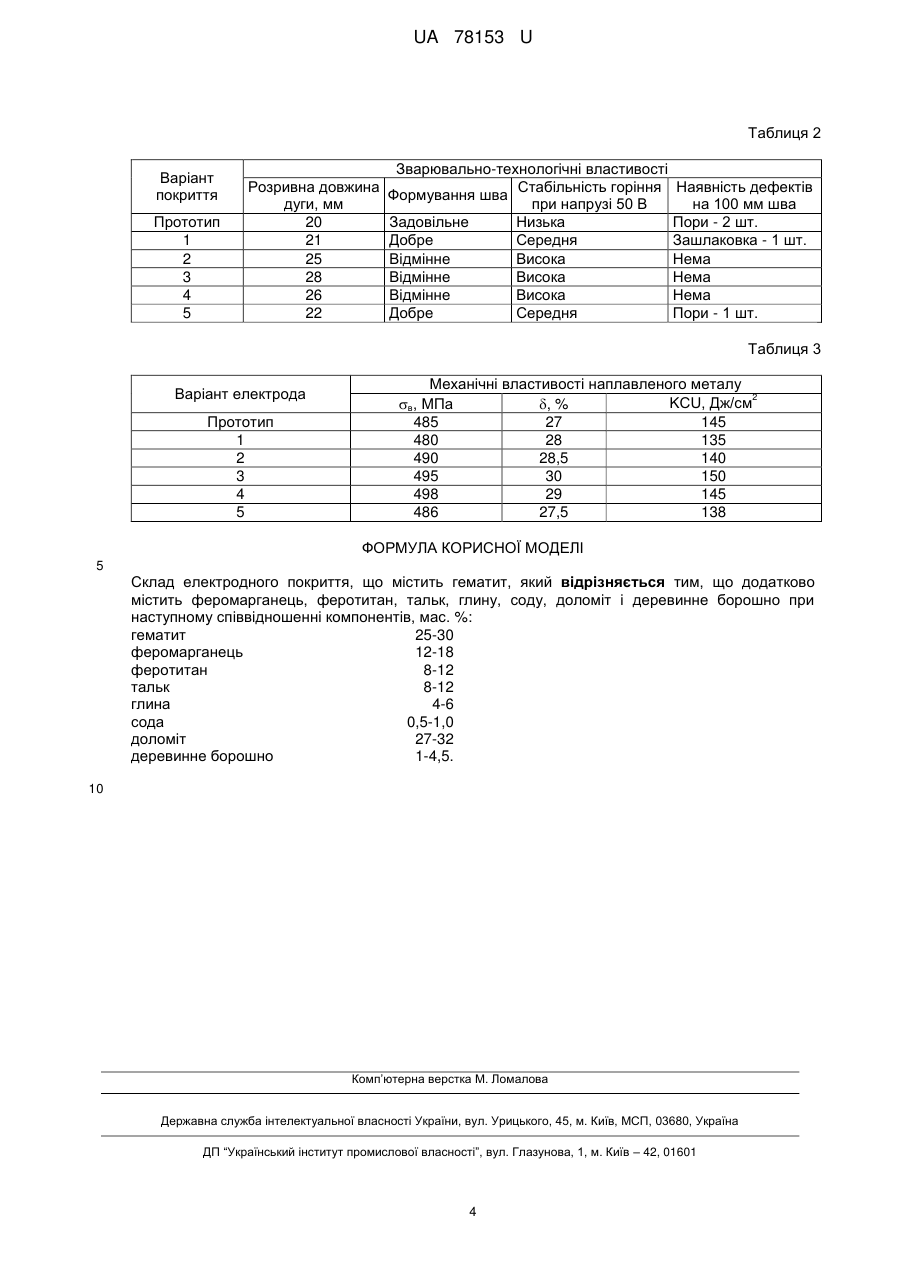
Реферат: UA 78153 U UA 78153 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до області зварювального виробництва, зокрема до складу електродних покриттів, які використовуються для зварювання вуглецевих та низьколегованих конструкційних сталей. У зварювальному виробництві відомі склади рутилових, рутилкарбонатних, рутилалюмосилікатних та ільменітових покриттів, наприклад електродів марок АНО-4, МР-3, ОЗС-4, АНО-21, АНО-6 та ін., а також склади електродних покриттів по авторських свідоцтвах [1-3], які вміщують рутиловий та ільменітовий концентрат, карбонати металу (мармур, магнезит), різні алюмосилікати (польовий шпат, слюду, тальк), соду, феромарганець, органічні речовини (целюлозу, крохмаль, деревинне борошно), калієво-натрієве рідке скло та інші компоненти. Найбільш близьким по складу компонентів до складу, що заявляється, і взятий як прототип, є термітний зварювальний склад [4], що містить наступні компоненти, мас. %: алюміній 20-25, титан 1-5, стеарат цинку 0,3-1,0, принаймні один гідрид металу, вибраного з групи, що містить цирконій, нікель, лантан-нікелевий сплав LaNi5 0,1-1,0, оксид тривалентного заліза - решта. Технічним результатом від використання винаходу є підвищення міцності зварного шва. Недоліком аналогічних електродів і термітних сумішей, у тому числі і прототипу, є недостатньо стабільне запалювання електрода, що ускладнює зварювання в монтажних умовах при зварювання коротких швів у різних просторових положеннях. Основними причинами неможливості виконання цих умов, є недосконала система розкиснення і газошлакова система покриття електродів, що не дозволяє отримати якісний метал шва і стабільне запалювання дуги при зварюванні на монтажі короткими швами. Задачею корисної моделі є створення електрода для зварювання низьковуглецевих і низьколегованих сталей в монтажних умовах, при використанні джерел змінного струму з малою силою струму і напругою холостого ходу 50 В, що забезпечуються за рахунок зміни системи розкиснення, шлакової і газової системи захисту металу шва компонентами електродного покриття. Поставлена задача вирішується тим, що для оптимізації системи розкиснення і газошлакової системи покриття в його склад, що містить гематит, додатково вводять феромарганець, феротитан, тальк, глину, соду, доломіт і деревинне борошно, при наступному співвідношенні компонентів покриття, в мас. %: гематит 25-30 феромарганець 12-18 феротитан 8-12 тальк 8-12 глина 4-6 сода 0,5-1,0 доломіт 27-32 деревинне борошно 1-4,5. Новим, у порівнянні з прототипом, є введення до складу покриття феромарганцю 12-18 %, феротитану 8-12 %, тальку 8-12 %, глини 4-6 %, соди 0,5-1,0 %, доломіту 27-32 % і деревинного борошна 1-4,5 %. Істотність відмін складу покриття, що заявляється, полягає в використанні в ньому феротитану в кількості 8-12 %, як розкиснювача і шлакоутворювача електродного покриття, що забезпечує додаткове розкиснення металу шва, підвищення його якості і стабільне повторне запалювання дуги за рахунок протікання термітної реакції з виділенням додаткового тепла, що йде на підігрів електрода: Ti+Fe2O3=TiO2+Fe+Q. Крім того, новим є введення до складу покриття електродів феромарганцю 12-18 %, тальку 8-12 %, глини 4-6 %, соди 0,5-1,0 %, доломіту 27-32 % і деревинного борошна 1-4,5 %. При введенні феротитану в кількості менше 8 % не забезпечується достатній термітний ефект підігріву електрода. При введенні феротитану у склад покриття в кількості більше 12 % спостерігається збільшення вмісту вуглецю в наплавленому металі понад 0,12 %, що може привести до утворення гарячих тріщин в металі шва, а також пороутворення за рахунок окиснення вуглецю у зварювальній ванні, з виділенням CO. Доломіт вводяться до складу покриття в кількості 27-32 %. Він належить до групи карбонатів металу. У процесі нагрівання карбонатів у електродному покритті, при плавленні електрода, протікає їх ступінчаста дисоціація. При досягненні температур 500 °C і 900 °C протікають реакції з виділенням вуглекислого газу: 1 UA 78153 U 5 10 15 20 25 30 35 40 45 50 55 СаСО3 → СаО + CO2 MgCO3 → MgO + CO2. Вуглекислий газ, що виділяється, забезпечує надійний захист розплавленого металу від взаємодії з атмосферним повітрям. Це забезпечує підвищення механічних властивостей металу шва. Шлак, що утворюється при дисоціації карбонатів мергелю і вапняку, вміщує основні оксиди СаО і MgO. Вони надійно захищають розплавлений метал від окиснення, сприяють очищенню його від сірки, полегшують відокремлення шлаку і покращують формування металу шва. Введення доломіту до складу покриття у кількості менше 27 % не забезпечує надійного газового захисту металу шва, погіршує відокремлення шлаку, знижує пластичні властивості наплавленого металу. При введенні доломіту у кількості більше 32 % відбувається підвищення основності шлаку, що погіршує формування металу шва і сприяє утворенню пор, зокрема у кратерах зварних швів. Глину вводять до складу електродного покриття у кількості 4-6 %, і застосовують як шлакоутворюючий компонент, що підвищує в'язкість шлаку, його укривну здатність, крім того глина підвищує напругу зварювальної дуги, що покращує формування зварних швів. Тальк являє собою мінерал, який складається з водного алюмосилікату кальцію і натрію. Використання тальку у складі електродного покриття дає технологічний ефект комплексного введення силікату, що забезпечує підвищення зварювально-технологічних властивостей електродів. Введення тальку в кількості менше 8 % не забезпечує стійкості металу шва проти пористості, зменшує продуктивність зварювання. При введенні тальку у кількості більше 12 % значно підвищується в'язкість шлаку, зростає тугоплавкість покриття і розбризкування електродного металу. Феромарганець вводять до складу покриття у кількості 12-18 %, як основний розкиснювач зварювальної ванни і легуючий елемент. Він є самим дешевим і розповсюдженим розкиснювачем у зварювальних електродах кислого виду. При введенні феромарганцю до складу покриття у кількості менше 12 % не забезпечується повне розкиснення зварювальної ванни, що може бути причиною пористості і низьких механічних властивостей металу шва. Ведення феромарганцю у кількості більше 18 % погіршує санітарно-гігієнічні характеристики електродів за рахунок підвищеного вмісту оксидів марганцю у зварному аерозолі. Крім того, значно знижуються пластичні характеристики наплавленого металу. Гематит (Fe2O3) являє собою залізну руду і вводиться до складу електродного покриття у кількості 25-30 % як шлакоутворюючий компонент, що забезпечує текучість шлаку, покращення його відокремлення і формування металу шва. Вміст гематиту у кількості менше 25 % не забезпечує покращення текучості шлаку, легкого його відокремлення і якісного формування шва. При введенні гематиту у кількості більше 30 % спостерігається підвищена текучість шлаку, що ускладнює зварювання у вертикальному і стельовому положенні, зростає окислення марганцю у зварювальній ванні, яке призводить до зниження механічних властивостей металу шва. Як компонент, що покращує опресовувальні властивості покриття, підвищує стабільність горіння дуги, а також утворює шлак, до складу покриття введено соду у кількості 0,5-1,0 %. При введенні соди у кількості менше 0,5 % погіршується технологічність виготовлення електродів, нанесення покриття потребує підвищення тиску у гідравлічній системі преса. Крім того, погіршується стабільність горіння дуги, а недостатня кількість кристалізаційної води в покритті викликає виникнення водневої пористості металу шва. Вміст соди у кількості більше 1,0 % надмірно підвищує в'язкість шлаку, збільшує розбризкування електродного металу без подальшого покращення якості металу шва. Як речовина, яка покращує газовий захист розплавленого металу, використовується деревинне борошно у кількості 1-4,5 %. Крім того, деревинне борошно при згоранні в покритті підвищує стабільність повторного запалювання дуги за рахунок утворення на торці електрода деревинного вугілля, яке має низький потенціал іонізації і високу електропровідність. При введенні деревинного борошна у кількості менше 1 % не забезпечується якісний газовий захист зварювальної ванни і не забезпечується стабільність повторного запалювання зварювальної дуги. Вміст деревинного борошна у кількості більше 4,5 % викликає надмірне виділення газів, що призводить до розбризкування електродного металу, збільшує виділення зварювального аерозолю, який погіршує санітарно-гігієнічну характеристику електродів. 2 UA 78153 U 5 10 15 20 25 30 Таким чином, введення перерахованих компонентів і запропоноване певне співвідношення компонентів покриття забезпечує отримання надсумарного ефекту, що виразився у покращенні зварювально-технологічних властивостей електродів і механічних властивостей наплавленого металу (табл. 2, 3). Технологія виготовлення електродів зі складом покриття, що заявляється, не відрізняється від відомої, яка використовується для аналогічних електродів. У якості електродних стрижнів використовується зварювальний дріт по ГОСТ 2246 марки Св-08, або Св-08А. Було виготовлено і випробувано 5 варіантів електродів зі складом покриття, що заявляється, і прототип. Варіанти складу покриття виготовлених електродів діаметром 3 мм наведені у табл. 1. Зварювання пластин із сталі ВстЗсп проводилось у нижньому положенні на змінному струмі силою 60-80 А, у відповідності до вимог ГОСТ 9466. Механічні властивості наплавленого металу визначались на зразках у відповідності до ГОСТ 6996. Результати випробування зварювально-технологічних властивостей і механічних характеристик наплавленого металу приведені в табл. 2, 3. У результаті випробувань зварювально-технологічних властивостей електродів і механічних характеристик наплавленого металу встановлено, що оптимальний склад покриття мають електроди 2, 3, 4 варіантів, які мають найкращі результати. Склади електродних покриттів варіантів 1 і 5, що вміщують відповідно занижену і завищену кількість заявлених компонентів не забезпечують досягнення вказаного технічного завдання. Високі зварювально-технологічні властивості електродів дозволяють виконувати зварювання відповідальних конструкцій із вуглецевих і низьколегованих сталей на постійному і змінному струмі при використанні джерел живлення з напругою холостого ходу 50 В, а також виконувати монтажні шви у всіх просторових положеннях без утворення дефектів. При цьому забезпечуються необхідні механічні характеристики наплавленого металу, що перевищують вимоги до електродів типу Э46 по ГОСТ 9467 і підвищена продуктивність. Крім того, використання термітного ефекту дозволяє вдвічі зменшити силу струму, що значно зменшує витрату електроенергії при зварюванні. Джерела інформації: 1. Патент Р. Ф. N 1130445 по кл. В 23 К 23/00 от 13.12.84. 2. А.с. СССР, N 967740 по кл. В 23 К 23/00 от 20.04.81 3. А.с. СССР, N 508382 по кл. В 23 К 23/00і от 17.10.73 4. Патент Р. Ф. N 2134185 по кл. В 23 К 23/22 от 16.09.97. Таблиця 1 Компоненти покриття Гематит Феромарганець Феротитан Тальк Глина Сода Доломіт Деревинне борошно Алюміній Стеарат цинку Гідрид металу, що містить цирконій Склади електродних покриттів, мас. % Прототип 1 2 3 4 5 73 21 25 28 30 32 11 12 15 18 20 13 12 10 8 7 13 12 10 8 7 7 6 5 4 3 1,5 1,0 0,7 0,5 0,4 33 32 29 27 26 0,5 1 2,3 4,5 4,6 25 1,0 1,0 35 3 UA 78153 U Таблиця 2 Варіант покриття Прототип 1 2 3 4 5 Розривна довжина дуги, мм 20 21 25 28 26 22 Зварювально-технологічні властивості Стабільність горіння Формування шва при напрузі 50 В Задовільне Низька Добре Середня Відмінне Висока Відмінне Висока Відмінне Висока Добре Середня Наявність дефектів на 100 мм шва Пори - 2 шт. Зашлаковка - 1 шт. Нема Нема Нема Пори - 1 шт. Таблиця 3 Варіант електрода Прототип 1 2 3 4 5 Механічні властивості наплавленого металу 2 KCU, Дж/см в, МПа , % 485 27 145 480 28 135 490 28,5 140 495 30 150 498 29 145 486 27,5 138 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Склад електродного покриття, що містить гематит, який відрізняється тим, що додатково містить феромарганець, феротитан, тальк, глину, соду, доломіт і деревинне борошно при наступному співвідношенні компонентів, мас. %: гематит 25-30 феромарганець 12-18 феротитан 8-12 тальк 8-12 глина 4-6 сода 0,5-1,0 доломіт 27-32 деревинне борошно 1-4,5. 10 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of electrode coating
Автори англійськоюKalin Mykola Andriiovych, Bahrov Valerii Anatoliiovych, Bartash Svitlana Mykolaivna
Назва патенту російськоюСостав электродного покрытия
Автори російськоюКалин Николай Андреевич, Багров Валерий Анатольевич, Барташ Светлана Николаевна
МПК / Мітки
МПК: B23K 35/365
Мітки: склад, покриття, електродного
Код посилання
<a href="https://ua.patents.su/6-78153-sklad-elektrodnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Склад електродного покриття</a>
Склад електродного покриття

Номер патенту: 50758
Опубліковано: 15.11.2002
Автори: Єфіменко Микола Григорович, Калін Микола Андрійович
МПК: B23K 35/365
Мітки: електродного, склад, покриття
Формула / Реферат:
Склад електродного покриття, переважно для зварювання вуглецевих і низьколегованих сталей, що містить ільменітовий концентрат, феромарганець, тальк, карбонат металу, який відрізняється тим, що він додатково містить чавун, деревинне борошно, компонент, що містить двоокис кремнію, вибраний із групи: кварцовий пісок, цеоліт, вогнетривку глину, компонент, вибраний із групи: вапняк, мергель, при наступному співвідношенні компонентів, мас. %: ...
Склад електродного покриття
Номер патенту: 32990
Опубліковано: 10.06.2008
Автори: Ширяєва Людмила Володимирівна, Єфіменко Микола Григорович, Калін Микола Андрійович
МПК: B23K 35/365
Мітки: електродного, покриття, склад
Формула / Реферат:
Склад електродного покриття, що містить ільменітовий концентрат, феромарганець, гематит, який відрізняється тим, що додатково містить чавунний порошок, залізний порошок, слюду, деревинне борошно, карбонат металу, вибраний із групи: вапняк, мергель, і компонент, вибраний із групи: цеоліт, кварцовий пісок, при цьому максимальна кількість вмісту чавунного порошку (%ЧП) визначається в залежності від кількості і відношення феромарганцю (%FeMn) до...
Склад електродного покриття
Номер патенту: 7550
Опубліковано: 15.06.2005
Автори: Кассов Валерій Дмитрович, Бондарев Сергій Володимирович
МПК: B23K 35/40
Мітки: покриття, склад, електродного
Формула / Реферат:
Склад електродного покриття, що містить мармур, плавиковий шпат, феромарганець, феросиліцій, феротитан, який відрізняється тим, що у склад покриття додатково вводиться як отверджувач шлак ферохромового виробництва, при наступному співвідношенні компонентів, ваг. %: мармур 50-53 плавиковий шпат 12-15 кварцовий пісок 7-9 ...
Склад електродного покриття для заварювання дефектів у чавунних виробах
Номер патенту: 46485
Опубліковано: 25.12.2009
Автори: Красовський Сергій Савелович, Карпенко Вадим Володимирович
МПК: B23K 35/22
Мітки: заварювання, покриття, склад, виробах, електродного, чавунних, дефектів
Формула / Реферат:
1. Склад електродного покриття для заварювання дефектів у чавунних виробах, що містить мармур, рутил, плавиковий шпат, феросиліцій, феромарганець, феротитан, гематит і графіт, який відрізняється тим, що додатково містить оксид нікелю, оксид міді, феромолібден і порошок алюмінію у такому співвідношенні компонентів, мас. %: мармур 18...21 рутил 10...12 ...
Склад електродного покриття “елод-1″

Номер патенту: 55492
Опубліковано: 15.04.2003
Автори: Стеблянко Борис Максимович, Солодько Костянтин Олександрович, Панін Олексій Дмитрович
МПК: B23K 35/365
Мітки: електродного, покриття, елод-1, склад
Формула / Реферат:
Склад електронного покриття для зварювання низьковуглецевих марок сталей, який містить ільменітовий концентрат, слюдяний продукт молотий, польовий шпат та феромарганець, який відрізняється тим, що додатково містить марганцеву руду, доломіт, глинозем, соду, торф, пральний порошок при такому співвідношенні компонентів, ваг. %: Ільменітовий концентрат 20-36 Феромарганець 8-22 ...
Попередній патент: Склад наплавленого металу
Наступний патент: Пристрій для діагностики колекторно-щіткового вузла електродвигуна постійного струму
Випадковий патент: Спосіб біофорезу ранових поверхонь вітаміном в3, дозуючими пластинами з цирконієвими півкулями