Спосіб обробки циліндричних дискових та вінцевих зубчастих коліс
Номер патенту: 78364
Опубліковано: 15.03.2007
Формула / Реферат
Спосіб обробки циліндричних дискових та вінцевих зубчастих коліс, що включає послідовно виконувані заготівельну та токарну обробки з формоутворенням вінця та диска, чорнову зубообробку, термообробку та фінішну зубообробку, який відрізняється тим, що додатково виконують кінцеву токарну обробку вінця та диска, яку проводять після фінішної зубообробки, причому настроювальний кут нахилу зубців зубообробного інструмента на верстаті визначають за формулою:
![]() ,
,
де: ![]() - розрахунковий кут нахилу зубців зубообробного інструмента;
- розрахунковий кут нахилу зубців зубообробного інструмента;
![]() - коефіцієнт корекції,
- коефіцієнт корекції, ![]() ;
;
![]() - необхідний кут нахилу зубців колеса, що оброблюють;
- необхідний кут нахилу зубців колеса, що оброблюють;
![]() - модуль зубців зубчастого колеса;
- модуль зубців зубчастого колеса;
![]() - ширина вінця зубчастого колеса.
- ширина вінця зубчастого колеса.
Текст
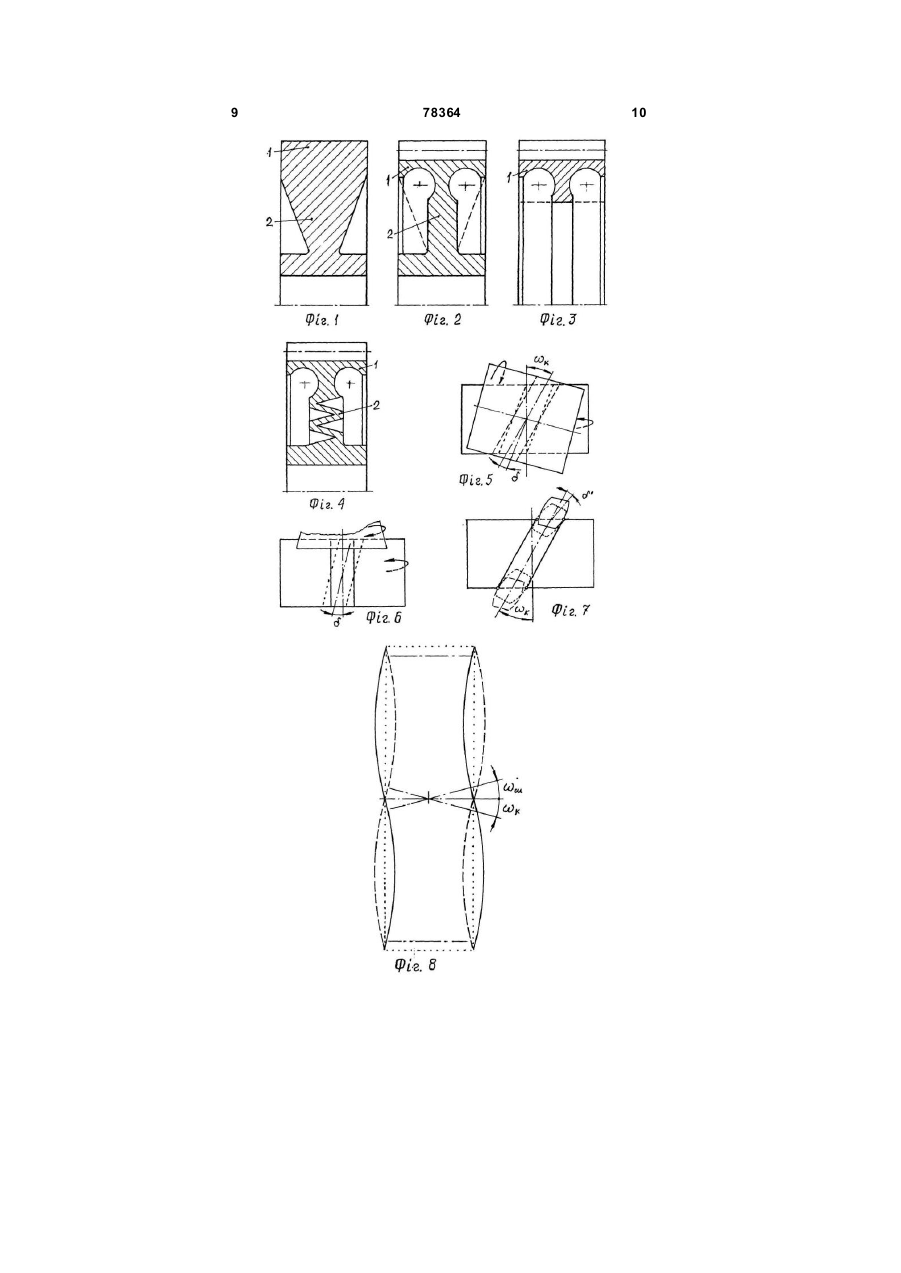
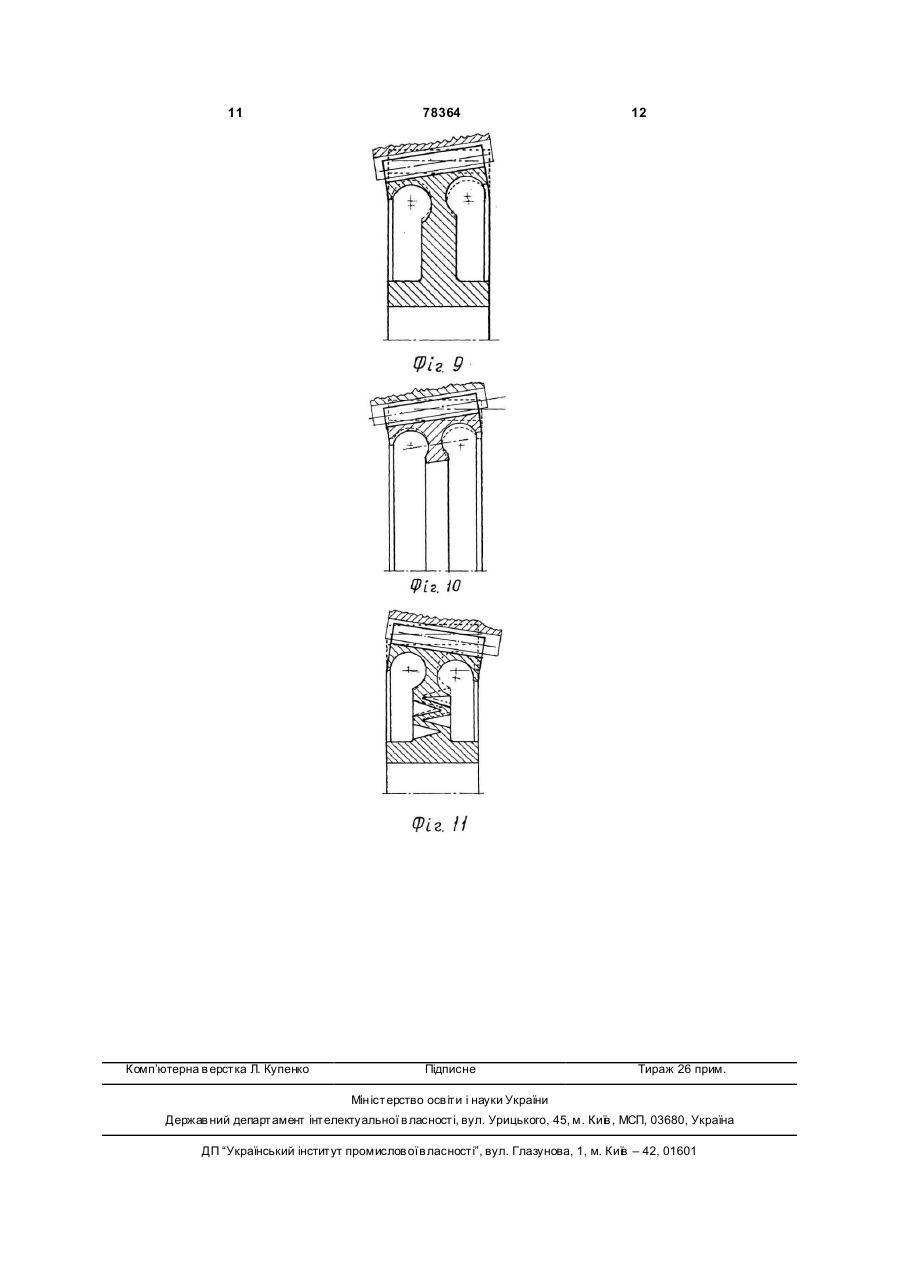
Спосіб обробки циліндричних дискових та вінцевих зубчасти х коліс, що включає послідовно виконувані заготівельну та токарну обробки з формоутворенням вінця та диска, чорнову зубо обробку, термообробку та фінішну зубообробку, який відрізняється тим, що додатково виконують кінцеву токарну обробку вінця та диска, яку проводять після фінішної зубообробки, причому настроювальний кут нахилу зубців з убообробного інструмента на верстаті визначають за формулою: æ mö w = wроз + kç wk + arctg ÷ , Bø è де: w роз - розрахунковий кут нахилу зубців зубо Спосіб обробки належить до галузі машинобудування, а саме до технології обробки циліндричних дискових та вінцевих зубчастих коліс. Відомий спосіб обробки циліндричних дискових та вінцевих з убчасти х коліс [[1], с 18-20; [2], с. 468], заготовки яких отримують шляхом лиття з однієї з марок чавуну, латуні чи бронзи. Відомий також спосіб обробки циліндричних дискових та вінцевих зубчасти х коліс [[1], с 21-23; [2], с. 465467], заготовки яких отримують шля хом штампування, кування або висаджування з пластичних сталей або сплавів. На заготовках, що отримані обома відомими способами, формують обод, вінець та диск (або спиці). Токарна обробка виконується лише частково: торців, зовнішньої циліндричної поверхні та отвору колеса. Останньою виконують зубообробку. Загальними суттєвими ознаками відомих способів обробки та способу, що заявляється, є спосіб обробки циліндричних дискових та вінцевих зубчасти х коліс, який включає заготівельну обробку з формоутворенням вінця та диска та зубообробку. Проте, відомий спосіб обробки циліндричних дискових та вінцевих зубчастих коліс, які виготовляються з непружних та крихких матеріалів, не дозволяє отримати пружну компенсацію недоліків виготовлення (наприклад, похибку кута нахилу зубців) при роботі в зачепленні з парною шестірнею. З іншого боку, відносно велика деформованість вінцевих та дискових (або зі спицями) зубчастих коліс призводить до отримання при зубонарізанні значних похибок в величинах кутів нахилу зубців прямозубих і косозубих коліс, биття зубців тощо. Відсутність подальшої механічної обробки вінців та диску (або спиць), які характеризуються неправильною формою та змінними розмірами перерізів, визначає значні коливання у величинах локальної жорсткості колеса, а значить, і змінність у величинах вказаних похибок. Таким чином, обидва відомі способи обробки циліндричних дискових та вінцевих зубчастих коліс дозволяють отримати лише невисокі точність і довговічність, а також незначні несучу спроможність та надійність зубчастої передачі, до складу якої входять ці колеса. Найбільш близьким аналогом способу, що заявляється, і вибраним як прототип, є спосіб оброб (19) UA (11) 78364 (13) C2 обробного інструмента; k - коефіцієнт корекції, k = 0,01 ¸ 0,001 ; w k - необхідний кут нахилу зубців колеса, що оброблюють; m - модуль зубців зубчастого колеса; B - ширина вінця зубчастого колеса. 3 78364 4 ки циліндричних дискових та вінцевих зубчастих ванні незагартованих коліс і/або шліфуванні загарколіс [3]. Спосіб-прототип складається із заготіветованих - зважаючи на значні тангенційні складові льної обробки (поковки, отриманої вільним кувансил різання цими інструментами, що характеризуням або одним з видів штампування стальних заються великими негативними величинами передготовок), в якій попередньо отримується форма ніх кутів лез, які зазвичай мають місце при зрізанні вінців, диска та отвору, зенкування і розточування тонких шарів припуску. отвору та почергова токарна обробка зовнішньої Таким чином, спосіб обробки циліндричних поверхні і торцевих поверхонь (вінця та диска), а дискових та вінцевих зубчасти х коліс за прототитакож протягування отвору. Після чорнової зубопом забезпечує отримання лише невисокої точнообробки виконується шевінгування зубців (не завсті, низької несучої спроможності та невисокої довжди), а після термообробки [4] виконується фінішговічності зубчасти х передач, до складу яких на зубообробка (наприклад, шліфування зубців). входить вказане зубчасте колесо. Загальними суттєвими ознаками способу за Метою способу обробки циліндричних дископрототипом та способу, що заявляється, є спосіб вих та вінцевих зубчасти х коліс є підвищення точобробки циліндричних дискових та вінцевих зубчаності та несучої спроможності, подовження довгостих коліс, який включає послідовно виконувані вічності зубчастих передач, до складу яких заготівельну та токарну обробки з формоутворенвходить дане зубчасте колесо. ням вінця та диска, чорнову зубообробну, термоВ основу винаходу поставлена задача вдоскообробку та фінішну з убообробку. налення способу обробки циліндричних дискових Проте, спосіб за прототипом призводить до та вінцевих з убчасти х коліс шляхом доцільної змістворення низки похибок форми та розмірів зубців ни їх жорсткості, як при виготовленні, так і при ексколес, пов'язаних зі специфікою інструментальноплуатації. Так при виготовленні коліс виконання верстатних особливостей зубообробки. Серед зубообробки відразу після токарної обробки диска найбільш суттєви х похибок виготовлення циліндта вінця, коли вони мають ще високу жорсткість, ричних зубчастих коліс варто назвати похибки кудозволяє досягти меншого зниження точності витів нахилу зубців як прямозубих, так і косозубих готовлення, наприклад, похибки величини кута коліс, биття зубців тощо. Похибки величин кутів нахилу зубців. Навпаки, виконання додаткової кіннахилу зубців колес призводять до зміщення пляцевої токарної обробки диска та вінця колеса після ми контакту з парною шестірнею в зачепленні на фінішної зубообробки дозволяє суттєво знизити край зубців, зменшення величини площі плями його жорсткість. При експлуатації це призводить контакту та, відповідно, збільшення контактного до легкого самовстановлювання зубців колеса по тиску в передачі. Це означає зменшення строку зубцях парної шестерні в зубчастій передачі. служби зубчастої передачі та зниження її надійноОстаннє викликає збільшення площі плями контаксті. Подібні проблеми виникають як при виготовту між зубцями та відповідне зменшення контактленні, так і при експлуатації реальних зубчастих ного тиску. За рахунок цього підвищується несуча передач, до складу яких входить дане зубчасте спроможність передачі та зростає довговічність колесо. Так, внаслідок похибок монтажу зубчастих коліс. Додатковий позитивний ефект може бути коліс та валів з ними, деформування валів тощо досягнутим за рахунок коригування кута нахилу також виникає зміщення плями контакту на край зубооброблюючого інструмента та спеціальної зубців [5], збільшується контактний тиск, знижуєтьнастройки диференціального ланцюга верстата. ся несуча спроможність зубчастої передачі, виниТаким чином, завдяки запропонованому спокає передчасне її руйн ування. собу обробки циліндричних дискових та вінцевих Причинами створення похибок в величині кута зубчасти х коліс досягається підвищення їх точноснахилу з убців циліндричних дискових та вінцевих ті, зростання несучої спроможності та довговічносзубчасти х коліс при чорновій зубообробці можуть ті зубчасти х коліс. бути: несиметричність зрізуваних шарів припуску Поставлена задача вирішується тим, що в для правої та лівої різальних кромок зубців черв'яспосіб обробки циліндричних дискових та вінцевих чної фрези чи довбача, нерівномірність їх зношузубчасти х коліс, який включає послідовно виконування, неврівноваженість відповідних колових вані заготівельну та токарну обробку з формоут(тангенційних, дотичних до кола) сил різання тощо. воренням вінця та диска, чорнову зубообробну, Крім того, при обробці зубців вказаних коліс має термообробку та фінішну з убообробку, введені місце неодночасні вхід і вихід правої та лівої різанові суттєві ознаки. Згідно з винаходом, в способі льних кромок зубців черв'ячної фрези чи довбача обробки додатково виконують кінцеву токарну обв міжзубцеві западини колеса, що також порушує робку вінця та диска, яку проводять після фінішної колову врівноваженість колеса при його обробці. зубообробки, причому настроювальний кут нахилу Результатом діючих сил стає небажаний додаткозубців зубообробного інструмента на верстаті вивий поворот колеса при його обробці, що викликає значають за формулою: зміну розрахункової величини кута нахилу зубців. æ mö w = wроз + kç wk + arctg ÷ , Живильним середовищем для зростання похибок Bø è величин кутів нахилу зубців коліс є обмежена жорwроз сткість ділильних ланцюгів зубообробних верстатів де: - розрахунковий кут нахилу зубців з ута наявність люфтів в з убчасти х передачах. С утбообробного інструмента; тєвим недоліком також є обмежена жорсткість заk - коефіцієнт корекції, k = 0,01...0,001; готовок дискових та вінцевих зубчастих коліс. Поw k - необхідний кут нахилу з убців колеса, що дібні похибки величин кутів нахилу з убців створюються і при фінішній зубообробці - шевінгуоброблюють; 5 78364 6 m - модуль зубців зубчастого колеса; датковою кінцевою токарною обробкою вінця та В - ширина вінця зубчастого колеса. диска, яка виконана після фінішної зубообробки; Оскільки при зубообробці діють значні сили рі- на Фіг.5 показана типова похибка обробки зання, то для отримання мінімальних похибок при черв'ячною фрезою кута нахилу зубців косозубого виготовленні зубців колеса потрібно мати велику колеса; його жорсткість. Це досягають завдяки виконанню - на Фіг.6 показана типова похибка обробки чорнової та фінішної з убообробки відразу після довбачем кута нахилу з убців прямозубого колеса; токарної обробки диска та вінця, коли жорсткість - на Фіг.7 показаний варіант попередження колеса ще велика. Бажано товщину диска та вінця, створення похибки кута нахилу зубців колеса за отриманих після токарної обробки, вибирати збідопомогою додаткового повороту шевера (показальшеними у порівнянні з рекомендаціями [2], с ні лише зубці шевера - без стружкових канавок); 467, табл. 4.26. - на Фіг.8 показано примусове деформування У зв'язку з несиметричним навантаженням колеса при експлуатації в контакті його зубців з правих та лівих різальних кромок зубців зубооброзубцями парної шестірні (остання не показана); бних інструментів [6] та обмеженою жорсткістю навколо радіуса, що є частиною їх міжцентрової технологічних систем при зубообробці виникає відстані; небажаний додатковий поворот заготовки колеса - на Фіг.9 показано примусове деформування (особливо на вході та виході різальних кромок кодискового колеса при експлуатації в контакті з палеса), що викликає спотворення величини кута рною шестірнею в їх загальній осьовій площині; нахилу зубців. Вказане за формулою коригування - на Фіг.10 показано примусове деформування величини кута нахилу з убців виконують установвінцевого колеса при експлуатації в його контакті з кою зубооброблюючого інструмента, а його віднопарною шестірнею в їх загальній осьовій площині; сних рухів - за допомогою відповідної додаткової - на Фіг.11 показане примусове деформування настройки диференціального механізму зубообродискового пружного колеса при експлуатації в його бного верстата. контакті з парною шестірнею, коли одне з них (або Додаткове виконання кінцевої токарної обробобидва) мають похибки кута нахилу зубців та їх ки з метою остаточного формоутворення вінця та биття. диска колеса до досягнення їх зменшених товщин Відомо [6], що при обробці зубчастих коліс зуу порівнянні з розмірами за рекомендаціями [[2], борізальними інструментами має місце тангенційс.467, табл. 4.26] дозволяє суттєво знизити його не несиметричне навантаження лівих і правих рілокальну крутильну жорсткість навколо радіуса, зальних кромок інструментів шарами припуску, що який співпадає з частиною міжцентрової відстані з зрізаються, а також неодночасний їх вхід та ви хід з парною шестірнею в зубчастому зачепленні, що контакту з колесом. Дія цих сил призводить до дозволяє виправити не тільки власні похибки венебажаного закручування ділильних ланцюгів верличин кута нахилу зубців колеса, а й похибки шесстатів, які звичайно характеризуються малою жортірні в процесі взаємного самовстановлювання їх сткістю та люфтами. У зв'язку з найбільшим закрузубців. Це відбувається як шляхом миттєвого почуванням на початку і в кінці контакту з колесом, вороту навколо вказаного радіуса так і шляхом ця деформація відтворюється у вигляді створювамиттєвого повороту в площині, що проходить ченої похибки кута нахилу зубців. Так при обробці рез осі колеса та шестірні. черв'ячною фрезою косозубого колеса з розрахунДія вказаних складових підвищення точності ковим кутом нахилу зубців, рівним куту w, реальне за рахунок збільшення жорсткості заготовки колезначення кута нахилу з убців буде рівним куту (wса та коригування відносного кутового положення d). Аналогічно, при обробці прямозубого колеса зубооброблюючого інструмента при виготовленні, (тобто коли кут w=0), реальне значення кута нахиа також самовстановлювання зубців колеса по лу з убців буде рівним куту d (Фіг.5 та 6). парній шестірні в передачі завдяки зменшенню У вказаних умовах, вирішення задачі підвижорсткості колеса при його експлуатації, дозволяє щення точності виготовлення колеса може вирідосягти зменшення контактного тиску, підвищенні шуватись двома шляхами: як підвищенням жорстнесучої спроможності передачі та зростання строкості заготовки колеса, так і попереджувальною, ку служби колеса. коригуючою (компенсаційною) настройкою зубообСуть запропонованого винаходу пояснюється робного верстата. кресленнями. Перелік креслень: Заявлений спосіб здійснюється таким чином. - на Фіг.1 показано осьовий переріз одного з Спосіб обробки циліндричних дискових та вінваріантів заготовки циліндричного дискового зуцевих зубчасти х коліс складається із заготівельної бчастого колеса з виконаною токарною обробкою та токарної обробок заготовки колеса (Фіг.1), що диска, вінця та отвору; має зубчастий вінець 1 та диск 2. На заготовці ко- на Фіг.2 показано переріз повністю оброблелеса послідовно виконується чорнова зубообробного дискового зубчастого колеса з додатковою ка, чистова - шевінгуванням (не завжди), термообкінцевою токарною обробкою диска та вінця, яка робка та фінішна зубообробка (шліфування чи виконана після фінішної зубообробки; інша). Завдяки високій жорсткості заготовки колеса - на Фіг.3 показано переріз повністю обробле(вінець і диск повинні мати значні величини товного вінцевого зубчастого колеса з додатковою щин, збільшені у 1,1...1,6 разів [2], с.467, табл.. кінцевою токарною обробкою вінця, яка виконана 4.26) зменшуються відносно стандартної технолопісля фінішної зубообробки; гії виготовлення похибки в величинах кутів на хилу - на Фіг.4 показано переріз повністю оброблезубців, їх битті тощо. ного пружного дискового зубчастого колеса з доЗменшення величини похибки кута нахилу з у 7 78364 8 бців, викликаних зубообробним верстатом через міжцентрової відстані між осями колеса та шестіробмежену його жорсткість, виконується коригуванні (див. Фіг.8), так і в загальній осьовій площині ням величин кутів нахилу з убців з убообробного колеса та шестірні (див. Фіг.9, 10 та 11). Завдяки інструмента, який визначають за формулою: вказаному самовстановлюванню збільшується величина площі дотику на всю ширину зубців коæ mö w = wроз + kç wk + arctg ÷ , леса, знижується контактний тиск, результатом Bø è чого стає підвищення несучої спроможності колеса де: wроз - розрахунковий кут нахилу з убців та передачі, зростання строку служби та надійності передачі. Досягнення двох ефектів - підвищення зубообробного інструмента; точності виготовлення кута нахилу зубців колеса k - коефіцієнт корекції, та самовстановлювання зубців колеса по зубцях k = 0,01.. .0,001; парної шестірні - дозволяють додатково збільшити w k - необхідний кут нахилу з убців колеса, що ширину вінця конструкції колеса і, таким чином, оброблюють; зменшити контактні і згинні напруження, що разом m - модуль зубців зубчастого колеса; забезпечує суттєве підвищення несучої спроможВ - ширина вінця зубчастого колеса. ності передачі з даним колесом. Математичний вираз, що записаний в дужках, Виконання диску зубчастого колеса у вигляді разом з коефіцієнтом корекції k, дорівнює величині гофра (Фіг.11) дозволяє зменшити негативний кута d' коригування. Тобто коригувати значення вплив на роботу зачеплення колесо-шестірня не кута нахилу зубців з убообробного інструмента, тільки похибок кутів нахилу зубців, а й биття їх потрібно у напрямку, протилежному утворюваній зубців. похибці кута (див. Фіг.5 та 6). Для збереження веТаким чином, запропонований спосіб обробки личини кута нахилу зубців колеса при чистовій циліндричних дискових та вінцевих зубчастих коліс обробці, наприклад, шевером потрібно останній дозволяє досягти підвищення точності та несучої повернути на кут, рівний d' - до досягнення односпроможності, подовження довговічності зубчастих часного входу та ви ходу з контакту правої та лівої передач, до складу яких входить дане зубчасте сторін зубців зубообробного інструмента (на Фіг.7 колесо. показано лише переріз зубців шевера - без стружДжерела інформації: кових канавок). Величину коефіцієнта корекції, 1. Производство зубчатых колес: Справочник рівну k=0,01, потрібно використовува ти у випадку /С.Η. Калашников, А.С. Калашников, Г.И. Коган и співпадання чинників: важкооброблювального мадр.; Под общ. ред. Б.А. Тайца. - 3-е изд. перераб. теріалу колеса, старого верстата та зношеного и доп. -М.: Машиностроение, 1990. - С. 18-20; 34зубообробного інструмента. Навпаки, значення 37; 46-49. k=0,001 треба вживати у випадку співпадання чин2. Заплетохин В.А. Конструирование деталей ників: матеріалу колеса з коефіцієнтом оброблюмеханических устройств: Справочник. - Л: Машиваності, близьким до одиниці, новим верстатом та ностроение. Ленинградское отд-ние, 1990. - С. перезагостреним інструментом. У випадку одноча448-451; 467; 468. сного неспівпадання вказаних чинників, потрібно 3. Беспалов Б.Л., Глейзер Л.А., Колесов И.М. и використовува ти проміжні значення коефіцієнта k. др. Технология машиностроения: Специальная Коригування ділильних ланцюгів верстатів виконучасть. -М.: Ма шиностроения, 1965. - С. 320ється за допомогою відповідних настройок дифе326;332. ренціалів (навіть у випадку обробки прямозубих 4. Проектирование механических передач: коліс). Учебно-справочное пособие для втузов /С.А. ЧерПісля фінішної зубообробки виконується доданавский, Г.А. Снесарев и др. - 5-е изд. перераб. и ткова кінцева токарна обробка вінця 1 та диска 2, доп. М.: Машиностроение, 1984. - С. 90. яка дозволяє отримати остаточне формоутворен5. Павлище В.Т. Основи конструювання та ня зубчастого колеса (Фіг.2, 3, 4). Товщини вінця розрахунок деталей машин: Підручник - К.: Ви ща та диску коліс потрібно зменшити у 1,1...1,6 разів шк., 1993. - С. 296. відносно товщин, рекомендованих [2], с.467, табл. 6. Металлорежущие инструменты: Учебник 4.26). Таке колесо буде мати суттєво нижчу ексдля вузов по специальностям "Технология машиплуатаційну жорсткість для створення умов самоностроения", "Металлорежущие станки и режущие встановлювання зубців колеса по зубцям парної инструменты" / Г.Н. Сахаров, О.Е. Арбузов и др. шестірні в передачі. Таке самовстановлення буде М.: Машиностроение, 1989. - С.201, рис. 3.33. мати місце як навколо радіуса, що є частиною 9 78364 10 11 Комп’ютерна в ерстка Л. Купенко 78364 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing cylindrical disk and crown gears
Автори англійськоюMelnychuk Petro Petrovych, Skochko Yevhen Viktorovych
Назва патенту російськоюСпособ обработки цилиндрических дисковых и венечных зубчатых колес
Автори російськоюМельничук Петр Петрович, Скочко Евгений Викторович
МПК / Мітки
Мітки: вінцевих, зубчастих, дискових, циліндричних, обробки, коліс, спосіб
Код посилання
<a href="https://ua.patents.su/6-78364-sposib-obrobki-cilindrichnikh-diskovikh-ta-vincevikh-zubchastikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки циліндричних дискових та вінцевих зубчастих коліс</a>
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Рибак Валерій Якович, Маховський Юрій Олексійович, Микищенко Олександр Анатолійович, Розенберг Олег Олександрович
МПК: B23F 9/00
Мітки: циліндричних, коліс, великомодульних, зубчастих, обробки, спосіб
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: зубів, циліндричних, чистової, коліс, профілів, обробки, пристрій, зубчастих
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
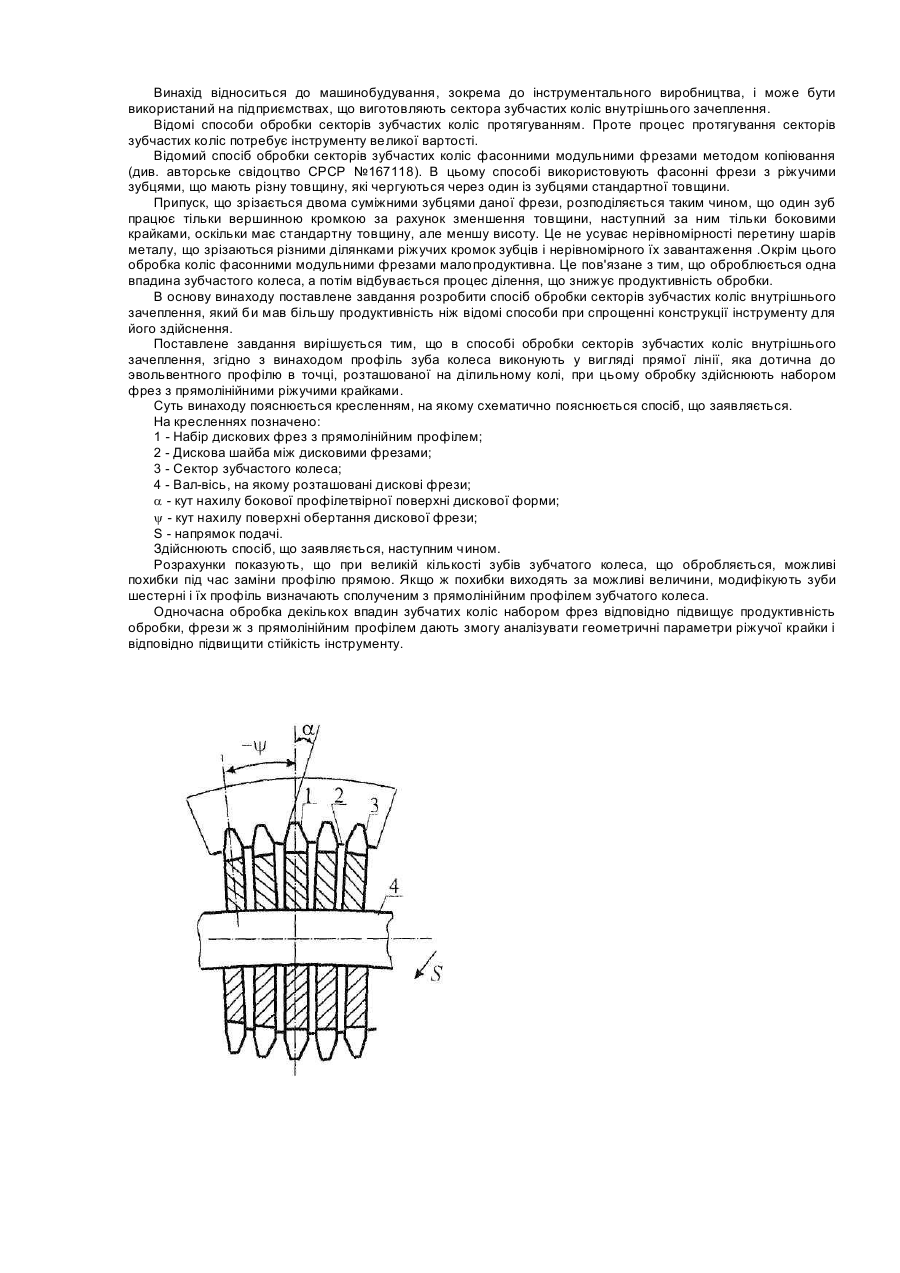
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення
Номер патенту: 65904
Опубліковано: 15.04.2004
Автори: Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Равська Наталья Сергіївна
МПК: B23F 21/00
Мітки: зачеплення, обробки, коліс, зубчастих, секторів, внутрішнього, спосіб
Формула / Реферат:
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення, що включає обробку секторів зубчатих коліс фасонними модульними фрезами, який відрізняється тим, що профіль зуба колеса виконують у вигляді прямої лінії, яка дотична до евольвентного профілю в точці, розташованій на ділильному колі, при цьому обробку здійснюють набором фрез з прямолінійними різальними крайками.
Спосіб чистової обробки зубчастих коліс
Номер патенту: 21035
Опубліковано: 15.02.2007
Автори: Натаров Олександр Павлович, Коваленко Валентин Олександрович, Луценко Микола Михайлович
МПК: B23F 19/00
Мітки: зубчастих, спосіб, чистової, обробки, коліс
Формула / Реферат:
Спосіб чистової обробки зубчастих коліс, що включає позмінну обробку однієї та іншої сторони зубців зубчастого колеса в умовах вільного обкату гвинтової пари зубчастий хон - зубчасте колесо та зворотно-поступального руху поздовжньої подачі принаймні одного з елементів зазначеної пари, причому при одному напрямі руху поздовжньої подачі як ведучий використовують один з елементів гвинтової пари, який відрізняється тим, що при іншому напрямі руху...
Спосіб нарізання циліндричних зубчастих коліс
Номер патенту: 51736
Опубліковано: 16.12.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: спосіб, коліс, нарізання, циліндричних, зубчастих
Формула / Реферат:
Спосіб нарізання циліндричних зубчастих коліс, при якому нарізання зубців колеса здійснюють в умовах обкочування черв'ячною фрезою за два проходи, який відрізняється тим, що перший прохід здійснюють черв'ячною фрезою, профіль зубців якої у нормальному перерізі відповідає профілю ніжки вихідного контура, а другий прохід здійснюють черв'ячною фрезою з зубцями, у яких головка зубця виконана на гвинтовій поверхні з тим самим кутом підйому, що у...
Попередній патент: Комплекс для санкціонованого відпуску побутового енергоносія, імпульсний лічильник для цього комплексу та пристрій для перекриття потоку енергоносія
Наступний патент: Спосіб улаштування палевих фундаментів в нестійких водонасичених грунтах поблизу існуючих будівель і споруд
Випадковий патент: Живильне середовище для культивування мікобактерій