Спосіб гнуття прямокутних труб
Номер патенту: 78751
Опубліковано: 25.03.2013
Автори: Осіпчук Юрій Віталійович, Стрелковський Вячеслав Вячеславович, Горбенко Іван Ілліч, Горбенко Олександр Іванович

Формула / Реферат
Спосіб гнуття прямокутних труб, що полягає у одночасному сплющуванні та гнутті трубних заготовок, який відрізняється тим, що операцію сплющування та гнуття виконують на штампі, при цьому трубу розміщують на опорно-затискних роликах між передньою рухомою і задньою нерухомою бічними стінками, причому відстань між бічними стінками встановлюють перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби, щоб центр гнуття труби знаходився на вертикальній осі згинального пуансона, а згинальний пуансон посередині радіусної поверхні виконують з виступом.
Текст
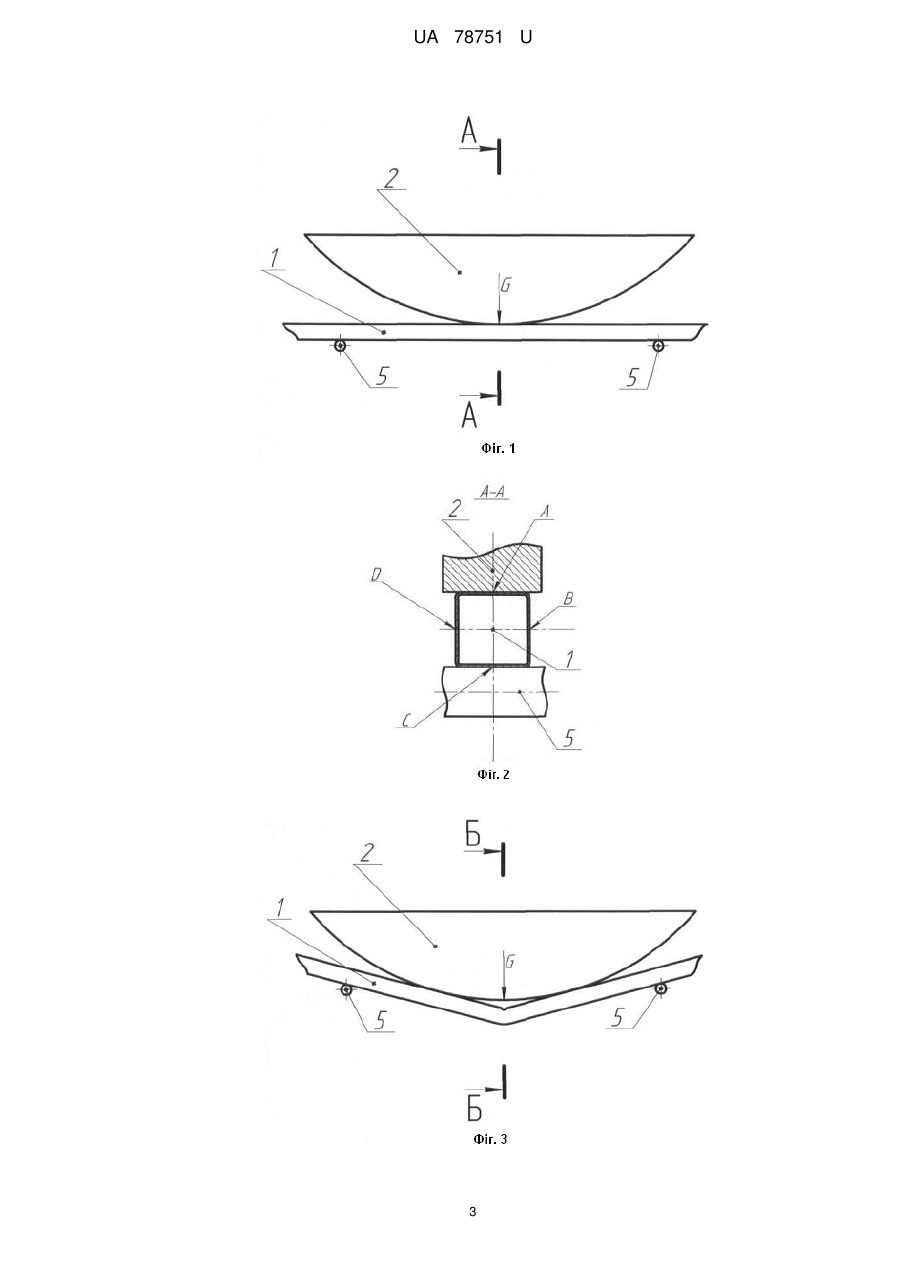
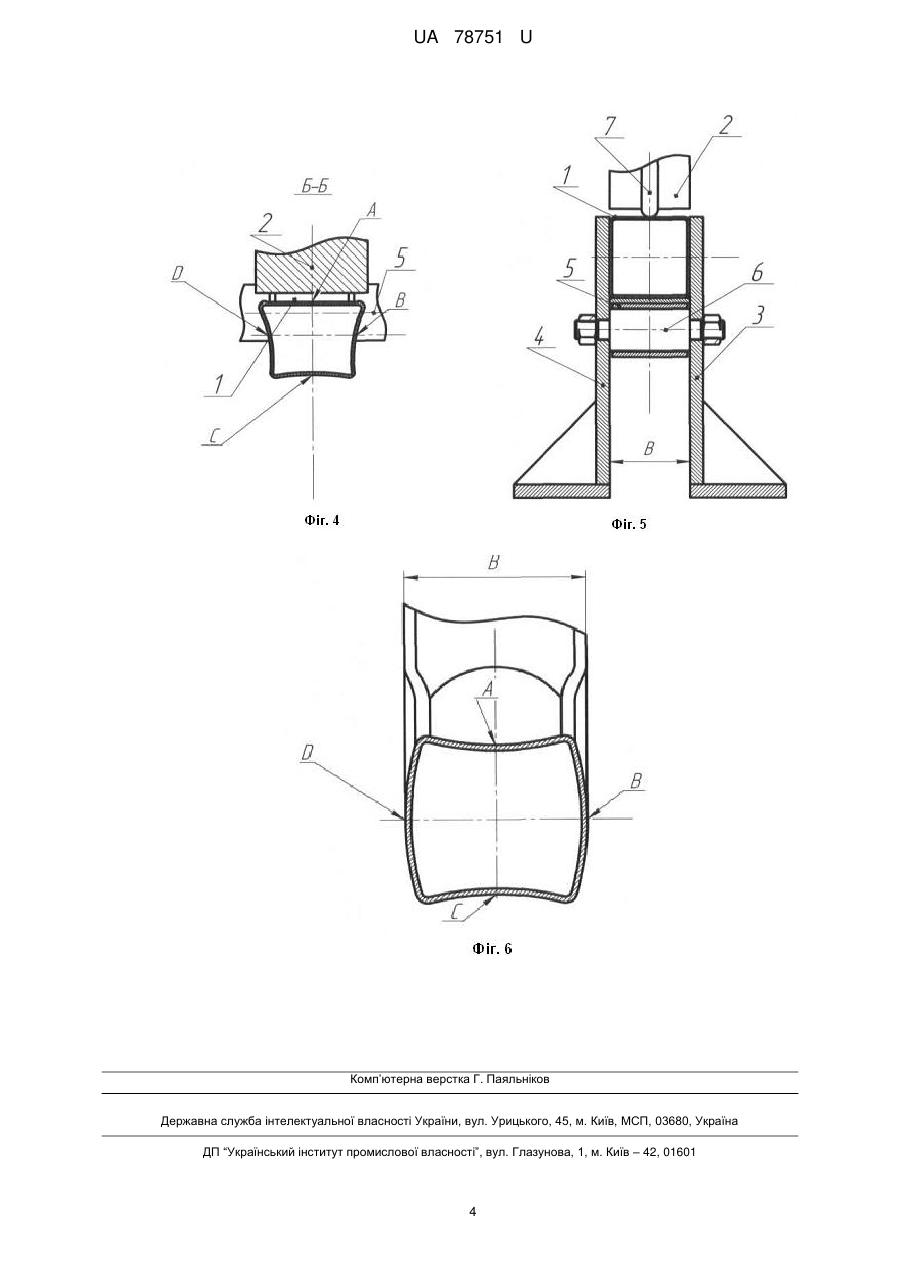
Реферат: Спосіб гнуття прямокутних труб полягає у одночасному сплющуванні та гнутті трубних заготовок. Операцію сплющування та гнуття виконують на штампі. Трубу розміщують на опорно-затискних роликах між передньою рухомою і задньою нерухомою бічними стінками. UA 78751 U (54) СПОСІБ ГНУТТЯ ПРЯМОКУТНИХ ТРУБ UA 78751 U UA 78751 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском, а саме до способів гнуття труб, та може бути використана в машинобудуванні при виготовленні різних гнутих деталей з прямокутних труб. Відомо, що при гнутті труб під тиском виникають деформуючі напруження розтягу та стиску, у результаті чого відбувається гофроутворювання, виникнення тріщин та розрив труби. Для уникнення деформації поперечного перерізу оброблюваних деталей застосовують складні дорогі процеси підготовки труб для їх гнуття, в тому числі з використанням наповнювачів. Відомий спосіб гнуття тонкостінних труб, при якому для уникнення гофроутворювання трубу спочатку заповнюють сумішшю тирси з водою і заморожують, після чого виконують гнуття [патент РФ № 2308342 від 12.04.2006, МПК В 21 D 9/15, опублікований 20.10.2007]. Відомий спосіб гнуття труб із попереднім заповненням трубної заготовки легкоплавкими наповнювачами, в якості яких використовують, наприклад, поліетиленгліколь та парафін [АС 4 СРСР № 1296262, МКВ В 21 D 9/15]. Цей спосіб потребує додаткового нагрівання трубного виробу після деформування для видобування з нього наповнювачів, летючі сполучення і пари яких можуть бути токсичними. Відомі способи гнуття труб з використанням наповнювачів мають ряд недоліків. Процеси гнуття мають високу трудомісткість, залежність якості виготовлених деталей від спеціальної попередньої підготовки. Відомий спосіб гнуття труб із попереднім нагріванням ділянок труби в області гнуття [патент RU № 2378072 від 29.09.2008. МПК В 21 D 9/00, опублікований 10.01.2010]. Цей спосіб потребує складного устаткування для нагрівання і значних енерговитрат. Найближчим аналогом є спосіб гнуття труб [патент RU № 2210452, МПК B21D 9/00, опублікований 20.08.2003], що полягає у тому, що операцію сплющування виконують одночасно зі згинанням сплющеної частини з розтягуванням на оправці, підводячи всередину заготовки регульований тиск підпору. При цьому сплющуванню та згинанню піддається тільки середня ділянка труби, а кінцеві ділянки зберігаються циліндричної форми. Недоліком цього способу є його складність, висока трудомісткість виготовлення деталей, необхідність використання додаткових операцій та обладнання для отримання готової деталі. В основу запропонованої корисної моделі поставлена задача, що полягає у спрощенні процесу гнуття, підвищення якості виготовлюваних деталей та зниження їх собівартості. Поставлена задача вирішується тим, що в способі гнуття прямокутних труб, що полягає у одночасному сплющуванні та гнутті трубних заготовок, згідно з корисною моделлю, операцію сплющування та гнуття виконують на штампі, при цьому трубу розміщують на опорно-затискних роликах між передньою рухомою і задньою нерухомою бічними стінками, причому відстань між бічними стінками встановлюють перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби, щоб центр гнуття труби знаходився на вертикальній осі згинального пуансона, а згинальний пуансон посередині радіусної поверхні виконують з виступом. Причинно-наслідковий зв'язок між сукупністю ознак корисної моделі і технічним результатом полягає у наступному. Завдяки тому, що операцію сплющування та гнуття виконують на штампі, при цьому трубу розміщують на опорно-затискних роликах між передньою рухомою і задньою нерухомою бічними стінками, причому відстань між бічними стінками встановлюють перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби, щоб центр гнуття труби знаходився на вертикальній осі згинального пуансона, а згинальний пуансон посередині радіусної поверхні виконують з виступом, процес гнуття спрощується, підвищується якість виготовлюваних деталей та знижується їх собівартість. Відомо, що при гнутті різних матеріалів волокна, що знаходяться за осьовою лінією згинальної заготовки ближче до центру радіуса гнуття, стискаються, а волокна, що знаходяться за осьовою лінією заготовки далі від центру радіуса гнуття, розтягуються. Спосіб, що заявляється, пояснюється представленими фігурами креслення: на фіг. 1 зображено положення прямокутної труби в момент початку процесу гнуття; на фіг. 2 зображений переріз А-А фіг.1; на фіг. 3 зображено положення прямокутної труби в процесі гнуття; на фіг. 4 зображений переріз Б-Б фіг.3; на фіг. 5 зображений переріз штампу для гнуття прямокутних труб; на фіг. 6 зображений переріз прямокутної труби після гнуття. При гнутті прямокутної труби, під впливом згинаючого зусилля G (фіг.1) на стінку А прямокутної труби (фіг.2, переріз А-А), волокна стінок В і D, що знаходяться за осьовою лінією 1 UA 78751 U 5 10 15 20 25 30 35 40 прямокутної труби ближче до центру радіуса гнуття, стискаються. Оскільки зусилля, що необхідно для стискання волокон стінки А прямокутної труби, значно перевищує зусилля, що необхідно для згинання стінок В і D, вони при гнутті згинаються у напрямках, перепендикулярних напрямку прикладання згинаючого зусилля G (фіг. 3), а стінка А зламується (фіг. 4, переріз Б-Б). Для того, щоб уникнути зламування труби, необхідно запобігти згинанню стінок В і D, яке призводить до збільшення початкового розміру ширини b профілю труби (фіг. 5), та задати попередній прогин стінки А труби усередину профілю. Для цього матрицю штампа виконують рознімною, і до початку гнуття її бокові стінки затискають трубу до розміру ширини профілю b (фіг.5) за допомогою нарізних з'єднань опорно-затискних роликів. А попередній прогин стінки А труби усередину профілю досягається завдяки наявності виступу на всій радіусній поверхні згинального пуансона. Процес гнуття здійснюється на штампі (фіг. 5). Штамп для гнуття прямокутних труб 1 містить: згинальний пуансон 2, передню рухому бічну стінку матриці 3, задню нерухому бічну стінку матриці 4, два опорно-затискних ролики 5, що закріплені гайками 6, згинальний пуансон 2 має по всій радіусній поверхні виступ 7. Штамп прив'язується на гідравлічний прес. Спосіб, що пропонується, здійснюється наступним чином. При розкритому штампі шток преса встановлюють у верхнє положення, прямокутну трубу 1 розміщують на опорно-затискних роликах 5 між бічними стінками 3 і 4 таким чином, щоб центр гнуття труби знаходився на вертикальній осі згинального пуансона 2. Відстань між бічними стінками 3 і 4 дорівнює максимальній ширині труби b (тобто її номінальному розміру плюс максимальний допуск). При русі штока преса вниз виступ 7 згинального пуансона 2 спочатку в місці дотику з трубою вдавлює внутрішню її стінку униз і, таким чином, зводить бокові стінки до горизонтальної осі матриці. При подальшому русі згинального пуансона 2 униз виступ 7 вдавлює внутрішню стінку труби униз по всій своїй радіусній поверхні, при цьому проводиться гнуття внутрішньої, бокових і зовнішньої граней труби. Опорами при гнутті є опорно-затискні ролики 5, по яких труба не ковзає, а перекачується, що значно покращує умови процесу виготовлення деталі. При вдавлюванні згинальним пуансоном 2 труби в матрицю бічні стінки 3 і 4 перешкоджають утворенню складок на бічних гранях труби та деформації її поперечного перерізу. При цьому, кут гнуття труби при запропонованому способі залежить від глибини входження згинального пуансона в деталь може бути легко розрахований. ◦ При гнутті труби на кут до 60 глибина втягування без гофроутворювання становить 7 мм, на ◦ кут до 45 - 8 мм (фіг. 6). При закінченні процесу гнуття труби шток преса піднімають у верхнє положення, і, для безперешкодного зняття готової деталі з матриці, її передню рухому стінку звільняють шляхом відгвинчування гайок 6. Перевагами запропонованого способу гнуття прямокутних труб є незмінне положення осі центру гнуття, що дає можливість виконувати гнуття труби за одну операцію із заготовки, що відрізана у кінцевий розмір. Застосування запропонованої корисної моделі дозволяє виготовити необхідну деталь товарного вигляду на нескладній оснастці при мінімальній собівартості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб гнуття прямокутних труб, що полягає у одночасному сплющуванні та гнутті трубних заготовок, який відрізняється тим, що операцію сплющування та гнуття виконують на штампі, при цьому трубу розміщують на опорно-затискних роликах між передньою рухомою і задньою нерухомою бічними стінками, причому відстань між бічними стінками встановлюють перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби, щоб центр гнуття труби знаходився на вертикальній осі згинального пуансона, а згинальний пуансон посередині радіусної поверхні виконують з виступом. 2 UA 78751 U 3 UA 78751 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for bending rectangular pipes
Автори англійськоюHorbenko Ivan Illich, Horbenko Oleksandr Ivanovych, Osipchuk Yurii Vitaliiovych, Strelkovskyi Viacheslav Viacheslavovych
Назва патенту російськоюСпособ гибки прямоугольных труб
Автори російськоюГорбенко Иван Ильич, Горбенко Александр Иванович, Осипчук Юрий Витальевич, Стрелковский Вячеслав Вячеславович
МПК / Мітки
МПК: B21D 9/00
Мітки: труб, гнуття, спосіб, прямокутних
Код посилання
<a href="https://ua.patents.su/6-78751-sposib-gnuttya-pryamokutnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб гнуття прямокутних труб</a>
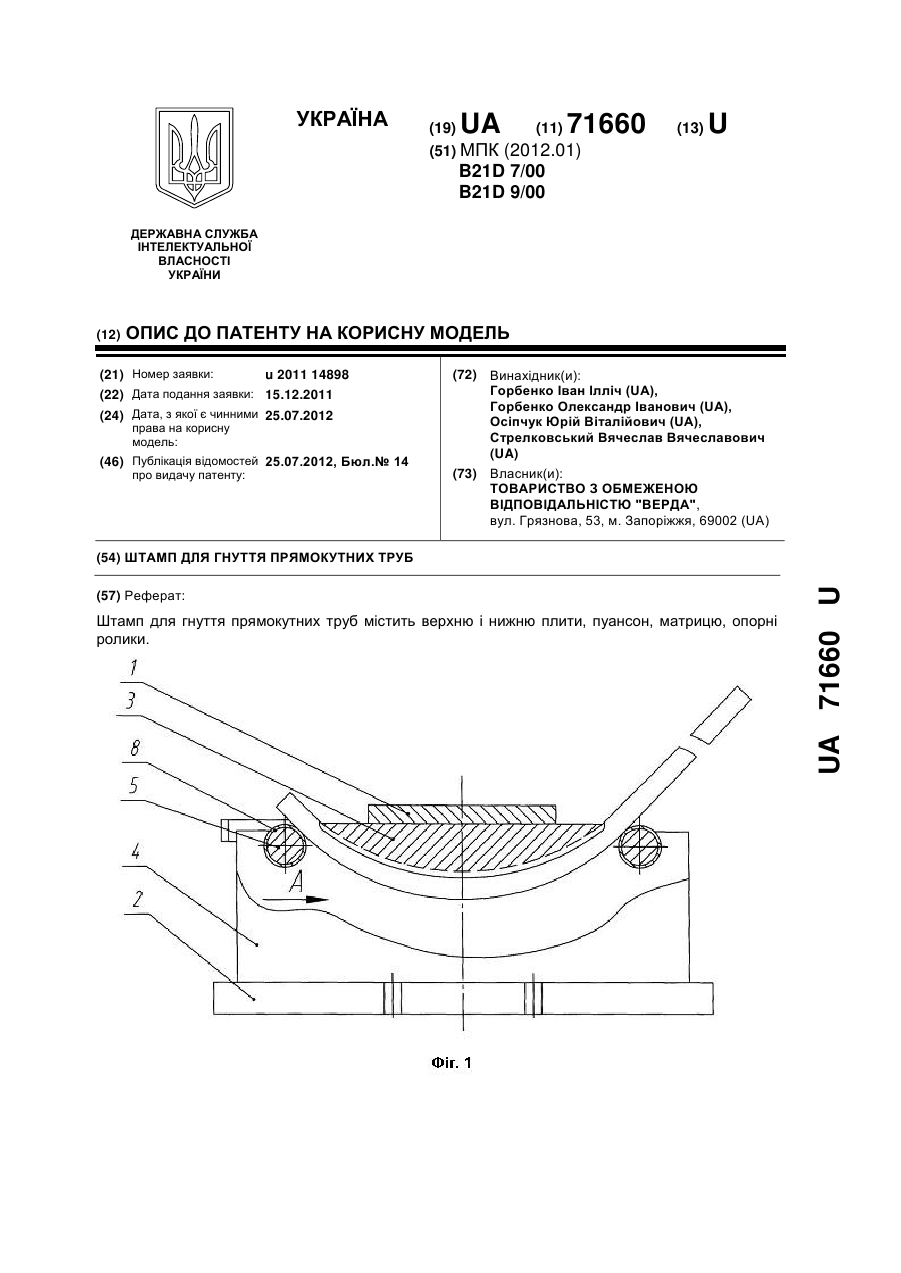
Штамп для гнуття прямокутних труб
Номер патенту: 71660
Опубліковано: 25.07.2012
Автори: Стрелковський Вячеслав Вячеславович, Осіпчук Юрій Віталійович, Горбенко Олександр Іванович, Горбенко Іван Ілліч
Мітки: труб, гнуття, прямокутних, штамп
Формула / Реферат:
Штамп для гнуття прямокутних труб, що містить верхню і нижню плити, пуансон, матрицю, який відрізняється тим, що пуансон по середині своєї ширини, по всій радіусній поверхні має виступ, а матриця має передню рухому і задню нерухому бічну стінки зі встановленими між ними на осях опорними роликами, а відстань між бічними стінками встановлюється перестановкою передньої рухомої бічної стінки на максимальний розмір ширини труби.
Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м
Номер патенту: 86486
Опубліковано: 27.04.2009
Автори: Зорін Олександр Петрович, Чемоданов Петро Арисович
Мітки: слюсарного, труб, безроликового, понад, гнуття, фасонного, радіусу, спосіб
Формула / Реферат:
Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м, згідно з яким сталевий лист (2) товщиною щонайменше 10 мм встановлюють горизонтально і розмічують на ньому криву (L), за якою гнутимуть трубу (3), попередньо щільно заповнену наповнювачем, на розміченій кривій (L) приварюють бічні упори (1), до першого бічного упора (1) притискують трубу (3) і фіксують її Г-подібним фіксатором-упором (4), далі прогрівають частину...
Оправка для гнуття труб
Номер патенту: 74610
Опубліковано: 16.01.2006
Автори: Харлов Андрій Геннадійович, Гоцанюк Микола Степанович
МПК: B21D 9/00
Формула / Реферат:
Оправка для гнуття труб, що містить жорсткий стрижень, один кінець якого за допомогою упора з’єднаний з джерелом тиску, а до другого кінця стрижня прикріплений рухомий елемент у вигляді набору плоских елементів, встановлених з можливістю радіального зміщення, яка відрізняється тим, що плоскі елементи виконані жорсткими у вигляді металевих шайб, при цьому прикріплення вказаного набору до стрижня виконано за допомогою жорсткого нарізного...
Спосіб заміру кута між двома суміжними полицями профілю прямокутних труб
Номер патенту: 34112
Опубліковано: 25.07.2008
Автори: Білий Олександр Андрійович, Фурманов Валерій Борисович, Шапіро Ілля Аронович, Ладиженський Петро Дмитрович, Лариков Володимир Васильович, Парфенюк Валерій Євтіхієвич
Мітки: профілю, прямокутних, спосіб, кута, суміжними, двома, труб, полицями, заміру
Формула / Реферат:
1. Спосіб заміру кута між двома суміжними полицями профілю прямокутних труб, що включає його замір кутоміром, кожну напрямну якого розташовують на відповідній полиці профілю, який відрізняється тим, що положення кожної напрямної на полиці визначають позицією двох упорів, встановлених на полиці поблизу межі переходу полиці в кути профілю, що примикають до неї, а напрямні додатково обладнані планкою зі шкалою, встановленою з можливістю...
Інструмент для формування квадратних і прямокутних труб
Номер патенту: 35914
Опубліковано: 10.10.2008
Автори: Мироненко Юрій Анатолійович, Міроненко Артем Юрійович
МПК: B21C 37/06
Мітки: труб, інструмент, формування, квадратних, прямокутних
Формула / Реферат:
Інструмент для формування квадратних і прямокутних труб, що містить чотири ролики, встановлені на взаємно перпендикулярних осях, що утворюють своїми увігнутими робочими поверхнями замкнений калібр, який відрізняється тим, що робочі поверхні роликів виконані по синусоїді, амплітуда якої складає 0,01-0,015 ширини грані готової труби, при цьому довжина ділянки синусоїди відповідає діапазону кута від 0° до 180°.
Попередній патент: N1-[8-(фурил-2)-метиламінотеофілініл-7-етаноїл]-n4-фенілтіосемикарбазид, який виявляє діуретичну та протизапальну дії
Наступний патент: Подовий пальник
Випадковий патент: Спосіб термічного зміцнення