Інструмент для формування квадратних і прямокутних труб
Номер патенту: 35914
Опубліковано: 10.10.2008
Автори: Міроненко Артем Юрійович, Мироненко Юрій Анатолійович
Формула / Реферат
Інструмент для формування квадратних і прямокутних труб, що містить чотири ролики, встановлені на взаємно перпендикулярних осях, що утворюють своїми увігнутими робочими поверхнями замкнений калібр, який відрізняється тим, що робочі поверхні роликів виконані по синусоїді, амплітуда якої складає 0,01-0,015 ширини грані готової труби, при цьому довжина ділянки синусоїди відповідає діапазону кута від 0° до 180°.
Текст
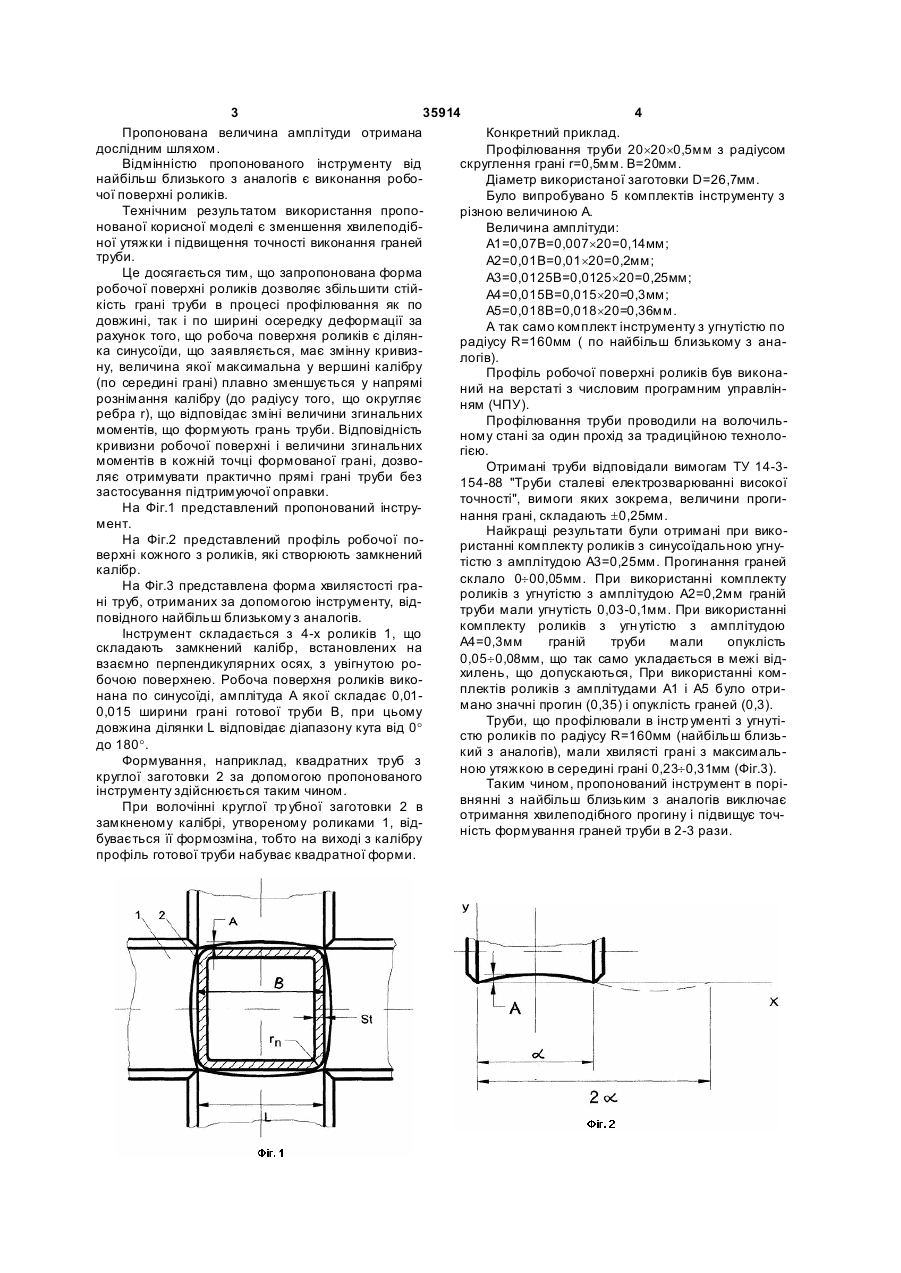
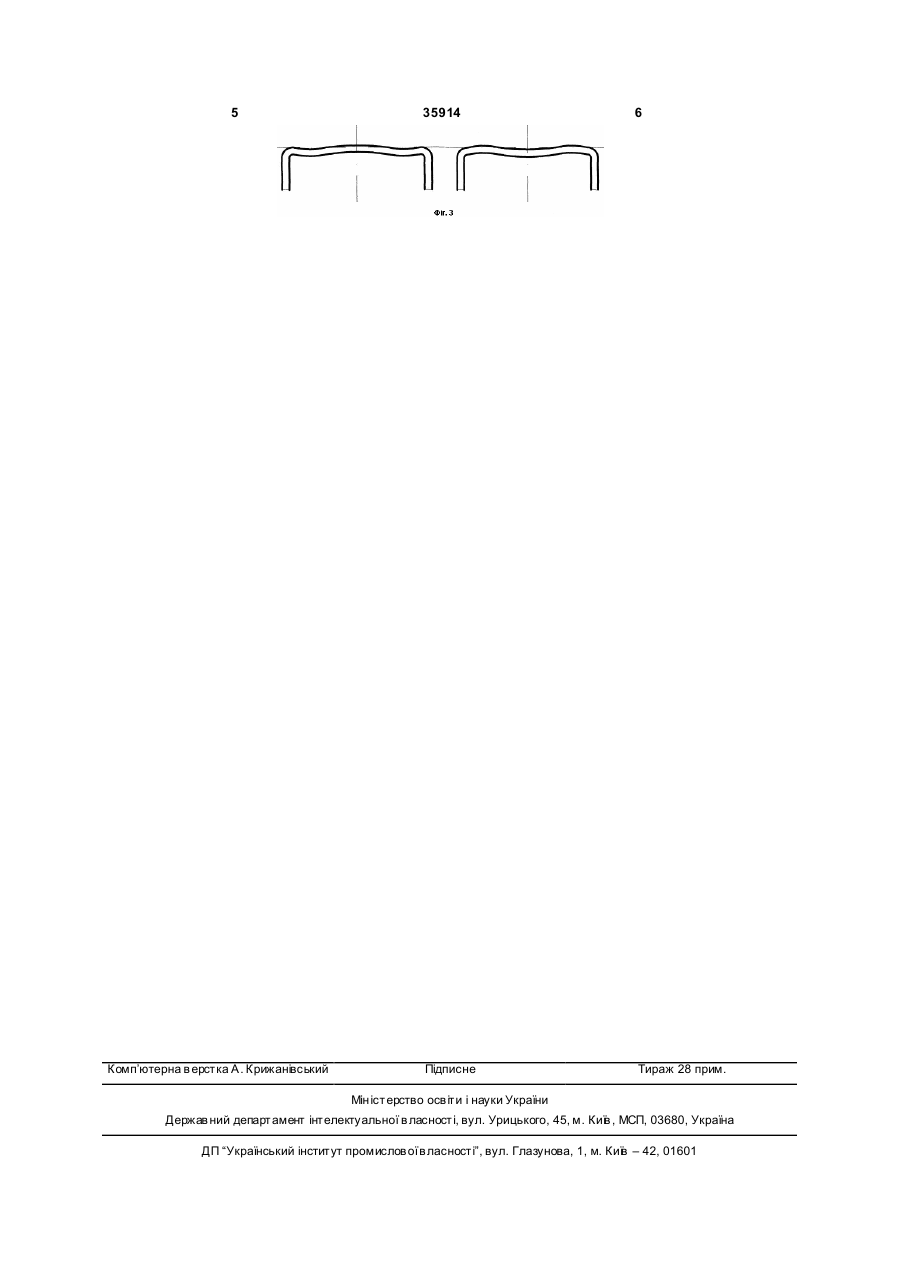
Інструмент для формування квадратних і прямокутних тр уб, що містить чотири ролики, встановлені на взаємно перпендикулярних осях, що утворюють своїми увігн утими робочими поверхнями замкнений калібр, який відрізняється тим, що робочі поверхні роликів виконані по синусоїді, амплітуда якої складає 0,01-0,015 ширини грані готової тр уби, при цьому довжина ділянки синусоїди відповідає діапазону кута від 0° до 180°. (19) (21) u200805504 (22) 29.04.2008 (24) 10.10.2008 (46) 10.10.2008, Бюл.№ 19, 2008 р. (72) МІРОНЕНКО ЮРІЙ АН АТОЛІЙОВИЧ, U A, МІРОНЕНКО АРТЕМ ЮРІЙОВИЧ, UA (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "Н АУКОВОДОСЛІДНИЙ ТА КОНСТРУКТОРСЬКОТЕХНОЛОГІЧНИЙ ІНСТИТУТ ТРУБНОЇ ПРОМИСЛОВОСТІ ІМ. Я.Ю. ОС АДИ", UA 3 35914 4 Пропонована величина амплітуди отримана Конкретний приклад. дослідним шляхом. Профілювання труби 20´20´0,5мм з радіусом Відмінністю пропонованого інструменту від скруглення грані r=0,5мм. В=20мм. найбільш близького з аналогів є виконання робоДіаметр використаної заготовки D=26,7мм. чої поверхні роликів. Було випробувано 5 комплектів інструменту з Технічним результатом використання пропорізною величиною А. нованої корисної моделі є зменшення хвилеподібВеличина амплітуди: ної утяжки і підвищення точності виконання граней А1=0,07В=0,007´20=0,14мм; труби. А2=0,01В=0,01´20=0,2мм; Це досягається тим, що запропонована форма A3=0,0125В=0,0125´20=0,25мм; робочої поверхні роликів дозволяє збільшити стійА4=0,015В=0,015´20=0,3мм; кість грані труби в процесі профілювання як по А5=0,018В=0,018´20=0,36мм. довжині, так і по ширині осередку деформації за А так само комплект інструменту з угнутістю по рахунок того, що робоча поверхня роликів є ділянрадіусу R=160мм ( по найбільш близькому з анака синусоїди, що заявляється, має змінну кривизлогів). ну, величина якої максимальна у вершині калібру Профіль робочої поверхні роликів був викона(по середині грані) плавно зменшується у напрямі ний на верстаті з числовим програмним управлінрознімання калібру (до радіусу того, що округляє ням (ЧПУ). ребра r), що відповідає зміні величини згинальних Профілювання труби проводили на волочильмоментів, що формують грань труби. Відповідність ному стані за один прохід за традиційною технолокривизни робочої поверхні і величини згинальних гією. моментів в кожній точці формованої грані, дозвоОтримані труби відповідали вимогам ТУ 14-3ляє отримувати практично прямі грані труби без 154-88 "Труби сталеві електрозварюванні високої застосування підтримуючої оправки. точності", вимоги яких зокрема, величини прогиНа Фіг.1 представлений пропонований інструнання грані, складають ±0,25мм. мент. Найкращі результати були отримані при викоНа Фіг.2 представлений профіль робочої пористанні комплекту роликів з синусоїдальною угнуверхні кожного з роликів, які створюють замкнений тістю з амплітудою A3=0,25мм. Прогинання граней калібр. склало 0¸00,05мм. При використанні комплекту На Фіг.3 представлена форма хвилястості грароликів з угнутістю з амплітудою А2=0,2мм граній ні труб, отриманих за допомогою інструменту, відтруби мали угнутість 0,03-0,1мм. При використанні повідного найбільш близькому з аналогів. комплекту роликів з угн утістю з амплітудою Інструмент складається з 4-х роликів 1, що А4=0,3мм граній труби мали опуклість складають замкнений калібр, встановлених на 0,05¸0,08мм, що так само укладається в межі відвзаємно перпендикулярних осях, з увігнутою рохилень, що допускаються, При використанні комбочою поверхнею. Робоча поверхня роликів викоплектів роликів з амплітудами А1 і А5 було отринана по синусоїді, амплітуда А якої складає 0,01мано значні прогин (0,35) і опуклість граней (0,3). 0,015 ширини грані готової труби В, при цьому Труби, що профілювали в інстр ументі з угнутідовжина ділянки L відповідає діапазону кута від 0° стю роликів по радіусу R=160мм (найбільш близьдо 180°. кий з аналогів), мали хвилясті грані з максимальФормування, наприклад, квадратних труб з ною утяжкою в середині грані 0,23¸0,31мм (Фіг.3). круглої заготовки 2 за допомогою пропонованого Таким чином, пропонований інструмент в поріінструменту здійснюється таким чином. внянні з найбільш близьким з аналогів виключає При волочінні круглої тр убної заготовки 2 в отримання хвилеподібного прогину і підвищує точзамкненому калібрі, утвореному роликами 1, відність формування граней труби в 2-3 рази. бувається її формозміна, тобто на виході з калібру профіль готової труби набуває квадратної форми. 5 Комп’ютерна в ерстка А. Крижанівський 35914 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for forming of square and rectangular pipes
Автори англійськоюMironenko Yurii Anatoliiovych, Mironenko Artem Yuriiovych
Назва патенту російськоюИнструмент для формования квадратных и прямоугольных труб
Автори російськоюМироненко Юрий Анатольевич, Мироненко Артем Юрьевич
МПК / Мітки
МПК: B21C 37/06
Мітки: формування, інструмент, труб, прямокутних, квадратних
Код посилання
<a href="https://ua.patents.su/3-35914-instrument-dlya-formuvannya-kvadratnikh-i-pryamokutnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Інструмент для формування квадратних і прямокутних труб</a>
Пристрій для загинання стальних прямокутних труб
Номер патенту: 59209
Опубліковано: 15.08.2003
Автори: Чернов Юрій Сергійович, Мислюк Євген Васильович, Величко Михайло Федорович
МПК: B21D 7/00
Мітки: загинання, пристрій, прямокутних, стальних, труб
Формула / Реферат:
1. Пристрій для загинання стальних прямокутних труб, який містить корпус, нерухомий натискний ролик і рухомий загинаючий трубу ролик, який відрізняється тим, що нерухомий ролик виконаний у вигляді гребінця - частини кола з випуклою опорною поверхнею між двома ребрами і з можливістю загинання труби за внутрішнім радіусом, а рухомий ролик виконаний у вигляді цілого кола з випуклою опорною поверхнею між двома ребордами і змонтований на...
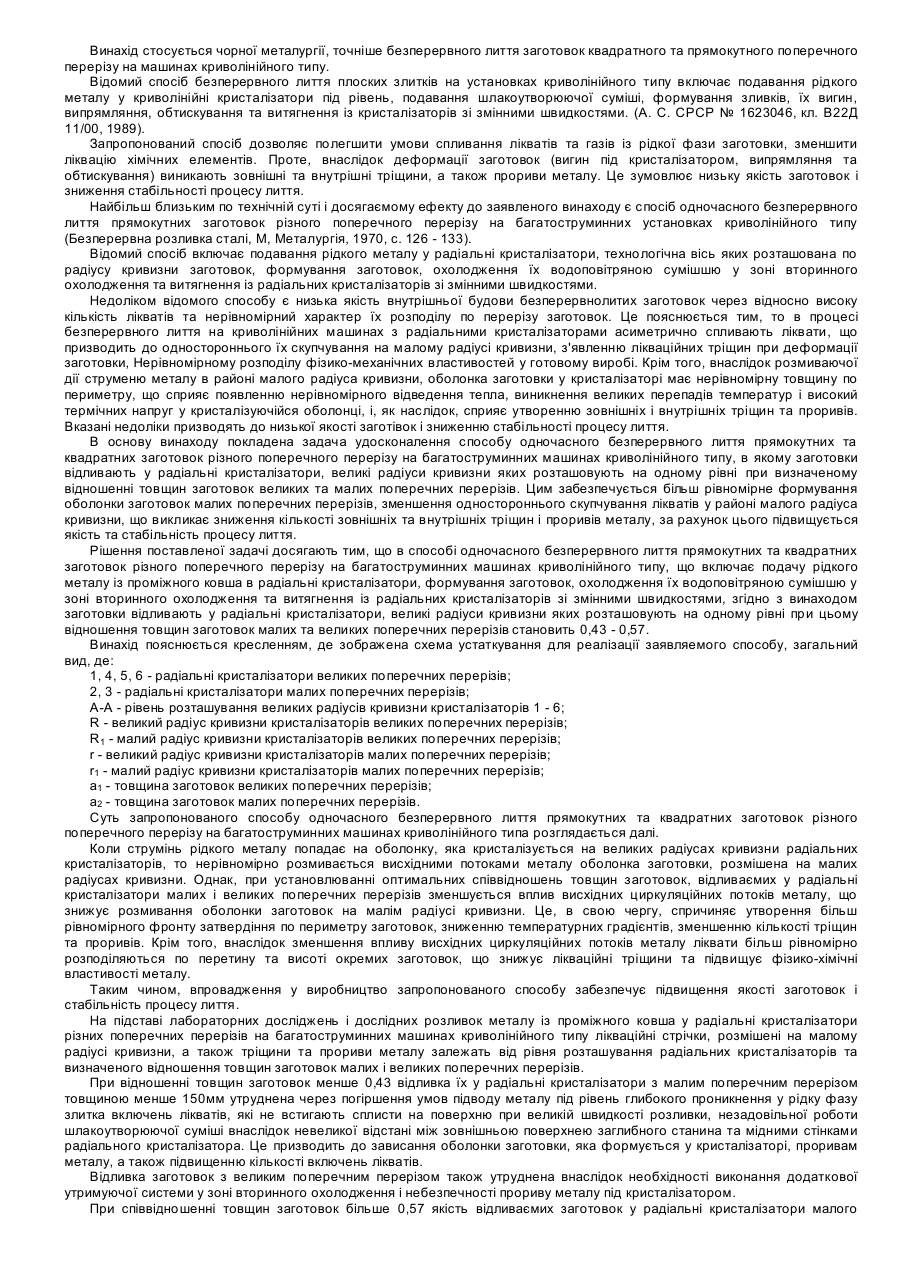
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Підберезний Микола Петрович, Єрмоленко Ганна Володимирівна, Бродський Сергій Сергійович, Учитель Лев Михайлович, Несвіт Володимир Васильович, Пікус Марк Ісерович
МПК: B22D 11/00
Мітки: одночасного, криволінійного, спосіб, типу, безперервного, прямокутних, багатоструминних, заготовок, квадратних, поперечного, лиття, машинах, перерізу, різного
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Спосіб заміру кута між двома суміжними полицями профілю прямокутних труб
Номер патенту: 34112
Опубліковано: 25.07.2008
Автори: Білий Олександр Андрійович, Ладиженський Петро Дмитрович, Фурманов Валерій Борисович, Лариков Володимир Васильович, Шапіро Ілля Аронович, Парфенюк Валерій Євтіхієвич
Мітки: суміжними, профілю, прямокутних, полицями, заміру, труб, кута, спосіб, двома
Формула / Реферат:
1. Спосіб заміру кута між двома суміжними полицями профілю прямокутних труб, що включає його замір кутоміром, кожну напрямну якого розташовують на відповідній полиці профілю, який відрізняється тим, що положення кожної напрямної на полиці визначають позицією двох упорів, встановлених на полиці поблизу межі переходу полиці в кути профілю, що примикають до неї, а напрямні додатково обладнані планкою зі шкалою, встановленою з можливістю...
Інструмент для холодної прокатки труб
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Півник Юрій Вікторович, Король Микола Миколайович, Журба Олександр Савельович, Король Радомір Миколайович, Буряк Юрій Григорович, Михайленко Михайло Андрійович, Сизюхін Василь Миколайович, Григорченко Віктор Іванович, Шерстюк Микола Прокопович
МПК: B21D 37/00
Мітки: труб, інструмент, холодної, прокатки
Формула / Реферат:
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
Інструмент для пресування труб
Номер патенту: 35489
Опубліковано: 25.09.2008
Автори: Бородій Юрій Петрович, Калантир Сергій Фадейович, Титов Вячеслав Андрійович, Тривайло Михайло Семенович, Сабол Сергій Францович
МПК: B21C 25/00
Мітки: пресування, інструмент, труб
Формула / Реферат:
Інструмент для пресування труб, що містить співвісно розташовані контейнер з прес-шайбою і голкою з загостреним переднім кінцем, а також матрицю з камерою для вільного розкриття злитка при прошивці та обтискним і калібруючим поясками, який відрізняється тим, що матриця обладнана шайбою, яка розташована прилегло до калібруючого пояска в передбаченій для цього проточці і має більший від нього діаметр, а порожнина поясків і камери заповнена...
Попередній патент: Спосіб одержання біодизельного палива етанольною переестерифікацією жирів
Наступний патент: Пристрій для вибивання пилу
Випадковий патент: Зубчаста передача