Спосіб моніторингу коливань механічних навантажень у лінії головного приводу прокатного стана
Номер патенту: 79682
Опубліковано: 10.07.2007
Автори: Большаков Вадим Іванович, Крот Павло Вікторович, Далічук Анатолій Пантелійович, Коренной Володимир Віталійович, Соловйов Кирило Володимирович
Формула / Реферат
Спосіб моніторингу коливань механічних навантажень у лінії головного приводу валків прокатної кліті, який полягає в тому, що використовують сигнали електроприводу постійного струму, який відрізняється тим, що вимірюють сигнал струму електроприводу у період наростання моменту механічного навантаження та визначають різницевий сигнал між вихідним сигналом і сигналом після низькочастотного фільтра з частотою зрізу менше половини основної частоти власних механічних коливань у трансмісії, визначають значення максимального моменту механічного навантаження за розмахом амплітуди різницевого сигналу струму.
Текст
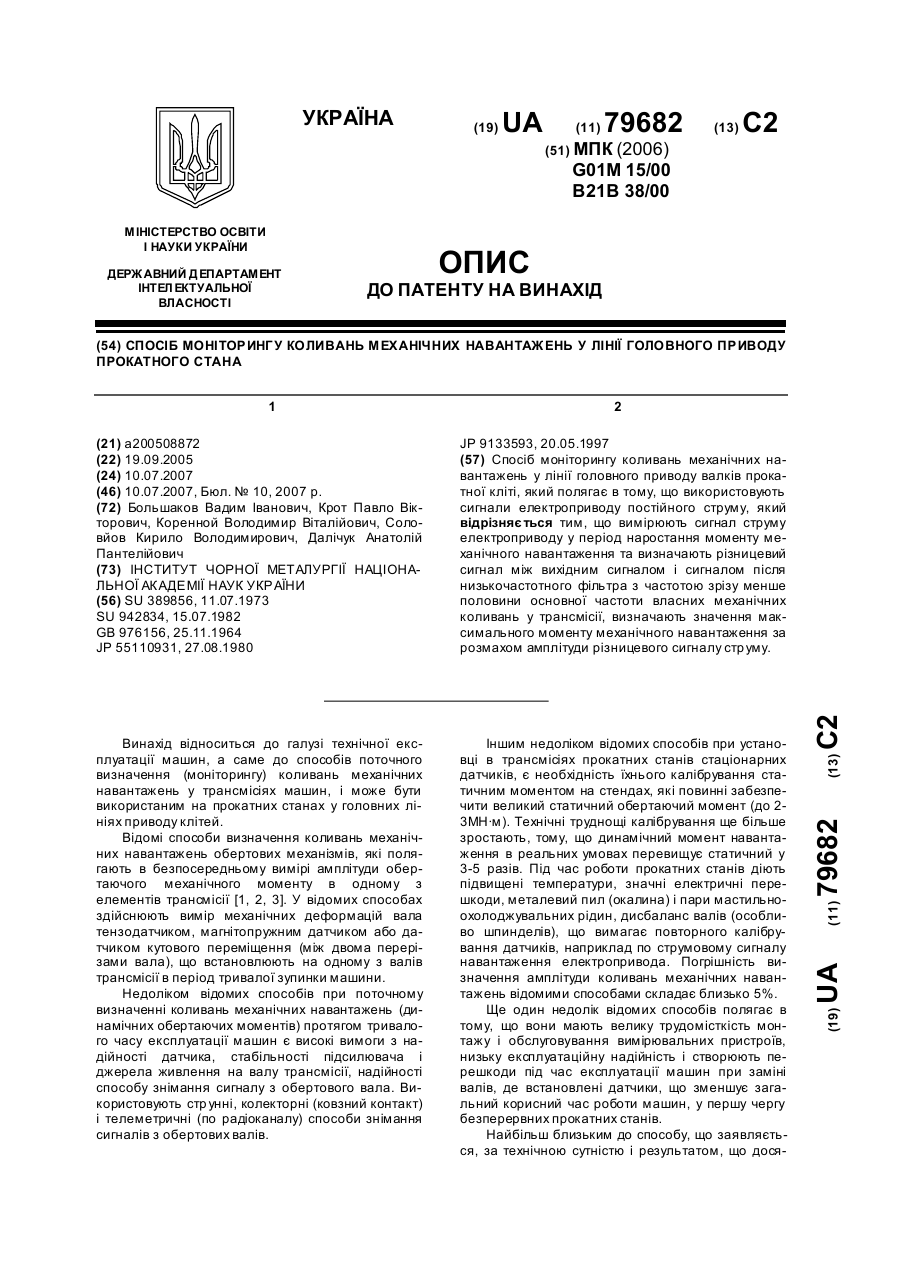
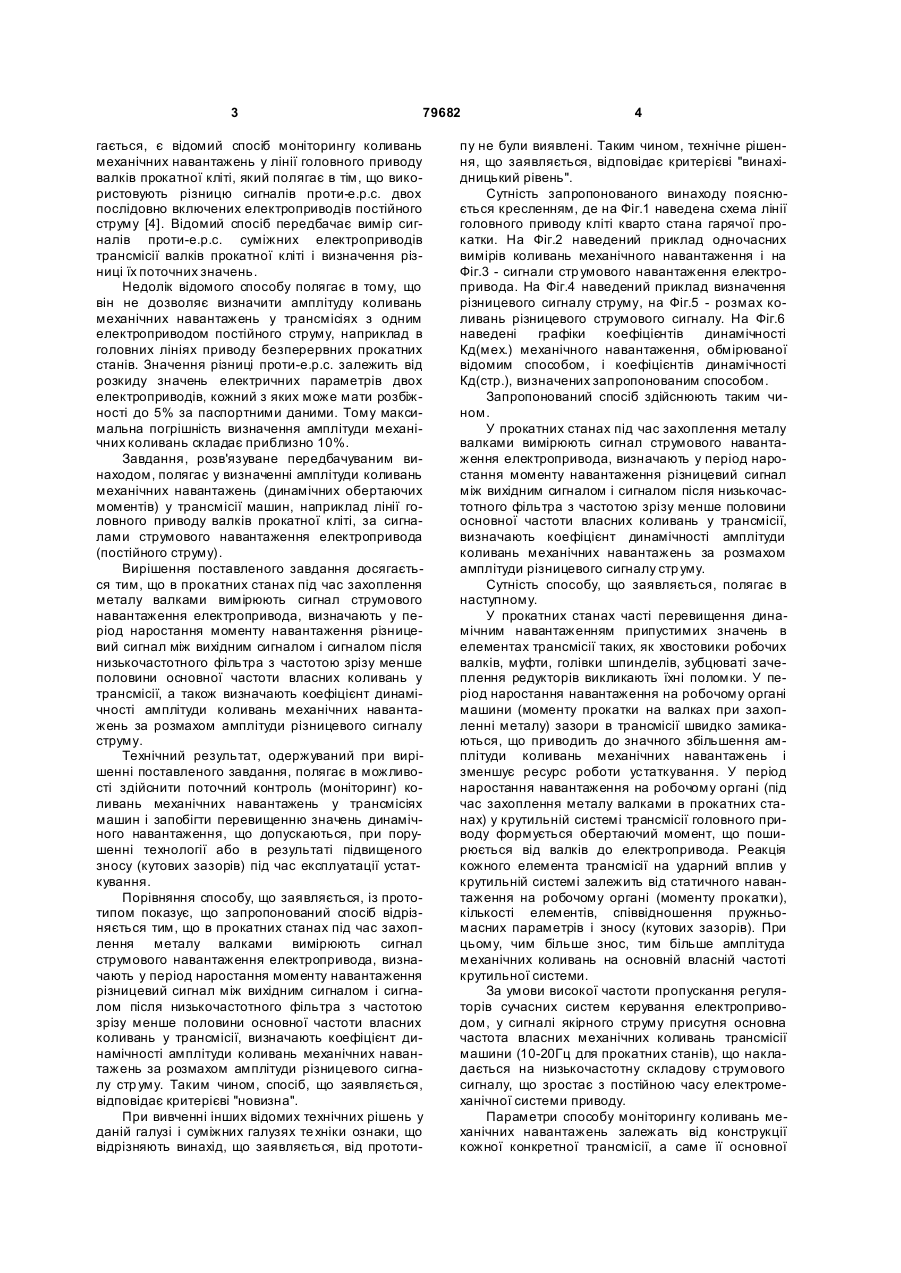
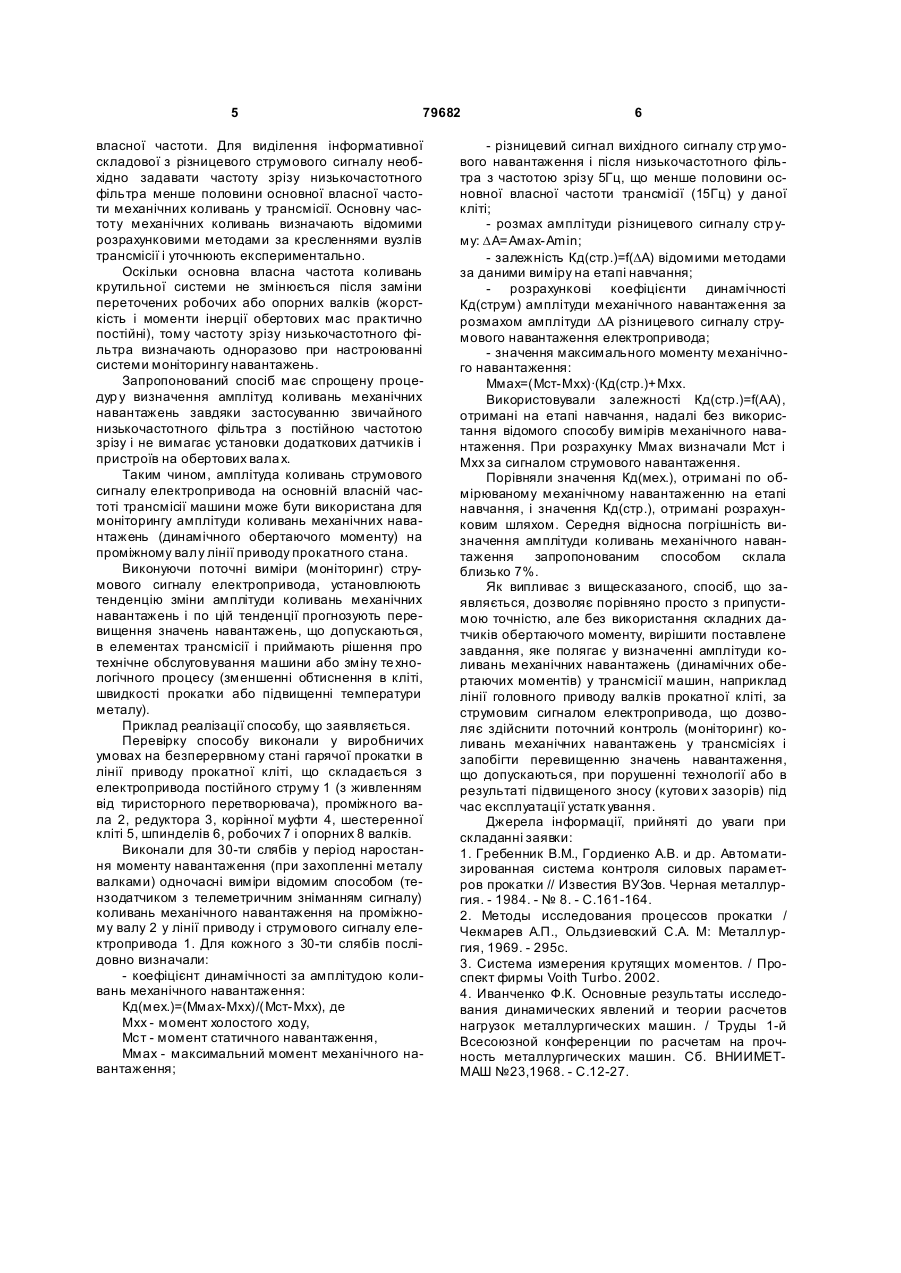
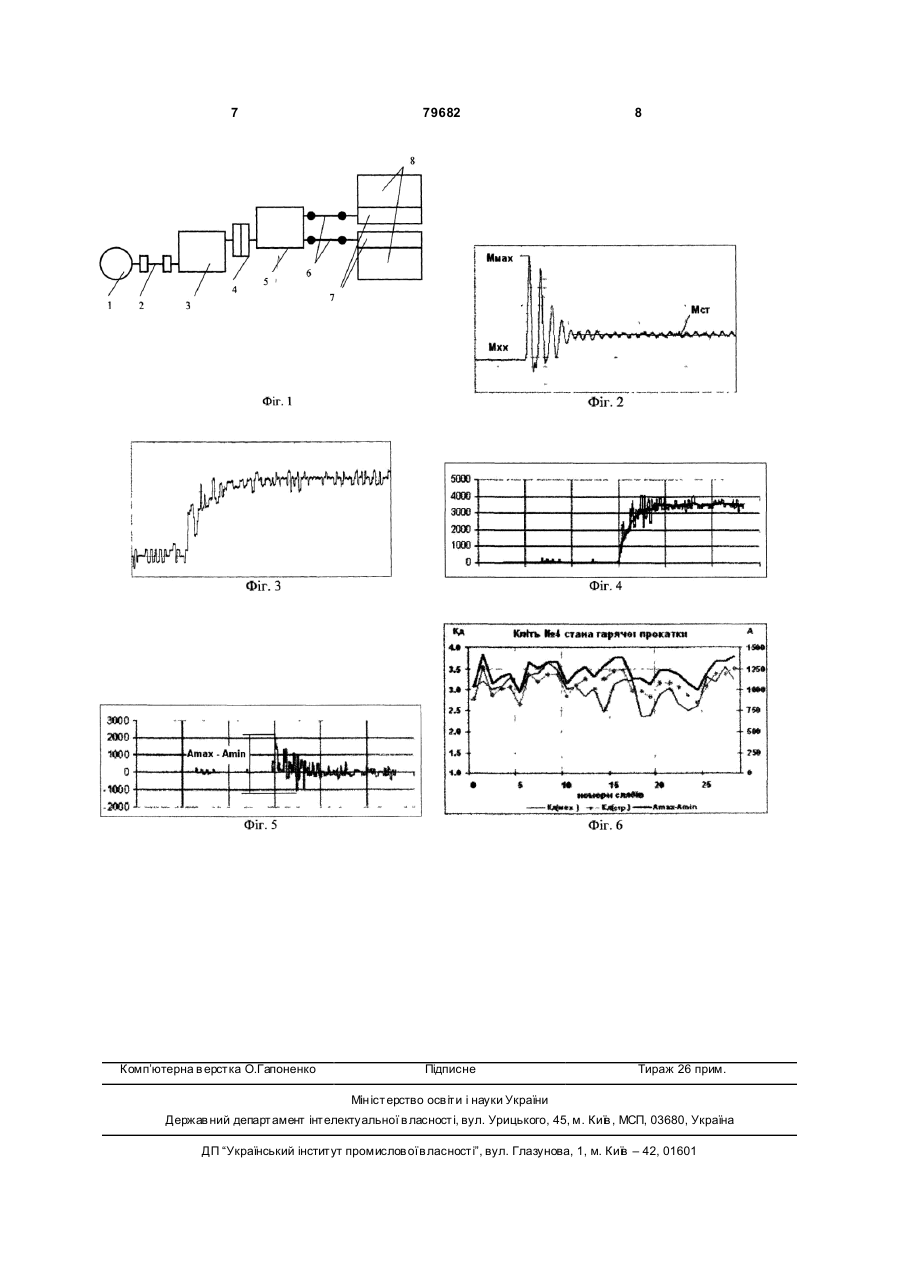
Спосіб моніторингу коливань механічних навантажень у лінії головного приводу валків прокатної кліті, який полягає в тому, що використовують сигнали електроприводу постійного струму, який відрізняє ться тим, що вимірюють сигнал струму електроприводу у період наростання моменту механічного навантаження та визначають різницевий сигнал між вихідним сигналом і сигналом після низькочастотного фільтра з частотою зрізу менше половини основної частоти власних механічних коливань у трансмісії, визначають значення максимального моменту механічного навантаження за розмахом амплітуди різницевого сигналу стр уму. (19) (21) a200508872 (22) 19.09.2005 (24) 10.07.2007 (46) 10.07.2007, Бюл. № 10, 2007 р. (72) Большаков Вадим Іванович, Крот Павло Вікторович, Коренной Володимир Віталійович, Соловйов Кирило Володимирович, Далічук Анатолій Пантелійович (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 389856, 11.07.1973 SU 942834, 15.07.1982 GB 976156, 25.11.1964 JP 55110931, 27.08.1980 3 79682 гається, є відомий спосіб моніторингу коливань механічних навантажень у лінії головного приводу валків прокатної кліті, який полягає в тім, що використовують різницю сигналів проти-е.p.с. двох послідовно включених електроприводів постійного струму [4]. Відомий спосіб передбачає вимір сигналів проти-е.p.с. суміжних електроприводів трансмісії валків прокатної кліті і визначення різниці їх поточних значень. Недолік відомого способу полягає в тому, що він не дозволяє визначити амплітуду коливань механічних навантажень у трансмісіях з одним електроприводом постійного струму, наприклад в головних лініях приводу безперервних прокатних станів. Значення різниці проти-е.p.с. залежить від розкиду значень електричних параметрів двох електроприводів, кожний з яких може мати розбіжності до 5% за паспортними даними. Тому максимальна погрішність визначення амплітуди механічних коливань складає приблизно 10%. Завдання, розв'язуване передбачуваним винаходом, полягає у визначенні амплітуди коливань механічних навантажень (динамічних обертаючих моментів) у трансмісії машин, наприклад лінії головного приводу валків прокатної кліті, за сигналами струмового навантаження електропривода (постійного струму). Вирішення поставленого завдання досягається тим, що в прокатних станах під час захоплення металу валками вимірюють сигнал струмового навантаження електропривода, визначають у період наростання моменту навантаження різницевий сигнал між вихідним сигналом і сигналом після низькочастотного фільтра з частотою зрізу менше половини основної частоти власних коливань у трансмісії, а також визначають коефіцієнт динамічності амплітуди коливань механічних навантажень за розмахом амплітуди різницевого сигналу струму. Технічний результат, одержуваний при вирішенні поставленого завдання, полягає в можливості здійснити поточний контроль (моніторинг) коливань механічних навантажень у трансмісіях машин і запобігти перевищенню значень динамічного навантаження, що допускаються, при порушенні технології або в результаті підвищеного зносу (кутових зазорів) під час експлуатації устаткування. Порівняння способу, що заявляється, із прототипом показує, що запропонований спосіб відрізняється тим, що в прокатних станах під час захоплення металу валками вимірюють сигнал струмового навантаження електропривода, визначають у період наростання моменту навантаження різницевий сигнал між вихідним сигналом і сигналом після низькочастотного фільтра з частотою зрізу менше половини основної частоти власних коливань у трансмісії, визначають коефіцієнт динамічності амплітуди коливань механічних навантажень за розмахом амплітуди різницевого сигналу стр уму. Таким чином, спосіб, що заявляється, відповідає критерієві "новизна". При вивченні інших відомих технічних рішень у даній галузі і суміжних галузях те хніки ознаки, що відрізняють винахід, що заявляється, від прототи 4 пу не були виявлені. Таким чином, технічне рішення, що заявляється, відповідає критерієві "винахідницький рівень". Сутність запропонованого винаходу пояснюється кресленням, де на Фіг.1 наведена схема лінії головного приводу кліті кварто стана гарячої прокатки. На Фіг.2 наведений приклад одночасних вимірів коливань механічного навантаження і на Фіг.3 - сигнали стр умового навантаження електропривода. На Фіг.4 наведений приклад визначення різницевого сигналу струму, на Фіг.5 - розмах коливань різницевого струмового сигналу. На Фіг.6 наведені графіки коефіцієнтів динамічності Кд(мех.) механічного навантаження, обмірюваної відомим способом, і коефіцієнтів динамічності Кд(стр.), визначених запропонованим способом. Запропонований спосіб здійснюють таким чином. У прокатних станах під час захоплення металу валками вимірюють сигнал струмового навантаження електропривода, визначають у період наростання моменту навантаження різницевий сигнал між вихідним сигналом і сигналом після низькочастотного фільтра з частотою зрізу менше половини основної частоти власних коливань у трансмісії, визначають коефіцієнт динамічності амплітуди коливань механічних навантажень за розмахом амплітуди різницевого сигналу стр уму. Сутність способу, що заявляється, полягає в наступному. У прокатних станах часті перевищення динамічним навантаженням припустимих значень в елементах трансмісії таких, як хвостовики робочих валків, муфти, голівки шпинделів, зубцюваті зачеплення редукторів викликають їхні поломки. У період наростання навантаження на робочому органі машини (моменту прокатки на валках при захопленні металу) зазори в трансмісії швидко замикаються, що приводить до значного збільшення амплітуди коливань механічних навантажень і зменшує ресурс роботи устаткування. У період наростання навантаження на робочому органі (під час захоплення металу валками в прокатних станах) у крутильній системі трансмісії головного приводу формується обертаючий момент, що поширюється від валків до електропривода. Реакція кожного елемента трансмісії на ударний вплив у крутильній системі залежить від статичного навантаження на робочому органі (моменту прокатки), кількості елементів, співвідношення пружньомасних параметрів і зносу (кутових зазорів). При цьому, чим більше знос, тим більше амплітуда механічних коливань на основній власній частоті крутильної системи. За умови високої частоти пропускання регуляторів сучасних систем керування електроприводом, у сигналі якірного струму присутня основна частота власних механічних коливань трансмісії машини (10-20Гц для прокатних станів), що накладається на низькочастотну складову струмового сигналу, що зростає з постійною часу електромеханічної системи приводу. Параметри способу моніторингу коливань механічних навантажень залежать від конструкції кожної конкретної трансмісії, а саме її основної 5 79682 власної частоти. Для виділення інформативної складової з різницевого струмового сигналу необхідно задавати частоту зрізу низькочастотного фільтра менше половини основної власної частоти механічних коливань у трансмісії. Основну частоту механічних коливань визначають відомими розрахунковими методами за кресленнями вузлів трансмісії і уточнюють експериментально. Оскільки основна власна частота коливань крутильної системи не змінюється після заміни переточених робочих або опорних валків (жорсткість і моменти інерції обертових мас практично постійні), тому частоту зрізу низькочастотного фільтра визначають одноразово при настроюванні системи моніторингу навантажень. Запропонований спосіб має спрощену процедур у визначення амплітуд коливань механічних навантажень завдяки застосуванню звичайного низькочастотного фільтра з постійною частотою зрізу і не вимагає установки додаткових датчиків і пристроїв на обертових вала х. Таким чином, амплітуда коливань струмового сигналу електропривода на основній власній частоті трансмісії машини може бути використана для моніторингу амплітуди коливань механічних навантажень (динамічного обертаючого моменту) на проміжному валу лінії приводу прокатного стана. Виконуючи поточні виміри (моніторинг) струмового сигналу електропривода, установлюють тенденцію зміни амплітуди коливань механічних навантажень і по цій тенденції прогнозують перевищення значень навантажень, що допускаються, в елементах трансмісії і приймають рішення про технічне обслуговування машини або зміну те хнологічного процесу (зменшенні обтиснення в кліті, швидкості прокатки або підвищенні температури металу). Приклад реалізації способу, що заявляється. Перевірку способу виконали у виробничих умовах на безперервному стані гарячої прокатки в лінії приводу прокатної кліті, що складається з електропривода постійного струму 1 (з живленням від тиристорного перетворювача), проміжного вала 2, редуктора 3, корінної муфти 4, шестеренної кліті 5, шпинделів 6, робочих 7 і опорних 8 валків. Виконали для 30-ти слябів у період наростання моменту навантаження (при захопленні металу валками) одночасні виміри відомим способом (тензодатчиком з телеметричним зніманням сигналу) коливань механічного навантаження на проміжному валу 2 у лінії приводу і струмового сигналу електропривода 1. Для кожного з 30-ти слябів послідовно визначали: - коефіцієнт динамічності за амплітудою коливань механічного навантаження: Кд(мех.)=(Ммах-Мхх)/(Мст-Мхх), де Мхх - момент холостого ходу, Мст - момент статичного навантаження, Ммах - максимальний момент механічного навантаження; 6 - різницевий сигнал вихідного сигналу стр умового навантаження і після низькочастотного фільтра з частотою зрізу 5Гц, що менше половини основної власної частоти трансмісії (15Гц) у даної кліті; - розмах амплітуди різницевого сигналу стр уму: DА= Амах-Аmіn; - залежність Кд(стр.)=f(DA) відомими методами за даними виміру на етапі навчання; - розрахункові коефіцієнти динамічності Кд(струм) амплітуди механічного навантаження за розмахом амплітуди DΑ різницевого сигналу струмового навантаження електропривода; - значення максимального моменту механічного навантаження: Ммах=(Мст-Мхх)·(Кд(стр.)+Мхх. Використовували залежності Кд(стр.)=f(AA), отримані на етапі навчання, надалі без використання відомого способу вимірів механічного навантаження. При розрахунку Ммах визначали Мст і Мхх за сигналом струмового навантаження. Порівняли значення Кд(мех.), отримані по обмірюваному механічному навантаженню на етапі навчання, і значення Кд(стр.), отримані розрахунковим шляхом. Середня відносна погрішність визначення амплітуди коливань механічного навантаження запропонованим способом склала близько 7%. Як випливає з вищесказаного, спосіб, що заявляється, дозволяє порівняно просто з припустимою точністю, але без використання складних датчиків обертаючого моменту, вирішити поставлене завдання, яке полягає у визначенні амплітуди коливань механічних навантажень (динамічних обертаючих моментів) у трансмісії машин, наприклад лінії головного приводу валків прокатної кліті, за струмовим сигналом електропривода, що дозволяє здійснити поточний контроль (моніторинг) коливань механічних навантажень у трансмісіях і запобігти перевищенню значень навантаження, що допускаються, при порушенні технології або в результаті підвищеного зносу (кутови х зазорів) під час експлуатації устатк ування. Джерела інформації, прийняті до уваги при складанні заявки: 1. Гребенник В.М., Гордиенко А.В. и др. Автоматизированная система контроля силовых параметров прокатки // Известия ВУЗов. Черная металлургия. - 1984. - № 8. - С.161-164. 2. Методы исследования процессов прокатки / Чекмарев А.П., Ольдзиевский С.А. М: Металлургия, 1969. - 295с. 3. Система измерения крутящих моментов. / Проспект фирмы Voith Turbo. 2002. 4. Иванченко Ф.К. Основные результаты исследования динамических явлений и теории расчетов нагрузок металлургических машин. / Труды 1-й Всесоюзной конференции по расчетам на прочность металлургических машин. Сб. ВНИИМЕТМАШ №23,1968. - С.12-27. 7 Комп’ютерна в ерстка О.Гапоненко 79682 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for monitoring fluctuations of load on the drive mechanism of a rolling mill
Автори англійськоюBolshakov Vadym Ivanovych, Korennoi Volodymyr Vitaliiovych, Dalichuk Anatolii Panteliiovych
Назва патенту російськоюСпособ контроля колебаний нагрузки на механизм привода прокатного стана
Автори російськоюБольшаков Вадим Иванович, Коренной Владимир Витальевич, Даличук Анатолий Пантелеевич
МПК / Мітки
МПК: G01M 15/00, B21B 38/00
Мітки: коливань, лінії, механічних, прокатного, моніторингу, спосіб, головного, стана, навантажень, приводу
Код посилання
<a href="https://ua.patents.su/4-79682-sposib-monitoringu-kolivan-mekhanichnikh-navantazhen-u-lini-golovnogo-privodu-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб моніторингу коливань механічних навантажень у лінії головного приводу прокатного стана</a>
Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана
Номер патенту: 79681
Опубліковано: 10.07.2007
Автори: Крот Павло Вікторович, Большаков Вадим Іванович, Коренной Володимир Віталійович, Далічук Анатолій Пантелійович, Соловйов Кирило Володимирович
МПК: G01N 3/56, G01M 7/02, G01M 13/00
Мітки: стана, діагностики, лінії, опор, приводу, прокатного, спосіб, головної, підшипникових
Формула / Реферат:
Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана, який полягає у вимірюванні вібрації на опорі вала, який відрізняється тим, що в прокатних станах вимірюють вібрації в період наростання моменту навантаження на робочих валках з певним інтервалом часу між вимірюваннями, визначають у спектрі коливань вала значення власної частоти коливань вала в опорі і значення її вищих гармонік, визначають величину зносу в...
Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті
Номер патенту: 70137
Опубліковано: 15.09.2004
Автори: Будаква Сергій Анатолійович, Борщов Олексій Вікторович, Далічук Анатолій Пантелійович, Путнокі Олександр Юліусович, Мацко Сергій Володимирович, Юнаков Олександр Михайлович, Вереньов Валентин Володимирович
МПК: G01M 7/02
Мітки: прокатної, спосіб, технічного, приводу, головного, системі, визначення, кліті, стану, устаткування, лінії, крутильної
Формула / Реферат:
Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті, за яким періодично вимірюють, щонайменше у двох точках лінії приводу, значущий вібропараметр, зв'язаний з технічним станом лінії приводу, який відрізняється тим, що вимірювання здійснюють у період захоплення заготівки валками, при цьому визначають час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і...
Спосіб відновлення опорних плитовин станини прокатного стана
Номер патенту: 70725
Опубліковано: 15.10.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B21B 13/00
Мітки: опорних, станини, прокатного, відновлення, спосіб, стана, плитовин
Формула / Реферат:
Спосіб відновлення опорних плитовин станини прокатного стана, який включає попередню підготовку поверхні і нанесення металополімерного матеріалу, який відрізняється тим, що станину виставляють на опорних елементах, висота яких відповідає величині зносу опорної поверхні плитовини, піднімають над ними, закачують у зазор, що утворився, металополімерний матеріал і потім опускають станину.
Спосіб монтажу захисної планки станини прокатного стана
Номер патенту: 2938
Опубліковано: 15.09.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович, Іщенко Олена Вікторівна
МПК: B61B 13/00
Мітки: монтажу, планки, прокатного, захисної, станини, стана, спосіб
Формула / Реферат:
Спосіб монтажу захисної планки станини прокатного стана, що включає підйом, встановлення її у вертикальне положення й фіксацію до станини кліті, який відрізняється тим, що встановлення планки у вертикальне положення здійснюють з можливістю її повороту, після чого фіксують на станині, коректують її положення шляхом відтискування від станини, знімають фіксацію, повертають і наносять на неї металополімерний матеріал, потім знову встановлюють у...
Спосіб отримання електричної енергії від механічних коливань
Номер патенту: 15974
Опубліковано: 17.07.2006
Автори: Гурбан Володимир Васильович, Трофімов Ігор Леонідович, Зубченко Олександр Миколайович
МПК: H02N 2/00, H02N 15/00
Мітки: коливань, спосіб, отримання, електричної, енергії, механічних
Формула / Реферат:
Спосіб отримання електричної енергії від механічних коливань, який полягає у тому, що магніт пересувають приводом механічного чи електричного двигуна відносно котушки з n кількістю витків і за рахунок механічних коливань магніту отримують електричну енергію, який відрізняється тим, що магніт пересувають відносно котушки з n кількістю витків за рахунок механічних коливань штока магніту, який закріплюють до ресори автомобіля або залізничного...
Попередній патент: Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана
Наступний патент: Пристрій для пожежної сигналізації і реєстрації
Випадковий патент: Мастило для деформуючого протягування нержавіючих сталей