Спосіб профілювання утворюючих валків з осьовим зміщенням
Номер патенту: 80650
Опубліковано: 10.06.2013
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович

Формула / Реферат
Спосіб профілювання утворюючих валків з осьовим зміщенням, що включає виготовлення S-подібних профіліровок, який відрізняється тим, що S-подібну профіліровку валка виготовляють з різними радіусами кривизни лівого і правого країв бочки, відношення яких складає ![]() (де
(де ![]() і
і ![]() - більший та менший радіуси;
- більший та менший радіуси; ![]() і
і ![]() - менша і більша величини кривизни крайових ділянок бочки валка).
- менша і більша величини кривизни крайових ділянок бочки валка).
Текст
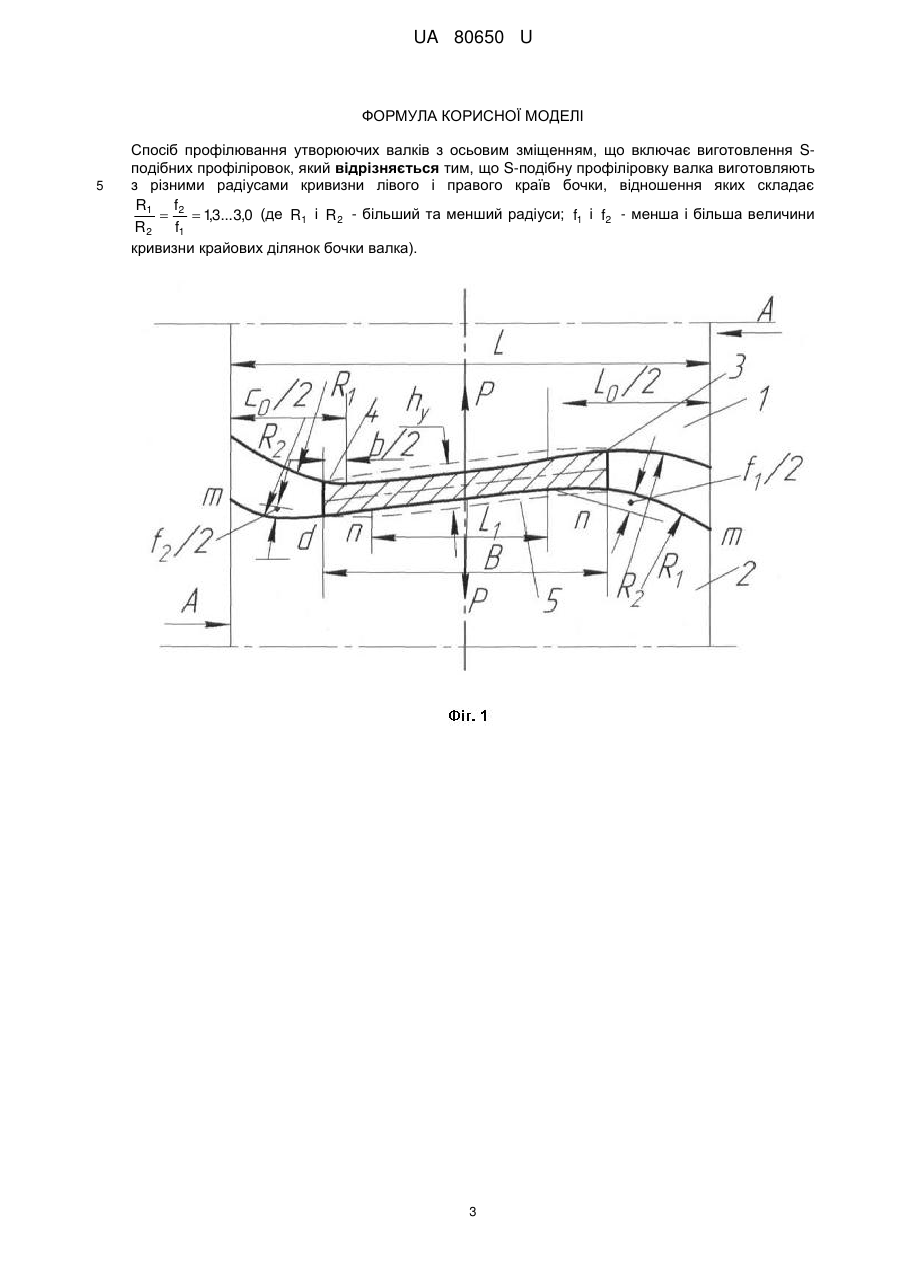
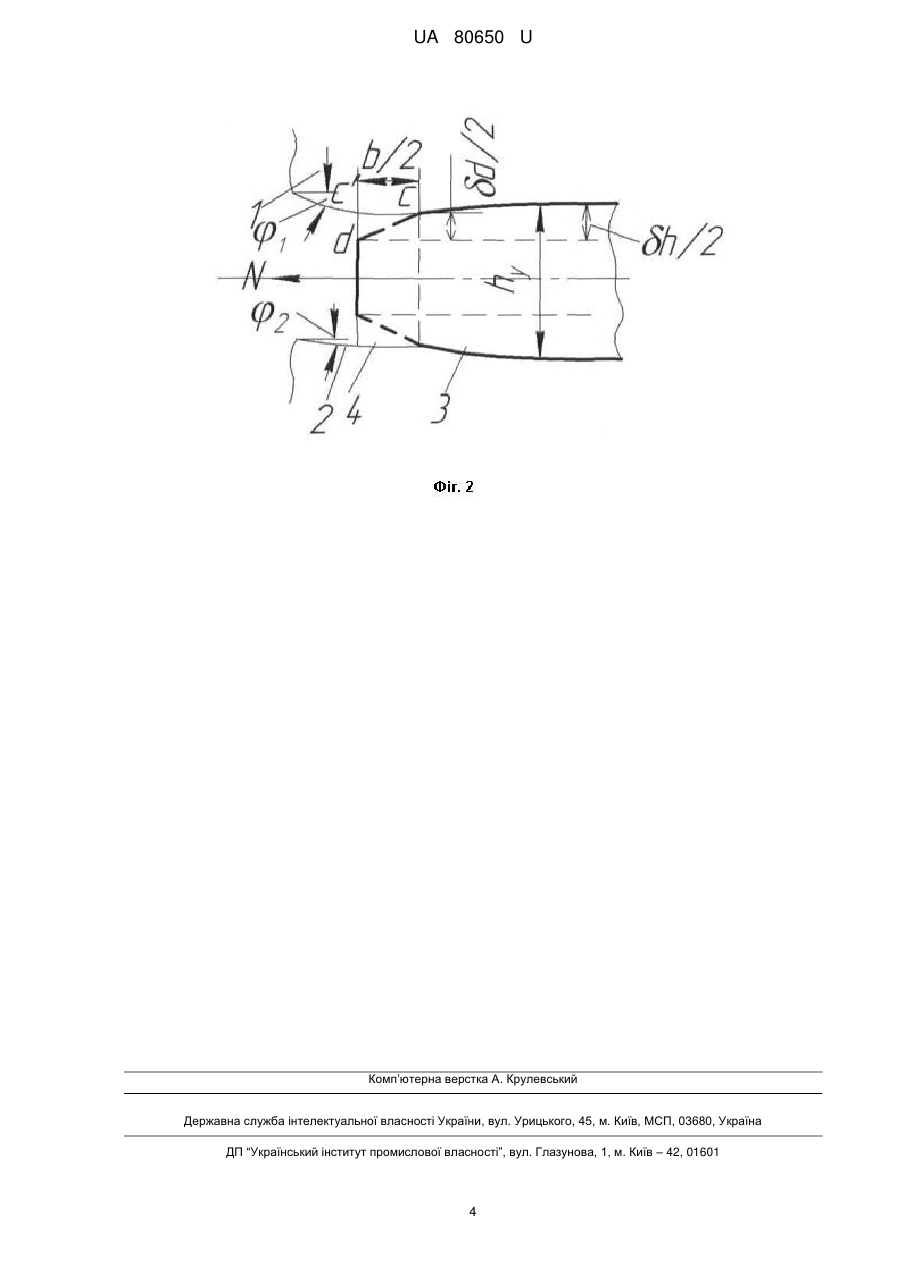
Реферат: Спосіб профілювання утворюючих валків з осьовим зміщенням включає виготовлення Sподібних профіліровок. При цьому S-подібну профіліровку валка виготовляють з різними радіусами кривизни лівого і правого країв бочки. UA 80650 U (12) UA 80650 U UA 80650 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, зокрема до гарячої та холодної прокатки штаб. Корисна модель призначена для покрашення поперечного профілю штаб, зниження випадків обриву штаб і витрат металу. В даний час при прокатуванні штаб, особливо тонких, утворюється значна поперечна різнотовщинність. При цьому самі кромки штаб на відстані - 40 мм від краю, отримують істотне стоншування в результаті особливих умов їх деформації. У ряді випадків, на вказаній довжині (40 мм), товщина зменшується на 0,04-0,12 мм, що сумісно, а іноді і більше різнотовщинності на основній ширині штаби. У цій корисній моделі пропонується спосіб профілювання робочих валків, який забезпечить зменшення (усунення) стоншування кромок штаби. Відомий спосіб виготовлення профілювання валків з різною формою утворюючих (А.Ф. Пименов и др. Высокоточная прокатка тонких полос. - М.: Металлургия, 1988. - С. 146, 147, рис. 44), в якому циліндричною утворюючою опорних валків надають кінцеві скоси (врізи), а робочі валки виготовляють з опуклою або циліндричною формами. Недоліком такого профілювання робочих валків є те, що воно не усуває стоншування кромок штаби на ширині 40 мм. Відомий спосіб профілювання утворюючих бочок робочих валків з наданням їм S-подібної форми (В.Л. Мазур и др. Управление качеством тонколистового проката. - К.: Техніка, 1997. - С. 15, 16, рис. 1.5). В цьому способі профілювання в нейтральному положенні валків (рис. 1.5,а) форма їх утворюючих забезпечує рівнотовщинний міжвалковий проміжок на усій ширині штаби і не враховує особливості пружних деформацій валків і пластичних деформацій на кромках штаби шириною ~40 мм. Постійність міжвалкового зазору на усій довжині валків (ширині штаби) в початковому стані забезпечується однаковою кривизною на кінцевих ділянках верхнього і нижнього валків. У цьому недолік даного способу профілювання. Осьове взаємне зміщення валків може призводити до додаткового обтиску кромок штаби. В основу корисної моделі поставлена задача створення такого способу профілювання, в якому за рахунок виготовлення утворюючих верхнього і нижнього робочих валків з раціональною різною по довжині кривизною їх кінцевих ділянок, забезпечується зменшення (усунення) стоншування крайових ділянок штаби, що дозволяє підвищити якість поперечного профілю штаб, знизити витрати металу і простої стану при усуненні наслідків обривів штаб. Поставлена задача вирішується тим, що в способі профілювання утворюючих валків з осьовим зміщенням, відповідно до корисної моделі, S-подібну профіліровку валка виготовляють з різними радіусами кривизни лівого і правого країв бочки, відношення яких складає R1/R2=f2/f1=1,3-3,0 (де R1 i R2 - більший та менший радіуси; f1 і f2 - менша і більша величини кривизни крайових ділянок бочки валка). На фіг. 1 представлені верхній 1, нижній 2 робочі валки і штаба 3, а на фіг. 2 додатково представлена ділянка кромки 4 штаби, що пояснює особливості її деформації відносно усієї основної ділянки штаби на ширині (В - b) (де В - ширина штаби; b - сумарна ширина кромок). На фіг. 1 ділянка бочки валків рівна L1=(0,45…0,55)L має однаковий міжвалковий проміжок (L - довжина бочки валка), тобто на цій ділянці на валках виготовляють циліндричні ділянки бочки. Між точками "n" і "m" бочки на лівій ділянці (нижній валок) виконують увігнутий профіль з радіусом R2, а на правому - опуклість з радіусом R1. На верхньому валку увігнуту і опуклу ділянки виконують з протилежних сторін. Такий спосіб профілювання валків, у відмінності від найближчого аналога, забезпечує в нейтральному положенні валків, коли їх осі знаходяться в одній площині, змінний зазор по довжині бочок валків (по ширині штаби) зі збільшенням його розміру до торців бочок. Різні величини радіусів кривизни забезпечують також отримання різних величин опуклості f1 валка і його угнутості f2 на крайових ділянках. В результаті дії з боку штаби сили Р прокатки робочі (опорні) валки прогинаються, збільшуючи міжвалковий проміжок і створюючи поперечну різнотовщинність штаби h, максимальне значення якої відповідає середині ширини штаби. По ширині штаби погонні сили рП (сила на одиницю довжини валка) нерівномірні і на ділянці кромки 4 (cd) погонні сили р П, а також середня нормальна контактна напруга рср зменшується до мінімальних значень в точках d (А.П. Чекмарев. О некоторых вопросах теории прокатки. // Теория прокатки. Материалы конференции по теоретическим вопросам прокатки. - М.: Металлургиздат, 1962. - С. 53, рис. 17). Внаслідок зменшення середнього нормального напруження р ср відбувається зменшення пружних радіальних деформацій валків, збільшення їх діаметрів і разом з цим збільшення обтиску штаби. При цьому товщина штаби зменшується від точки "с" до точки "d", отримуючи додатковий обтиск і поперечну різнотовщинність 0,5d=c'd. Проте, внаслідок збільшення початкового проміжку hy на ділянці cd (b/2) по напрямку стрілки N, це збільшення обтиску 1 UA 80650 U 5 10 15 20 25 30 35 40 45 50 55 d=2c'd компенсується відповідним збільшенням проміжку на ділянці 4 і товщина штаби в точках с і с' залишається незмінною, тобто відсутнє стоншування кромки штаби. В результаті такого способу профілювання валків після прокатки штаба отримує профіль 5, що монотонно змінюється по усій її ширині. Згідно з експериментальними даними величина стоншування кромки штаб при холодному прокатуванні складає d=0,04-0,12 мм (Николаев В.А., Путноки А.Ю. Прокатка широкополосной стали. - К.: Освіта Украини, 2009. - С. 123-125). Для компенсації стоншування кромок штаби радіуси R1 і R2 на крайових ділянках штаби, у відмінності від прототипу, мають бути різні. Це забезпечить локальне збільшення міжвалкового проміжку на ділянці 4 шириною /2. З практики експлуатації S- подібних профілювань при R1=R2 величина опуклості (увігнутості) складає f=f1=f2=0,2-0,8 мм. Для запропонованого способу профілювання при R 11,0. При цьому середній кут нахилу поверхні валків на ділянці b/2=40 мм складе tg=d/b, (3) а на довжині крайової ділянки L0/2 середня величина опуклості f буде рівна =0,5(1+2); =0,5·C0·tg; (4) C0=L-B+b. (5) Тоді, наприклад, для стана 1700 при прокатуванні штаб шириною В=1000 мм, і d=0,04-0,12 отримаємо C0=1700-1000+80=780 мм; tg=(0,04…0,12)/80=0,0005-0,0015; f=0,5·780(0,0005…0,0015)≈0,2-0,6 мм. Ця величина опуклості утворюючих валків на краях бочок є додатковою до тієї опуклості fП, яка потрібна для компенсації загального прогину валкового комплекту. Зі збільшенням ширини штаби "В" величина необхідної додаткової крайової опуклості f буде пропорційно зменшуватиметься, але для отримання передбачуваного ефекту (потовщення кромки на ширині 0,5b) відношення опуклостей f2/f1=1,3…3,0 зберігається. Раціональні параметри f1/f2 вибрані, виходячи з наступного. При відношенні f2/f1=1,0 - міжвалковий проміжок постійний по довжині бочок валків і компенсація додаткової деформації кромок відсутня. При відношенні f2/f13,0 відбуватиметься значне потовщення кромки і можливе збільшення товщини h k штаби на кромці до значень hk>hy, де hy - товщина штаби по осі штаби. Для середніх значень параметрів: В=1250 мм, d=0,08 мм, tg=0,001 f2/f1≈2,25 отримаємо С0=1700-1250+80=530 мм; f=0,5-530-0,001≈0,26 мм; f2=0,18 мм; f2=0,08 мм, що близько до заданого f2/f1=2,25 Запропоноване технічне рішення по локальному профілюванню кінцевих ділянок робочих валків може бути використане на будь-якому широкоштабовому стані гарячої та холодної прокатки з будь-яким типом розташування робочих валків і їх профілюваннями. Збільшення товщини кромок знижує величини подовжньої розтягуючої напруги і, разом з цим, кількість обривів штаб. Таким чином, запропоноване технічне рішення, в порівнянні з найближчим аналогом, дозволяє, за рахунок збільшення товщини кромок штаби, зменшити пориви штаби під час прокатки, а разом з цим зменшити витрати металу і простої стана, збільшити вихід придатної продукції і продуктивність стана. 2 UA 80650 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб профілювання утворюючих валків з осьовим зміщенням, що включає виготовлення Sподібних профіліровок, який відрізняється тим, що S-подібну профіліровку валка виготовляють з різними радіусами кривизни лівого і правого країв бочки, відношення яких складає R1 f2 13... 3,0 (де R1 і R 2 - більший та менший радіуси; f1 і f2 - менша і більша величини , R 2 f1 кривизни крайових ділянок бочки валка). 3 UA 80650 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюProfiling method of forming rollers with axial displacement
Автори англійськоюNikolaiev Viktor Oleksandrovych, Mazur Valerii Leonidovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ профилирования образующих валков с осевым смещением
Автори російськоюНиколаев Виктор Александрович, Мазур Валерий Леонидович, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 31/02
Мітки: зміщенням, осьовим, утворюючих, профілювання, спосіб, валків
Код посилання
<a href="https://ua.patents.su/6-80650-sposib-profilyuvannya-utvoryuyuchikh-valkiv-z-osovim-zmishhennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб профілювання утворюючих валків з осьовим зміщенням</a>
Диск для профілювання валків
Номер патенту: 43234
Опубліковано: 10.08.2009
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Жученко Станіслав Вікторович
МПК: B23B 5/00
Мітки: валків, профілювання, диск
Формула / Реферат:
Диск для профілювання валків з параболічним профілем твірної, який відрізняється тим, що твірна диска має вигляд параболи 4-6 ступеня.
Спосіб прокатки штаб при горизонтальному зміщенні робочих валків
Номер патенту: 76172
Опубліковано: 25.12.2012
Автори: Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович
МПК: B21B 31/02
Мітки: валків, прокатки, зміщенні, робочих, спосіб, горизонтальному, штаб
Формула / Реферат:
Спосіб прокатки штаб при горизонтальному зміщенні робочих валків щодо осі опорних валків в протилежному напрямку, який відрізняється тим, що прокатку штаб виконують при горизонтальному зміщенні осей кожного робочого валка на величину, рівну e/ld=0,1…0,3 (e - величина зміщення осі робочого валка; ld - довжина дуги контакту).
Пристрій для регулювання прогину валків
Номер патенту: 76090
Опубліковано: 25.12.2012
Автори: Мацко Сергій Володимирович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Ніколенко Андрій Георгійович
МПК: B21B 31/02
Мітки: пристрій, прогину, регулювання, валків
Формула / Реферат:
Пристрій для регулювання прогину валків, що включає подушки робочих валків, гідроциліндри з плунжерами, убудованими в подушки нижнього робочого валка, який відрізняється тим, що гідроциліндри з плунжерами убудовані в подушки нижнього валка зі зміщенням відносно осей шийок валка і при цьому на нижню поверхню подушки верхнього валка жорстко встановлюють накладку зі сферичною (параболічною) формою опорної поверхні.
Спосіб установки робочих валків в кліті кварто
Номер патенту: 76093
Опубліковано: 25.12.2012
Автори: Жученко Станіслав Вікторович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Мацко Сергій Володимирович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/02
Мітки: установки, спосіб, кварто, робочих, кліті, валків
Формула / Реферат:
Спосіб установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, який відрізняється тим, що розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків.
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Трофімов Віталій Олександрович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Мовшович Вілорд Соломонович
МПК: B21B 27/06
Мітки: вузол, кварто, кліті, подушок, валків
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....