Спосіб прокатки штаб при горизонтальному зміщенні робочих валків
Номер патенту: 76172
Опубліковано: 25.12.2012
Автори: Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
Формула / Реферат
Спосіб прокатки штаб при горизонтальному зміщенні робочих валків щодо осі опорних валків в протилежному напрямку, який відрізняється тим, що прокатку штаб виконують при горизонтальному зміщенні осей кожного робочого валка на величину, рівну e/ld=0,1…0,3 (e - величина зміщення осі робочого валка; ld - довжина дуги контакту).
Текст
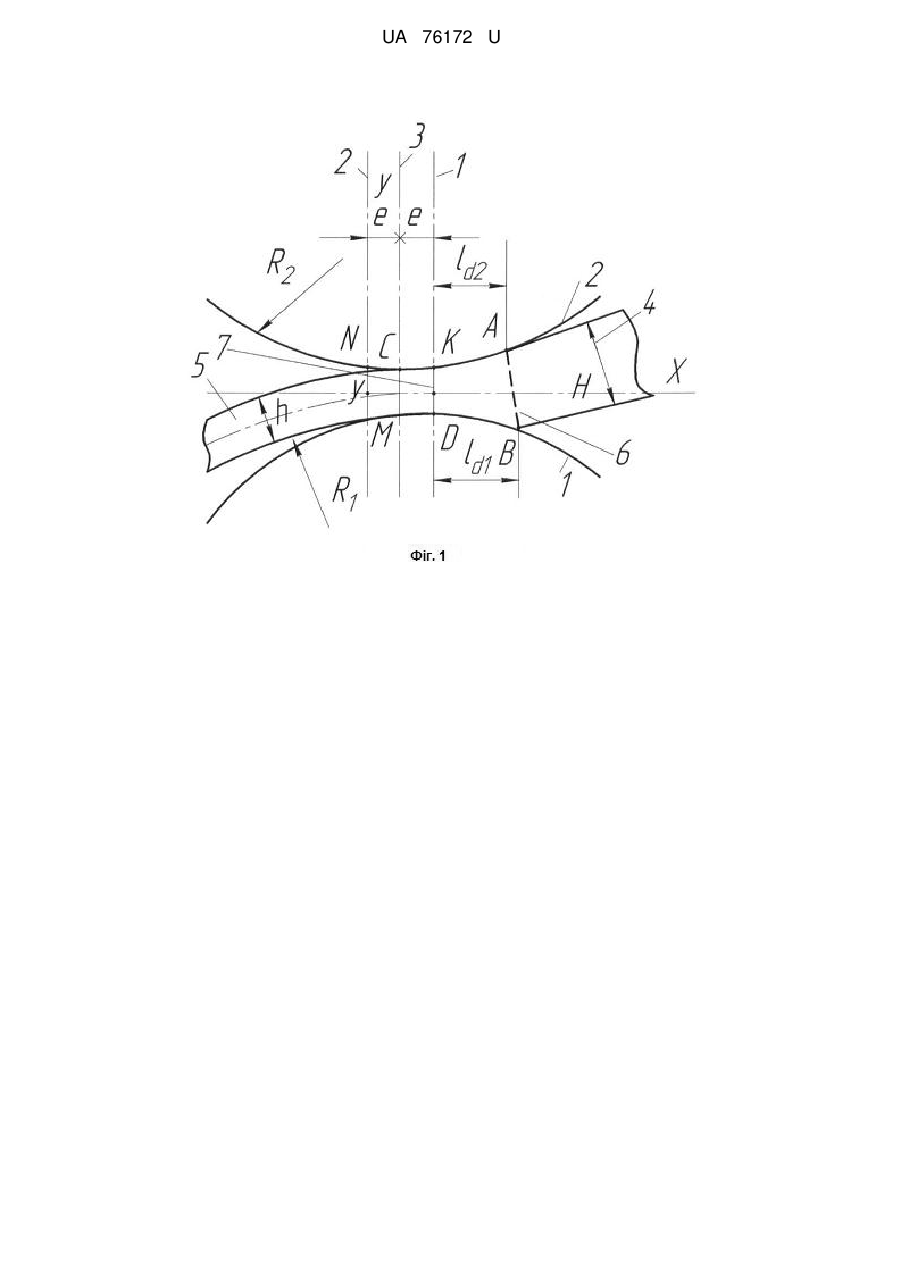
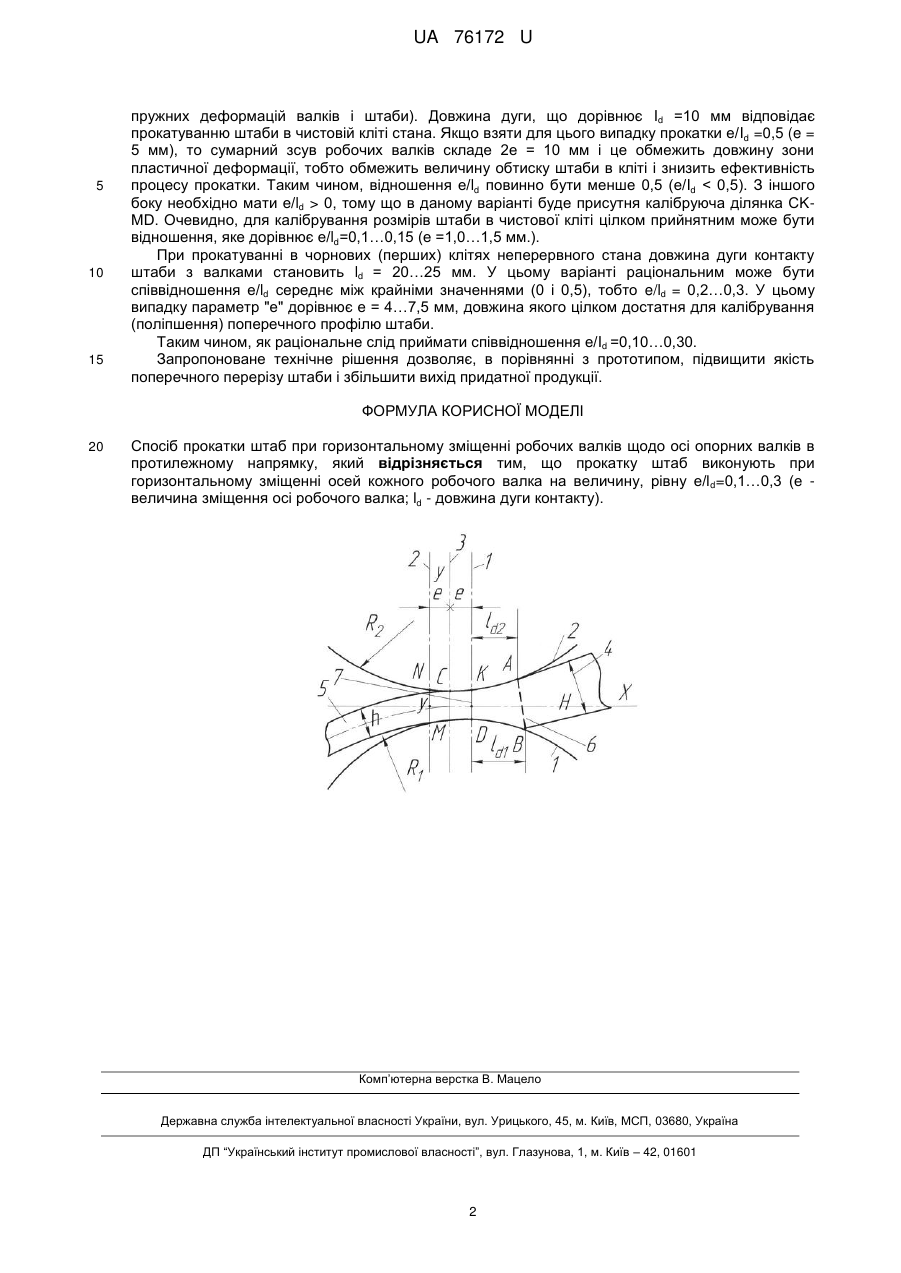
Реферат: Спосіб прокатки штаб при горизонтальному зміщенні робочих валків щодо осі опорних валків в протилежному напрямку. Прокатку штаб виконують при горизонтальному зміщенні осей кожного робочого валка на величину, рівну e/ld=0,1…0,3 (e - величина зміщення осі робочого валка; ld довжина дуги контакту). UA 76172 U (12) UA 76172 U UA 76172 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, зокрема до гарячої і холодної прокатки широких штаб. Корисна модель призначена для поліпшення якості поперечного профілю штаби (зменшення поперечної різнотовщинності і неплощинності). Відомий спосіб прокатки штаб, в якому відбувається симетрична деформація по висоті металу в валках (Николаев В.А. Теория прокатки. Запорожье. - ЗГИА, 2007 - С. 111, рис. 42). Недоліком цього способу прокатки є наявність значних контактних напружень в площині виходу штаби з валків при е=0 (e - величина зміщення осі робочого валка). Внаслідок цього має місце значний прогин валків, нерівномірна деформація штаби по її ширині і, в підсумку, поява поперечної різнотовщинності. Найбільш близьким за сукупністю ознак щодо того, що заявляється, є спосіб прокатки, в якому осі робочих валків зміщені щодо осі опорних валків в протилежному напрямку (Патент на корисну модель (винахід) № 62723. Бюл. №17, від 12.09.2011. Валковий вузол кліті кварто). Недоліком цього способу є відсутність регламентації величини зміщення валків в межах е=5…7 мм (в кожному напрямку). Така величина зміщення робочих валків не узгоджена з довжиною дуги контакту штаби з валком, яка порівняна з вказаною величиною зміщення. Якщо виявиться, що величина сумарного зміщення буде рівною або більше, ніж довжина дуги контакту, то процес прокатки буде неможливий. В основу корисної моделі поставлено задачу створення такого способу, в якому за рахунок раціонального зміщення робочих валків в протилежному напрямку щодо вертикальної осі опорних валків забезпечується створення калібрувальної ділянки в міжвалковому зазорі на виході з пластичного осередку деформації, що дозволяє виконувати калібрування вертикальних розмірів (товщини) штаби. Для вирішення поставленої задачі в способі прокатки штаб при горизонтальному зміщенні робочих валків щодо осі опорних валків в протилежному напрямку, згідно з корисною моделлю, прокатку штаб виконують при горизонтальному зміщенні осей кожного робочого валка на величину, рівну е/ld=0,10…0,30 (e - величина зміщення осі робочого валка; Id - довжина дуги контакту). На фіг. 1 представлена схема осередку деформації, на якому позначено: 1,2 - осі нижнього 1 і верхнього 2 робочих валків; 3 - вісь опорних валків кліті кварто, 4 - заготовка (підкат); 5 - готова штаба; 6 - площина входу підкату у валки; 7 - площина виходу штаби із зони пластичної деформації. Спосіб прокатки здійснюють наступним чином. Попередньо в кліті кварто (чотиривалковій: два робочих і два опорних валки) робочі валки зміщують в горизонтальній площині на величину є щодо осі опорних валків. У практичних умовах установку робочих валків в горизонтальній площині виконують шляхом зміни товщини регулювальних пластин, які встановлено на внутрішніх бокових поверхнях лап відомих подушок опорних валків (на фіг. 1 не показані). Для клітей, наприклад, неперервного стана холодної прокатки ця установка робочих валків виконується один раз, тому що режим деформації для різних товщин штаб, а отже, і довжина дуги контакту (Id) змінюються незначно. Особливості деформації штаби при горизонтальному зміщенні робочих валків в протилежному напрямку щодо осі 3 опорних валків наступні. На нижньому робочому валку 1 мінімальна висота "у" щодо осі X знаходиться в точці D на ділянці DM розмір "у" збільшується. Отже, пластична деформація штаби відбувається на довжині дуги Id (BD). На верхньому робочому валку 2 мінімальна відстань "у" до осі X знаходиться в точці N, але сумарна відстань 2у більше, ніж товщина готової штаби h і тому деформація металу в перетині точки N відсутня. Пластична деформація штаби з боку верхнього валка 2 закінчується в точці К, а довжина дуги контакту ld відповідає ділянці АК. При цьому на ділянці СК верхнього валка відстань "у" до осі X зменшується, а на ділянці MD - збільшується приблизно з такою ж інтенсивністю і відбувається додаткова пружно-пластична деформація штаби на зазначених ділянках. На ділянках CK-MD має місце значне зменшення контактних нормальних напружень в порівнянні з такими на ділянках валків, які відповідні довжині дуги контакту Id у пластичній зоні. В результаті зниження нормальних контактних напружень на ділянці CK-MD відбувається зменшення пружних деформацій валків (сплющення) і виконується додатковий пластичний обтиск штаби при невеликому обтиску, тобто калібрування висотних розмірів штаби. Цьому також сприятиме вирівнювання твірної бочок робочих валків по ширині штаби внаслідок зменшення нерівномірності розподілу погонних сил (напружень). Раціональні параметри горизонтального зміщення робочих валків можуть бути встановлені з конструктивних міркувань. В даний час, на існуючих станах холодної прокатки з діаметром робочих валків Dp=500…600 мм довжина дуги контакту становить Id 10…25 мм (з урахуванням 1 UA 76172 U 5 10 15 пружних деформацій валків і штаби). Довжина дуги, що дорівнює Id =10 мм відповідає прокатуванню штаби в чистовій кліті стана. Якщо взяти для цього випадку прокатки e/Id =0,5 (e = 5 мм), то сумарний зсув робочих валків складе 2е = 10 мм і це обмежить довжину зони пластичної деформації, тобто обмежить величину обтиску штаби в кліті і знизить ефективність процесу прокатки. Таким чином, відношення e/ld повинно бути менше 0,5 (e/Id 0, тому що в даному варіанті буде присутня калібруюча ділянка CKMD. Очевидно, для калібрування розмірів штаби в чистової кліті цілком прийнятним може бути відношення, яке дорівнює e/ld=0,1…0,15 (e =1,0…1,5 мм.). При прокатуванні в чорнових (перших) клітях неперервного стана довжина дуги контакту штаби з валками становить ld = 20…25 мм. У цьому варіанті раціональним може бути співвідношення e/ld середнє між крайніми значеннями (0 і 0,5), тобто e/ld = 0,2…0,3. У цьому випадку параметр "e" дорівнює e = 4…7,5 мм, довжина якого цілком достатня для калібрування (поліпшення) поперечного профілю штаби. Таким чином, як раціональне слід приймати співвідношення e/Id =0,10…0,30. Запропоноване технічне рішення дозволяє, в порівнянні з прототипом, підвищити якість поперечного перерізу штаби і збільшити вихід придатної продукції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб прокатки штаб при горизонтальному зміщенні робочих валків щодо осі опорних валків в протилежному напрямку, який відрізняється тим, що прокатку штаб виконують при горизонтальному зміщенні осей кожного робочого валка на величину, рівну e/l d=0,1…0,3 (e величина зміщення осі робочого валка; ld - довжина дуги контакту). Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling strips at horizontal displacement of working rolls
Автори англійськоюNikolaiev Viktor Oleksandrovych, Nikolenko Andrii Heorhiiovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки полос при горизонтальном смещении рабочих валков
Автори російськоюНиколаев Виктор Александрович, Николенко Андрей Георгиевич, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 31/02
Мітки: зміщенні, робочих, горизонтальному, спосіб, штаб, прокатки, валків
Код посилання
<a href="https://ua.patents.su/4-76172-sposib-prokatki-shtab-pri-gorizontalnomu-zmishhenni-robochikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штаб при горизонтальному зміщенні робочих валків</a>
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб
Номер патенту: 48341
Опубліковано: 10.03.2010
Автори: Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Руденко Володимир Вікторович, Жученко Станіслав Вікторович, Васильєв Андрій Олександрович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає декілька клітей, серед яких чистова та передчистова кліті мають робочі валки з шорсткими поверхнями, який відрізняється тим, що поверхня робочих валків передчистової кліті виконана з шорсткістю у вигляді регулярного рельєфу з параметрами граней l/R = 0,1-0,17; b/R = 0,005-0,014, де R - радіус валка; l - довжина грані; b - ширина грані.
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: штаб, спосіб, холодної, прокатки
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: прокатки, гарячої, стані, спосіб, широкоштабовому, штаб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Подушки робочих валків листового стана
Номер патенту: 4221
Опубліковано: 17.01.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: валків, подушки, стана, листового, робочих
Формула / Реферат:
Подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут φ = 3-45 град. проти напрямку обертання робочих валків, які відрізняються тим, що подушки робочих валків виконано з двох частин і при цьому складову частину з поверхнею, яка має нахил, переміщують...
Попередній патент: Гідроавтоматичний регулятор дренажного стоку
Наступний патент: Спосіб оцінки впливу середовища на серцево-судинну систему організму людини
Випадковий патент: Спосіб профілактики десинхронозу