Спосіб виготовлення робочих колес відцентрових насосів
Номер патенту: 8202
Опубліковано: 29.03.1996
Автори: Кобзарьов Михайло Дмитрович, Брискман Олександр Наумович, Лисенко Анатолій Петрович, Пирогов Олександр Дмитрович, Патинка Миколай Миколайович, Шимко В'ячеслав Іванович, Василега Олександр Яковлевич, Лисенко Олександр Іванович, Тепленчук Олег Васильович, Угничев Володимир Михайлович
Формула / Реферат
1. Способ изготовления рабочих колес центробежных насосов преимущественно с криволинейным профилем дисков, заключающийся в штамповке лопаток с технологическими припусками, нанесении на них знаков ориентации, сборке и соединении сваркой лопаток с покрывным и основным дисками, а также последующей термической и механической обработке колеса в сборе, отличающийся тем, что, с целью повышения точности получаемых изделий и снижения трудоемкости их изготовления, знаки ориентации на штамповках лопаток наносят в виде краевых точек на границе расчетного профиля лопатки, сборку и соединение лопаток с дисками производят с фиксацией положения всех лопаток, а перед механической обработкой колеса в сборе осуществляют его виброобработку.
2. Способ по п. 1, отличающийся тем, что соединение лопаток с дисками производят импульсно-дуговой сваркой, причем лопатки соединяют вначале с покрывным, а затем с основным диском.
Текст
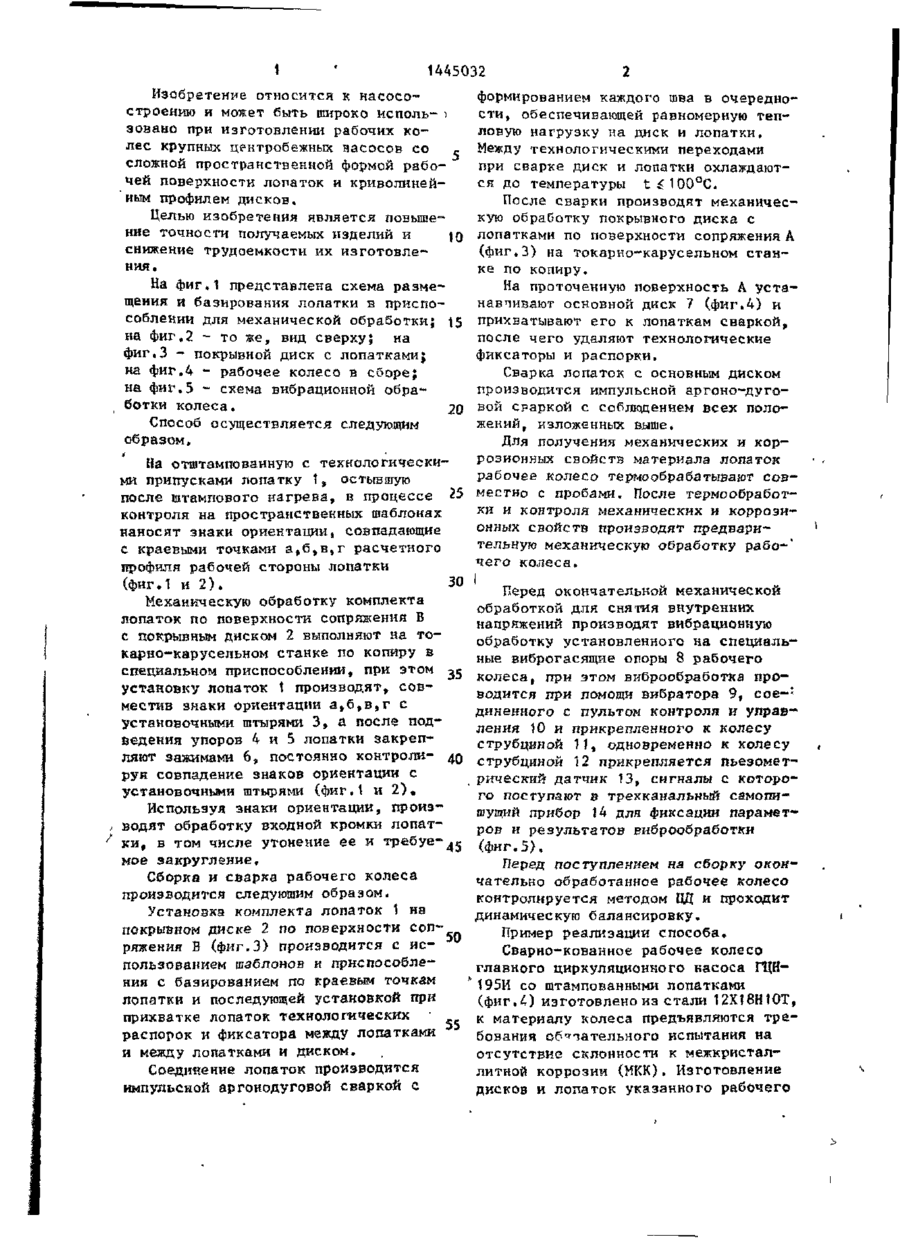
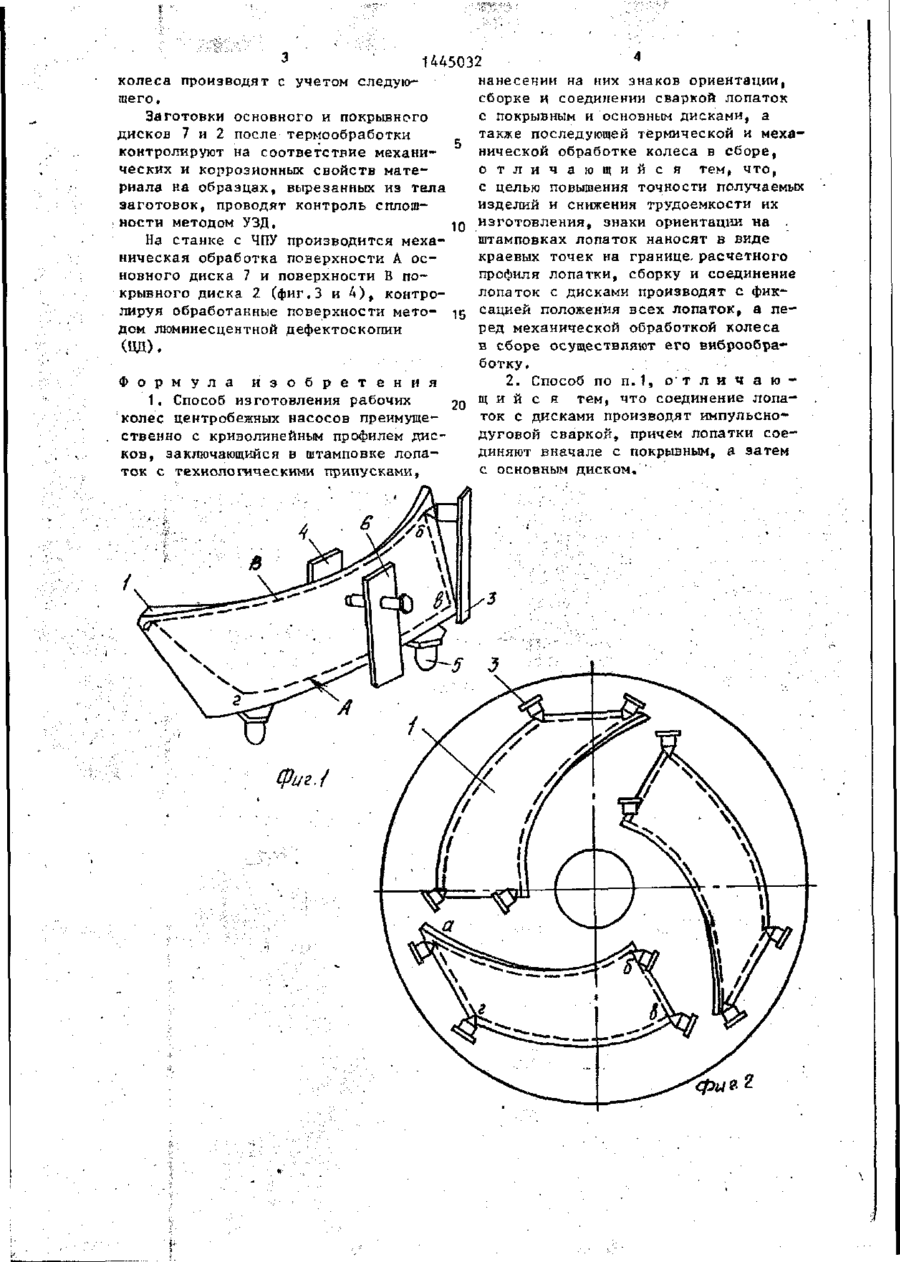
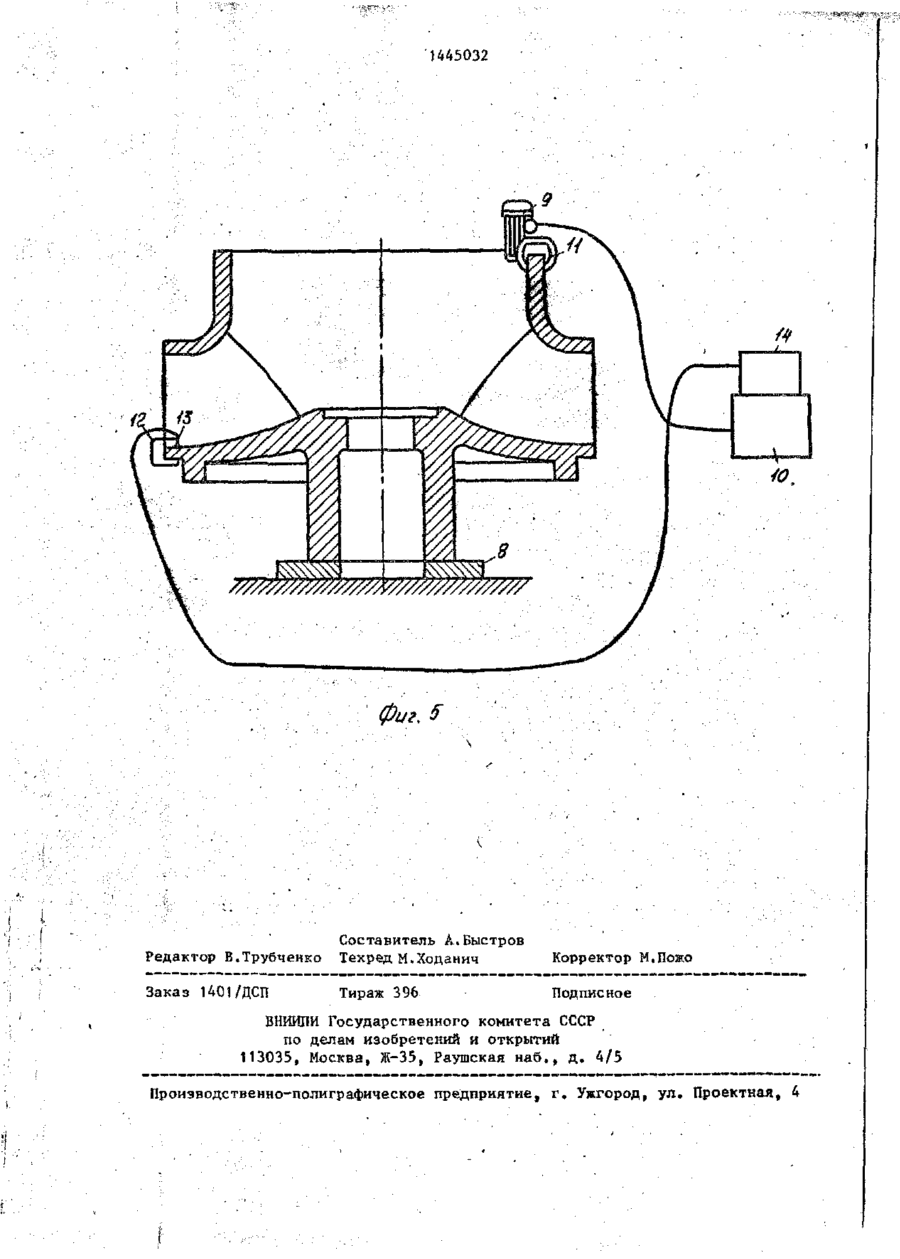
Изобретение относится к обработке металлов давлением, я частности к способам изготовления рабочих колес центробежных насосов. Цель - повышение точности получаемых деталей и снижение трудоемкости их изготовле 46-88 ния. Предварительно штампуют лопатки с технологическими припусками. Знаки ориентации для базирования при последующей обработке наносят в виде краевых точек по границе расчетного профиля лопатки. Сборку и соединение лопаток с обоими дисками производят при постоянном нагружении, Перед механической обработкой колеса в . сборке осуществляют его вибрационную обработку. Соединение лопаток с дисками производят импульснодуговой сваркой с формированием каждого шва в очередности, обеспечивающей равномерную тепловую нагрузку на диск и лопатки. Между технологическими переходами при сварке риск и лопатки охлаждаются до t і 100°С. 1 з,п. ф-лы, 5 ил. 1 ' 1445032 Изобретение относится к насосостроению и может быть широко исполь- і зовано при изготовлении рабочих колес крупных центробежных насосов со сложной пространственной формой рабочей поверхности лопаток и криволинейным профилем дисков. Целью изобретения является повышение точности получаемых изделий и снижение трудоемкости их изготовления. На фиг.1 представлена схема размещения и базирования лопатки в приспособлении для механической обработки; 15 на фиг.2 - то же, вид сверху; на фиг.З - покрывной диск с лопатками; на фиг.4 - рабочее колесо в сборе; на фиг.5 - схема вибрационной обработки колеса. 20 Способ осуществляется следующим образом. На отштампованную с технологическими припусками лопатку Ї, остывшую после штампового нагрева, в процессе 25 контроля на пространственных шаблонах наносят знаки ориентации, совпадающие с краевыми точками а»б,в,г расчетного профиля рабочей стороны лопатки 30 (фиг И и 2 ) . Механическую обработку комплекта лопаток по поверхности сопряжения В с покрывным диском 2 выполняют на токарно-карусельном станке по копиру в специальном приспособлении, при этом установку лопаток 1 производят, совместив знаки ориентации а»б,в,г с установочными штырями 3, а после подведения упоров 4 и 5 лопатки закрепляют зажимами 6, постоянно контроли- 40 руй совпадение знаков ориентации с установочными штырями (фиг.1 и 2 ) , Используя знаки ориентации, производят обработку входной кромки лопатки, в том числе утонение ее и требуемое закругление. Сборка и сварка рабочего колеса производится следующим образом. Установка комплекта лопаток 1 на покрывном диске 2 по поверхности соп50 ряжения В (фиг.З) производится с использованием шаблонов и приспособления с базированием по краевым точкам лопатки и последующей установкой при прихватке лопаток технологических распорок и фиксатора между лопатками 55 и между лопатками и диском. Соединение лопаток производится импульсной аргонодуговой сваркой с формированием каждого шва в очередно** сти, обеспечивающей равномерную тепловую нагрузку на диск и лопатки. Между технологическими переходами при сварке диск и лопатки охлаждаются до температуры t£iOO°C. После сварки производят механическую обработку покрывного диска с лопатками по поверхности сопряжения А (фиг.З) на токарно-карусельном станке по копиру. На проточенную поверхность А устанавпивают основной диск 7 (фиг.4) и прихватывают его к лопаткам сваркой, после чего удаляют технологические фиксаторы и распорки. Сварка лопаток с основным диском производится импульсной аргоно-дуговой сраркой с соблкщением всех положений, изложенных выше. Для получения механических и коррозионных свойств материала лопаток рабочее колесо термообрабатывают совместно с пробами. После термообработки и контроля механических и коррозионных свойств производят предварительную механическую обработку рабо-' чего колеса, ! Перед окончательной механической обработкой для снятия внутренних напряжений производят вибрационную обработку установленного на специальные виброгасящие опоры 8 рабочего колеса, при этом виброобработка проводится при помощи вибратора 9, сое- : диненного с пультом контроля и управления 10 и прикрепленного к колесу струбциной 1J, одновременно к колесу струбциной 12 прикрепляется пьезометрический датчик 13, сигналы с которого поступают в трехканальный самопишущий прибор 14 для фиксации параметров и результатов виброобработки (фиг.5), Перед поступлением на сборку окончательно обработанное рабочее колесо контролируется методом ЦД и проходит динамическую балансировку. Пример реализации способа. Сварно-коваиное рабочее колесо главного циркуляционногонасоса ГЦН195И со штампованными лопатками (фиг.О изготовлено из стали 12X18HtOT, к материалу колеса предъявляются требования сб^тательного испытания на отсутствие склонности к межкристаллитной коррозии (МКК). Изготовление дисков и лопаток указанного рабочего 1445032 колеса производят с учетом следуюнанесении на них знаков ориентации, щего. сборке и соединении сваркой лопаток Заготовки основного и покрывного с покрывным и основным дисками, а также последующей термической и мехадисков 7 и 2 после термообработки нической обработке колеса в сборе, контролируют на соответствие механио т л и ч а ю щ и й с я тем, что, ческих и коррозионных свойств матес целью повышения точности получаемых риала на образцах, вырезанных из тела изделий и снижения трудоемкости их заготовок, проводят контроль сплошности методом УЗД, 10 изготовления, знаки ориентации на . штамповках лопаток наносят в виде На станке с ЧГТУ производится мехакраевых точек на границе, расчетного ническая обработка поверхности А оспрофиля лопатки, сборку и соединение новного диска 7 и поверхности В полопаток с дисками производят с фиккрывного диска 2 (фиг.З и 4 ) , контролируя обработанные поверхности мето- 15 сацией положения всех лопаток, а перед механической обработкой колеса дом люминесцентной дефектоскопии в сборе осуществляют его виброобра
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of centrifugal pump impellers
Автори англійськоюUhnychev Volodymyr Mykhailovych, Lysenko Oleksandr Ivanovych, Lysenko Anatolii Petrovych, Vasyleha Oleksandr Yakovlevych, Pyrohov Oleksandr Dmytrovych, Teplenchuk Oleh Vasyliovych, Shymko Viacheslav Ivanovych, Kobzariov Mykhailo Dmytrovych, Patynka Mykolai Mykolaiovych
Назва патенту російськоюСпособ изготовления рабочих колес центробежных насосов
Автори російськоюУгничев Владимир Михайлович, Лысенко Александр Иванович, Лысенко Анатолий Петрович, Василега Александр Яковлевич, Пирогов Александр Дмитриевич, Тепленчук Олег Васильевич, Шимко Вячеслав Иванович, Кобзарев Михаил Дмитриевич, Патинка Николай Николаевич
МПК / Мітки
МПК: B21K 3/00
Мітки: відцентрових, виготовлення, робочих, насосів, колес, спосіб
Код посилання
<a href="https://ua.patents.su/6-8202-sposib-vigotovlennya-robochikh-koles-vidcentrovikh-nasosiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення робочих колес відцентрових насосів</a>
Спосіб виготовлення залізничних колес
Номер патенту: 4126
Опубліковано: 27.12.1994
Автори: Пахомов Генадій Юхимович, Ганжа Валерій Володимирович, Староселецький Михайло Іліч, Валетов Михайло Серафимович, Назаренко Микола Васильович, Буряк Анатолій Вікторович, Корж Дмитро Васильович, Тарасова Валентина Андріївна
Мітки: виготовлення, спосіб, колес, залізничних
Формула / Реферат:
1. Способ изготовления железнодорожных колес, включающий предварительную осадку, при которой создают условия для торможения радиального течения металла на торце заготовки со стороны приложения усилил осадки путем формирования на этом торце профильной поверхности, окончательную осадку, при которой осуществляют сглаживание профильной торцевой поверхности заготовки, формовку и прокатку колеса, отличающийся тем, что перед предварительной осадкой...
Cтенд для модельних випробувань відцентрових насосів
Номер патенту: 8206
Опубліковано: 29.03.1996
Автори: Линник Віктор Дмитрович, Галенко Василь Петрович, Лисенко Анатолій Петрович
МПК: F04B 51/00
Мітки: насосів, випробувань, модельних, cтенд, відцентрових
Формула / Реферат:
Стенд для модельных испытаний центробежных насосов, содержащий вертикально установленную емкость, имеющую корпус с днищем, закрытую сверху крышкой, на которой смонтирована выемная часть испытуемого насоса с валом, выходной конец которого с закрепленным на нем гладким диском размещен в емкости, и контур циркуляции жидкости в емкости, включающий нагнетатель, подсоединенный посредством гидролинии к двум патрубкам, смонтированным на разных...
Спосіб виготовлення зубчатих колес
Номер патенту: 5097
Опубліковано: 28.12.1994
Автори: Шевцов Євген Миколайович, Сергєєв Святослав Тимофійович
МПК: B23F 15/00, B23F 5/00
Мітки: спосіб, виготовлення, колес, зубчатих
Формула / Реферат:
Способ изготовления зубчатых колёс, профиль которых выполнен по сложным кривым, имеющим выпуклые и вогнутые участки, включающий зубонарезание, термообработку и заключительную операцию, отличающийся тем, что, с целью упрощения технологии изготовления профилей зубьев и повышения точности обработки, зубонарезание производят с помощью двух долбяков, один из которых формирует выпуклую часть профиля зуба, а другой - вогнутую, при этом режущие...
Спосіб виготовлення роторів газових турбін

Номер патенту: 8162
Опубліковано: 26.12.1995
Автори: Слютенко Віктор Іванович, Марєсєв Михайло Іванович, Ровенський Ізидор Леонтевич, Пінчук Ніна Іванівна, Чемерис Анатолій Васильович, Рязанцев Микола Карпович, Махньова Галина Олександрівна, Ющенко Костянтин Андрійович, Шварц Володимир Ісаакович, Котов Володимир Федорович, Даниляк Олександр Григорович, Наконечний Олександр Олександрович, Кулік Едуард Степанович, Мілентьєв Юрій Григорович
МПК: B23K 9/16
Мітки: роторів, турбін, газових, виготовлення, спосіб
Формула / Реферат:
Способ изготовления роторов газовых турбин, прикотором соединение лопатоксдиском осуществляют дуговой сваркой, отличающийся тем, что, с целью повышения прочности и работоспособности роторов с лопатками из трудносвариваемых никелевых жаропрочных сплавов, содержащих от 4,1 до б мас.% алюминия, а также повышения точности геометрических размеров роторов и эффективных параметров турбин, лопатки предварительно перед сваркой жестко соединяют в...
Спосіб виготовлення робочих органів сільськогосподарських машин
Номер патенту: 4635
Опубліковано: 28.12.1994
Автори: Федорін Олександр Михайлович, Хильчевський Володимир Васильович, Груздева Олена Володимирівна
МПК: B23K 10/00
Мітки: органів, робочих, машин, виготовлення, сільськогосподарських, спосіб
Формула / Реферат:
Способ изготовления рабочих органов сельскохозяйственных мащин, включающий операции воздушно-плазменного вырезания контура изделия из листа металла с одновременным формированием режущей кромки при движении плазмотрона по заданной траектории, отличающийся тем, что операцию вырезания контура изделия и формирования режущей кромки осуществляют при движении плазмотрона с приращением скорости на каждые 50А увеличения рабочего тока,...
Попередній патент: Форвакуумний кріогенний уловлювач
Наступний патент: Захисний чохол для тимчасово неексплуатуємого транспортного засобу