Технологічна лінія для виробництва багатошарових будівельних блоків з декоративною лицевою поверхнею
Формула / Реферат
Технологічна лінія для виробництва багатошарових бетонних з декоративною лицевою поверхнею блоків, що містить бункери піску, цементу, ємності з водою та поверхнево-активними речовинами (ПАР) з дозаторами, змішувач, ділянку приготування суміші, рольгангові гілки, на яких у технологічній послідовності розміщені вібростіл з бункерами завантажувальної ділянки, термокамера, форми для блоків, притискувальний механізм, механізми переміщення форм, ділянка знімання форм та виїмки блоків, яка відрізняється тим, що ділянка приготування будівельного розчину виконана автономною, при цьому змішувач містить поворотний випускний лоток, що взаємодіє з бункерами завантажувальної ділянки за допомогою підвісних переміщуваних та перекидних ковшів, а лінія виконана у вигляді двох охоплюваного та охоплюючого П-подібних рольгангових контурів, вільні кінці яких з'єднані спільною поперечною ділянкою, вказані рольгангові контури розташовані на рамі каркасної конструкції, причому поперечна рольгангова ділянка охоплюваного контуру і спільна поперечна рольгангова ділянка містять каретки, що переміщуються тросами реверсивних лебідок, при цьому верхня опорна поверхня роликів кареток та верхня поверхня роликів рольгангових поздовжніх ділянок виконані на одному горизонтальному рівні, завантажувальна ділянка рольгангового контуру виконана у вигляді вібростолу та закріплена на окремій рамі, форма виконана багатокомірковою, із закладним дном для кожної комірки та із зазором між стінками комірок, форма закріплена на платформі, основа якої містить поперечки та консольні плічки по усьому периметру, при цьому платформа переміщується по вібростолу за допомогою крокового механізму, виконаного у вигляді самовисувного язичка, що взаємодіє з поперечками і є шарнірно закріплений на утримувачі, при цьому утримувач зв'язаний зі штокомпневмоциліндра, а притискний механізм виконаний у вигляді взаємодіючих із плічками відігнутих хвостовиків фіксаторів, один кінець яких шарнірно закріплений на рамі, а інший шарнірно зв'язаний із коромислом, що взаємодіє із пневмоциліндром, при цьому над вібростолом, на відстані, що є не меншою за ширину платформи, послідовно встановлені завантажувальні бункери, кожний з яких має по два вивантажувальних вікна, а кожна комірка платформи містить позначку, розташовану на торцевому боці по осі симетрії цього боку, а механізми переміщення платформ по поздовжніх ділянках контурів і поперечній ділянці охоплюючого контуру виконані у вигляді пневмоциліндрів, при цьому рами охоплюваного контуру, рами поздовжніх ділянок, рами охоплюючого контуру та рами спільної поперечної ділянки містять стійки двотаврового перерізу для розміщення герметичних теплоізоляційних елементів, що утворюють зі шторками по торцях трубу-термокамеру, що взаємодіє із калорифером.
Текст
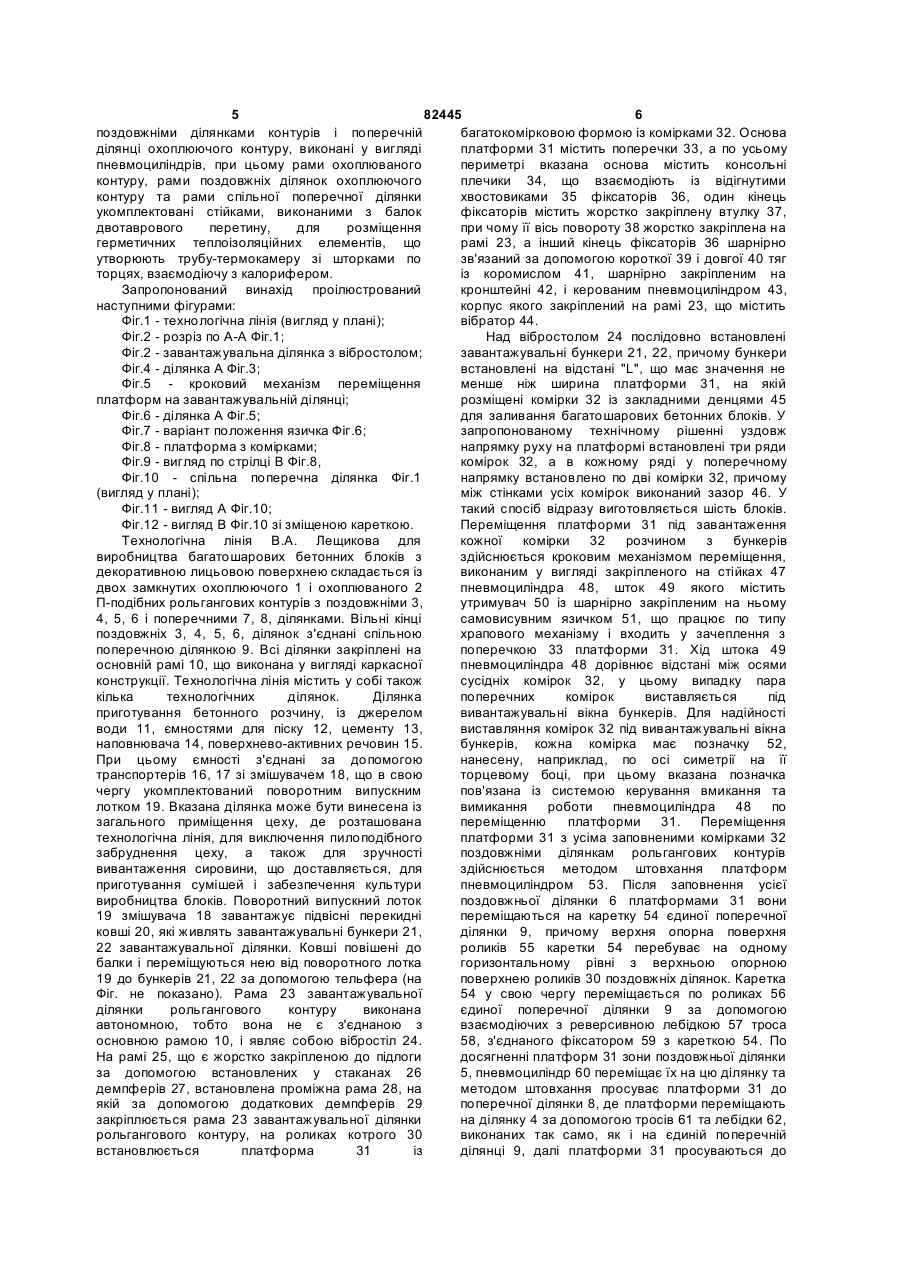
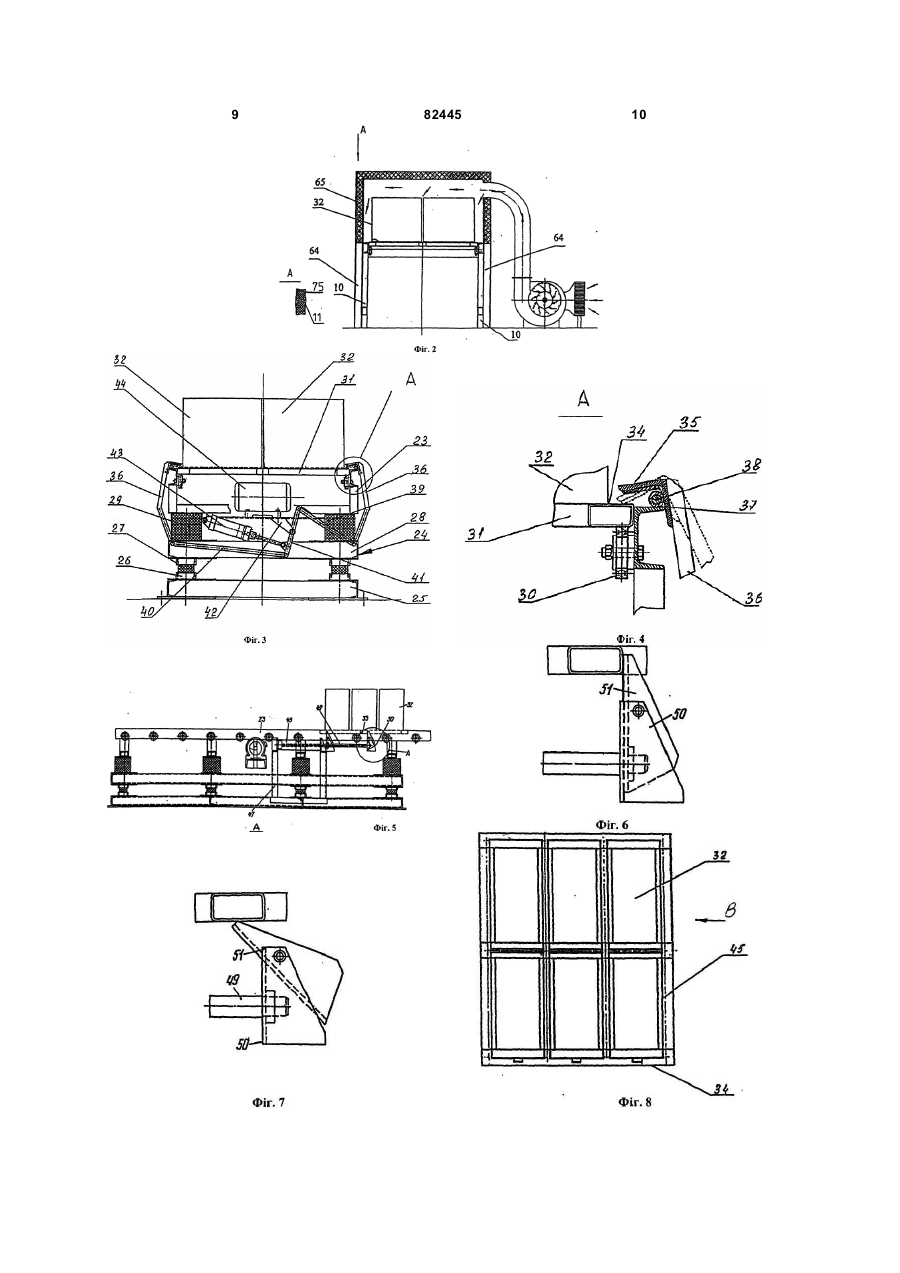
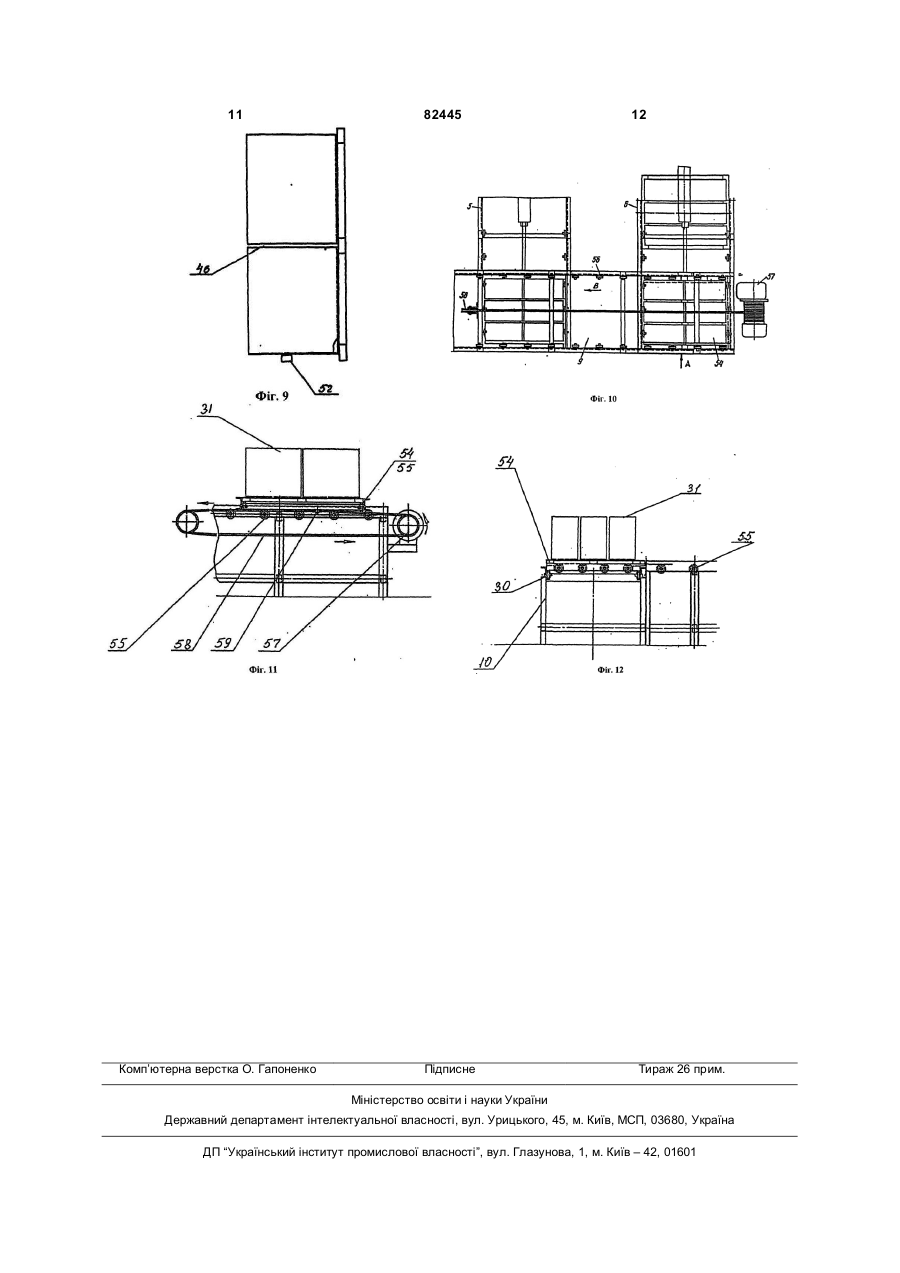
Технологічна лінія для виробництва багатошарових бетонних з декоративною лицевою поверхнею блоків, що містить бункери піску, цементу, ємності з водою та поверхневоактивними речовинами (ПАР) з дозаторами, змішувач, ділянку приготування суміші, рольгангові гілки, на яких у технологічній послідовності розміщені вібростіл з бункерами завантажувальної ділянки, термокамера, форми для блоків, притискувальний механізм, механізми переміщення форм, ділянка знімання форм та виїмки блоків, яка відрізняється тим, що ділянка приготування будівельного розчину виконана автономною, при цьому змішувач містить поворотний випускний лоток, що взаємодіє з бункерами завантажувальної ділянки за допомогою підвісних переміщуваних та перекидних ковшів, а лінія виконана у вигляді двох охоплюваного та охоплюючого П-подібних рольгангових контурів, вільні кінці яких з'єднані спільною поперечною ділянкою, вказані рольгангові контури розташовані на рамі каркасної конструкції, причому поперечна рольгангова ділянка охоплюваного контуру і спільна поперечна C2 2 (19) 1 3 82445 4 готовності, для безперервного будівництва Відома ["Конвеєрна лінія для виготовлення будинків та котеджів, без додаткового дрібноштучних бетонних виробів" за патентом РФ оштукатурювання їх зовнішньої та внутрішньої №2000200, кл. В28В5/00,1990p.], що містить поверхонь. опорну раму із змонтованим на ній рольгангом, Задачею запропонованого винаходу є уздовж якого в технологічній послідовності створення більш простої конструкції технологічної встановлені вібропресувач, устаткування для лінії, із можливістю забезпечення безперервного формування, нагромадження та розпалубки процесу виготовлення будівельних блоків, піддонів, кроковий механізм переміщення піддонів, безпосередньо готових до використання в механізм подачі бетонної суміші. Лінія оснащена будівництві будинків без застосування додаткової системою керування, що містить кінцеві вимикачі, ручної праці на обробку лицьової (зовнішньої) та контактні перемикачі та елементи звукової та внутрішньої поверхонь, виробів, що одночасно світлової сигналізації, що є встановленими або на забезпечують необхідну тепло- та шумоізоляцію. елементах технологічного устаткування, або на їх Поставлену задачу вирішують наступним приводах. Однак вказане технічне рішення не чином. У технологічній лінії В.А. Лещікова для може забезпечити випуск продукції у значних виробництва багатошарових бетонних блоків, що кількостях, для масового будівництва житла. містить: бункери піску, цементу, ємності води та Відомо технічне рішення ["Конвеєрна лінія для ПАР цементу ємності з дозаторами, змішувач, виробництва бетонних виробів" за патентом РФ ділянку приготування суміші, рольгангові гілки, на №2150378, кл. В28В5/00, 1998p.], що містить яких у технологічній послідовності розміщені піддони з формами-вагонетками, виконаними з вібростіл з бункерами завантажувальної ділянки, електропрогріванням та привантаженням, що термокамера, форми для блоків, механізм встановлені на конвеєрні гілки, уздовж яких в притискання, механізми переміщення форм, технологічній послідовності встановлені ділянка знімання форм і виїмки блоків, бетоноукладач, вібромайданчик, пост теплової - ділянка приготування будівельного розчину обробки виробів, при цьому для прогрівання виконана автономною, при цьому змішувач виробів у формах-вагонетках до їхніх піддонів і укомплектований поворотним випускним лотком, привантажень підключають різні фази змінного що взаємодіє з бункерами завантажувальної струму. Однак таке технічне рішення є невигідним ділянки за допомогою підвісних переміщуваних економічно, з огляду на високу матеріало- та перекидних ковшів, а лінія виконана у вигляді енергоємність, а також вимагає особливих заходів охоплюваного та охоплюючого П-подібних техніки безпеки при виробництві виробів і не рольгангових контурів, вільні кінці яких з'єднані розраховано на виробництво значних обсягів єдиною поперечною ділянкою. Вказані контури продукції. ["Конвеєрна лінія для виготовлення Відома розташовані на рамi каркасної конструкції, малих залізобетонних та бетонних виробів", див. причому поперечна рольгангова ділянка патент РФ №2015010, кл. В28В5/04, 1991p.], що охоплюваного контуру і спільна поперечна містить замкнутий конвеєр із транспортну гілку із рольгангова ділянка укомплектована каретками, поворотним колом, термокамерою, з подачею до що переміщуються за допомогою тросів неї пари з ємності-випаровувача, зону реверсивних лебідок, при цьому верхня опорна охолодження багатоярусний контейнер, поверхня роликів кареток і верхня поверхня вібропресувальну машину, різне технологічне роликів рольгангових поздовжніх ділянок виконані устаткування по вивільненню блоків від піддонів і на одному горизонтальному рівні, просування їх по новому циклу. завантажувальна ділянка рольгангового контуру Однак таке технічне рішення не забезпечує виконана у вигляді вібростолу та закріплена на одержання будівельного матеріалу, що відповідає окремій рамі, а форма виконана багатокомірковою сучасним вимогам без необхідності додаткової із зазором між комірками та закладним дном для естетичної обробки готових блоків для одержання кожної комірки, форма закріплена на платформі, красивих стін із мінімальними витратами на основа якої укомплектована поперечними та подальші штукатурні роботи. консольними плічками по усьому периметрі. При Найбільш близьким технічним рішенням є цьому платформа переміщається по вібростолу за ["Лінія для виготовлення керамзитобетонних допомогою крокового механізму, виконаного у блоків" по патенту РФ №2078690, кл. В28В5/00, вигляді самовисувного язичка, який взаємодіє з 1995р.]. Вказане технічне рішення включає поперечками. Язичок є шарнірно закріпленим на конвеєрну лінію, виконану у вигляді декількох утримувачі і є зв'язаним із штоком ділянок рольганга, на яких переміщаються касетні пневмоциліндру, а притискний механізм виконаний форми, що взаємодіють із вібростолами. Касетні у вигляді взаємодіючих із плічками відігнутих форми заповнюють керамзитом та пінобетонною хвостовиків-фіксаторів, один кінець котрих сумішшю, утвореною на ділянці приготування шарнірно закріплений на окремій рамі, а інший суміші, що включає бункери з піском, цементом, шарнірно пов'язаний із коромислом, що взаємодіє водою та поверхнево-активними речовинами із пневмоциліндром. При цьому над вібростолом, (ПАР). Частина рольгангового конвеєра розміщена на відстані не менший за ширину платформи, у термокамері. Лінія укомплектована механізмами, послідовно встановлені завантажувальні бункери, підйомниками, штовхальниками, що забезпечують кожний з яких має по два вивантажувальних вікна, переміщення касетних форм. Однак таке технічне а кожна комірка форми містить позначку, рішення є досить складним та нераціональним розташовану на торцевій стороні по осі її симетрії. конструктивно і не забезпечує безперервний При цьому механізми переміщення платформ за процес виготовлення блоків підвищеної заводської 5 82445 6 багатокомірковою формою із комірками 32. Основа поздовжніми ділянками контурів і поперечній платформи 31 містить поперечки 33, а по усьому ділянці охоплюючого контуру, виконані у вигляді периметрі вказана основа містить консольні пневмоциліндрів, при цьому рами охоплюваного плечики 34, що взаємодіють із відігнутими контуру, рами поздовжніх ділянок охоплюючого хвостовиками 35 фіксаторів 36, один кінець контуру та рами спільної поперечної ділянки фіксаторів містить жорстко закріплену втулку 37, укомплектовані стійками, виконаними з балок при чому її вісь повороту 38 жорстко закріплена на двотаврового перетину, для розміщення рамі 23, а інший кінець фіксаторів 36 шарнірно герметичних теплоізоляційних елементів, що зв'язаний за допомогою короткої 39 і довгої 40 тяг утворюють трубу-термокамеру зі шторками по із коромислом 41, шарнірно закріпленим на торцях, взаємодіючу з калорифером. кронштейні 42, і керованим пневмоциліндром 43, Запропонований винахід проілюстрований корпус якого закріплений на рамі 23, що містить наступними фігурами: вібратор 44. Фіг.1 - технологічна лінія (вигляд у плані); Над вібростолом 24 послідовно встановлені Фіг.2 - розріз по А-А Фіг.1; завантажувальні бункери 21, 22, причому бункери Фіг.2 - завантажувальна ділянка з вібростолом; встановлені на відстані "L", що має значення не Фіг.4 - ділянка А Фіг.3; менше ніж ширина платформи 31, на якій Фіг.5 - кроковий механізм переміщення розміщені комірки 32 із закладними денцями 45 платформ на завантажувальній ділянці; для заливання багатошарових бетонних блоків. У Фіг.6 - ділянка А Фіг.5; запропонованому технічному рішенні уздовж Фіг.7 - варіант положення язичка Фіг.6; напрямку руху на платформі встановлені три ряди Фіг.8 - платформа з комірками; комірок 32, а в кожному ряді у поперечному Фіг.9 - вигляд по стрілці В Фіг.8, напрямку встановлено по дві комірки 32, причому Фіг.10 - спільна поперечна ділянка Фіг.1 між стінками усіх комірок виконаний зазор 46. У (вигляд у плані); такий спосіб відразу виготовляється шість блоків. Фіг.11 - вигляд А Фіг.10; Переміщення платформи 31 під завантаження Фіг.12 - вигляд В Фіг.10 зі зміщеною кареткою. кожної комірки 32 розчином з бункерів Технологічна лінія В.А. Лещикова для здійснюється кроковим механізмом переміщення, виробництва багатошарових бетонних блоків з виконаним у вигляді закріпленого на стійках 47 декоративною лицьовою поверхнею складається із пневмоциліндра 48, шток 49 якого містить двох замкнутих охоплюючого 1 і охоплюваного 2 утримувач 50 із шарнірно закріпленим на ньому П-подібних рольгангових контурів з поздовжніми 3, самовисувним язичком 51, що працює по типу 4, 5, 6 і поперечними 7, 8, ділянками. Вільні кінці храпового механізму і входить у зачеплення з поздовжніх 3, 4, 5, 6, ділянок з'єднані спільною поперечкою 33 платформи 31. Хід штока 49 поперечною ділянкою 9. Всі ділянки закріплені на пневмоциліндра 48 дорівнює відстані між осями основній рамі 10, що виконана у вигляді каркасної сусідніх комірок 32, у цьому випадку пара конструкції. Технологічна лінія містить у собі також поперечних комірок виставляється під кілька технологічних ділянок. Ділянка вивантажувальні вікна бункерів. Для надійності приготування бетонного розчину, із джерелом виставляння комірок 32 під вивантажувальні вікна води 11, ємностями для піску 12, цементу 13, бункерів, кожна комірка має позначку 52, наповнювача 14, поверхнево-активних речовин 15. нанесену, наприклад, по осі симетрії на її При цьому ємності з'єднані за допомогою торцевому боці, при цьому вказана позначка транспортерів 16, 17 зі змішувачем 18, що в свою пов'язана із системою керування вмикання та чергу укомплектований поворотним випускним вимикання роботи пневмоциліндра 48 по лотком 19. Вказана ділянка може бути винесена із переміщенню платформи 31. Переміщення загального приміщення цеху, де розташована платформи 31 з усіма заповненими комірками 32 технологічна лінія, для виключення пилоподібного поздовжніми ділянкам рольгангових контурів забруднення цеху, а також для зручності здійснюється методом штовхання платформ вивантаження сировини, що доставляється, для пневмоциліндром 53. Після заповнення усієї приготування сумішей і забезпечення культури поздовжньої ділянки 6 платформами 31 вони виробництва блоків. Поворотний випускний лоток переміщаються на каретку 54 єдиної поперечної 19 змішувача 18 завантажує підвісні перекидні ділянки 9, причому верхня опорна поверхня ковші 20, які живлять завантажувальні бункери 21, роликів 55 каретки 54 перебуває на одному 22 завантажувальної ділянки. Ковші повішені до горизонтальному рівні з верхньою опорною балки і переміщуються нею від поворотного лотка поверхнею роликів 30 поздовжніх ділянок. Каретка 19 до бункерів 21, 22 за допомогою тельфера (на 54 у свою чергу переміщається по роликах 56 Фіг. не показано). Рама 23 завантажувальної єдиної поперечної ділянки 9 за допомогою ділянки рольгангового контуру виконана взаємодіючих з реверсивною лебідкою 57 троса автономною, тобто вона не є з'єднаною з 58, з'єднаного фіксатором 59 з кареткою 54. По основною рамою 10, і являє собою вібростіл 24. досягненні платформ 31 зони поздовжньої ділянки На рамі 25, що є жорстко закріпленою до підлоги 5, пневмоциліндр 60 переміщає їх на цю ділянку та за допомогою встановлених у стаканах 26 методом штовхання просуває платформи 31 до демпферів 27, встановлена проміжна рама 28, на поперечної ділянки 8, де платформи переміщають якій за допомогою додаткових демпферів 29 на ділянку 4 за допомогою тросів 61 та лебідки 62, закріплюється рама 23 завантажувальної ділянки виконаних так само, як і на єдиній поперечній рольгангового контуру, на роликах котрого 30 ділянці 9, далі платформи 31 просуваються до встановлюється платформа 31 із 7 82445 8 ділянки 4, пневмоциліндром 63 переносяться на позначка. При переміщенні кожної наступної ділянку 4, а пройшовши весь шлях охоплюваного платформи кожна попередня платформа П-подібного контуру 2, надходять на ділянку 9, а з переміщується під другий бункер 21, з якого суміш нього платформи 31 тросом 58 і лебідкою 57 укладається на теплоізоляційний шар. Одночасно переміщають на ділянку 3, наприкінці якої із цим періодично вмикають вібростіл 24, здійснюють виїмку готової продукції. попередньо закріпивши платформи фіксаторами. Для інтенсифікації процесу виготовлення Так процес триває доти, поки не буде завантажена багатошарових бетонних блоків використовують ділянка 6 заповненими сумішшю комірками примусове сушіння заповнених комірок. Для цього платформ. Далі платформи послідовно рама 10 містить двотаврові стійки 64, у пази яких переміщаються по ділянках 9, 5, 8, 4,9, 3, що вставляються теплоізоляційні елементи 65, що розміщені в сушильних камерах та просуваються утворюють сушильні камери у вигляді труби, по до ділянки виїмки готових багатошарових блоків. торцях яких установлені шторки 66. Завдяки наявності зазору 46 між стінками всіх Технологічна лінія працює у такий спосіб. На комірок тепле повітря просушує комірку з усіх ділянці приготування бетонного розчину в боків, що сприяє швидкому затвердінню бетонної змішувачі 18 готують робочу суміш необхідного суміші в комірках, а отже, прискорює процес складу та консистенції, якою заповнюють бункер виготовлення багатошарових бетонних блоків. 22. Одночасно під бункер 22, а точніше під його Звільнені від блоків платформи з комірками за вивантажувальні вікна виставляють першу пару допомогою пневмоциліндрів 67 і 68 переміщують комірок 32 платформи 31, до яких на закладне дно на поперечну ділянку 7, звідки їх знову подають вкладають синтетичну матрицю, після чого комірку під бункер 22 і процес повторюється спочатку. заповнюють бетонною сумішшю не менш ніж на Запропонована технологічна лінія може бути 50мм. З огляду на те, що в технологічній лінії виконана багатоярусною, тобто на ділянках 3, 4, 5, передбачено два завантажувальних бункери, один 6, 9, 8 платформи можуть бути встановлені у два з них заповнює всі комірки однієї платформи та більше яруси. першим шаром бетону. Заповнена у такий спосіб Запропонована технологічна лінія є простою у платформа виходить з-під першого бункера в конструктивному виконанні, вона раціональна у міжбункерний простір "L", де здійснюють розташуванні, не вимагає великих витрат та ущільнення першого шару бетону шляхом монтажних площ, надійна в експлуатації, з огляду включення вібростолу, після чого на цей шар на відсутність складних механізмів. бетону укладають теплоізоляційний шар і Виготовлена та встановлена технологічна пронизують теплоізоляційний шар і шар бетону лінія у процесі апробації показала високу з'єднувальними штирями. Одночасно здійснюють ефективність, економічність у безперебійному заповнення наступної платформи 31. На закладне виробництві багатошарових бетонних блоків, дно з бункера 22 завантажують шар суміші забезпечуючи одночасне індустріальне послідовно в усі парні поперечні комірки. Для будівництво декількох будинків і котеджів. точного виставляння комірок використовується 9 82445 10 11 Комп’ютерна верстка О. Гапоненко 82445 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing line for producing multilayer building blocks with decorative surface
Автори англійськоюLieschikov Valierii Andrieievich
Назва патенту російськоюТехнологическая линия для производства многослойных блоков с декоративной лицевой поверхностью
Автори російськоюЛещиков Валерий Андреевич
МПК / Мітки
МПК: B28B 5/00
Мітки: декоративною, багатошарових, лінія, технологічна, виробництва, лицевою, блоків, поверхнею, будівельних
Код посилання
<a href="https://ua.patents.su/6-82445-tekhnologichna-liniya-dlya-virobnictva-bagatosharovikh-budivelnikh-blokiv-z-dekorativnoyu-licevoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія для виробництва багатошарових будівельних блоків з декоративною лицевою поверхнею</a>
Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків
Номер патенту: 14758
Опубліковано: 15.05.2006
Автори: Безноснюк Юрій Олексійович, Романюк Геннадій Олександрович
МПК: E04C 5/00
Мітки: технологічна, блоків, будівельних, мобільна, пінополістирольних, лінія, виготовлення
Формула / Реферат:
1. Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків, що містить об'єднаний у єдиний технологічний ланцюг ряд обладнань, яка відрізняється тим, що обладнання об'єднане у блоки, кожний з яких розміщений на пересувній платформі, при цьому завантажувальний бункер, обладнання, призначене для вузла підготовки сировини, бункер вилежування змонтовані на одній платформі і з'єднані між собою магістраллю подачі...
Технологічна лінія з виробництва полімерних будівельних матеріалів
Номер патенту: 6961
Опубліковано: 16.05.2005
Автори: Проців Василь Йосипович, Коваленко Василь Андрійович
МПК: B29B 17/00
Мітки: виробництва, лінія, матеріалів, технологічна, будівельних, полімерних
Формула / Реферат:
1. Технологічна лінія з виробництва полімерних будівельних матеріалів, що містить розташовані послідовно за ходом технологічного процесу та технологічно пов'язані між собою дозатор, завантажувальний пристрій, подрібнювач пластичних відходів, регенератор, подрібнювач регенерованих пластиків, сушильний пристрій, вивантажувальний пристрій, привідні пристрої, що забезпечують працездатність всіх вузлів лінії, послідовно встановлені після...
Технологічна лінія підготування сировини та виробництва будівельних матеріалів методом гіперпресування з різних відходів
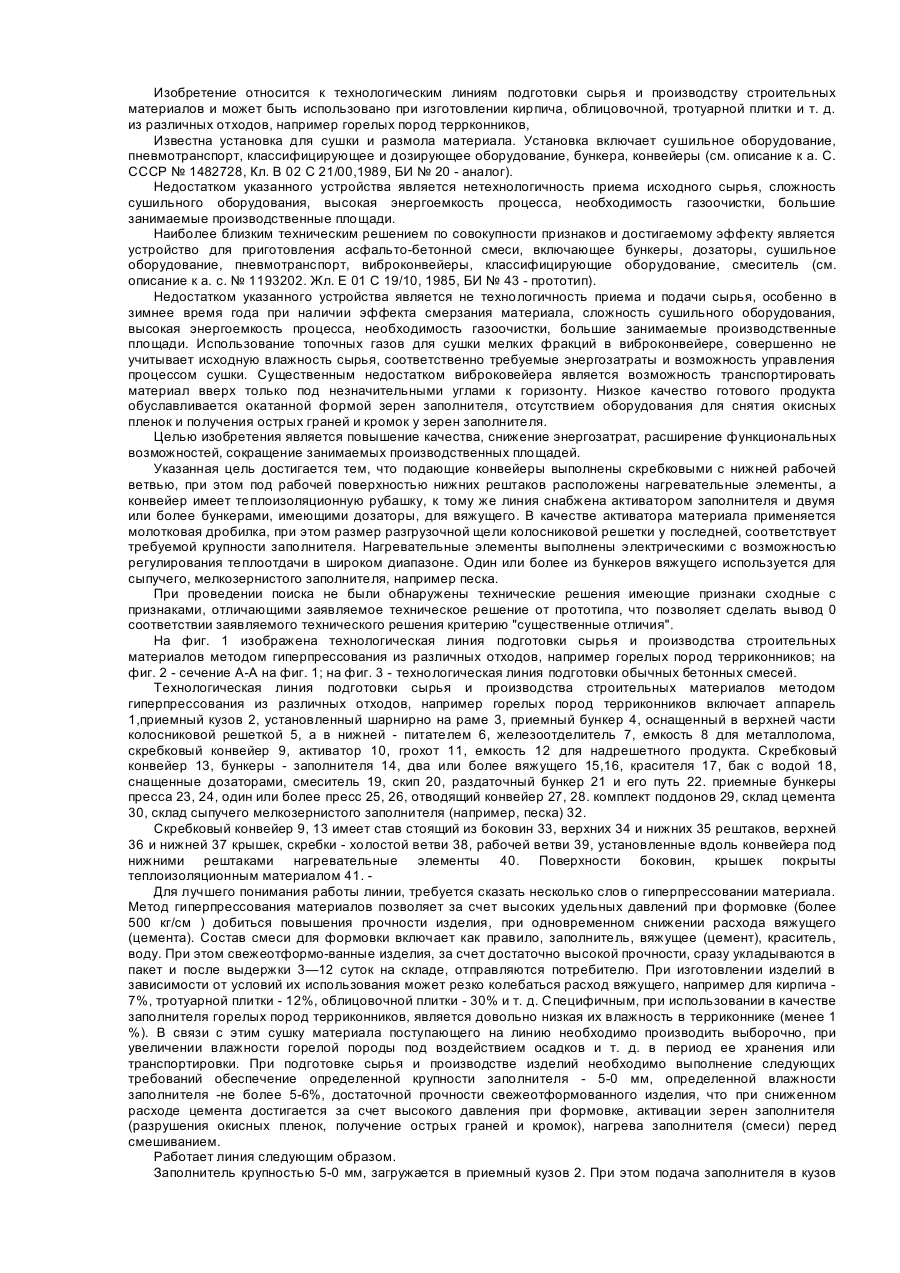
Номер патенту: 7252
Опубліковано: 30.06.1995
Автори: Волошин Григорій Моісійович, Томурко Олександр Андрійович
МПК: E01C 19/00, B02C 21/00
Мітки: підготування, сировини, різних, виробництва, лінія, гіперпресування, відходів, методом, будівельних, технологічна, матеріалів
Формула / Реферат:
1. Технологическая линия подготовки сырья и производства строительных материалов методом гиперпрессования из различных отходов, включающая бункеры, дозаторы, сушильное оборудование, пневмотранспорт, подающие конвейеры, классифицирующее оборудование, смеситель, отличающаяся тем, что подающие конвейеры выполнены скребковыми с нижней рабочей ветвью, при этом под поверхностью конвейерных ставов расположены нагревательные элементы, а каждый...
Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей і технологічна лінія для його здійснення
Номер патенту: 40508
Опубліковано: 15.01.2004
Автори: Скосар Вячеслав Юрійович, Лісничий Віктор Миколайович, Бурилов Сергій Володимирович, Сіренко Максим Вікторович, Дзензерський Віктор Олександрович
МПК: H01M 10/06, H01M 2/26
Мітки: виготовлення, спосіб, здійснення, свинцево-кислотних, акумуляторних, лінія, технологічна, блоків, батарей, пластин, електродних
Формула / Реферат:
1. Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей, який полягає в тому, що зі свинцевого сплаву одержують стрічку, перфорують стрічку з одночасним розтягуванням перформером утворених жилок здвоєного струмовідводу і виконують просікання вушок, потім на стрічку струмовідводів наносять активну масу шляхом намазування і, фіксуючи шари з пористого матеріалу, розділяють стрічку на окремі електродні...
Технологічна лінія для виробництва бетону
Номер патенту: 24216
Опубліковано: 25.06.2007
Автор: Водолажський Микола Іванович
МПК: B28B 15/00
Мітки: виробництва, технологічна, лінія, бетону
Формула / Реферат:
Технологічна лінія для виробництва бетону, що включає вагові дозатори для компонентів бетонної суміші, змішувач з примусовим перемішуванням, засоби транспортування, яка відрізняється тим, що як засоби транспортування компонентів використані елеватори для вертикального піднімання компонентів бетонної суміші, які з'єднані послідовно, причому елеватор цементу через видавальний бункер цементу з'єднаний зі шнеком для перекачування цементу і...
Попередній патент: Спосіб формування виробів
Наступний патент: Спосіб вирощування живителя хижого клопа макролофуса
Випадковий патент: Ріжучий апарат