Спосіб підвищення міцності труб
Номер патенту: 83624
Опубліковано: 25.09.2013
Автори: Максимов Олександр Борисович, Шевченко Ігор Петрович

Формула / Реферат
Спосіб підвищення міцності труб, що включає нагрів сталевого листа для виготовлення труби до температури АC3+(30-50) °С з наступним двостороннім охолодженням з однаковою швидкістю, що забезпечує отримання структур гарту, і відпуском, який відрізняється тим, що охолоджують тільки одну поверхню листа, а при виготовленні труби лист згинають таким чином, щоб ця поверхня листа була внутрішньою.
Текст
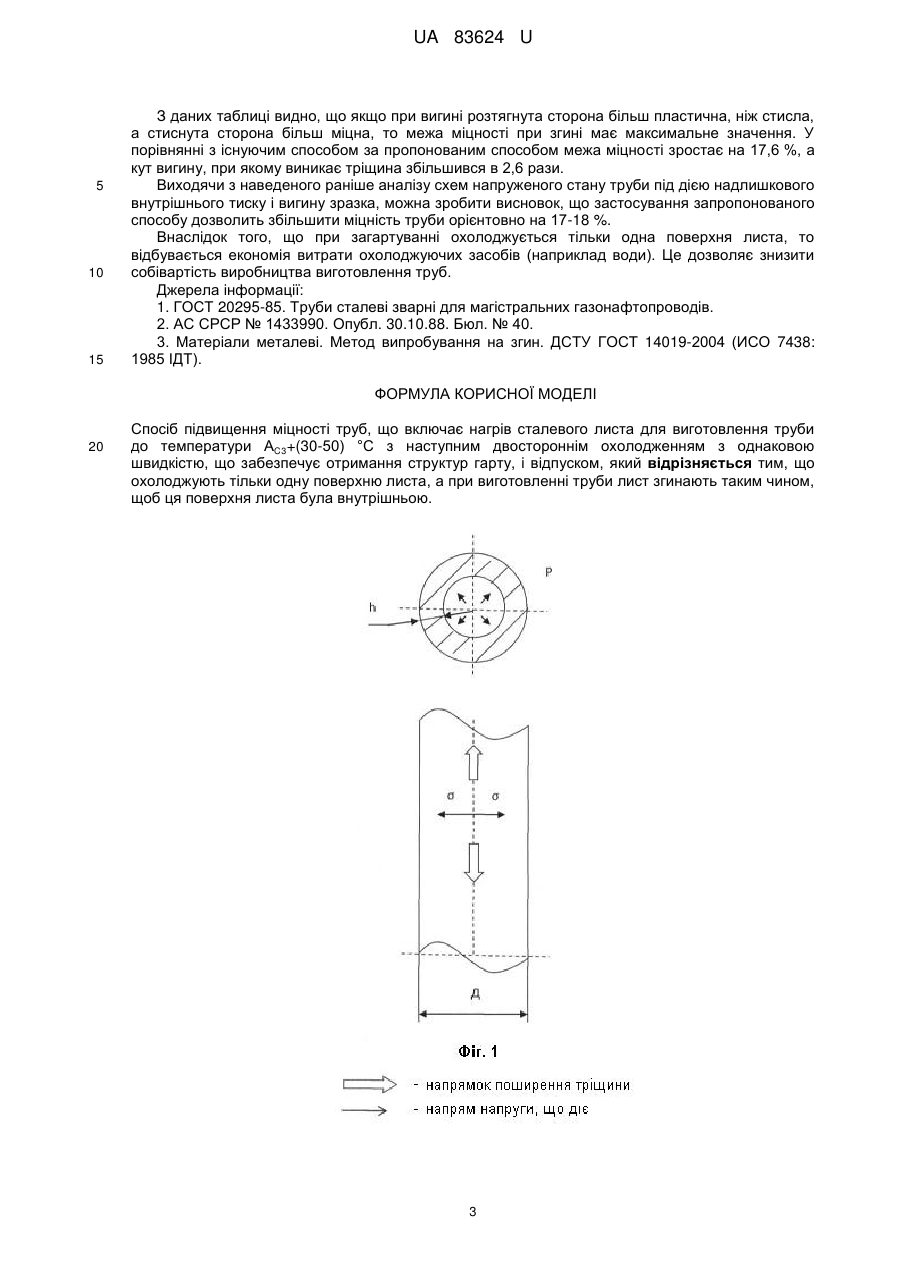
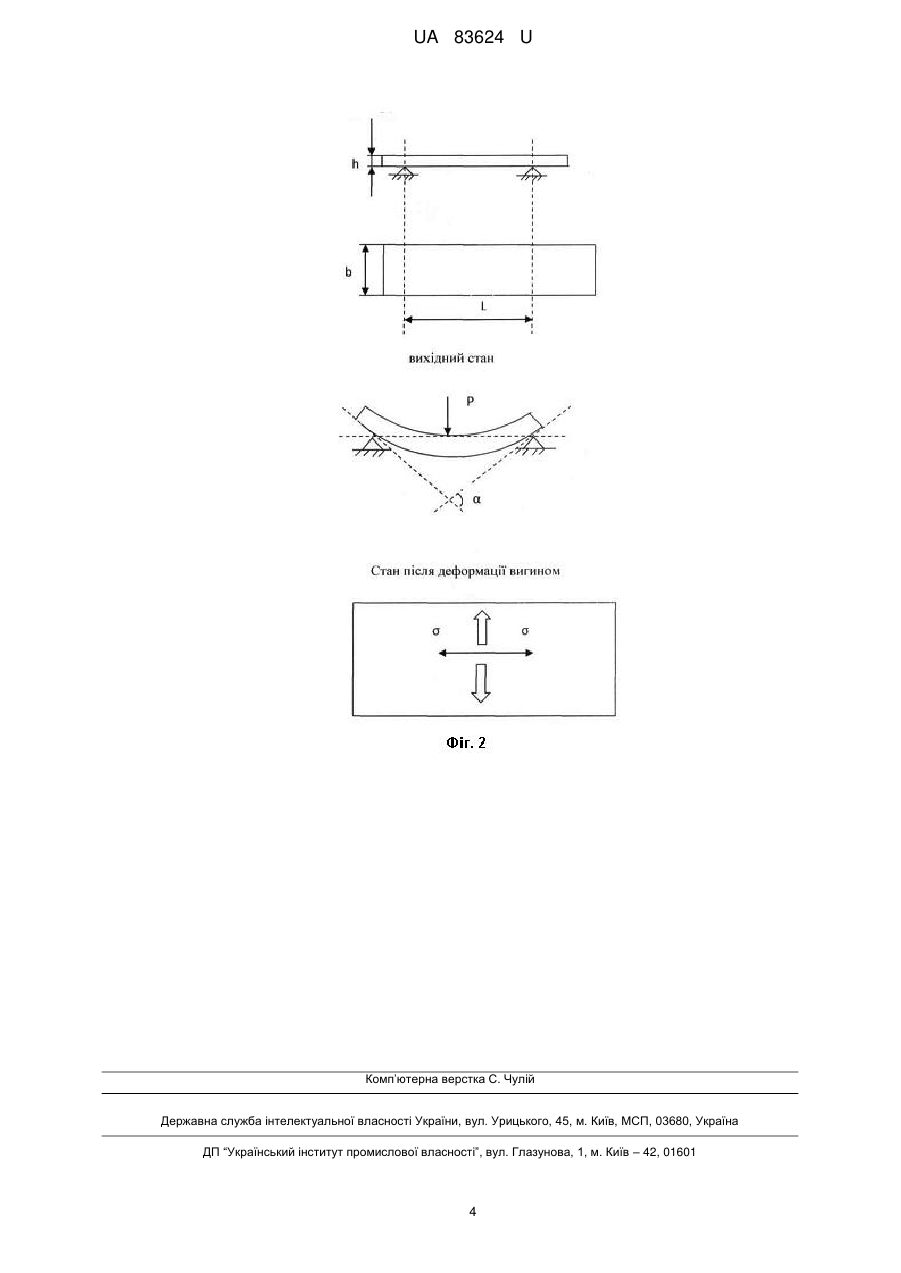
Реферат: UA 83624 U UA 83624 U 5 10 15 20 Корисна модель належить до чорної металургії, а саме до виробництва товстолистового прокату для труб великого діаметра магістральних газо- і нафтопроводів. Для виготовлення труб великого діаметра використовується товстолистовий прокат з вуглецевих і низьколегованих сталей [1]. Листовий прокат після гарячої прокатки піддають нормалізації або зміцнюючій термічній обробці (загартування з відпуском). Загартування проводять в роликових гартівних машинах або гартівних пресах шляхом зрошення водою (водоповітряної сумішшю або іншим охолоджуючим середовищем) верхньої і нижньої поверхонь листа. При цьому швидкості охолодження верхньої і нижньої поверхонь листа повинні бути однаковими. Відпуск проводять при температурі 600-650 °C. Термооброблений лист на трубозгинальній установці згортають в трубу і зварюють по стику. Згортання листа здійснюється деформацією пластичним вигином. При цьому зовнішня частина листа піддається деформації розтягування, а внутрішня - деформації стиску. Термічна обробка для зміцнення товстих листів призводить до підвищення міцнісних характеристик і зниження пластичності сталі в порівнянні з нормалізованим станом. Зниження пластичності призводить до затруднення пластичної деформації при вигині на зовнішній стороні листа, що згинається, тобто на тій стороні, де відбувається деформація розтягу. Зі зменшенням пластичності металу, яка оцінюється відносним подовженням , зростає можливість появи незворотних ушкоджень (у тому числі мікротріщин) при деформації розтягом [2]. Допустима деформація при розтягуванні доп визначається моментом утворення мікротріщин і розраховується за формулою [2]: доп 0,2 , (1) Міру деформації при вигині розраховували по формулі: В 25 h D (2) , h - товщина листа, мм, D - діаметр труби (діаметр вигину листа при виготовленні труби), мм. Згідно з формулою (1), зростання пластичності призводить до збільшення величини допустимої деформації. У таблиці 1 наведені дані для сталі 10ХСНД. Таблиця 1 Характеристики сталі 10ХСНД , абсолютне значення нормалізація термозміцнення доп 0,26 0,19 стан сталі 0,052 0,038 , величина залишкової пластичності * 0,040 0,026 * величину залишкової пластичності визначали за формулою: доп В доп 30 35 40 h D, (3) Величина залишкової пластичності розраховували для виготовлення труби діаметром 1400 мм з листа товщиною 17 мм. З даних таблиці випливає, що чим більше пластичність вихідного листа, тим більша величина залишкової пластичності. Чим більше величина залишкової пластичності, тим менша ймовірність утворення тріщин в металі в процесі експлуатації труби. Це сприяє підвищенню надійності експлуатації труби. Так як деформація розтягуванням більш жорсткий вид деформації, ніж стиснення, то зовнішня сторона труби повинна бути більш пластична, ніж внутрішня. Внаслідок цього лист, з якого виготовляють трубу, повинен мати одну сторону з хорошою пластичністю, а інша сторона повинна мати міцність, що забезпечує жорсткість конструкції і опір внутрішньому надлишковому тиску. Листи з підвищеною міцністю не забезпечують необхідний рівень пластичності, а з меншою міцністю і високою пластичністю не забезпечують достатньої конструкційної міцності. 1 UA 83624 U 5 10 15 20 25 30 35 Недоліком використовуваних для виготовлення труб листів є те, що наявність однорідної структури по товщині не забезпечує поєднання високої пластичності на одній стороні і підвищеної міцності на інший. Задачею запропонованої корисної моделі є підвищення міцності труби великого діаметру. Суть пропонованого способу полягає в наступному. Гарячекатаний лист відразу після прокатки або нагрівання в печі до температури АC3+(30-50)°С поміщають в роликову гартівну машину або гартівний прес і охолоджують з одного боку (наприклад верхнього). Охолодження в гартівному пресі або роликовій гартівній машині запобігає викривленню листа при односторонньому охолодженні. Охолодження проводять зі швидкістю більше критичної, щоб отримати структуру мартенситу. Протилежна сторона листа охолоджується на повітрі з отриманням ферито-перлітної структури і передає своє тепло для відпустку мартенситу загартованій стороні листа. Таким чином відбувається явище самовідпуску на загартованій стороні листа. В результаті такої термічної обробки на одній стороні листа виходить структура відпущеного мартенситу (ферито-цементитна структура), а на іншій - ферито-перлітна. При виготовленні труби з листа термічно обробленого за пропонованою технологією зовнішня поверхня труби має більш високу пластичність, ніж внутрішня, але менш міцна. Схема напруженого стану труби, що знаходиться під дією надлишкового внутрішнього тиску p представлена на фіг. 1. Напружений стан труби є плоским: 1 1 0 - дотичним і 2 2 0 - меридіанальним (на фіг. 1 не показано), причому 1 22 . Внаслідок цього тріщина поширюється перпендикулярно розтягуючому напруженню 1 , тобто уздовж труби. Схему напруженого стану труби, що знаходиться під дією надлишкового внутрішнього тиску, моделювали при випробуванні зразка на вигин згідно ДСТУ ГОСТ 14019-2004. [3] Визначали кут, при якому з'являється тріщина на розтягнутій стороні зразка і величину прикладеного навантаження P . Схема статичного вигину представлена на фіг. 2. На стислій стороні проби тріщини не виникають. Таким чином, схема вигину зразка моделює схему напруженого стану труби під дією внутрішнього надмірного тиску. Приклад конкретного виконання. Для випробування використовували зразки з листової сталі Ст3 товщиною 8 мм. Зразки піддавали нагріванню до температури АC3+(30-50) ºС (для сталі Ст3-880 ºС) з подальшим одностороннім охолодженням водою. Згин зразків проводили на 50 т у пресі (УММ-50) так, що зміцнена сторона піддавалася стисненню, а незміцнена - розтягуванню (режим А); зміцнена сторона піддавалася розтягуванню, а незміцнена - стисненню (режим Б). Для порівняння виготовляли зразки, оброблені за існуючим способом (гарт + відпуск) (режим В). Дані механічних випробувань наведені в таблиці 2. Таблиця 2 Характеристики випробування сталі Ст3 на вигин Режим обробки Межа міцності при вигині *, в иг , МПа кут вигину, град. 102,0 121 є 87,0 85 є 86,5 45 є А Пропонований Б В Існуючий * Межу міцності при вигині розраховували за формулою: в иг 40 3PL 2bh2 , (4) де P - навантаження, Н L - відстань між опорами, мм b - ширина зразка, мм h - товщина зразка, мм 2 наявність тріщини UA 83624 U 5 10 15 З даних таблиці видно, що якщо при вигині розтягнута сторона більш пластична, ніж стисла, а стиснута сторона більш міцна, то межа міцності при згині має максимальне значення. У порівнянні з існуючим способом за пропонованим способом межа міцності зростає на 17,6 %, а кут вигину, при якому виникає тріщина збільшився в 2,6 рази. Виходячи з наведеного раніше аналізу схем напруженого стану труби під дією надлишкового внутрішнього тиску і вигину зразка, можна зробити висновок, що застосування запропонованого способу дозволить збільшити міцність труби орієнтовно на 17-18 %. Внаслідок того, що при загартуванні охолоджується тільки одна поверхня листа, то відбувається економія витрати охолоджуючих засобів (наприклад води). Це дозволяє знизити собівартість виробництва виготовлення труб. Джерела інформації: 1. ГОСТ 20295-85. Труби сталеві зварні для магістральних газонафтопроводів. 2. АС СРСР № 1433990. Опубл. 30.10.88. Бюл. № 40. 3. Матеріали металеві. Метод випробування на згин. ДСТУ ГОСТ 14019-2004 (ИСО 7438: 1985 ІДТ). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб підвищення міцності труб, що включає нагрів сталевого листа для виготовлення труби до температури АC3+(30-50) °С з наступним двостороннім охолодженням з однаковою швидкістю, що забезпечує отримання структур гарту, і відпуском, який відрізняється тим, що охолоджують тільки одну поверхню листа, а при виготовленні труби лист згинають таким чином, щоб ця поверхня листа була внутрішньою. 3 UA 83624 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюMaksymov Oleksandr Borysovych, Shevchenko Ihor Petrovych
Автори російськоюМаксимов Александр Борисович, Шевченко Игорь Петрович
МПК / Мітки
МПК: C21D 1/02
Мітки: труб, міцності, підвищення, спосіб
Код посилання
<a href="https://ua.patents.su/6-83624-sposib-pidvishhennya-micnosti-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення міцності труб</a>
Спосіб підвищення технологічної пластичності і міцності виробу з титану
Номер патенту: 70025
Опубліковано: 15.09.2004
Автори: Смирнов Олександр Ремович, Москаленко Владислав Андрійович
МПК: C22F 1/00
Мітки: міцності, спосіб, виробу, технологічної, підвищення, пластичності, титану
Формула / Реферат:
Спосіб підвищення технологічної пластичності та міцності виробів з титану та його шляхом пластичного деформування при кімнатній температурі, який відрізняється тим, що заготівку попередньо піддають низькотемпературному пластичному деформуванню в діапазоні температур від 77 до 185 К.
Спосіб виробництва товстолистового прокату зі сталі категорії міцності х80 для виготовлення труб для магістральних трубопроводів

Номер патенту: 101439
Опубліковано: 25.03.2013
Автори: Матросов Юрій Івановіч, Левченко Валерій Іванович, Коновалов Гліб Миколайович, Кислиця Вячеслав Володимирович, Клюквін Міхаіл Борісовіч, Ордін Владімір Гєоргієвіч, Сітало Олександр Олексійович, Очеретін Віктор Миколайович, Сагіров Руслан Іванович, Лоскутов Олександр Юрійович, Цкітішвілі Енвер Омарович, Погожєв Алєксандр Владіміровіч
МПК: C22C 38/44, C21D 1/00, C21D 9/46, C22C 38/00, C22C 38/04, C22C 38/42, C21D 8/02
Мітки: спосіб, виробництва, категорії, сталі, виготовлення, товстолистового, прокату, труб, міцності, трубопроводів, магістральних
Формула / Реферат:
1. Спосіб виробництва товстолистового прокату зі сталі категорії міцності Х80 для виготовлення труб для магістральних трубопроводів, який включає нагрівання слябів до температури аустенізації, багатопрохідну чорнову та чистову прокатку з регламентованою температурою кінця прокатки і подальше охолодження прокату водою, який відрізняється тим, що чистову прокатку ведуть з відносним обтисканням не менше 70 %, температуру кінця чистової прокатки...
Спосіб підвищення міцності у спіральношовних трубах
Номер патенту: 72007
Опубліковано: 10.08.2012
Автори: Губатюк Руслан Сергійович, Письменний Олександр Семенович, Письменний Олексій Олександрович, Полухін Володимир Васильович, Юхименко Роман Вікторович, Полухін Юрій Валерійович, Прокоф`єв Олексій Сергійович
МПК: B23K 1/00
Мітки: спіральношовних, підвищення, міцності, спосіб, трубах
Формула / Реферат:
1. Спосіб підвищення міцності у спіральношовних трубах із зварювальних матеріалів, який полягає у тому, що з'єднання утворюється на зварювально-формовочній ділянці при стикуванні крайок трубної заготовки-штрипса і наступному осадженні крайок у процесі їх зварювання у трубоелектрозварювальних станах, при цьому кількість швів може бути більше одного, який відрізняється тим, що:підвищення міцності самої труби відбувається за рахунок...
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 37429
Опубліковано: 15.05.2001
Автори: Шлапак Любомир Степанович, Шевчук Віктор Володимирович, Коротін Віктор Іванович
МПК: F16L 57/00, F16L 58/02
Мітки: підвищення, спосіб, ресурсу, міцності, довговічності, трубопроводу
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення композиційного матеріалу на трубу при її виготовленні, який відрізняється тим, що матеріал намотується з зусиллям на трубу діючого трубопроводу в польових умовах в два і більше шарів під кутом до осі труби, модуль пружності зовнішнього шару вищий від модуля пружності внутрішнього шару, крім того кожен шар матеріалу склеюється з наступним.
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 69157
Опубліковано: 16.08.2004
Автори: Копей Богдан Володимирович, Розгонюк Василь Васильович, Врюкало Віктор Володимирович
МПК: F16L 57/00, F16L 58/02
Мітки: довговічності, спосіб, ресурсу, міцності, трубопроводу, підвищення
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення бандажа на трубу, який намотують з зусиллям на трубу діючого трубопроводу, який відрізняється тим, що створюють тиск бандажа на трубу нерівномірний по поперечному перерізу.
Попередній патент: Рятувальний апарат для тих, хто зазнає лиха на воді і тонкому льоду, “водомірка”
Наступний патент: Спосіб лікування атопічного дерматиту у дітей
Випадковий патент: Телевізійна антена кучіна