Спосіб та пристрій для пакування
Формула / Реферат
1. Спосіб пакування продукту за допомогою упаковки, виготовленої з нижньої термоусадкової плівки та верхньої термоусадкової плівки, що включає етапи:
глибокого витягування нижньої плівки для того, щоб сформувати контейнер для розміщення продукту;
заповнення контейнера продуктом;
підведення верхньої плівки над заповненим контейнером для його покриття, вакуумування та запечатування закритого таким чином контейнера вздовж крайової зони, вивільнення крайової зони та
піддавання сформованої таким чином упаковки тепловій обробці з усіх сторін для термоусадки з усіх сторін.
2. Спосіб пакування продукту за пунктом 1, в якому верхню плівку подають в попередньо напруженому стані.
3. Спосіб пакування продукту за одним з пп. 1 або 2, в якому верхню плівку нагрівають перед подачею над заповненим контейнером.
4. Спосіб пакування продукту за будь-яким з пунктів 1-3, в якому верхню плівку піддають глибокому витягуванню перед подачею над заповненим контейнером.
5. Спосіб пакування продукту за будь-яким з пунктів 1-3, в якому після вакуумування та перед запечатуванням подають інертний газ для заповнення порожнин, що є в продукті.
6. Пристрій для реалізації способу за одним з пунктів 1-5, що характеризується
вхідною та вихідною сторонами,
пристроєм (21') для поздовжнього захоплення та направлення нижньої плівки (7), що подається, від вхідної сторони до вихідної сторони,
блоком формування (4), що розміщений на вхідній стороні, для формування контейнерів (8),
блоком вакуумування та запечатування (5, 25, 35), пристроєм для подачі верхньої плівки до вхідної сторони блока вакуумування та запечатування(5, 25, 35),
блоком відокремлення (6) на вихідній стороні та блоком (19) для теплової обробки упаковки з усіх сторін для її термоусадки.
7. Пристрій за пунктом 6, в якому пристрій (21) забезпечує поздовжню подачу верхньої плівки (10).
8. Пристрій за одним з пп. 6 або 7, в якому пристрій (23) забезпечує нагрівання верхньої плівки.
9. Пристрій за одним з пп. 6 або 7, в якому блок формування (28) для верхньої плівки (10) знаходиться попереду блока вакуумування та запечатування (35).
Текст
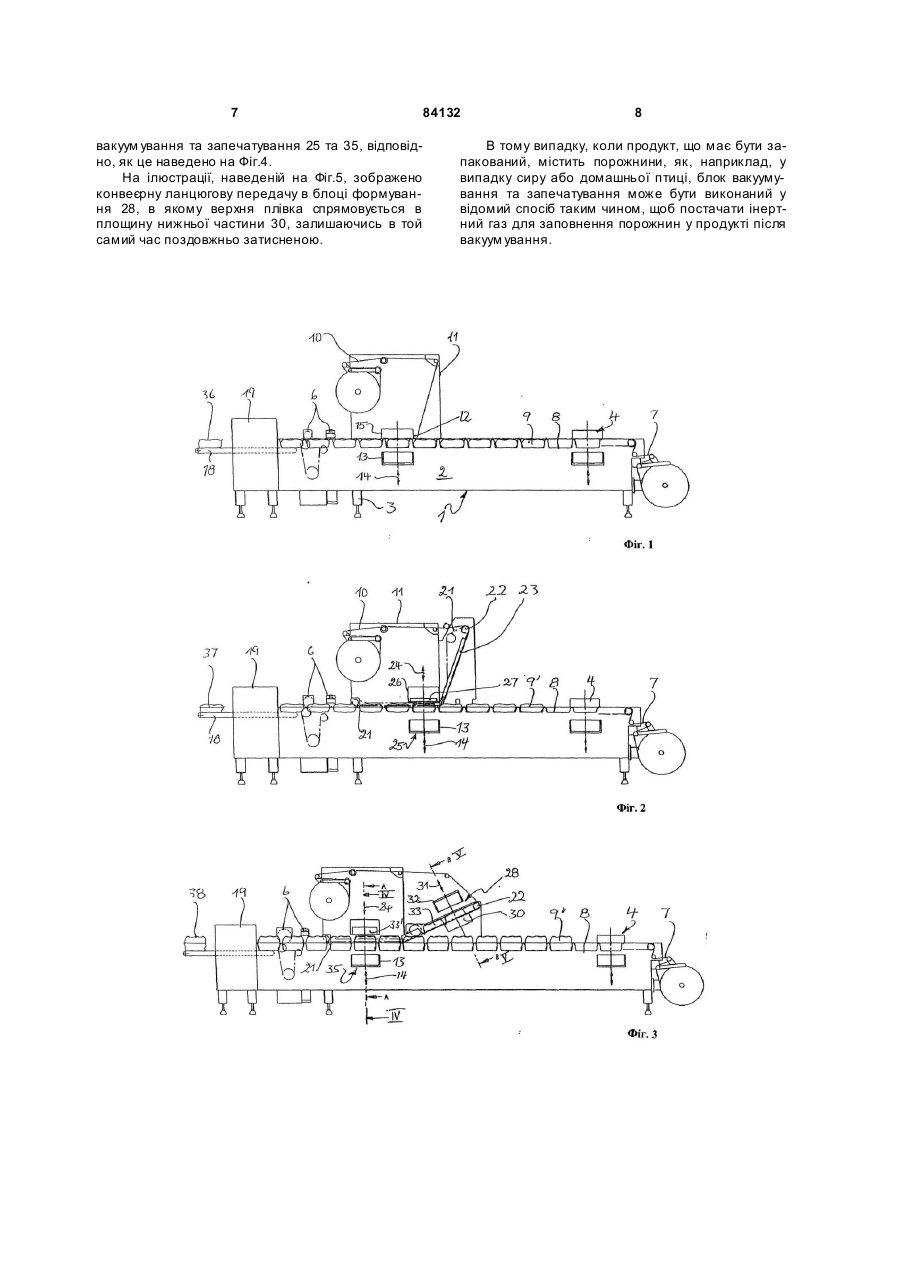
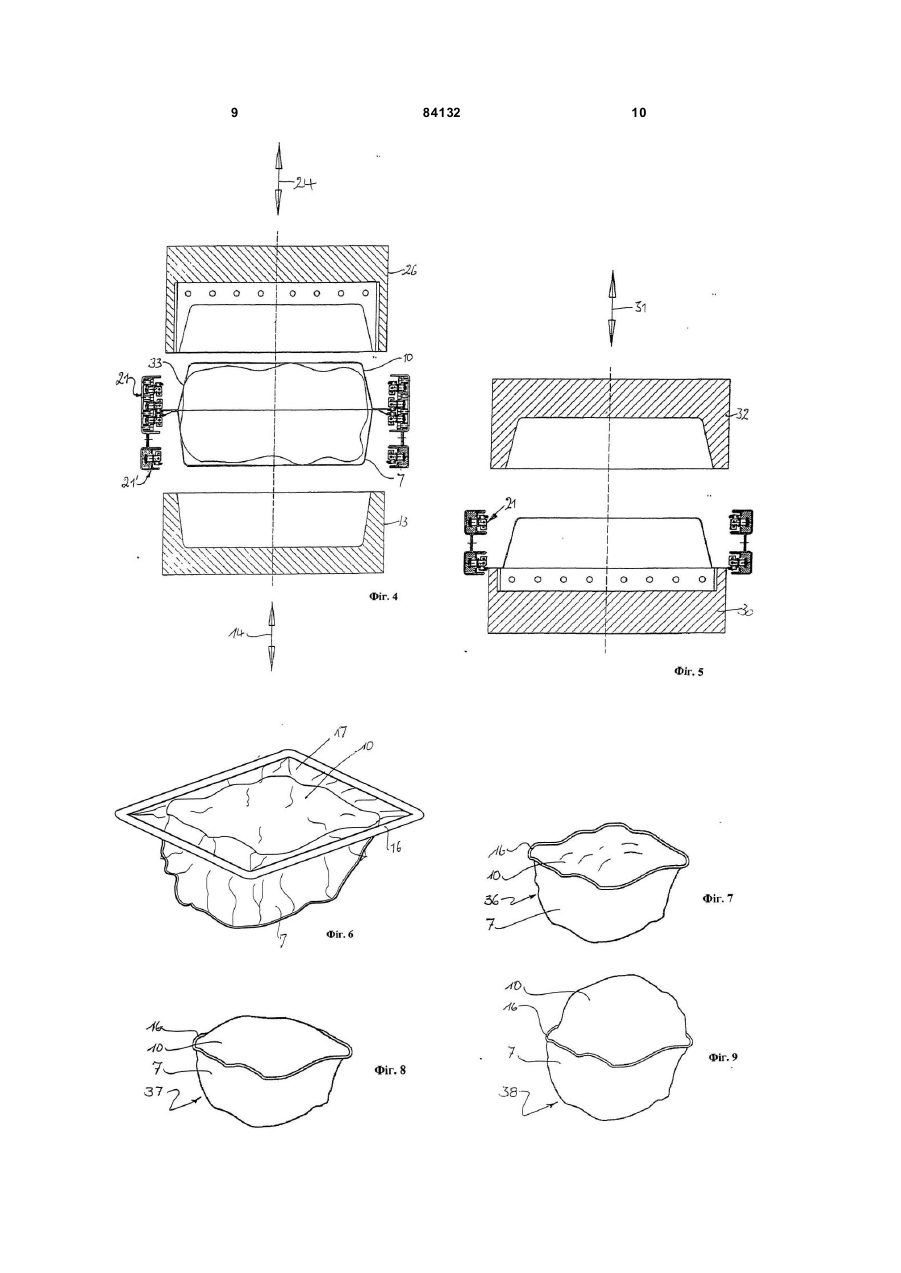
1. Спосіб пакування продукту за допомогою упаковки, виготовленої з нижньої термоусадкової плівки та верхньої термоусадкової плівки, що включає етапи: глибокого витягування нижньої плівки для того, щоб сформувати контейнер для розміщення продукту; заповнення контейнера продуктом; підведення верхньої плівки над заповненим контейнером для його покриття, вакуумування та запечатування закритого таким чином контейнера вздовж крайової зони, вивільнення крайової зони та піддавання сформованої таким чином упаковки тепловій обробці з усіх сторін для термоусадки з усі х сторін. 2. Спосіб пакування продукту за пунктом 1, в якому верхню плівку подають в попередньо напруженому стані. C2 2 (19) 1 3 84132 Спосіб та пристрій призначені для пакування продуктів короткого терміну зберігання, таких як м'ясопродукти. Проблема полягає в тому, що під час зберігання та дозрівання з продукту може витікати рідина, зменшуючи термін зберігання за рахунок прискореного росту мікроорганізмів у рідині. На практиці в найпростішому випадку шматки м'яса поміщають у прийнятний плівковий пакет, вакуум ують та запечатують у вакуумному камерному пристрої. Оскільки такі пакети завжди більші за розміром, ніж продукти, то надлишок плівки залишається та утворює зморшки. При використанні термоусадкової плівки обгортка стискається завдяки наступній тепловій обробці упаковки, та забезпечується щільне припасування плівки. Недоліком цього способу є високі накладні витрати. Наступним способом пакування є так зване пакування в умовах глибокого вакууму, так як це відомо з [DE-A-2 364 565]. Згідно з цим способом піддони, на яких викладений продукт для пакування, утворені із нижнього шару плівки. Заповнений таким чином контейнер поміщають у вакуумну камеру разом з покривним верхнім шаром плівки, вакуумують та запечатують. В камері піддон, сформований з нижнього шару плівки, обробляють теплом, при цьому стискаючі сили, що виникають, приводять до щільного обгортання продукту, який має бути запакований, нижньою плівкою. Упаковка, сформована таким чином, представлена на Фіг.6. Недоліком способу є те, що нижня плівка та верхня плівка знаходяться в контакті одна з одною при відсутності можливості запечатування разом в місці між продуктом та ущільненим кільцем, а також те, що виникають зморшки в місці, де нижня і верхня плівки знаходяться в контакті. Під час зберігання рідина з м'яса поступає в цю незапечатану секцію між нижньою і верхньою плівками. З [EP-A-127 016] відомий спосіб, в якому нагрівання з метою стискання упаковки глибокого витягування здійснюється за допомогою пари. Цей спосіб має ті ж самі недоліки, що й наведений вище. Задачею винаходу є забезпечити спосіб та пристрій, а також упаковку, що забезпечує тривале зберігання харчових продуктів таких, як м'ясо, при цьому упаковка повинна мати привабливий зовнішній вигляд. Ця задача вирішується за допомогою способу, представленого в п. 1 формули, пристрою, описаного в п. 6 формули, та упаковки, описаної в п. 9 формули. Подальші характеристики та переваги винаходу будуть виявлені з опису втілень з посиланням на фігури, в яких: Фіг.1 показує схематичний вигляд пакувальної машини, де не показано бічноїстінки; Фіг.2 показує відповідну ілюстрацію модифікованого втілення; Фіг.3 показує відповідну ілюстрацію подальшого модифікованого втілення; Фіг.4 показує розріз вздовж лінії IV - IV на Фіг.3; Фіг.5 показує розріз вздовж лінії V - V на Фіг.3; Фіг.6 показує ілюстрацію відомої упаковки; Фіг.7 показує перше втілення упаковки у відповідності з винаходом; 4 Фіг.8 показує друге втілення упаковки у відповідності з винаходом; Фіг.9 показує третє втілення упаковки у відповідності з винаходом. Як це найкраще видно з Фіг.1, пакувальна машина включає раму 1, що має однакові бічні стінки 2 та підтримуючі їх опори 3. Рама підтримує блок формування або глибокого витягування 4 та блок вакуум ування та запечатування 5, послідовно розташовані від вхідної сторони в напрямку до вихідної сторони. Як може бути видно з Фіг.1, подача нижньої плівки 7 здійснюється з вхідної сторони. Ця нижня плівка пропускається через блоки від вхідної сторони до кінця вихідної сторони. Кожний з циркулюючих конвеєрних ланцюгів у бічних стінках забезпечуються для управління, він поздовжньо захоплює нижню плівку, що надходить з вхідної сторони, та спрямовує її до вихідної сторони, водночас підтримуючи її в попередньо визначеному стані попереднього напруження. У блоці формування 4 формування контейнерів 8 здійснюється шляхом глибокого витягування за допомогою відомого способу. Далі їх заповнюють продуктом 9, який піддається подальшому пакуванню після проходження блоку формування. Як може бути видно з Фіг.1, рама включає в себе пристрій 11 для підтримування бобіни верхньої плівки 10. Верхня плівка 10 подається до верхньої сторони нижньої плівки 7 через відповідну систему передач від входу до блоку для вакуумування та запечатування 5 для фактичного формування покриття для контейнерів 8. Нижня плівка 7 і верхня плівка 10, що надходять сюди, обидві є термоусадковими плівками. Блок вакуум ування та запечатування 5 виготовлений таким чином, що нижня частина 13 зміщена по відношенню до верхньої частини 15 в напрямку стрілки 14, щоб герметично закрити блок. Вакуум ування, запечатування та закриття термоусадковою нижньою плівкою продукту, що має бути запакований, виконується в такий же спосіб, як це відомо зі згаданої раніше заявки [DEА-2 364 565]. Як видно з Фіг.6, сформована таким чином упаковка містить кільце ущільнення для запечатування 16 та зону термоусадкових нижньої плівки 7 та верхньої плівки 10, яка щільно обгортає продукт, який підлягає пакуванню. Крім того, між зонами плівки, що знаходяться в контакті з продуктом та кільцем ущільнення 16, знаходиться зона 17, в якій нижня плівка 7 і верхня плівка 10 щільно контактують одна з одною, водночас не зливаючись разом. У ріжучому пристрої 6, який розміщений далі, сформовані таким чином контейнери, показані на Фіг.6, відрізаються від шару плівки в поперечному та поздовжньому напрямках та викладаються на конвеєрну стрічку 18. В наведеному втіленні пакувальна машина має додатковий пристрій для термоусадки 19, який лише схематично зображений з вихідної сторони. Додатковий пристрій для усадки сформований таким чином, що упаковка, зображену на Фіг.6, яку подають, піддається нагріванню з усіх сторін, що приводить до додаткової усадки нижньої плівки 7 5 84132 та верхньої плівки 10, так, що зона 17 зникає внаслідок усадки і сформована таким чином упаковка набуває вигляду, який наведений на Фіг.7. В результаті цього нижня плівка 7 та верхня плівка 10 повністю входять в контакт з продуктом, який має бути запакований, і секція 17 більше не існує. З одного боку, додатковий пристрій для термоусадки 19 може бути виго товлений таким чином, щоб протягом короткого часу обробити упаковку водою, яка має температуру нижче точки кипіння. Інтенсивну та швидку термоусадку нагрітою водою здійснюють без несприятливого високотемпературного впливу на продукт. Альтернативно, пристрій 19 може забезпечувати обтікання упаковки нагрітим повітрям. Втілення, наведене на Фіг.2, є модифікованим таким чином, щоб продукт 9' можна було пакувати над рівнем нижньої плівки після заповнення глибоко витягнутого контейнера 8, як показано на Фіг.2. Частини, що відповідають одна одній, мають ідентичну н умерацію посилань. Основна відмінність полягає у підведенні верхньої плівки 10 та в конструкції блоку вакуумування та запечатування 25. Як наведено на Фіг.2, з обох боків верхньої плівки забезпечується циркуляція конвеєрного ланцюга 21, що підтримується пристроєм 11, який підводиться через шків 22 на деякій відстані від входу блоку вакуумування і запечатування 25, поздовжньо захоплює верхню плівку 10, направляє утримувану верхню плівку 10 через блок вакуумування та запечатування 25 та відпускає її на деякій відстані після проходження через блок вакуумування та запечатування 25. На ділянці між шківом 22 та вхідною стороною блоку вакуумування та запечатування 25, нагрівальний пристрій 23 забезпечує нагрівання верхньої плівки 10. Це також може бути здійснено завдяки контактній нагрівальній поверхні або за допомогою випромінювальної нагрівальної поверхні. Блок вакуум ування та запечатування 25 має верхню частину 26, оснащену вже описаною раніше нижньою частиною 13, що також здатна до здійснення зворотно-поступального руху, як це визначено напрямом стрілки 24. На боці, що звернений до нижньої частини 13, верхня частина 26 має внутрішнє заглитблення 27, достатньо велике, щоб вмістити ту частин у продукту 9', який піддають пакуванню, яка знаходиться над площиною нижньої плівки. Під час роботи для подачі ці дві частини 13 та 26 тримають в положенні, зображеному на Фіг.2, відокремленими одна від одної таким чином, щоб заповнена упаковка з верхньою і нижньою плівками була здатна до введення продукту. Потім ці дві частини зводять разом таким чином, щоб площа контакту знаходилась у площині нижньої плівки та так, щоб краї нижньої та верхньої плівок утримувались один навпроти одного. Таким чином, в блоці вакуум ування тазапечатування верхня плівка здатна до розтягування за рахунок попереднього нагрівання. Тут, подібно до першого втілення, усадка на поверхні продукту здійснюється як для нижньої плівки, так і для верхньої плівки. Як і в випадку втілення, описаного раніше, додаткову термоусадку здійснюють в пристрої додаткової 6 усадки 19, і далі сформована упаковка 37 набуває вигляду, як наведено на Фіг.8, тобто зона упаковки 17, яка початково існувала між продуктом та кільцем ущільнення 16, зникає. Втілення, наведене на Фіг.3, призначене для припасування до форми продукту 9", що має бути запакований. Як видно на Фіг.3, цей продукт знаходиться значно вище площини нижньої плівки 7. Додатково до блоку формування 4 для глибокого витягування нижньої плівки на ділянці між шківом 22 та вхідною стороною блоку вакуум ування та запечатування 35, тобто на ділянці в місці, де другим втіленням передбачається нагрівальний пристрій 23, тут забезпечується додатковий блок формування 28. З боку, яким площина верхньої плівки зорієнтована до продукту, що має бути запакований, вона має стаціонарну частину 30, яка відповідає верхній частині блоку формування 4, а на зворотному боці площини плівки 1 вона має верхню частину 32, яка здійснює зворотнопоступальний рух в напрямку стрілки 31. Верхня частина відповідає нижній частині станції формування 4. Блок формування 28 функціонує таким же чином, що й блок формування 4, забезпечуючи контейнерну частину 33, що піднімається зверху над виступаючою частиною продукту шля хом глибокого витягування. Блок вакуумування та запечатування 35 відрізняється від блоку, описаного вище на Фіг.2 тим, що заглиблення 33' має розмір, достатній для розміщення контейнерної частини 33. Під час роботи продукт 9", що має бути запакований, вносять в контейнери, сформовані з нижньої плівки, після проходження блоку формування 4. Перед станцією вакуум ування та запечатування 35, верхня плівка, яку піддавали глибокому витягуванню, в протилежному напрямі накладається на продукт, і одержана таким чином упаковка надходить до блоку вакуумування та запечатування 35 та піддається вакуум уванню, запечатується та піддається термоусадці за допомогою наведеного вище способу. Потім здійснюють відокремлення описаним вище способом. Знову, в пристрої для додаткової усадки 19 здійснюється додаткова термоусадка, що приводить до одержання упаковки 38, як це зображено на Фіг.9, де знову ж зона 17 між плівкою, що безпосередньо контактує з продуктом, та кільцем ущільнення в результаті усадки усувається. В наведених вище втіленнях пристрій для додаткової термоусадки 19 знаходиться в усіх випадках на вихідній стороні пакувальної машини. Також є можливим забезпечити пристрій додаткової термоусадки 19, відокремлений від пакувальної машини, для транспортування упаковок, що надходять з ріжучого пристрою 6 на вихідній стороні до окремого пристрою додаткової термоусадки 19 та для здійснення тут додаткової операції термоусадки. Проте, бажано, коли пристрій додаткової усадки 19 є компонентом пакувальної машини. Конвеєрна ланцюгова передача 21', що транспортує шар нижньої плівки 7 та конвеєрна ланцюгова передача 21, що транспортує шар верхньої плівки, підтримують краї нижньої та верхньої плівок, зводячи їх разом в певне положення в блоці 7 вакуум ування та запечатування 25 та 35, відповідно, як це наведено на Фіг.4. На ілюстрації, наведеній на Фіг.5, зображено конвеєрну ланцюгову передачу в блоці формування 28, в якому верхня плівка спрямовується в площину нижньої частини 30, залишаючись в той самий час поздовжньо затисненою. 84132 8 В тому випадку, коли продукт, що має бути запакований, містить порожнини, як, наприклад, у випадку сиру або домашньої птиці, блок вакуумування та запечатування може бути виконаний у відомий спосіб таким чином, щоб постачати інертний газ для заповнення порожнин у продукті після вакуум ування. 9 84132 10 11 Комп’ютерна в ерстка В. Клюкін 84132 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for packaging
Автори англійськоюNatterer Hans, Schpakowski Helmut
Назва патенту російськоюСпособ и устройство для упаковки
Автори російськоюНаттерер Ханс, Шпараковски Хельмут
МПК / Мітки
МПК: B65B 11/50, B65B 53/00, B65B 25/00, B65B 9/00, B65B 31/02
Мітки: пристрій, пакування, спосіб
Код посилання
<a href="https://ua.patents.su/6-84132-sposib-ta-pristrijj-dlya-pakuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для пакування</a>
Спосіб пакування очищеної картоплі
Номер патенту: 4063
Опубліковано: 15.12.2004
Автор: Козловець Олександр Васильович
МПК: B65D 1/00, B65B 31/04
Мітки: спосіб, очищеної, пакування, картоплі
Формула / Реферат:
Спосіб пакування очищеної картоплі, що включає розміщення її у полімерній ємності і наступне вакуумування внутрішнього простору ємності та герметичне запечатування цієї ємності, який відрізняється тим, що у ємності з розміщеною в ній очищеною картоплею утворюють вакуум 0,1-0,5 кПа.
Пристрій для пакування харчових продуктів
Номер патенту: 21137
Опубліковано: 15.02.2007
Автор: Сорокін Андрій Віталійович
МПК: A23B 9/00, B65D 30/22, A23L 1/00
Мітки: пакування, харчових, пристрій, продуктів
Формула / Реферат:
1. Пристрій для пакування харчових продуктів, який складається з упаковки з харчовим продуктом, який відрізняється тим, що додатково містить не менше однієї упаковки з приправою, яка прикріплена ззовні упаковки з харчовим продуктом.2. Пристрій за п. 1, який відрізняється тим, що упаковка з приправою прикріплена і розміщена усередині упаковки з харчовим продуктом.3. Пристрій за п. 1 і п. 2, який відрізняється тим, що упаковка з...
Спосіб пакування харчового продукту

Номер патенту: 9063
Опубліковано: 15.09.2005
Автори: ОВДІЙ ВІКТОР МИКИТОВИЧ, Базалій Валентин Петрович
МПК: B65B 25/00, B65B 31/00, B65B 31/02, B65D 85/72
Мітки: спосіб, харчового, продукту, пакування
Формула / Реферат:
Спосіб пакування харчового продукту, що включає розміщення харчового продукту в пакеті, введення трубки всмоктування повітря в його середину, створення вакууму та запечатування його кінців з подальшим термічним впливом, який відрізняється тим, що пакет з харчовим продуктом наповнюють інертним газом, наприклад азотом.
Пристрій з пухиристим швом для легкого розкривання герметичного пакування та пакування для зберігання предмета
Номер патенту: 80444
Опубліковано: 25.09.2007
Автори: Хейден Нейл С., Перелл Вільям С.
МПК: B65D 85/00
Мітки: зберігання, пристрій, пакування, розкривання, легкого, швом, пухиристим, предмета, герметичного
Формула / Реферат:
1. Пристрій з пухиристим швом для легкого розкривання пакування, який включає у себе:матеріал пакування, що утворює камеру в пакуванні для утримування в ній предмета, що зберігається;ділянку доступу в зазначену камеру поблизу краю пакування;смуговий шов, що простягається уздовж ділянки доступу і утворений протилежними листами матеріалу пакування, стисненими у герметичному з'єднанні;розривний пухир усередині...
Спосіб виготовлення поліефірної плівки для пакування харчових продуктів та лікарських препаратів з поліетилентерефталату та його сополімерів

Номер патенту: 35798
Опубліковано: 16.04.2001
Автори: Осипов Віктор Васильович, Юдицький Юрій Миколайович, Жирний Олексій Іванович, Смаглова Іраіда Васильовна
МПК: C08G 63/00
Мітки: виготовлення, поліефірної, плівки, харчових, продуктів, спосіб, поліетилентерефталату, сополімерів, препаратів, пакування, лікарських
Формула / Реферат:
Спосіб виготовлення поліефірної плівки для пакування харчових продуктів та лікарських препаратів з поліетилентерефталату та його сополімерів, що включає сушіння гранулята поліефіру, його плавлення, одержання аморфної заготівки за методом екструзії розплаву на приймальний барабан, двовісне окреме орієнтування, термофіксування, охолодження і намотування плівки в рулон, який відрізняється тим, що перед плавленням гранулят поліефіру підлягає...
Попередній патент: Пристрій для введення рідини у насипні або сипкі сухі матеріали
Наступний патент: Спосіб одержання порошків зі зливків металевих або металокерамічних сплавів шляхом самодиспергування
Випадковий патент: Спосіб спалювання твердого палива з отриманням топкового газу для теплоенергетичних агрегатів