Спосіб виробництва катанки зі складнолегованих сталей на безперервному дротовому стані
Номер патенту: 88083
Опубліковано: 10.09.2009
Автори: Токмаков Павло Вадимович, Горбаньов Аркадій Олексійович, Жучков Сергій Михайлович, Колосов Борис Миколайович

Формула / Реферат
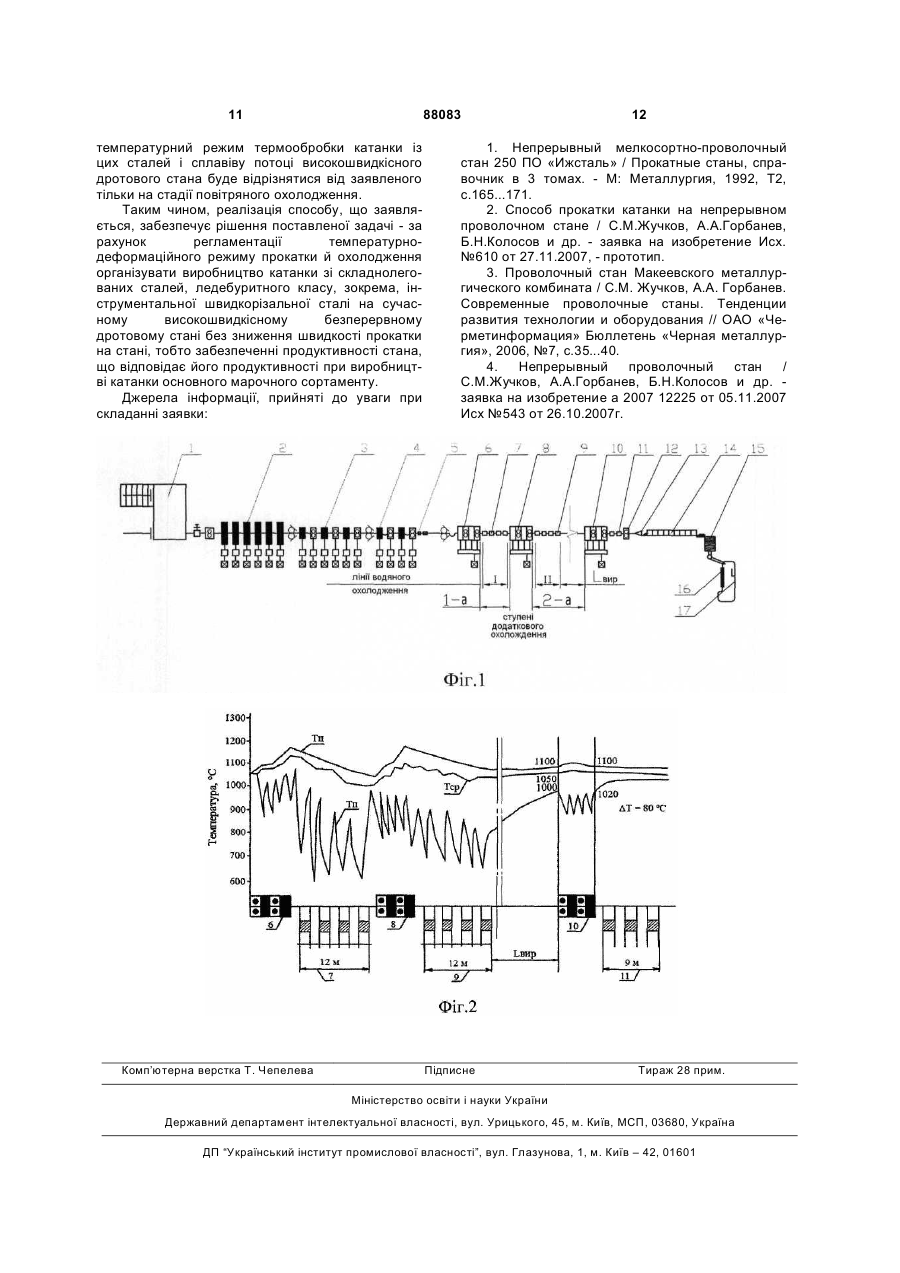
Спосіб виробництва катанки зі складнолегованої сталі на безперервному дротовому стані, що включає нагрівання заготовки у методичній нагрівальній печі до температури прокатки, наступну прокатку з чергуванням напрямку її обтискання на 90° у чорновій, проміжних і чистовій групах клітей блочного типу вказаного стану, водяне охолодження поверхні одержаного розкату перед і після цієї чистової групи клітей блочного типу, додаткове двоступінчсате водяне охолодження цього розкату в чистовій групі клітей блочного типу й наступне повітряне охолодження одержаних витків катанки в процесі транспортування на роликовому транспортері з кришками, який відрізняється тим, що нагрівання заготовки у методичній нагрівальній печі ведуть до температури прокатки 1000-1100 °С, водяне охолодження, розігрітої до температури вище температури прокатки, поверхні розкату перед і після вказаної чистової групи клітей блочного типу й додаткове двоступінчате водяне охолодження розкату в чистовій групі клітей блочного типу ведуть до температур, рівних 1000-1100 °С, а повітряне охолодження витків катанки на роликовому транспортері здійснюють при закритих кришках і швидкості транспортування не більше 0,2 м/с.
Текст
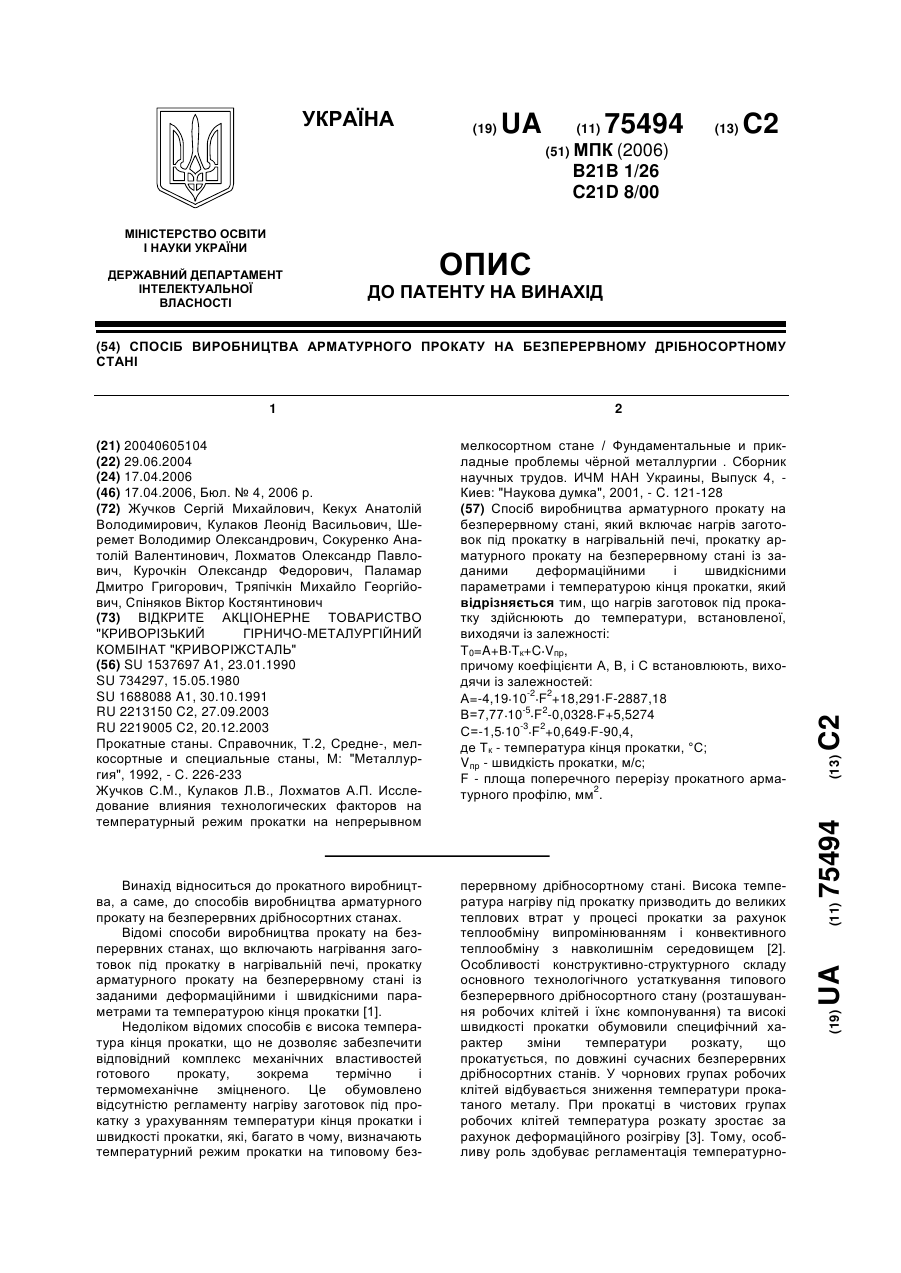
Спосіб виробництва катанки зі складнолегованої сталі на безперервному дротовому стані, що C2 2 (11) 1 3 дженні до випадання надлишкових фаз (карбідів та інтерметалічних сполук), що погіршують якість готової катанки, до утворення крупного зерна, непоправного при наступній термообробці (однофазні сталі), до зневуглецювання. Іншим сталям властива висока температура рекристалізації й мала швидкість цього процесу. Відомі складнолеговані сталі, які володіють підвищеним розширенням і зниженим коефіцієнтом контактного тертя. Підвищений опір деформації складнолегованих сталей обумовлено хімічним складом і структурою. Підвищеним опором деформації володіють багатофазні сталі, які при температурі деформації мають у структурі надлишкові складові у вигляді карбідів, силіцидів, інтерметалічних сполук і інших фаз. Опір деформації зростає зі збільшенням ступеня легованості аустеніту. У цьому зв'язку розробка технологічних схем і способів виробництва катанки зі складнолегованих сталей на сучасних безперервних високошвидкісних дротових та сортодротових станах досить актуальна в цей час. Відомий спосіб виробництва катанки зі швидкорізальної сталі на спеціалізованому дрібносортно-дротовому стані ВО «Ижсталь» [1]. На стані прокатають катанку з вуглецевих, легованих сталей і сплавів діаметром 06...9мм зі швидкістю прокатки до 15м/с. У якості вихідних використовують заготовки перерізом 100´100мм довжиною до 10м. Катанку роблять у мотках масою до 550кг. Технологічна лінія стану включає методичну нагрівальну піч зі швидкісним нагріванням у зоні видачі металу, безперервні чорнову й першу проміжну групи для прокатки заготовки в одну нитку із чергуванням напрямку обтискання на 90°, чистову дрібносортну групу й чистову дротову групу із чергуванням напрямку обтискання на 90°, лінію водяного охолодження катанки, моталку Еденборна та устаткування для різних режимів охолодження мотків катанки залежно від марки сталі, у тому числі й прохідній роликовій печі для відпалу. Між чорновою, проміжною й дрібносортною групою встановлені термостати для підтримки температури розкату. Підкат діаметром 010...15мм із дрібносортної групи передається в чистову дротову групу за допомогою стрілки й проводки типу «зебра». Відстань між вивідною проводкою чистової кліті дрібносортної групи й стрілкою 600мм. Це не дозволяє розмістити навіть одну секцію водяного охолодження розкату. Криволінійна проводка («зебра»), що передає розкат у чистову дротову групу, що перебуває в іншому прольоті цеху, монтується тільки на час прокатки катанки, що також не дозволяє встановити лінію водяного попереднього охолодження розкату. Основні особливості технології, що характеризують відомий спосіб виробництва катанки зі складнолегованої швидкорізальної сталі наступні. Нагрівання заготовок здійснюють із мінімальним часом перебування в зоні температур вище 800°С з метою зниження утворення печної окалини. Прокатку в чорновій, проміжній, дрібносортній групах клітей здійснюють із чергуванням напрямку обтискання на 90° з невеликим натягом між клітями й петлеутворюванням між групами за допомогою 88083 4 петлеутворювачів, поміщених у термостати. Потім розкат передають у дротову групу й прокатують у її клітях із чергуванням напрямку обтискання на 90°. Після прокатки прохолоджують катанку в лінії стана водою тиском 7...10бар до температури 950...1000°С. Охолоджену до цієї температури катанку, змотують у мотки, які передають у прохідну роликову піч довжиною 75м для відпалу. Недолік відомого способу полягає в тому, що при його реалізації не забезпечується температурний режим прокатки й охолодження складнолегованої сталі, при якому досягається досить висока пластичність, стримується ріст зерна, непоправного при наступній термообробці. Так, при прокатці в чорновій, проміжній й дрібносортній групах стана відбувається інтенсивний розігрів розкату. Його температура підвищується до 1250°С. Це призводить до росту зерна, виділенню небажаних надлишкових фаз по границях зерен і, відповідно, збільшує ймовірність руйнування розкату при його деформації. Крім того, виробництво катанки зі складнолегованих сталей в умовах такого стана сполучено зі зниженням його продуктивності, обумовленою необхідністю зниження швидкості прокатки, і необхідністю використання додаткового технологічного устаткування для термообробки готової продукції. Як прототип прийнятий спосіб виробництва катанки на безперервному дротовому стані, що включає нагрівання заготовок у методичнійнагрівальній печі до температури прокатки, наступну прокатку із чергуванням напрямку обтискання на 90° у чорновій, проміжних і чистовій групах клітей блокового типу, водяне охолодження поверхні розкату перед і після чистової групи клітей блокового типу, додаткове двоступінчате водяне охолодження розкату в чистовій групі клітей блокового типу й наступне повітряне охолодження витків катанки в процесі транспортування на роликовому транспортері із кришками [2]. Недоліком прототипу є неадекватність рекомендованого температурного режиму прокатки й охолодження структурним перетворенням при деформації складнолегованих сталей, зокрема, сталей ледебуритного класу, до якого можна віднести інструментальну швидкорізальну сталь. Реалізація такого температурного режиму прокатки й охолодження призведе до виникнення внутрішніх напружень внаслідок високого опору металу деформації й наклепу і, в остаточному підсумку, до утворення тріщин і розривин на готовому прокаті. Крім того, виробництво катанки зі складнолегованих сталей в умовах такого стана сполучено зі зниженням його продуктивності, обумовленою необхідністю зниження швидкості прокатки, і необхідністю використання додаткового технологічного устаткування для термообробки готової продукції. Задача, розв'язувана винаходом, складається в створенні способу виробництва катанки зі складнолегованих сталей, зокрема, інструментальної швидкорізальної сталі на сучасному високошвидкісному безперервному дротовому стані, що забезпечує температурний режим прокатки й охолодження, при якому досягається висока пластичність, стримується ріст зерна, непоправно 5 го при наступній термообробці, за рахунок підтримки температури прокатки на різних ділянках стана в заданих межах, що запобігає випаданню небажаних надлишкових фаз по границях зерен і, відповідно, зменшує ризик руйнування розкату при його деформації. При цьому відсутня·необхідність зниження швидкості прокатки на стані, тобто забезпечується продуктивність стана, що відповідає його продуктивності при виробництві катанки основного марочного сортаменту, не потрібно також використання додаткового технологічного устаткування для термообробки готової продукції. Технічний результат, який досягається при використанні винаходу, складається в одержанні катанки зі складнолегованих важкодеформівних сталей і сплавів, зокрема зі сталей ледебуритного класу - швидкорізальної інструментальної сталі, із заданою структурою й властивостями при збереженні продуктивності стана, що відповідає його продуктивності при виробництві катанки основного марочного сортаменту за рахунок регламентації температурно-деформаційного режиму прокатки й охолодження. \ Рішення поставленої задачі забезпечується тим, що в способі виробництва катанки зі складнолегованої сталі на безперервному дротовому стані, що включає нагрівання заготовок у методичній нагрівальній печі до температури прокатки, наступну прокатку із чергуванням напрямку обтискання на 90° у чорновій, проміжних і чистовій групах клітей блочного типу, водяне охолодження поверхні розкату перед і після чистової групи клітей блочного типу, додаткове двоступінчате водяне охолодження розкату в чистовій групі клітей блочного типу й наступне повітряне охолодження витків катанки в процесі транспортування на роликовому транспортері із кришками, нагрівання заготовок у методичній нагрівальній печі ведуть до температури 1000...1100°С, водяне охолодження поверхні розкату перед і після чистової групи клітей блочного типу й додаткове двоступінчате водяне охолодження розкату в чистовій групі клітей блочного типу ведуть до температур, рівних 1000...1100°С, а повітряне охолодження витків катанки на роликовому транспортері здійснюють при закритих кришках і швидкості транспортування не більше 0,2м/с. Порівняння із прототипом показує, що спосіб, виробництва катанки, що заявляється, зі складнолегованої сталі на безперервному дротовому стані відрізняється тим, що нагрівання заготовок у методичній нагрівальній печі ведуть до температури 1000...1100°С, водяне охолодження поверхні розкату перед і після чистової групи клітей блочного типу й додаткове двоступінчате водяне охолодження розкату в чистовій групі клітей блочного типу ведуть до температур, рівних 1000...1100°С, а повітряне охолодження витків катанки на роликовому транспортері здійснюють при закритих кришках і швидкості транспортування не більше 0,2м/с. Отже спосіб виробництва катанки, що заявляється, зі швидкорізальної сталі на високошвидкісному дротовому стані має критерій «новизна». Порівняння способу, що заявляється, з іншими технічними рішеннями показало, що відомо також спосіб прокатки катанки з вуглецевих і низьколего 88083 6 ваних марок стали на високошвидкісному дротовому стані 150 [3]. Технологічна лінія стана включає нагрівальну піч із крокуючим подом, безперервні чорнові й першу проміжні групи, які прокатують заготовки у дві нитки, однониткові другі проміжні групи, десятиклітьові блоки чистових клітей із секціями охолодження розкату до, усередині й після них, низькотемпературні двохклітьові блоки клітей, лінії водяного охолодження катанки, трайбапарати, виткоутворювачі, рольганги із кришками для охолодження витків катанки, виткозбірники, устаткування для підпресування й обробки мотків готової продукції. Для оцінки можливості виробництва катанки зі швидкорізальної сталі на цьому стані виконані аналітичні дослідження з урахуванням можливостей технологічного устаткування. З використанням розробленої математичної моделі процесу безперервної високошвидкісної прокатки катанки досліджували розподіл температури уздовж лінії стана 150 Макіївського металургійного комбінату при прокатці катанки діаметром 6,5мм зі сталі Р18 зі швидкістю 100 і 150м/с при температурі нагрівання заготовок 1100 і 1000°С. Дослідження показали, що при прокатці зі швидкістю 100м/с і температурі нагрівання заготовок, Т0=1100°С температура центра розкату (Тц) підвищується у всіх безперервних групах, досягаючи максимального значення, рівного 1160°С, на виході з останньої кліті другої проміжної групи (кліть №17). Середньоінтегральна температура (Тсер) знижується в чорновій групі й у проміжку між чорновою й першою проміжною групами від 1100 до 1030°С, потім відбувається підйом Тсер і на виході із другої проміжної групи Тсер досягає 1120°С. Такі температури забезпечують високу пластичність сталі й не повинні викликати утруднень при прокатці й погіршення якості катанки. У чистовому блоці відбувається інтенсивний розігрів розкату - Тц підвищується до 1220°С, а Тсер - до 1175°С, що може привести до росту зерна й підвищенню ймовірності зламу, навіть, якщо температура розкату на вході в блок знижується до 950°С за рахунок попереднього охолодження. Зниження температури початку прокатки до 1000°С зменшує температурний градієнт ΔΤ=Т ц-Тп на виході з 17-ї кліті в порівнянні з Т0=1100°С, що зменшує термічні напруги в металі. При Т0=1000°С також необхідна організація примусового охолодження перед блоком і в блоці. Без використання в лінії високошвидкісного сучасного дротового стана установок попереднього водяного охолодження підвищення кінцевої швидкості прокатки більше 100 м/с і при температурах заготовок на вході в стан 1100°С і більше температура центра розкату зростає по всій довжині стана, але на більшу величину, ріж при швидкості 100м/с і на виході із кліті 17 досягає 1230°С. Середньоінтегральна температура Тсер. при прокатці в чорновій групі знижується незначно, потім починає зростати й на виході з останньої кліті 2 проміжної групи досягає 1175°С. При зниженні температури нагрівання заготовок і задаванню їх у стан з температурою 1000°С температура центра розкату збільшується на 7 200°С и на виході із кліті 17 складе 1200°С. Середньоінтегральна температура починає зростати вже при прокатці в чорновій групі, у проміжних групах Тсер. збільшується більш значно в результаті підвищення швидкості прокатки й виділення тепла пластичної деформації, досягаючи на виході із кліті 17 величини 1150°С. Таким чином, зниження температури початку прокатки заготовок зі складнолегованої швидкорізальної сталі Р18 від 1100 до 1000°С, тобто на 100°С, приводить до зниження Тц на виході розкату з першої безперервної проміжної групи всього на 25°С. Середньоінтегральна температура знижується на таку ж величину, що пояснюється практично однаковою температурою поверхні розкату на виході із клітей при Т0=1100 і 1000°С. Зниження температури нагрівання заготовок із таких сталей до 900°С приводить до неповного переходу у твердий розчин вторинних карбідів. У результаті знижується пластичність металу при прокатці в чорновій і першій проміжній групах і можливе утворення розривів у металі. Крім цього, різко погіршується захват передніх кінців розкатів, зростає кількість пробуксовок і аварійних ситуацій на стані. Тому температура заготовок на вході в стан не повинна бути нижче 1000°С. Найбільш інтенсивний розігрів сталі Р18 при прокатці зі швидкостями 100...150м/с відбувається у десятиклітьовому блоці, температура кінцяпрокатки досягає в центрі 1230...1300°С і середньоінтегральна -1180...1280°С. Температура плавлення сталі Ρ18, приблизно, становить 1320°С, тому температура катанки на виході із блоку повинна бути істотно нижче. Тому що ця сталь схильна до ліквації й утворення легкоплавких евтектик, розм'якшення яких і руйнування металу відбувається при більше низьких температурах, максимальна температура прокатки не повинна бути вище 1200...1240°С. Внаслідок різкого зниження пластичності сталі Р18 нижня межа температури деформації обмежують величиною 950°С, при Тпр
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of rolled wire from complex alloyed steels on continuous wire mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Horbaniov Arkadii Oleksiiovych, Tokmakov Pavlo Vadymovych, Kolosov Borys Mykolaiovych
Назва патенту російськоюСпособ производства катанки из сложнолегированной стали на непрерывном проволочном стане
Автори російськоюЖучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Токмаков Павел Вадимович, Колосов Борис Николаевич
МПК / Мітки
МПК: C21D 9/52, B21B 3/02, C21D 8/06, B21B 1/04, B21B 3/00, B21B 1/00, B21B 1/02, B21B 1/16
Мітки: складнолегованих, виробництва, сталей, стані, безперервному, дротовому, спосіб, катанки
Код посилання
<a href="https://ua.patents.su/6-88083-sposib-virobnictva-katanki-zi-skladnolegovanikh-stalejj-na-bezperervnomu-drotovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва катанки зі складнолегованих сталей на безперервному дротовому стані</a>
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Паламар Дмитро Григорович, Кекух Анатолій Володимирович, Кулаков Леонід Васильович, Курочкін Олександр Федорович, Шеремет Володимир Олександрович, Жучков Сергій Михайлович, Лохматов Олександр Павлович, Сокуренко Анатолій Валентинович, Тряпічкін Михайло Георгійович, Спіняков Віктор Костянтинович
Мітки: виробництва, безперервному, прокату, дрібносортному, спосіб, стані, арматурного
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Спосіб виробництва сортового прокату на безперервному стані
Номер патенту: 75995
Опубліковано: 15.06.2006
Автори: Паламар Дмитро Григорович, Тряпічкін Михайло Георгійович, Костюченко Михайло Іванович, Сокуренко Анатолій Валентинович, Горбаньов Аркадій Олексійович, Лохматов Олександр Павлович, Жучков Сергій Михайлович, Кекух Анатолій Володимирович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович
МПК: B21B 1/22
Мітки: сортового, безперервному, стані, спосіб, виробництва, прокату
Формула / Реферат:
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з...
Спосіб виробництва сортового прокату і катанки
Номер патенту: 87573
Опубліковано: 27.07.2009
Автори: Шеремет Володимир Олександрович, Токмаков Павло Вадимович, Спіняков Віктор Костянтинович, Вакуленко Сергій Миколайович, Жучков Сергій Михайлович, Полуновський Ісаак Євсійович, Щур Віталій Андрійович, Лєщенко Олександр Іванович, Кекух Анатолій Володимирович, Лясов Володимир Григорович, Лисенко Віктор Володимирович
МПК: B21B 1/16
Мітки: катанки, виробництва, спосіб, сортового, прокату
Формула / Реферат:
1. Спосіб виробництва сортового прокату і катанки, що включає прокатку вихідної заготовки в клітях чорнової, проміжної і чистової груп, а також у дротовому блоці із заданими ступенями деформації і коефіцієнтами витяжки металу в кожній кліті стана, коефіцієнтами загальної витяжки металу в групах клітей стана і дротовому блоці, загальним коефіцієнтом витяжки металу на стані до одержання готового прокату, який відрізняється тим, що прокатку в...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Курочкін Олександр Федорович, Макаренко Олександр Анатолійович, Хрустенко Юрій Михайлович, Токмаков Павло Вадимович, Жучков Сергій Михайлович, Білий Микола Павлович, Паламар Дмитро Григорович
МПК: B21B 1/02
Мітки: прокатки, профілів, стані, безперервному, спосіб, смугових
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Жучков Сергій Михайлович, Білий Микола Павлович, Токмаков Павло Вадимович, Макаренко Олександр Анатолійович, Паламар Дмитро Григорович, Курочкін Олександр Федорович, Хрустенко Юрій Михайлович
МПК: B21B 1/02
Мітки: спосіб, прокатки, кутових, безперервному, профілів, стані
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Попередній патент: Спосіб руйнування старих споруд
Наступний патент: Установка для видалення винного каменю
Випадковий патент: Кавовий продукт