Розточувальна головка
Номер патенту: 89174
Опубліковано: 11.01.2010
Автори: Іоргачов Вадим Дмитрович, Онищенко Сергій Михайлович, Лінчевський Павло Адамович, Буюклі Іван Михайлович
Формула / Реферат
1. Розточувальна головка, що включає корпус з напрямними елементами, в пазу якого рухомо в поперечному напрямі встановлений розточувальний блок з різальним елементом і протилежним напрямним елементом, яка відрізняється тим, що поперечні напрямні поверхні паза корпусу головки і блока виконані у вигляді циліндричних поверхонь, що сполучаються безпосередньо або через тіла кочення.
2. Розточувальна головка за п. 1, яка відрізняється тим, що в корпусі головки поперечні радіальні пази з розточувальними блоками виконані числом, більшим одного і в кожному поперечному пазу встановлено два ідентичні діаметрально протилежно орієнтовані розточувальні блоки, а на кожному розточувальному блоці протилежно різальному елементу встановлений допоміжний різальний елемент.
Текст
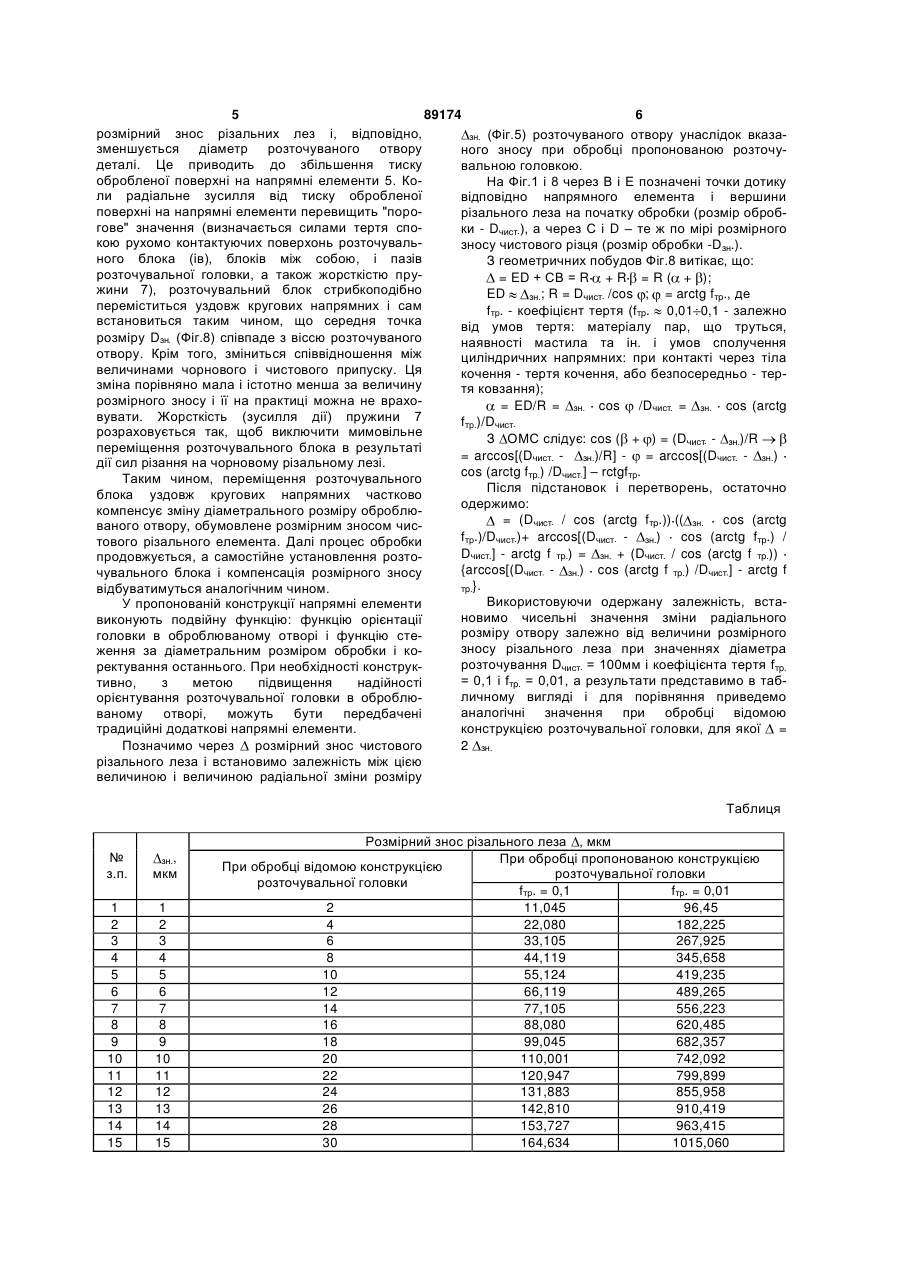
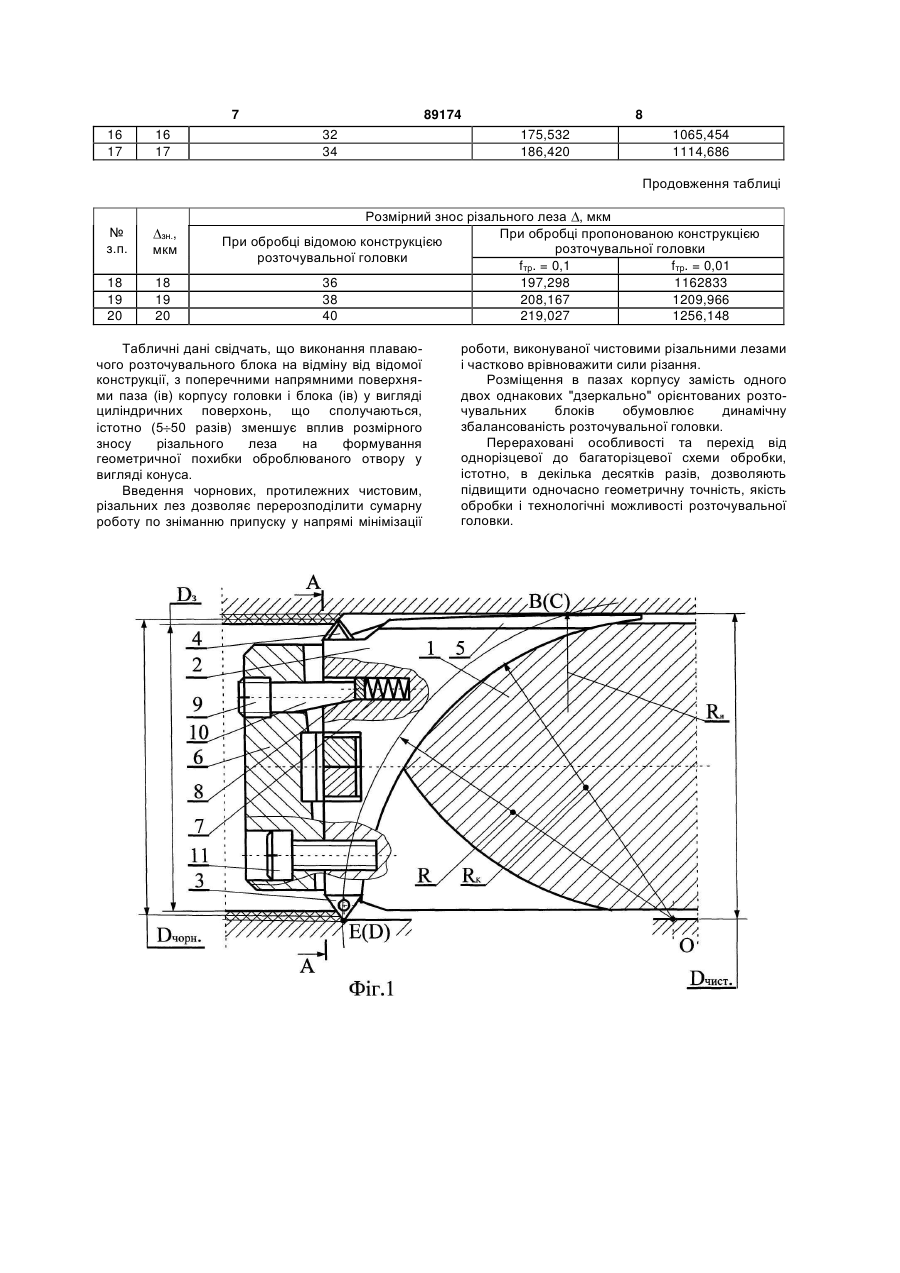
1. Розточувальна головка, що включає корпус з напрямними елементами, в пазу якого рухомо в 3 89174 4 Помітимо, що при традиційному унаслідок вказаного зносу стосовно пропонованої однорізцевому розточуванні величина зміни конструкції розточувальної головки. радіального розміру розточуваного отвору Позначення на Фіг.1 8: дорівнює сумарній зміні величин розмірного Dз - діаметр початкового (необробленого) от(радіального) зносу різального леза і пружних вору; деформацій розточувального інструмента від поDчорн – діаметр отвору, формований чорновичатку до кінця обробки. ми різальними елементами; Виконання плаваючого розточувального блока Dчист – діаметр отвору, формований первісно з протилежним різальному лезу опорним елеменнезношеними чистовими різальними елементами; том істотно зменшує формування геометричної Dзн - діаметр отвору, формований чистовими похибки оброблюваного отвору у вигляді конуса. частково зношеними різальними елементами; Чисельно радіальна зміна розміру розточуваного R - розрахунковий радіус; отвору дорівнює половині величини розмірного Rк - радіус поперечних циліндричних напрям(радіального) зносу різального леза і не залежить них поверхонь корпусу розточувальної головки і від пружних деформацій інструмента. розточувального блока, що сполучаються; Задача винаходу – зменшення впливу - кут, рівний куту тертя. розмірного зносу різального леза на формування Розточувальна головка містить циліндричний геометричної похибки оброблюваного отвору у корпус 1, в радіальних пазах якого рухомо вигляді конуса, а також підвищення якості обробки встановлені один або декілька розточувальних і технологічних можливостей розточувальної гоблоків 2 з чистовими 3 і чорновими 4 різальними ловки. елементами і опорними напрямними елементами Досягається задача тим, що, на відміну від 5. Кожен розточувальний блок встановлений з відомої конструкції, поперечні напрямні поверхні можливістю взаємодії з корпусом розточувальної паза корпусу головки і блока виконані у вигляді головки по двох площинах в подовжньому напрямі циліндричних поверхонь, що сполучаються, безі одній або двох (Т-подібний паз) циліндричних посередньо, або через тіла кочення; у корпусі гоповерхнях в поперечному напрямі (на Фіг.1 зобраловки число поперечних радіальних пазів з розтожений варіант з контактом по одній циліндричній чувальними блоками складає один і більше поверхні радіусу Rк). Радіальні пази (з міркувань одного, і в кожному поперечному пазу встановлетехнологічності) виконані відкритими з боку торця но два ідентичні діаметрально протилежно корпусу розточувальної головки і геометрично заорієнтовані розточувальні блоки, а на кожному микаються кришкою 6, яка кріпиться до торця горозточувальному блоці навпроти різального елеловки гвинтами 11. Автономні клинові елементи 10 мента встановлений допоміжний різальний елевстановлені в кришці 6 з можливістю осьового мент. переміщення за допомогою гвинтів 9 і взаємодії по При такому виконанні радіальна зміна розміру клинових поверхнях з розточувальним блоком 2 і розточуваного отвору істотно менше за половину одночасно через прокладку 8 з пружиною 7, яка величини розмірного (радіального) зносу другим торцем взаємодіє з розточувальним блорізального леза. ком 2. На Фіг.1 зображений загальний вигляд Розточувальна головка працює таким чином. пропонованої конструкції розточувальної головки; У початковому стані чистовий і чорновий на Фіг.2 7 – розрізи А-А Фіг.1 відповідно для різальні елементи розточувального блока навипадків виконання конструкції розточувального строюються відповідно на розміри Dчист і Dчорн за блока: рахунок відповідного заточування, або за рахунок - з вісьма різальними елементами (чотирма радіального переміщення відомими регулюючими чистовими і чотирма чорновими) і чотирма протипристроями (на Фіг. 1 не зображені). Далі розточулежними чистовим різальним елементам опорнивальний блок встановлюється спільно з пружиною ми напрямними елементами (Фіг.2), 7 і прокладкою 8 в паз розточувальної головки, - з чотирма чистовими різальними елементами який з боку торця закривається кришкою 6 за доі чотирма опорними напрямними елементами помогою гвинтів 11. У радіальному напрямі поло(Фіг.3), ження розточувального блока настроюється за - з чотирма різальними елементами (двома допомогою клинового елемента 10 і гвинта 9 так, чистовими і двома чорновими) і двома протилежщоб середня точка спочатку налагоджених ними чистовим різальним елементам опорними розмірів Dчист і Dчорн співпала з віссю напрямними елементами (Фіг.4), розточувальної головки (віссю розточуваного от- з двома чистовими різальними елементами і вору). Контроль розмірів настройки здійснюється двома опорними напрямними елементами (Фіг.5), відомими способами, наприклад, за допомогою - з двома різальними елементами (одним чис"наїзників" з мікронними індикаторами, або іншими товим і одним чорновим) і двома опорними навимірювальними пристосуваннями і приладами. прямними елементами (Фіг.6), Налагоджену на розміри обробки розточу- з одним різальним елементом і одним опорвальну головку вводять в оброблюваний отвір і ним напрямним елементом (Фіг.7). здійснюють знімання припуску з розподілом його На Фіг.8 представлена розрахункова схема по глибині між чорновими і чистовими різальними для встановлення залежності між величиною лезами (або без розподілу припуску по глибині при розмірного зносу різального леза і величиною обробці тільки чистовими різальними лезами) і радіальної зміни розміру розточуваного отвору розподілом припуску по подачі між чистовими різальними лезами. При цьому відбувається 5 89174 6 розмірний знос різальних лез і, відповідно, (Фіг.5) розточуваного отвору унаслідок вказазн зменшується діаметр розточуваного отвору ного зносу при обробці пропонованою розточудеталі. Це приводить до збільшення тиску вальною головкою. обробленої поверхні на напрямні елементи 5. КоНа Фіг.1 і 8 через В і Е позначені точки дотику ли радіальне зусилля від тиску обробленої відповідно напрямного елемента і вершини поверхні на напрямні елементи перевищить "порорізального леза на початку обробки (розмір обробгове" значення (визначається силами тертя споки - Dчист ), а через С і D – те ж по мірі розмірного кою рухомо контактуючих поверхонь розточувальзносу чистового різця (розмір обробки -Dзн.). ного блока (ів), блоків між собою, і пазів З геометричних побудов Фіг.8 витікає, що: розточувальної головки, а також жорсткістю пру= ED + СВ = R + R = R ( + ); жини 7), розточувальний блок стрибкоподібно ED = arctg fтp., де зн.; R = Dчист /cos ; переміститься уздовж кругових напрямних і сам fтр. - коефіцієнт тертя (fтp. 0,01 0,1 - залежно встановиться таким чином, що середня точка від умов тертя: матеріалу пар, що труться, розміру Dзн (Фіг.8) співпаде з віссю розточуваного наявності мастила та ін. і умов сполучення отвору. Крім того, зміниться співвідношення між циліндричних напрямних: при контакті через тіла величинами чорнового і чистового припуску. Ця кочення - тертя кочення, або безпосередньо - терзміна порівняно мала і істотно менша за величину тя ковзання); розмірного зносу і її на практиці можна не врахо= ED/R = зн. cos /Dчист = зн. cos (arctg вувати. Жорсткість (зусилля дії) пружини 7 fтр.)/Dчист розраховується так, щоб виключити мимовільне З ОМС слідує: cos ( + ) = (Dчист - зн.)/R переміщення розточувального блока в результаті = arccos[(Dчист - зн.)/R] - = arccos[(Dчист - зн.) дії сил різання на чорновому різальному лезі. cos (arctg fтp.) /Dчист ] – rctgfтр. Таким чином, переміщення розточувального Після підстановок і перетворень, остаточно блока уздовж кругових напрямних частково одержимо: компенсує зміну діаметрального розміру оброблю= (Dчист / cos (arctg fтp.)) (( зн. cos (arctg ваного отвору, обумовлене розмірним зносом чисfтр.)/Dчист )+ arccos[(Dчист - зн.) cos (arctg fтp.) / тового різального елемента. Далі процес обробки Dчист ] - arctg f тp.) = зн. + (Dчист / cos (arctg f тp.)) продовжується, а самостійне установлення розто{arccos[(Dчист - зн.) cos (arctg f тp.) /Dчист ] - arctg f чувального блока і компенсація розмірного зносу тp.}. відбуватимуться аналогічним чином. Використовуючи одержану залежність, встаУ пропонованій конструкції напрямні елементи новимо чисельні значення зміни радіального виконують подвійну функцію: функцію орієнтації розміру отвору залежно від величини розмірного головки в оброблюваному отворі і функцію стезносу різального леза при значеннях діаметра ження за діаметральним розміром обробки і корозточування Dчист = 100мм і коефіцієнта тертя fтp. ректування останнього. При необхідності конструк= 0,1 і fтp. = 0,01, а результати представимо в табтивно, з метою підвищення надійності личному вигляді і для порівняння приведемо орієнтування розточувальної головки в оброблюаналогічні значення при обробці відомою ваному отворі, можуть бути передбачені конструкцією розточувальної головки, для якої = традиційні додаткові напрямні елементи. Позначимо через розмірний знос чистового 2 зн. різального леза і встановимо залежність між цією величиною і величиною радіальної зміни розміру Таблиця № з.п. мкм 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 зн., Розмірний знос різального леза , мкм При обробці пропонованою конструкцією При обробці відомою конструкцією розточувальної головки розточувальної головки fтр. = 0,1 fтр. = 0,01 2 11,045 96,45 4 22,080 182,225 6 33,105 267,925 8 44,119 345,658 10 55,124 419,235 12 66,119 489,265 14 77,105 556,223 16 88,080 620,485 18 99,045 682,357 20 110,001 742,092 22 120,947 799,899 24 131,883 855,958 26 142,810 910,419 28 153,727 963,415 30 164,634 1015,060 7 16 17 16 17 89174 32 34 8 175,532 186,420 1065,454 1114,686 Продовження таблиці № з.п. мкм 18 19 20 18 19 20 зн., Розмірний знос різального леза , мкм При обробці пропонованою конструкцією При обробці відомою конструкцією розточувальної головки розточувальної головки fтр. = 0,1 fтр. = 0,01 36 197,298 1162833 38 208,167 1209,966 40 219,027 1256,148 Табличні дані свідчать, що виконання плаваючого розточувального блока на відміну від відомої конструкції, з поперечними напрямними поверхнями паза (ів) корпусу головки і блока (ів) у вигляді циліндричних поверхонь, що сполучаються, істотно (5 50 разів) зменшує вплив розмірного зносу різального леза на формування геометричної похибки оброблюваного отвору у вигляді конуса. Введення чорнових, протилежних чистовим, різальних лез дозволяє перерозподілити сумарну роботу по зніманню припуску у напрямі мінімізації роботи, виконуваної чистовими різальними лезами і частково врівноважити сили різання. Розміщення в пазах корпусу замість одного двох однакових "дзеркально" орієнтованих розточувальних блоків обумовлює динамічну збалансованість розточувальної головки. Перераховані особливості та перехід від однорізцевої до багаторізцевої схеми обробки, істотно, в декілька десятків разів, дозволяють підвищити одночасно геометричну точність, якість обробки і технологічні можливості розточувальної головки. 9 89174 10 11 Комп’ютерна верстка Л. Литвиненко 89174 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBoring head
Автори англійськоюBuiukli Ivan Mykhailovych, Iorhachov Vadym Dmytrovych, Linchevskyi Pavlo Adamovych, Onyschenko Serhii Mykhailovych
Назва патенту російськоюРасточная головка
Автори російськоюБуюкли Иван Михайлович, Иоргачов Вадим Дмитриевич, Линчевский Павел Адамович, Онищенко Сергей Михайлович
МПК / Мітки
МПК: B23B 29/00
Мітки: розточувальна, головка
Код посилання
<a href="https://ua.patents.su/6-89174-roztochuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Розточувальна головка</a>
Розточувальна головка
Номер патенту: 82488
Опубліковано: 25.04.2008
Автори: Джугурян Тигран Герасимович, Буюклі Іван Михайлович, Іоргачов Вадим Дмитрович, Лінчевський Павло Адамович
МПК: B23B 29/00
Мітки: розточувальна, головка
Формула / Реферат:
Розточувальна головка, що містить корпус, в пазах якого встановлені різальні і спрямовуючі елементи з можливістю радіального переміщення і взаємодії між собою через підпружинені клинові елементи, яка відрізняється тим, що кожний різальний елемент встановлений з можливістю одночасного контактування опорною клиновою поверхнею через тіло кочення з боковою клиновою поверхнею спрямовуючого елемента, що розміщений в суміжному пазу попереду по...
Шпиндельна розточувальна головка з мікронною подачею
Номер патенту: 80823
Опубліковано: 12.11.2007
Автори: Чернов Сергій Костянтинович, Федосов Олександр Матвійович
МПК: B23B 3/00, B23B 29/00
Мітки: шпиндельна, подачею, мікронною, головка, розточувальна
Формула / Реферат:
1. Шпиндельна розточувальна головка, що містить корпус та різцетримач із затискачем, яка відрізняється тим, що має два різеві з’єднання: гвинт-гвинт-гайка та гвинт-різцетримач з різними кроками різей, причому різниця кроків дорівнює 0,05 мм, механізм грубої подачі, в якому гвинт лімба з’єднано з винтом-гайкою.2. Шпиндельна розточувальна головка за п.1, яка відрізняється тим, що гвинтові пари підпружинено в один бік з ліквідацією...
Розточувальна оправка

Номер патенту: 62618
Опубліковано: 15.12.2003
Автори: Глух Василь Миколайович, Матвійчук Анатолій Васильович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: оправка, розточувальна
Формула / Реферат:
Розточувальна оправка, яка виконана у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені гвинти, які є в контакті з відповідними косими пазами хвостовика, а центрування оправки в розточувальному отворі здійснено за допомогою втулки базування, яка відрізняється тим, що на меншому діаметрі кінця...
Розточувальна голівка

Номер патенту: 8908
Опубліковано: 30.09.1996
Автор: Леонтьєв Михайло Станіславович
МПК: B23B 29/00
Мітки: розточувальна, голівка
Формула / Реферат:
Расточная головка, содержащая корпус с резцовыми вставками и продольными пазами, предназначенными для размещения жестких и упругих направляющих, отличающаяся тем, что, с целью повышения точности обработки за счет улучшения базирования, на боковой поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей.
З’єднувальна головка
Номер патенту: 18026
Опубліковано: 16.10.2006
Автори: Живило Володимир Сергійович, Хохлов Ігор Євгенович, Хотюн Петро Андрійович
МПК: B60T 17/00, B60T 15/60
Мітки: головка, з'єднувальна
Формула / Реферат:
З'єднувальна головка, що містить корпус із замковими елементами для з'єднання з приєднуваною головкою, підпружинений пустотілий рухомий поршень з боковими вікнами, шайбу, нерухомо зафіксовану, які взаємодіють з відповідними елементами приєднуваної головки, яка відрізняється тим, що пустотілий рухомий поршень має дно із зовнішнім фланцем, який взаємодіє з кільцевим ущільнювачем, розташованим на шайбі зі сторони, протилежної взаємодіючій з...
Попередній патент: Спосіб генерування псевдовипадкових чисел та пристрій для його здійснення
Наступний патент: Замок з секретом для дверей житлових приміщень, воріт та ін.
Випадковий патент: Спосіб визначення хрому (vi)