Комбіноване свердло для обробки композитів
Номер патенту: 89574
Опубліковано: 25.04.2014
Автори: Степаненко Сергій Олександрович, Адаменко Юрій Іванович, Бесарабець Юрій Йосипович, Пасічник Віталій Анатолійович
Формула / Реферат
Комбіноване свердло для обробки композитів, що містить ступінь меншого діаметра, призначений для обробки попереднього отвору при прямій подачі, і ступінь більшого діаметра для обробки остаточного отвору при зворотній подачі, яке відрізняється тим, що свердло має третій ступінь, що має діаметр остаточного отвору і призначений для обробки верхньої частини отвору при прямій подачі.
Текст
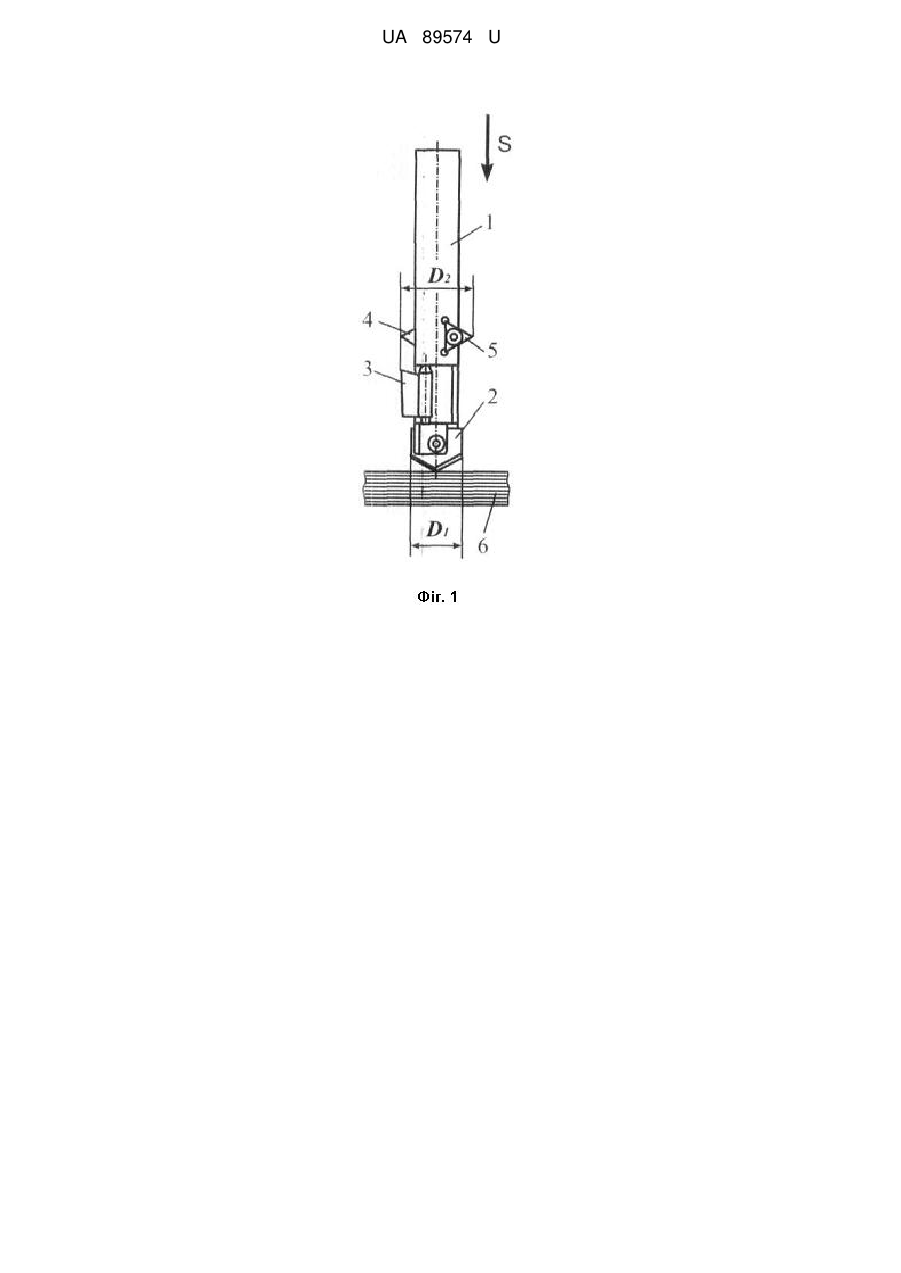
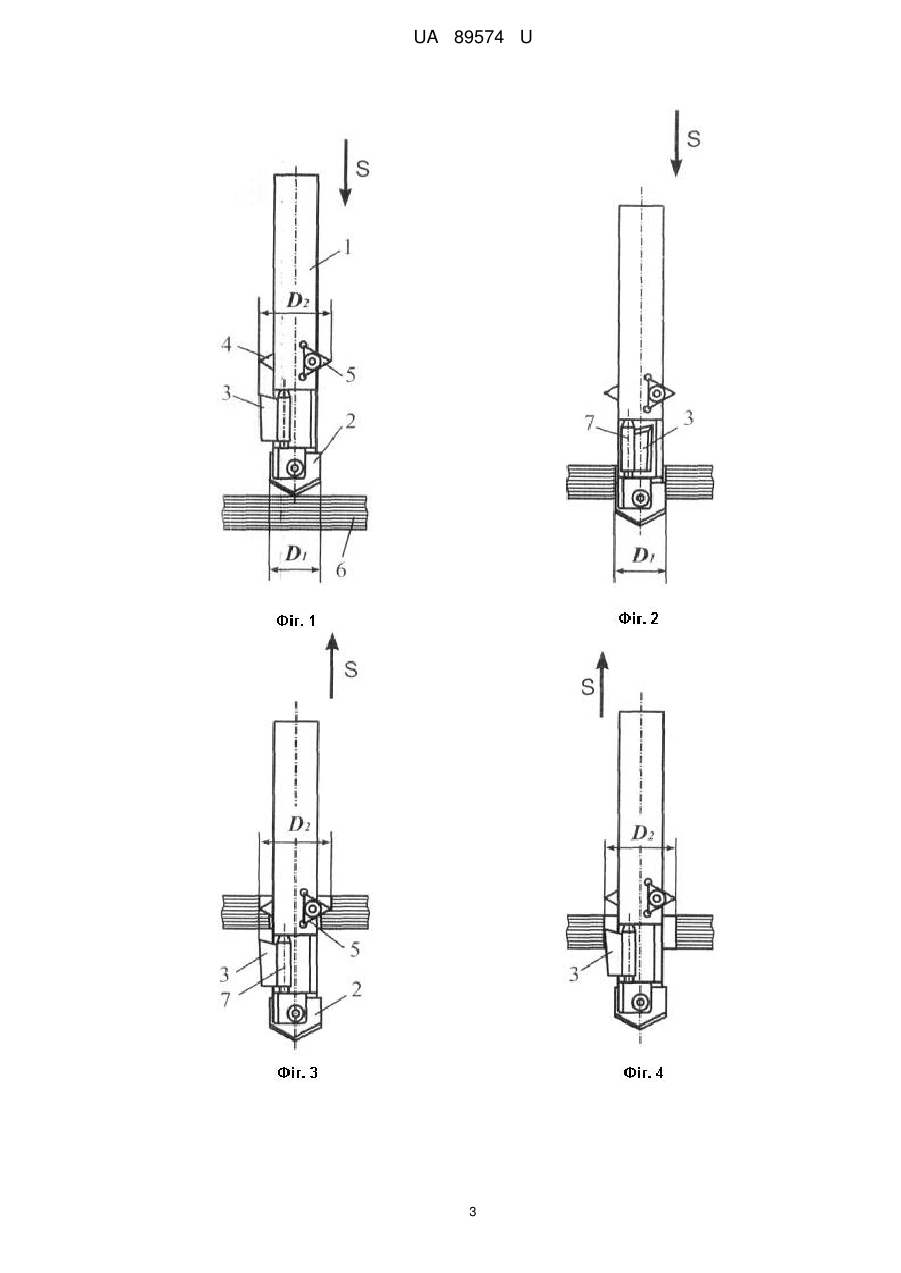
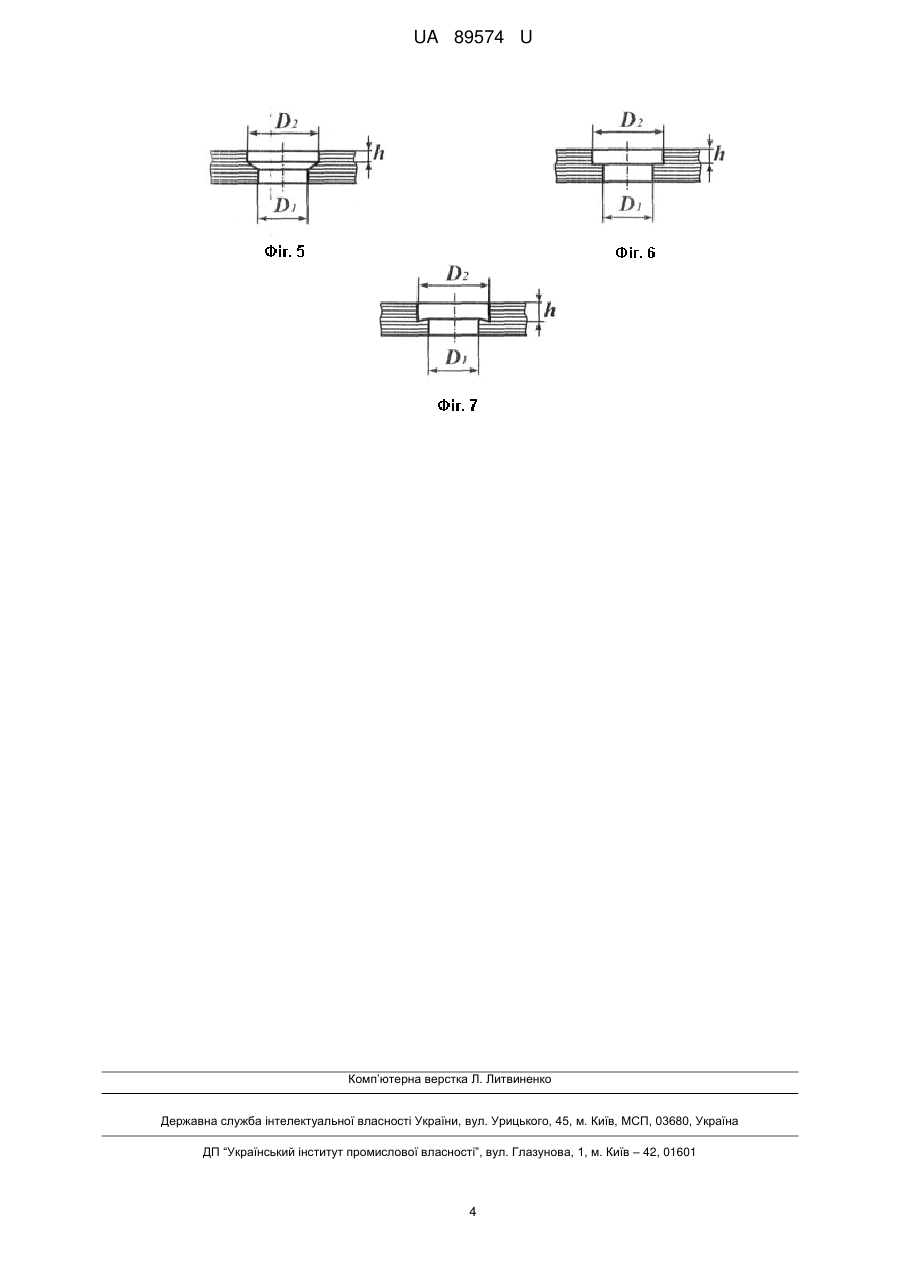
Реферат: Комбіноване свердло для обробки композитів містить ступінь меншого діаметра, призначений для обробки попереднього отвору при прямій подачі, і ступінь більшого діаметра для обробки остаточного отвору при зворотній подачі. При цьому свердло має третій ступінь, що має діаметр остаточного отвору і призначений для обробки верхньої частини отвору при прямій подачі. UA 89574 U (12) UA 89574 U UA 89574 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до інструментального виробництва, зокрема осьових інструментів для обробки отворів у полімерних та металополімерних композиційних матеріалах. Композиційні матеріали знаходять дедалі ширше застосування у машинобудуванні завдяки високій питомій міцності, жорсткості, зносостійкості та ін. Проте під час виготовлення отворів у деталях з композиційних матеріалів виникають дефекти, зокрема розшарування, ворсистість, сколи та ін., які обмежують застосування цих матеріалів. Основною причиною виникнення розшарувань на виході інструмента з заготовкою є осьова сила. Якщо осьова сила перевищує силу міжшарових зв'язків композиту, то виникає розшарування, що призводить до браку виробу. Для уникнення розшарування матеріали обробляють пакетами, застосовують кондуктори а також спеціальні прокладки з фібри чи фанери, які потім видаляють [1]. Недоліком таких методів обробки є те, що їх застосування можливе лише для листових деталей, тобто коли є вільний доступ до обох сторін деталі. Для корпусних деталей часто застосування підкладок є неможливим і це призводить до розшарування матеріалу на виході інструмента. Для цього, аби знизити осьову силу на виході свердла, застосовують спеціальні конструкції інструментів. Найбільш близьким до запропонованої корисної моделі є пристрій [2], що складається з комбінованого різального інструмента та різальної втулки. Робоча частина інструмента складається з центральної різальної пластини та поворотного ножа. Центральна різальна пластина призначена для обробки початкового отвору у листовій заготовці. Свердління здійснюється за правого обертання та прямої подачі інструмента. Поворотний ніж призначений для обробки остаточного отвору більшого діаметра. Процес обробки відбувається за лівого обертання інструмента та зворотної подачі (в бік холостого ходу звичайного свердління). Різальна втулка має внутрішній діаметр, що дорівнює діаметру остаточно обробленого отвору, і виконана з інструментального матеріалу. Втулка призначена для оброблення верхніх шарів заготовки поворотним ножем за принципом "ножиць", коли волокна композиту притискаються рухомим ножем до нерухомої різальної втулки. Недоліком такої конструкції є складність отримання якісної поверхні на виході інструмента з оброблюваної заготовки. Якість обробки суттєво залежить від щільності контакту між заготовкою та різально-направляючою втулкою. Проте деталі з композиційних матеріалів, як правило, є не плоскими, а об'ємними, і неможливо забезпечити щільний контакт плоскої торцевої поверхні різально-направляючої втулки з криволінійною поверхнею деталі по всьому периметру різальної кромки. В результаті можливе утворення ворсистості та розшарувань. Іншим недоліком пристрою є складність його конструкції. В основу корисної моделі, що заявляється, поставлено задачу підвищення якості обробки багатошарових композитів та спрощення конструкції. Поставлена задача вирішується тим, що в свердло для обробки отворів у композитах, що містить ступінь меншого діаметра, призначений для обробки попереднього отвору при прямій подачі, і ступінь більшого діаметра, для обробки остаточного отвору при зворотній подачі, згідно з корисною моделлю, свердло має третій ступінь, що має діаметр остаточного отвору і призначений для обробки верхньої частини отвору при прямій подачі. Комбіноване свердло відзначається простотою конструкції та забезпечує якісний зріз з обох боків заготовки. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображена схема комбінованого свердла, на фіг. 2, фіг. 3, фіг. 4, зображена послідовність роботи інструмента, на фіг. 5, фіг. 6, фіг. 7 - схема обробки заготовки. Комбіноване різальне свердло складається з корпусу 1 та робочої частини (фіг. 1). Робоча частина інструмента складається з центральної різальної пластини 2, поворотного ножа 3 та двох різальних пластин 4 і 5. Різальна пластина 2 призначена для обробки початкового отвору діаметром D1 у листовій заготовці 6. Кріплення пластини виконується за допомогою гвинта. Свердління здійснюється за правого обертання та прямої подачі свердла. Поворотний ніж 3 призначений для обробки остаточного отвору D2. Процес обробки відбувається за лівого обертання інструмента та зворотної подачі (в бік холостого ходу звичайного свердління). Поворотний ніж має можливість вільно обертатися навколо осі 7. Поворотний ніж при правому обертанні повертається (складається) і притискається до корпусу інструмента, а під час лівого обертання ніж повертається навколо осі 7 і займає робоче положення, спираючись тильною частиною на опорну поверхню корпусу. Різальні пластини 4 і 5 розташовані одна проти одної для обробки отвору діаметром D2 при правому обертанні та прямій подачі. Обробка отвору виконується у такій послідовності. Свердлу надається праве обертання та пряма подача, тобто зверху донизу (фіг. 1). Свердло врізається в матеріал заготовки і обробляє отвір діаметром D1. Геометричні параметри 1 UA 89574 U 5 10 15 20 25 пластини 2 (кут в плані φ, передній γ та задній α кути) та режими свердління (швидкість різання та подача) вибрані такими, щоб дефектна зона матеріалу не виходила за межі остаточно обробленого отвору D2. Під час правого обертання ніж 3 повертається навколо осі 7 і притискається до корпусу різального інструмента. У такому положенні ніж проходить через отвір діаметром D1 (фіг. 2). Після проходження відкидного ножа в отвір в роботу вступають різальні пластини 4 і 5 (фіг. 3). Вони розсвердлюють початковий отвір до остаточного розміру D2 на глибину h, що дорівнює половині товщини заготовки 6. В цей момент рух подачі зупиняється, інструменту надають лівого обертання, і вмикається зворотна робоча подача, тобто знизу догори (фіг. 3). Отримавши ліве обертання, поворотний ніж 3 повертається навколо осі 7 і займає робоче положення. Під час руху догори різальна кромка ножа 3 формує отвір діаметром D2 від нижнього торця заготовки до її середини, тобто ніж 3 зрізає весь припуск, залишений пластинами 4 і 5. Вихід різальної кромки з деталлю є найбільш небезпечним з точки зору утворення розшарувань, сколів та ворсистості. У даній конструкції інструмента відсутній вихід інструмента з заготовки на робочій подачі. Остаточний отвір діаметром D2 обробляється від верхнього торця до середини заготовки та від нижнього торця назустріч до середини заготовки до повного формування отвору. Важливо, що спрощується конструкція інструмента у порівнянні з найближчим аналогом, оскільки відсутня різально-направляюча втулка та допоміжні елементи для її кріплення. Джерела інформації: 1. Буланов И.М., Воробей В.В. Технология ракетных и аэрокосмических конструкций из композиционных материалов: Учеб. для вузов. - М.: Изд-во МГТУ им. Н.Э. Баумана, 1998. - 516 с. ISBN 5-7038-1319-0. 2. Патент на корисну модель UA 77455 МПК В23В 51/08 (2006.01), Опубл. 11.02.2013, Бюл. 3. Пристрій для обробки отворів у композитах. Адаменко Ю.І., Бесарабець Ю.Й., Корбут Є.В., Грабівський О.В. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Комбіноване свердло для обробки композитів, що містить ступінь меншого діаметра, призначений для обробки попереднього отвору при прямій подачі, і ступінь більшого діаметра для обробки остаточного отвору при зворотній подачі, яке відрізняється тим, що свердло має третій ступінь, що має діаметр остаточного отвору і призначений для обробки верхньої частини отвору при прямій подачі. 2 UA 89574 U 3 UA 89574 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюAdamenko Yurii Ivanovych, Besarabets Yurii Yosypovych, Pasichnyk Vitalii Anatoliiovych
Автори російськоюАдаменко Юрий Иванович, Бесарабец Юрий Иосифович, Пасечник Виталий Анатольевич
МПК / Мітки
МПК: B23B 51/08
Мітки: свердло, обробки, комбіноване, композитів
Код посилання
<a href="https://ua.patents.su/6-89574-kombinovane-sverdlo-dlya-obrobki-kompozitiv.html" target="_blank" rel="follow" title="База патентів України">Комбіноване свердло для обробки композитів</a>
Комбіноване свердло
Номер патенту: 82818
Опубліковано: 12.08.2013
Автори: Лях Бенгард Григорович, Самчук Володимир Володимирович, Тарасюк Анатолій Петрович, Любов Олексій Вікторович, Сичов Юрій Іванович
МПК: B23B 5/16, B23B 51/00
Мітки: комбіноване, свердло
Формула / Реферат:
Комбіноване свердло, що містить пружину, свердло, яке відрізняється тим, що його оснащено конусною втулкою, до торця якої жорстко прикріплено торцем хвостовика свердло, що має повздовжній наскрізний паз, у який встановлено вздовж головної осі шток, до торця якого, за допомогою шарнірного з'єднання, в напрямку робочої частини свердла, прикріплена основою ріжуча пластин, яка виконана у формі рівнобедреного трикутника, яка підпружинена пружиною...
Комбіноване свердло
Номер патенту: 73510
Опубліковано: 25.09.2012
Автори: Зеленюк Вадим Ігорович, Воєводін Альберт Борисович, Гриньов Юрій Олександрович, Гусєв Володимир Владиленович, Воєводіна Тетяна Альбертівна
МПК: B23B 39/00
Мітки: свердло, комбіноване
Формула / Реферат:
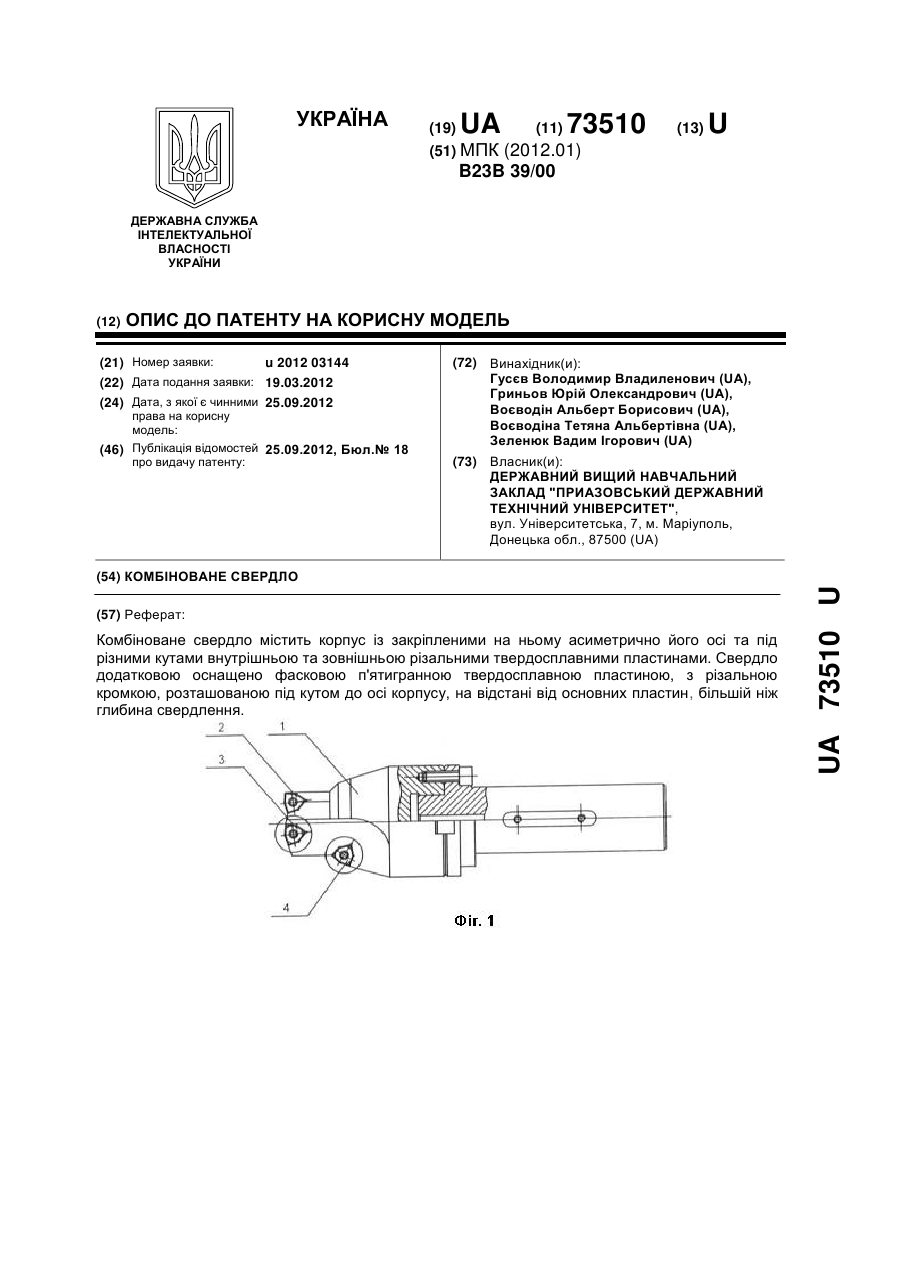
1. Комбіноване свердло, що містить корпус із закріпленими на ньому асиметрично його осі та під різними кутами внутрішньою та зовнішньою різальними твердосплавними пластинами, яке відрізняється тим, що оснащено додатковою фасковою п'ятигранною твердосплавною пластиною, з різальною кромкою, розташованою під кутом до осі корпусу, на відстані від основних пластин, більшій ніж глибина свердлення на 3-5 мм.2. Комбіноване свердло за п. 1, яке...
Комбіноване свердло-розвертка
Номер патенту: 14306
Опубліковано: 15.05.2006
Автор: Левкович Михайло Генадійович
МПК: B23B 51/06
Мітки: комбіноване, свердло-розвертка
Формула / Реферат:
Комбіноване свердло-розвертка, яке виконане у вигляді хвостовика, торцевих і поздовжніх різальних кромок, канавок для подрібнення і відведення стружки, яке відрізняється тим, що на торцевих різальних кромках виконані подрібнювальні канавки, а на поздовжніх різальних кромках подрібнювальні канавки виконані в шахматному порядку і закінчуються виконаною гладкою конічною поверхнею, яка є більшою від товщини комбінованого свердла-розвертки, а в...
Комбіноване центрувальне свердло

Номер патенту: 77438
Опубліковано: 15.12.2006
Автор: Скочко Євген Вікторович
МПК: B23B 51/00
Мітки: комбіноване, свердло, центрувальне
Формула / Реферат:
Комбіноване центрувальне свердло, що містить зенкувальну частину, а також свердлувальну частину зі збільшуваними у напрямку зенкувальної частини зовнішнім діаметром та діаметром серцевини, яке відрізняється тим, що свердлувальну частину виконано східчастою, а кожен з її східців виконано зі зворотною конусністю.
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: поверхонь, магнітно-абразивної, спосіб, фінішної, високолегованих, композитів, деталей, циліндричних, отворів, обробки
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Попередній патент: Спосіб корекції психоемоційного порушення у жінок з ранніми втратами вагітності
Наступний патент: Напрямний пристрій ковзання шахтної піднімальної посудини
Випадковий патент: Спосіб підготовки меляси для зброджування