Роз’ємний кокіль для відливання молольних куль
Номер патенту: 90485
Опубліковано: 26.05.2014
Автори: Войтюк Алла Борисівна, Шестопалов Олег Володимирович, Косогонова Етері Олександрівна, Сольоний Володимир Костянтинович, Рудюк Олексій Сергійович, Владимирова Альбіна Олександрівна, Сталінський Дмитро Віталійович
Формула / Реферат
1. Роз'ємний кокіль для відливання молольних куль, що містить півкокілі, які при суміщенні по стороні рознімання складаються в кокіль, при цьому в кожному півкокілі виконана півформа кулі з літником, який відрізняється тим, що роз'ємний кокіль містить щонайменше один додатковий півкокіль, при цьому кожний півкокіль виконаний з двома сторонами рознімання, на кожній з яких виконано по дві півформи кулі і в кожному півкокілі літники для двох сусідніх півформ куль виконані з однієї сторони рознімання та з нахилом до вертикальних осей відповідних півформ куль, утворюючи при взаємному перетинанні спільний літник.
2. Роз'ємний кокіль за п. 1, який відрізняється тим, що кут нахилу внутрішніх сторін літників, що перетинаються, до вертикальних осей відповідних півформ куль складає 36¸38°.
3. Роз'ємний кокіль за п. 1, який відрізняється тим, що відношення товщини нижньої стінки півкокілю до діаметра півформи кулі складає 0,36¸0,40.
Текст
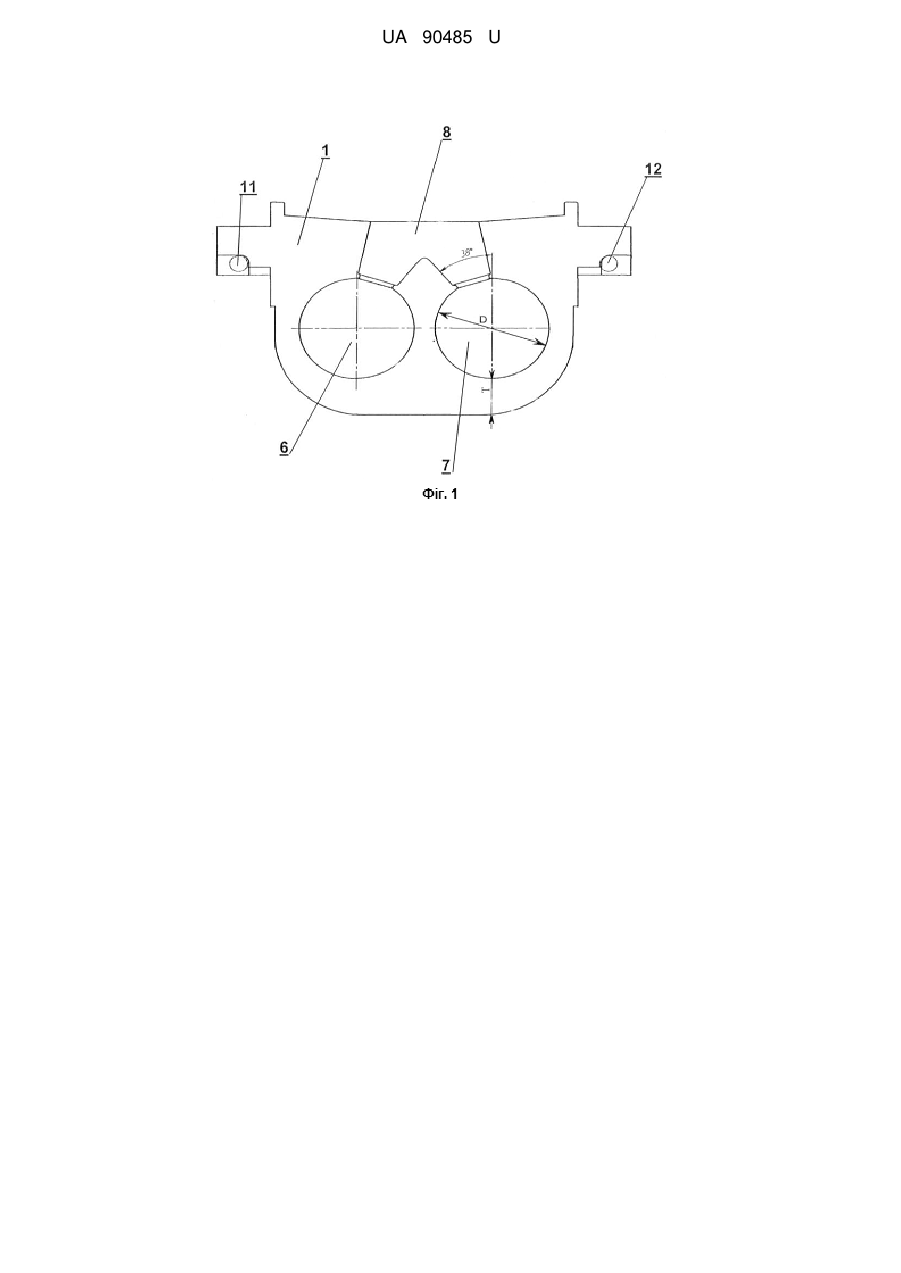
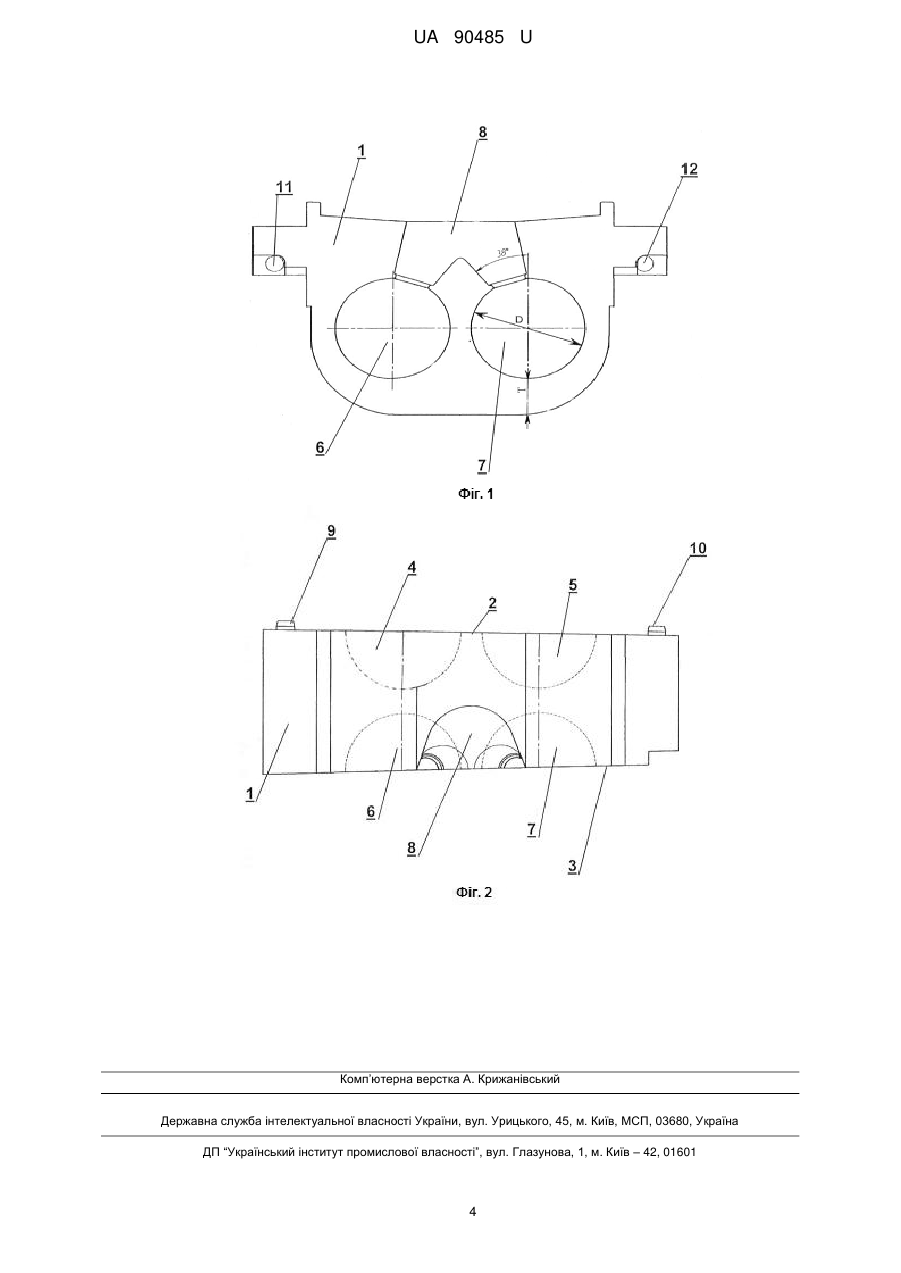
Реферат: Роз'ємний кокіль для відливання молольних куль містить півкокілі, які при суміщенні по стороні рознімання складаються в кокіль, при цьому в кожному півкокілі виконана півформа кулі з літником. Роз'ємний кокіль містить щонайменше один додатковий півкокіль. Кожний півкокіль виконаний з двома сторонами рознімання, на кожній з яких виконано по дві півформи кулі і в кожному півкокілі літники для двох сусідніх півформ куль виконані з однієї сторони рознімання та з нахилом до вертикальних осей відповідних півформ куль, утворюючи при взаємному перетинанні спільний літник. UA 90485 U (12) UA 90485 U UA 90485 U 5 10 15 20 25 30 35 40 45 50 55 60 Об'єкт, що заявляється, належить до ливарного виробництва, а саме до конструкцій металевих ливарних форм, і може бути використаний для відливання молольних куль, що використовуються для подрібнення сировини і матеріалів в барабанних млинах. Найбільш близьким за сукупністю ознак до об'єкту, що заявляється, є вибраний як прототип, роз'ємний кокіль, що містить дві пари півкокілів, що шарнірно сполучаються в кокіль при їх з'єднанні по стороні рознімання, причому в кожному півкокілі виконана півформа кулі з літником. При цьому, коли одна пара півкокілів розкривається для витягання відливок, друга пара півкокілів з'єднується в кокіль для заливання металу (Авторське свідоцтво № 462652, опубліковано 04.07.73 p., M. Кл. B22D 15/00). У об'єкта, що заявляється, і прототипу співпадають такі суттєві ознаки. Обидва роз'ємні кокілі для відливання молольних куль містять півкокілі, які при суміщенні по стороні рознімання складаються в кокіль, при цьому в кожному півкокілі виконана півформа кулі з літником. Аналіз технічних властивостей прототипу, обумовлених його ознаками, показує, що отриманню очікуваного технічного результату при використанні прототипу перешкоджають такі причини. У відомому пристрої кристалізація куль послідовно здійснюється тільки в двох кокілях, що складаються з двох півкокілів. При цьому продуктивність такого роз'ємного кокілю відносно низька. Півкокілі в прототипі неможливо об'єднати в багатококільний блок для відливання куль, наприклад, на високопродуктивних ливарних машинах. Крім того, в процесі кристалізації кулі; через наявність індивідуального для кожної кулі літника відносно малого об'єму навіть при незначній зміні кількості металу, що заливається, не забезпечується необхідне однакове підживлення різних відливок кулі рідким металом. Це призводить до відливання молольних куль із структурою металу неоднакової щільності і утворення крупних усадкових дефектів в молольних кулях, що знижує їхню ударостійкість і підвищує витрату при експлуатації. В основу об'єкта, що заявляється, поставлено задачу, створити такий роз'ємний кокіль для відливання молольних куль, в якому удосконалення шляхом введення нових елементів дозволило б при використанні об'єкта, що заявляється, забезпечити досягнення технічного результату, який полягає в підвищенні продуктивності при відливанні молольних куль і підвищенні якості молольних куль. Роз'ємний кокіль для відливання молольних куль, що заявляється, містить півкокілі, які при скріпленні по стороні рознімання, складаються в кокіль, при цьому в кожному півкокілі виконана півформа кулі з літником. Відмітною особливістю об'єкта, що заявляється, є таке. Роз'ємний кокіль містить щонайменше один додатковий півкокіль. При цьому кожний півкокіль виконаний з двома сторонами рознімання, на кожній з яких виконано по дві півформи кулі. В кожному півкокілі літники для двох сусідніх півформ куль виконані з однієї сторони рознімання та з нахилом до вертикальних осей відповідних півформ куль, утворюючи при взаємному перетинанні спільний літник. В окремих випадках виконання роз'ємний кокіль для відливання молольних куль, що заявляється, відрізняється тим, що: кут нахилу внутрішніх сторін літників, що перетинаються, до вертикальних осей відповідних півформ куль складає 3638°; відношення товщини нижньої стінки півкокілю до діаметра півформи кулі складає 0,360,40. При використанні об'єкта, що заявляється, очікується досягнення технічного результату, який полягає в підвищенні продуктивності при відливанні молольних куль і підвищенні якості молольних куль. Між сукупністю суттєвих ознак об'єкта, що заявляється, і технічним результатом, який досягається, є такий причинно-наслідковий зв'язок. Виконання роз'ємного кокілю з, щонайменше, одним додатковим півкокілем і виконання при цьому кожного півкокілю з двома сторонами рознімання, на кожній з яких виконано по дві півформи кулі, і в кожному півкокілі літники для двох сусідніх півформ кулі виконані з одного боку рознімання і з нахилом до вертикальних осей відповідних півформ кулі, утворюючи при взаємному перетині спільний літник, дозволяє скласти роз'ємний кокіль мінімум з трьох, а, взагалі, з будь-якої необхідної кількості півформ, що з'єднані одна з одною по сторонах рознімання. Таке виконання роз'ємного кокілю для відливання молольних куль дозволяє з'єднати будь-яку кількість півкокілів залежно від бажаної продуктивності відливання куль, скомпонував півкокілі в багатококільний блок для використання його, наприклад, на ливарних машинах карусельного або конвеєрного типів. У багатококільному блоці рідкий метал можна заливати з незначним лишком в кожну пару півформ через спільний літник відносно великого об'єму. При цьому, навіть при відносно значних змінах кількості металу, що заливається в спільний літник кожної пари півкокілів, в процесі кристалізації кожної кулі забезпечується необхідне, однакове для всіх куль, підживлення відливки кулі рідким металом. Це сприяє відливанню всіх молольних куль зі 1 UA 90485 U 5 10 15 20 25 30 35 40 45 50 55 структурою металу однакової щільності і запобігає утворенню крупних усадкових дефектів в кулях, що підвищує ударостійкість молольних куль і знижує їх витрату при експлуатації. Виконання в окремих випадках в багатококільному блоці кута нахилу внутрішніх сторін літників, які перетинаються, до вертикальних осей відповідних півформ кулі в діапазоні 3638° і виконання нижньої стінки кожного півкокілю з товщиною, яка складає 0,360,40 відносно діаметра півформи кулі, ще більшою мірою сприяє відливанню всіх молольних куль із структурою металу однакової щільності і запобіганню утворенню крупних усадкових дефектів в молольних кулях. Величина кута нахилу літника відносно вертикальної осі форми кулі вибрана так, щоб забезпечувати легке його відділення від кулі в процесі вибиття відливки з форми, або при подальшій обробці в галтувальному барабані. Виконання нижньої стінки кокілю із заданою товщиною створює оптимальні умови для охолоджування відливки в процесі кристалізації в ливарній формі, що дозволяє отримати однорідну щільну структуру по об'єму молольної кулі, що сприяє рівномірному її зношенню при експлуатації, підвищує ударостійкість і ефективність роботи молольної кулі при подрібненні сировини. Вибір граничних значень параметрів обумовлений наступним. Виконання літника з кутом нахилу його внутрішньої (меншої) сторони до вертикальної осі півформи кулі менше 36° зменшує розміри літника, а, отже, масу прибуткової частини, що утрудняє стабільне підживлення кулі рідким металом при кристалізації і не технологічно з погляду виготовлення, механічної обробки півкокілю, а також заливки форми рідким металом. Виконання літника з кутом нахилу його внутрішньої (меншої) сторони до вертикальної осі півформи кулі більше 38° перевантажує прибуткову частину, що збільшує витрату рідкого металу при заливці форм і ускладнює звільнення куль від літників після вибивання з ливарних форм. Якщо відношення товщини нижньої стінки півкокілю до діаметра півформи кулі складає менше 0,36, то збільшується швидкість охолоджування відливок, посилюється направлена кристалізація металу у формі, що може призводити до підвищення вірогідності появи у відливках крупних усадкових дефектів. Якщо відношення товщини нижньої стінки півкокілю до діаметра півформи кулі складає більше 0,40, то збільшується вага кокілю, що створює додаткові навантаження при його експлуатації, сповільнюється процес охолоджування відливок в кокілі і збільшується час їх кристалізації, що сприяє утворенню грубозернистої структури і знижує характеристики міцності молольних куль. Суть об'єкта, що заявляється, пояснюється графічними матеріалами, на яких зображено: на фіг. 1 - вигляд півкокілю в площині рознімання; на фіг. 2 - вигляд півкокілю зверху. На кресленнях проставлені такі позначення: 1 - півкокіль; 2 - сторона рознімання; 3 - сторона рознімання; 4 - півформа кулі; 5 - півформа кулі; 6 - півформа кулі; 7 - півформа кулі; 8 - літник; 9 - штифт; 10 - штифт; 11 - отвір під штифт; 12 - отвір під штифт; Т - товщина нижньої стінки півкокілю; D - діаметр півформи кулі. У конкретному прикладі виконання роз'ємний кокіль для відливання молольних куль містить півкокілі 1, які при їх з'єднанні по сторонах рознімання складаються в кокіль. При цьому кожний півкокіль 1 виконаний з двома сторонами рознімання 2 і 3. На стороні рознімання 2 виконано по дві півформи кулі 4 і 5. На стороні рознімання 3 також виконано по дві півформи кулі 6 і 7. У кожному півкокілі 1 літники для двох сусідніх півформ кулі, наприклад, півформ кулі 6 і 7 з боку рознімання 3 виконані з нахилом до вертикальних осей відповідних півформ кулі 6 і 7, утворюючи при взаємному перетинанні спільний літник 8. Аналогічно виготовлені півкокілі 1 з'єднуються в кокіль по сторонам рознімання 2 і 3 за допомогою штифтових з'єднань з використанням штифтів, наприклад, 9 і 10 і отворів під штифт 11 і 12. Кількість півкокілів 1, з яких складається кокіль, починається з трьох і визначається необхідною продуктивністю при литті молольних куль. 2 UA 90485 U 5 10 15 20 25 30 35 Найбільш ефективне використання об'єкта, що заявляється, для лиття молольних куль на ливарних машинах карусельного або конвеєрного типів. При виготовленні півкокілів для лиття молольних куль, наприклад, діаметром 120 мм нижня стінка півкокілю 1 виконується завтовшки (Т) 48 мм, що складає 0,4 від діаметра (D) півформи кулі. У кожному півкокілі 1 літники для двох сусідніх півформ кулі, наприклад, півформ кулі 6 і 7 з боку рознімання З виконані з нахилом, наприклад, під кутом 38° до вертикальних осей відповідних півформ кулі 6 і 7, утворюючи при взаємному перетині спільний літник 8. З'єднані по сторонам рознімання 2 і 3 півкокілі 1 встановлюються в ряд на напрямних каруселі або конвеєра ливарної машини. Кокілі знаходяться в постійному русі. На ділянці лиття рідкий метал, наприклад, білий нелегований чавун при температурі 1380+1400°, послідовно заливають в кожну пару півкокілів через спільний для двох пар півформ куль, наприклад, 6 і 7, літник 8. Масивні літники 8, що підведені до куль, є прибутком, що підживлює відливки в процесі кристалізації і завдяки своєму розташуванню сприяє легкому відділенню літників після вибивання куль з форм. Отримані в результаті заливки форм кулі кристалізуються в процесі руху каруселі або конвеєра ливарної машини. Підходячи до ділянки вибивання куль з форм, штифтові з'єднання півкокілів рознімаються, півкокілі відділяються один від одного, і відлиті кулі випадають з форм. Звільнені від відливок півкокілі знову з'єднуються і рухаються до ділянки лиття. І процес виготовлення молольних куль повторюється. При цьому, навіть при деяких змінах кількості металу, що заливається, в кожний спільний літник пари півкокілів, в процесі кристалізації куль забезпечується необхідне, однакове для всіх куль, підживлення відливки кожної кулі рідким металом. Це сприяє відливанню всіх молольних куль із структурою металу однакової щільності і запобігає утворенню крупних усадкових дефектів в кулях, що підвищує ударостійкість молольних куль і знижує їх витрату при експлуатації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Роз'ємний кокіль для відливання молольних куль, що містить півкокілі, які при суміщенні по стороні рознімання складаються в кокіль, при цьому в кожному півкокілі виконана півформа кулі з літником, який відрізняється тим, що роз'ємний кокіль містить щонайменше один додатковий півкокіль, при цьому кожний півкокіль виконаний з двома сторонами рознімання, на кожній з яких виконано по дві півформи кулі і в кожному півкокілі літники для двох сусідніх півформ куль виконані з однієї сторони рознімання та з нахилом до вертикальних осей відповідних півформ куль, утворюючи при взаємному перетинанні спільний літник. 2. Роз'ємний кокіль за п. 1, який відрізняється тим, що кут нахилу внутрішніх сторін літників, що перетинаються, до вертикальних осей відповідних півформ куль складає 3638°. 3. Роз'ємний кокіль за п. 1, який відрізняється тим, що відношення товщини нижньої стінки півкокілю до діаметра півформи кулі складає 0,360,40. 3 UA 90485 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Vladymyrova Albina Oleksandrivna, Rudiuk Oleksii Serhiiovych, Kosohonova Eteri Oleksandrivna, Solionyi Volodymyr Kostiantynovych
Автори російськоюСталинский Дмитрий Витальевич, Владимирова Альбина Александровна, Рудюк Алексей Сергеевич, Косогонова Этери Александровна, Соленый Владимир Константинович
МПК / Мітки
МПК: B22D 15/00
Мітки: кокіль, відливання, молольних, роз'ємний, куль
Код посилання
<a href="https://ua.patents.su/6-90485-rozehmnijj-kokil-dlya-vidlivannya-mololnikh-kul.html" target="_blank" rel="follow" title="База патентів України">Роз’ємний кокіль для відливання молольних куль</a>
Пристрій для гартування молольних куль
Номер патенту: 86559
Опубліковано: 27.04.2009
Автори: Зелікович Олександр Якович, Олійник Юрій Костянтинович, Романенко Володимир Ілліч, Нагорняк Віталій Федорович, Буга Ілля Дмитрович, Бабенко Вадим Васильович, Мосьпан Вячеслав Вікторович, Антонов Юрій Григорович
Мітки: куль, молольних, гартування, пристрій
Формула / Реферат:
Пристрій для гартування молольних куль, який містить трубу з приводом обертання, внутрішніми гвинтовими витками, завантажувальним і розвантажувальним жолобами та колектором, який відрізняється тим, що висота гвинтових витків становить 1,5÷3 максимального діаметра молольних куль.
Пристрій для гартування молольних куль
Номер патенту: 86560
Опубліковано: 27.04.2009
Автори: Романенко Володимир Ілліч, Бабенко Вадим Васильович, Олійник Юрій Костянтинович, Нагорняк Віталій Федорович, Антонов Юрій Григорович, Мосьпан Вячеслав Вікторович, Буга Ілля Дмитрович, Зелікович Олександр Якович
Мітки: куль, пристрій, гартування, молольних
Формула / Реферат:
Пристрій для гартування молольних куль, який містить трубу з приводом обертання і внутрішніми гвинтовими витками, завантажувальним і розвантажувальним жолобами та колектором, який відрізняється тим, що труба з гвинтовими витками розташована з можливістю нахилу під кутом 1,0-4° в напрямі розвантаження молольних куль.
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: молольних, спосіб, термічної, сталі, куль, обробки
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб індивідуального відливання поршневих кілець у кокіль
Номер патенту: 70232
Опубліковано: 11.06.2012
Автори: Голдун Віктор Юрійович, Клименко Леонід Павлович, Прищепов Олег Федорович, Андрєєв Вячеслав Іванович, Дихта Леонід Михайлович
МПК: B22D 23/00
Мітки: кілець, спосіб, кокіль, індивідуального, поршневих, відливання
Формула / Реферат:
Спосіб індивідуального відливання поршневих кілець у вигляді багаторядних стопок у піщано-глиняні форми, який відрізняється тим, що як ливарну форму пропонується використовувати роз'ємний кокіль, виготовлений з композиційного матеріалу на основі титану методами порошкової металургії з рівномірною об'ємною пористістю, який складається з набору центральних пластин 1 з виконаними в них напівкруглими наскрізними пазами та ливниковими каналами,...
Кокільна машина для відливання молольних тіл
Номер патенту: 31948
Опубліковано: 15.12.2000
Автори: Марченко Олександр Федорович, Ткаченко Олег Петрович, Фрідман Євгеній Мусійович, Мироненко Микола Євгенійович, Мелещик Володимир Адамович, Осляк Сергій Павлович
МПК: B22D 15/00
Мітки: машина, молольних, тіл, кокільна, відливання
Текст:
...що мав дільниці підготовки КОКІЛІВ з (підігрів, очистка, фарбування), заливання металу 4, охолодження ВДЛЇЇВОК 5» звільнення вшшвок 6, рознімні по вертикалі коКІЗІІ 7 з двох півформ, кожна з котрих спряжна з рухомою частиною — з — конвейера 2 за допомогою шарніра, 8, вісь якого має ролик У, регулюючий кутову зміщення півформ відносно осі шарніра 8. На конвейєрі 2 встановлений привод 10, приводні зірочки II з направляючою І£ яка вмонтована...
Попередній патент: Спосіб очищення риби від луски
Наступний патент: Затискач для тросів
Випадковий патент: Пристрій очистки повітря двигуна внутрішнього згоряння автобуса баз