Спосіб одержання безперервнолитих заготовок зі зливка, що відливають на машині безперервного лиття
Номер патенту: 90513
Опубліковано: 11.05.2010
Автори: Полєщук Валентин Михайлович, Бичков Сергій Васильович, Крівченко Юрій Сергійович
Формула / Реферат
1. Спосіб одержання безперервнолитих заготовок зі зливка, що відливають на машині безперервного лиття (МБЛЗ), який включає формування зливка з рідкого металу у кристалізаторі, його транспортування вздовж осі МБЛЗ до зони різання, відокремлення заготовки від безперервнолитого зливка, який відрізняється тим, що відокремлення заготовки від безперервнолитого зливка ведуть шляхом його обтиснення до змикання поверхневих шарів, що закристалізовані, а обтиснення виконують в двох взаємно-перпендикулярних напрямах двома парами інструменту в площині, перпендикулярній поздовжній осі заготовки, причому на першій стадії обтиснення виконують першою парою інструменту до змикання поверхневих шарів зливка, що закристалізовані, фіксують її в положенні, відповідному заданому розміру заготовки в перетині її відокремлення від зливка, а на другій стадії обтиснення виконують другою парою інструменту до досягнення заданої величини обтиснення, після чого виконують частковий розріз зливка в заданій площині з одночасним її розтягуванням до відриву від зливка шляхом переміщення в різні боки паралельно осі заготовки рухомих горизонтально переміщуваних елементів другої пари інструменту.
2. Спосіб за п. 1, який відрізняється тим, що обтиснення до змикання поверхневих шарів заготовки, що закристалізовані, ведуть при вмісті частки поверхневих шарів більше 50 % від загальної площини перетину заготовки.
Текст
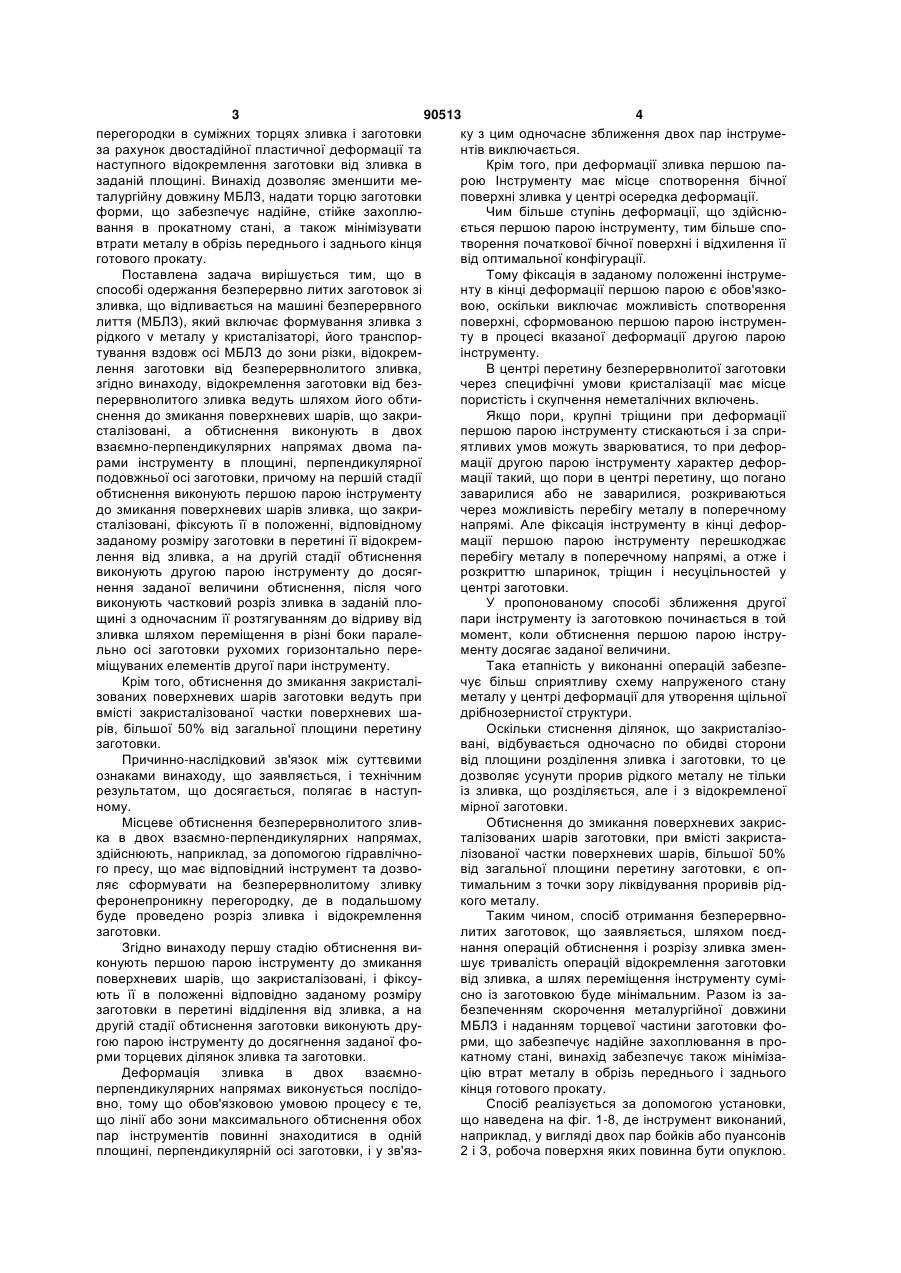
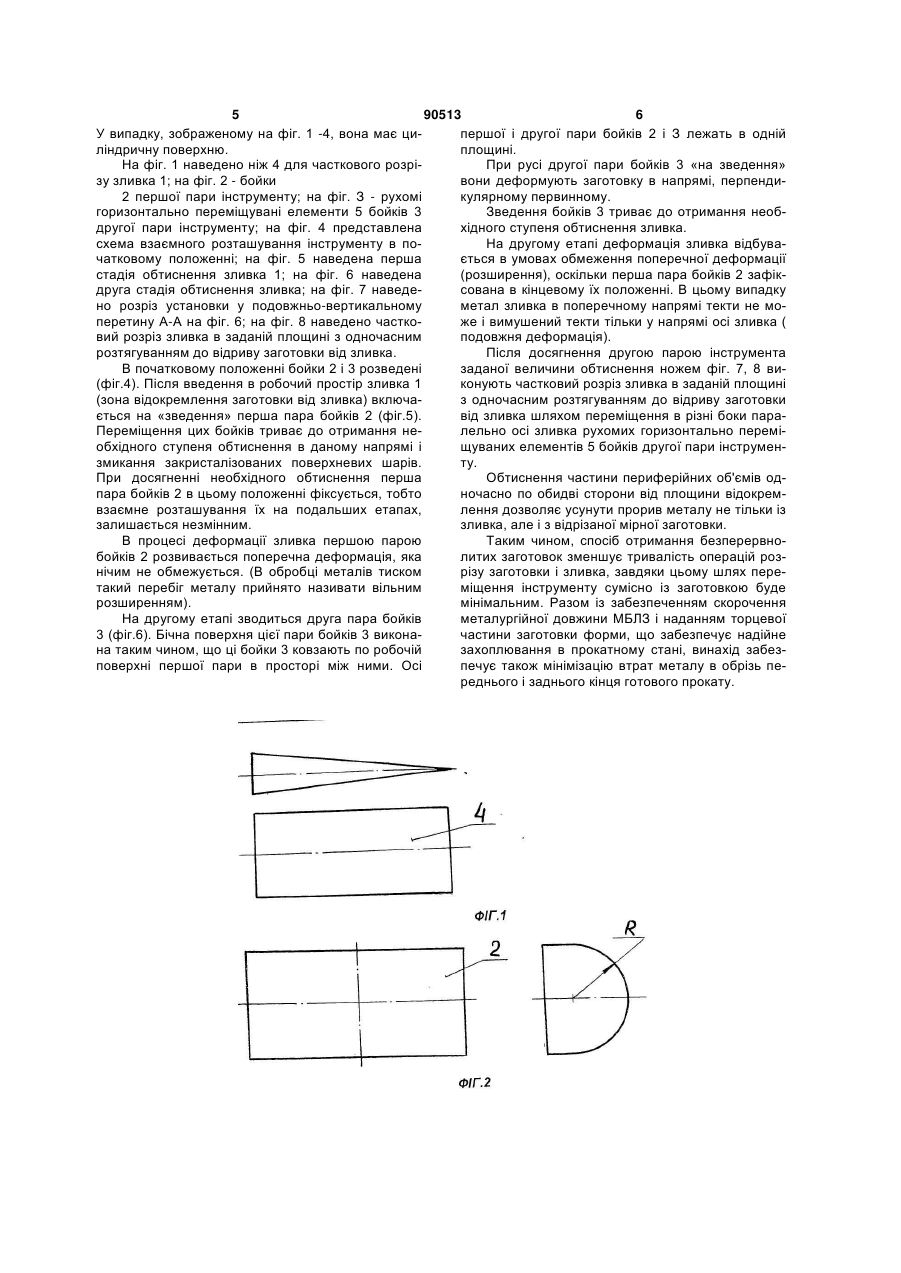
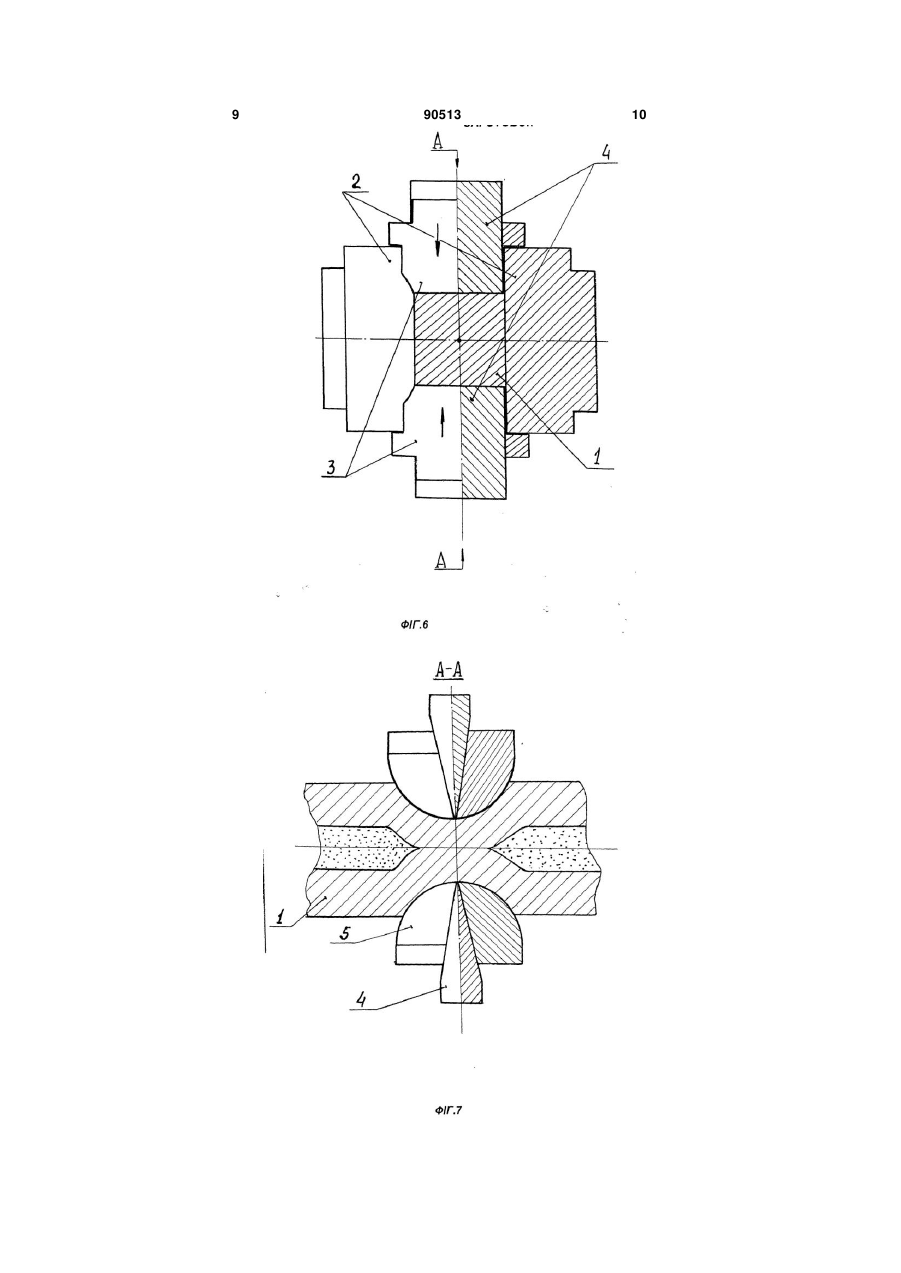
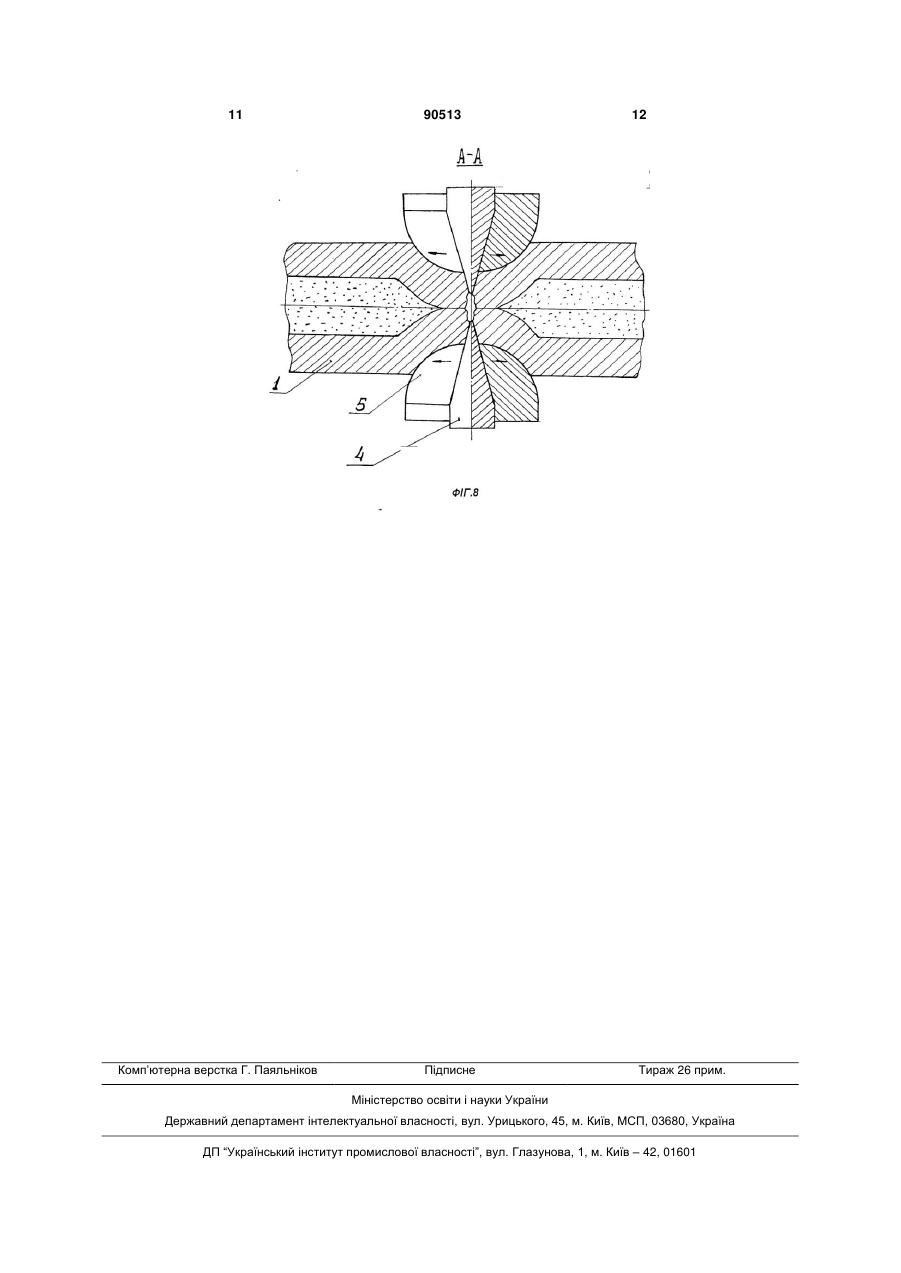
1. Спосіб одержання безперервнолитих заготовок зі зливка, що відливають на машині безперервного лиття (МБЛЗ), який включає формування зливка з рідкого металу у кристалізаторі, його транспортування вздовж осі МБЛЗ до зони різання, відокремлення заготовки від безперервнолитого зливка, який відрізняється тим, що відокремлен C2 2 (19) 1 3 90513 4 перегородки в суміжних торцях зливка і заготовки ку з цим одночасне зближення двох пар інструмеза рахунок двостадійної пластичної деформації та нтів виключається. наступного відокремлення заготовки від зливка в Крім того, при деформації зливка першою пазаданій площині. Винахід дозволяє зменшити мерою Інструменту має місце спотворення бічної талургійну довжину МБЛЗ, надати торцю заготовки поверхні зливка у центрі осередка деформації. форми, що забезпечує надійне, стійке захоплюЧим більше ступінь деформації, що здійснювання в прокатному стані, а також мінімізувати ється першою парою інструменту, тим більше сповтрати металу в обрізь переднього і заднього кінця творення початкової бічної поверхні і відхилення її готового прокату. від оптимальної конфігурації. Поставлена задача вирішується тим, що в Тому фіксація в заданому положенні інструмеспособі одержання безперервно литих заготовок зі нту в кінці деформації першою парою є обов'язкозливка, що відливається на машині безперервного вою, оскільки виключає можливість спотворення лиття (МБЛЗ), який включає формування зливка з поверхні, сформованою першою парою інструменрідкого ν металу у кристалізаторі, його транспорту в процесі вказаної деформації другою парою тування вздовж осі МБЛЗ до зони різки, відокремінструменту. лення заготовки від безперервнолитого зливка, В центрі перетину безперервнолитої заготовки згідно винаходу, відокремлення заготовки від безчерез специфічні умови кристалізації має місце перервнолитого зливка ведуть шляхом його обтипористість і скупчення неметалічних включень. снення до змикання поверхневих шарів, що закриЯкщо пори, крупні тріщини при деформації сталізовані, а обтиснення виконують в двох першою парою інструменту стискаються і за спривзаємно-перпендикулярних напрямах двома паятливих умов можуть зварюватися, то при дефоррами інструменту в площині, перпендикулярної мації другою парою інструменту характер дефорподовжньої осі заготовки, причому на першій стадії мації такий, що пори в центрі перетину, що погано обтиснення виконують першою парою інструменту заварилися або не заварилися, розкриваються до змикання поверхневих шарів зливка, що закричерез можливість перебігу металу в поперечному сталізовані, фіксують її в положенні, відповідному напрямі. Але фіксація інструменту в кінці дефорзаданому розміру заготовки в перетині її відокреммації першою парою інструменту перешкоджає лення від зливка, а на другій стадії обтиснення перебігу металу в поперечному напрямі, а отже і виконують другою парою інструменту до досягрозкриттю шпаринок, тріщин і несуцільностей у нення заданої величини обтиснення, після чого центрі заготовки. виконують частковий розріз зливка в заданій плоУ пропонованому способі зближення другої щині з одночасним її розтягуванням до відриву від пари інструменту із заготовкою починається в той зливка шляхом переміщення в різні боки паралемомент, коли обтиснення першою парою інструльно осі заготовки рухомих горизонтально перементу досягає заданої величини. міщуваних елементів другої пари інструменту. Така етапність у виконанні операцій забезпеКрім того, обтиснення до змикання закристалічує більш сприятливу схему напруженого стану зованих поверхневих шарів заготовки ведуть при металу у центрі деформації для утворення щільної вмісті закристалізованої частки поверхневих шадрібнозернистої структури. рів, більшої 50% від загальної площини перетину Оскільки стиснення ділянок, що закристалізозаготовки. вані, відбувається одночасно по обидві сторони Причинно-наслідковий зв'язок між суттєвими від площини розділення зливка і заготовки, то це ознаками винаходу, що заявляється, і технічним дозволяє усунути прорив рідкого металу не тільки результатом, що досягається, полягає в наступіз зливка, що розділяється, але і з відокремленої ному. мірної заготовки. Місцеве обтиснення безперервнолитого зливОбтиснення до змикання поверхневих закриска в двох взаємно-перпендикулярних напрямах, талізованих шарів заготовки, при вмісті закристаздійснюють, наприклад, за допомогою гідравлічнолізованої частки поверхневих шарів, більшої 50% го пресу, що має відповідний інструмент та дозвовід загальної площини перетину заготовки, є опляє сформувати на безперервнолитому зливку тимальним з точки зору ліквідування проривів рідферонепроникну перегородку, де в подальшому кого металу. буде проведено розріз зливка і відокремлення Таким чином, спосіб отримання безперервнозаготовки. литих заготовок, що заявляється, шляхом поєдЗгідно винаходу першу стадію обтиснення винання операцій обтиснення і розрізу зливка зменконують першою парою інструменту до змикання шує тривалість операцій відокремлення заготовки поверхневих шарів, що закристалізовані, і фіксувід зливка, а шлях переміщення інструменту суміють її в положенні відповідно заданому розміру сно із заготовкою буде мінімальним. Разом із зазаготовки в перетині відділення від зливка, а на безпеченням скорочення металургійної довжини другій стадії обтиснення заготовки виконують друМБЛЗ і наданням торцевої частини заготовки фогою парою інструменту до досягнення заданої форми, що забезпечує надійне захоплювання в прорми торцевих ділянок зливка та заготовки. катному стані, винахід забезпечує також мінімізаДеформація зливка в двох взаємноцію втрат металу в обрізь переднього і заднього перпендикулярних напрямах виконується послідокінця готового прокату. вно, тому що обов'язковою умовою процесу є те, Спосіб реалізується за допомогою установки, що лінії або зони максимального обтиснення обох що наведена на фіг. 1-8, де інструмент виконаний, пар інструментів повинні знаходитися в одній наприклад, у вигляді двох пар бойків або пуансонів площині, перпендикулярній осі заготовки, і у зв'яз2 і З, робоча поверхня яких повинна бути опуклою. 5 90513 6 У випадку, зображеному на фіг. 1 -4, вона має ципершої і другої пари бойків 2 і З лежать в одній ліндричну поверхню. площині. На фіг. 1 наведено ніж 4 для часткового розріПри русі другої пари бойків 3 «на зведення» зу зливка 1; на фіг. 2 - бойки вони деформують заготовку в напрямі, перпенди2 першої пари інструменту; на фіг. З - рухомі кулярному первинному. горизонтально переміщувані елементи 5 бойків 3 Зведення бойків 3 триває до отримання необдругої пари інструменту; на фіг. 4 представлена хідного ступеня обтиснення зливка. схема взаємного розташування інструменту в поНа другому етапі деформація зливка відбувачатковому положенні; на фіг. 5 наведена перша ється в умовах обмеження поперечної деформації стадія обтиснення зливка 1; на фіг. 6 наведена (розширення), оскільки перша пара бойків 2 зафікдруга стадія обтиснення зливка; на фіг. 7 наведесована в кінцевому їх положенні. В цьому випадку но розріз установки у подовжньо-вертикальному метал зливка в поперечному напрямі текти не моперетину А-А на фіг. 6; на фіг. 8 наведено часткоже і вимушений текти тільки у напрямі осі зливка ( вий розріз зливка в заданій площині з одночасним подовжня деформація). розтягуванням до відриву заготовки від зливка. Після досягнення другою парою інструмента В початковому положенні бойки 2 і 3 розведені заданої величини обтиснення ножем фіг. 7, 8 ви(фіг.4). Після введення в робочий простір зливка 1 конують частковий розріз зливка в заданій площині (зона відокремлення заготовки від зливка) включаз одночасним розтягуванням до відриву заготовки ється на «зведення» перша пара бойків 2 (фіг.5). від зливка шляхом переміщення в різні боки параПереміщення цих бойків триває до отримання нелельно осі зливка рухомих горизонтально переміобхідного ступеня обтиснення в даному напрямі і щуваних елементів 5 бойків другої пари інструмензмикання закристалізованих поверхневих шарів. ту. При досягненні необхідного обтиснення перша Обтиснення частини периферійних об'ємів одпара бойків 2 в цьому положенні фіксується, тобто ночасно по обидві сторони від площини відокремвзаємне розташування їх на подальших етапах, лення дозволяє усунути прорив металу не тільки із залишається незмінним. зливка, але і з відрізаної мірної заготовки. В процесі деформації зливка першою парою Таким чином, спосіб отримання безперервнобойків 2 розвивається поперечна деформація, яка литих заготовок зменшує тривалість операцій рознічим не обмежується. (В обробці металів тиском різу заготовки і зливка, завдяки цьому шлях перетакий перебіг металу прийнято називати вільним міщення інструменту сумісно із заготовкою буде розширенням). мінімальним. Разом із забезпеченням скорочення На другому етапі зводиться друга пара бойків металургійної довжини МБЛЗ і наданням торцевої 3 (фіг.6). Бічна поверхня цієї пари бойків 3 виконачастини заготовки форми, що забезпечує надійне на таким чином, що ці бойки 3 ковзають по робочій захоплювання в прокатному стані, винахід забезповерхні першої пари в просторі між ними. Осі печує також мінімізацію втрат металу в обрізь переднього і заднього кінця готового прокату. 7 90513 8 9 90513 10 11 Комп’ютерна верстка Г. Паяльніков 90513 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing continuously cast billets from ingot cast on continuous casting machine
Автори англійськоюPolieschuk Valentyn Mykhailovych, Krivchenko Yurii Serhiiovych, Bychkov Serhii Vasyliovych
Назва патенту російськоюСпособ получения непрерывно литых заготовок из слитка, который отливают на машине непрерывного литья
Автори російськоюПолещук Валентин Михайлович, Кривченко Юрий Сергеевич, Бычков Сергей Васильевич
МПК / Мітки
МПК: B22D 11/14, B22D 11/00, B22D 11/124
Мітки: одержання, відливають, безперервного, машини, лиття, заготовок, зливка, спосіб, безперервнолитих
Код посилання
<a href="https://ua.patents.su/6-90513-sposib-oderzhannya-bezperervnolitikh-zagotovok-zi-zlivka-shho-vidlivayut-na-mashini-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання безперервнолитих заготовок зі зливка, що відливають на машині безперервного лиття</a>
Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття криволінійного типу
Номер патенту: 90141
Опубліковано: 12.04.2010
Автори: Крівченко Юрій Сергійович, Полєщук Валентин Михайлович, Лучкін Володимир Сергійович, Марков Олександр Миколайович, Бровкін Володимир Леонідович, Бичков Сергій Васильович
МПК: B22D 11/04, B22D 11/043, B21B 1/46, B22D 11/00
Мітки: безперервного, машини, криволінійного, безперервнолитих, типу, виробництва, спосіб, заготовок, лиття
Формула / Реферат:
1. Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття (МБЛЗ) криволінійного типу, що включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора та відокремлення заготовки від зливка, який відрізняється тим, що одержаний частково закристалізований криволінійний зливок в найнижчій точці траєкторії його руху спрямовують по колу з радіусом, рівним радіусу МБЛЗ, а потім формують зливок...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Фалькович Валерій Михайлович, Кац Григорій Аронович, Худанов Володимир Констянтинович, Шмельцер Іван Іванович, Кошелев Олександр Євдокимович, Крамарь Віктор Григорович, Каплан Володимир Нусійович
МПК: B22D 11/16
Мітки: управління, машини, спосіб, зливка, лиття, безперервного, заготовок, розкроєм
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Спосіб виробництва гарячекатаних заготовок зі зливків, одержаних на машині безперервного лиття криволінійного типу
Номер патенту: 90142
Опубліковано: 12.04.2010
Автори: Лучкін Володимир Сергійович, Марков Олександр Миколайович, Крівченко Юрій Сергійович, Бичков Сергій Васильович, Полєщук Валентин Михайлович
МПК: B22D 11/043, B22D 11/04, B22D 11/00, B21B 1/46
Мітки: спосіб, гарячекатаних, типу, виробництва, машини, безперервного, лиття, зливків, заготовок, одержаних, криволінійного
Формула / Реферат:
Спосіб виробництва гарячекатаних заготовок зі зливків, одержаних на машині безперервного лиття (МБЛЗ) криволінійного типу, який включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора, відокремлення зливка на заготовки та прокатку заготовок, який відрізняється тим, що одержаний криволінійний зливок після проходження найнижчої точки траєкторії на відстані меншій, ніж металургійна довжина МБЛЗ,...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Акулов Валєрій Володимирович, Кац Григорій Аронович, Каплан Володимир Нусійович
МПК: B22D 11/16
Мітки: заготовок, лиття, отримання, однострумковій, мірних, спосіб, безперервного, кратних, машини
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб охолоджування зливка в зоні вторинного охолоджування машини безперервного лиття заготовок (мблз)
Номер патенту: 14367
Опубліковано: 15.05.2006
Автори: Лоза Олена Анатоліївна, Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: B22D 11/00
Мітки: заготовок, охолоджування, зони, зливка, спосіб, безперервного, лиття, машини, мблз, вторинного
Формула / Реферат:
1. Спосіб охолоджування зливка в зоні вторинного охолоджування машини безперервного лиття заготовок (МБЛЗ), що включає подачу охолоджувача у вигляді водно-газової суміші, яка розпиляється на поверхню зливка під тиском, в проміжки між роликами МБЛЗ, який відрізняється тим, що як газову складову охолоджувача застосовують нейтральний газ або суміш нейтрального газу з повітрям.2. Спосіб за п. 1, який відрізняється тим, що як...
Попередній патент: Сферичний шарнір з ущільненою зоною контакту
Наступний патент: Прокатна кліть, прокатний стан і спосіб прокатки металевої штаби
Випадковий патент: Спосіб лікування псоріазу