Прокатна кліть, прокатний стан і спосіб прокатки металевої штаби
Формула / Реферат
1. Прокатна кліть (100) для прокатки металевої штаби (200), яка містить валок із щонайменше двома частинами валка (110-і, при і = 1, 2, …, І), розташованими поряд упоперек до напрямку транспортування металевої штаби на одній і тій же висоті без зміщення одна відносно одної у напрямку транспортування металевої штаби, та опорний пристрій (120), який розташований навпроти щонайменше двох частин згаданого валка і утворює разом з ними загальний осередок деформації із загальним поперечним перерізом осередку деформації, яка відрізняється тим, що щонайменше дві суміжні частини валка (110-і, при і = 1, 2, ..., І) відповідно виконані у формі циліндра і разом з опорним пристроєм відповідно утворюють суміжні часткові осередки деформації (і, і+1) з різними висотами hi, hi+1, при hi ≠ hi+1 та і = 1, 2, ..., І, причому суміжні часткові осередки деформації разом утворюють загальний поперечний переріз осередку деформації, який виконаний ступінчастим, при цьому кліть виконана з можливістю регулювання висот hi та hi+1 відповідних суміжних часткових осередків деформації (і, і+1) так, щоб для металевої штаби (200), що надходить в загальний осередок деформації, яка попередньо ступінчасто профільована перед прокаткою з геометричним наближенням із загальним поперечним перерізом осередку деформації, але має відповідно більші висоти виступів hi+Dhi та hi+1+Dhi+1, при hi+Dhi ≠ hi+1+Dhi+1, Dhi>0 та Dhi+1>0, ніж відповідні часткові осередки деформації (і), задовольнялась наступна закономірність:
Dhi/hi = Dhi+1/hi+1 = e = konstant.
2. Прокатна кліть (100) за п. 1, яка відрізняється тим, що містить регулювальний пристрій (130) для гнучкого підведення в робоче положення частин валка (110-1, 110-2, 110-3) і, таким чином, для гнучкого регулювання величин hi часткового осередку деформації згідно зі згаданою залежністю для металевої штаби (200), що надходить, з різними висотами виступів.
3. Прокатна кліть (100) за п. 1 або п. 2, яка відрізняється тим, що по ширині металевої штаби розташовані три частини валка - дві зовнішні і одна середня частини валка (110-1, 110-2, 110-3), причому обидві зовнішні частини валка (110-1, 110-3) переважно зв'язані загальною віссю (А) одна з одною.
4. Прокатна кліть (100) за п. 3, яка відрізняється тим, що середня частина валка (110-2) має в порівнянні із зовнішніми частинами валка (110-1, 110-3) менший діаметр і змонтована в підшипниках в опорній роликовій системі (112) між обома зовнішніми частинами валка так, що висота h2 обмеженого середньою частиною валка (110-2) і опорним пристроєм (120) другого часткового осередку деформації (і = 2) менший або більший, ніж величини h1 і h3 обох суміжних зовнішніх часткових осередків деформації (і = 1 та і = 3).
5. Прокатна кліть (100) за будь-яким із пп. 1-4, яка відрізняється тим, що опорний пристрій (120) виконаний у формі частин валка (120-і, при і = 1, 2, ..., І), причому ці частини валка (120-і) мають ті ж самі габаритні розміри, що й частини протилежного валка (110-і) і змонтовані в підшипниках дзеркально-симетрично до них відносно середньої площини металевої штаби (200).
6. Прокатна кліть (100) за будь-яким із пп. 1-5, яка відрізняється тим, що прокатна кліть (100) придатна для гарячої прокатки або для холодної прокатки металевої штаби (200).
7. Прокатний стан, зокрема стан-тандем, для прокатки металевої штаби, що містить прокатні кліті, послідовно розташовані в напрямку руху металевої штаби, який відрізняється тим, що перша з прокатних клітей утворена з профільними або каліброваними валками для попереднього ступінчастого профілювання товстої металевої штаби, а щонайменше одна прокатна кліть (100), яка розташована за першою прокатною кліттю, виконана згідно з одним із пп. 1-6, при цьому перша прокатна кліть виконана з можливістю попереднього ступінчастого профілювання металевої штаби з геометричним наближенням зі ступінчастим поперечним перерізом загального осередку деформації згаданої подальшої прокатної кліті, але з більшими висотами виступів hi+Dhi та hi+1+Dhi+1, при hi+Dhi ¹ hi+1+Dhi+1, в ділянці і-го та і+1-го часткового осередку деформації.
8. Спосіб прокатки металевої штаби, який включає наступні етапи:
попереднє ступінчасте профілювання металевої штаби з геометричним наближенням зі ступінчастим поперечним перерізом загального осередку деформації подальшої прокатної кліті (100), але з більшими висотами виступів hi+Dhi та hi+1+Dhi+1, при h1+Dhi ¹ hi+1+Dhi+1, Dhi>0 та Dhi+1>0; і
подальше зменшення окремих висот виступів попередньо профільованої металевої штаби (200) на Dhi до hi, при і = 1, 2, …, І, за допомогою прокатки попередньо профільованої металевої штаби в підключеній прокатній кліті (100), виконаній згідно з одним із пп. 1-6.
Текст
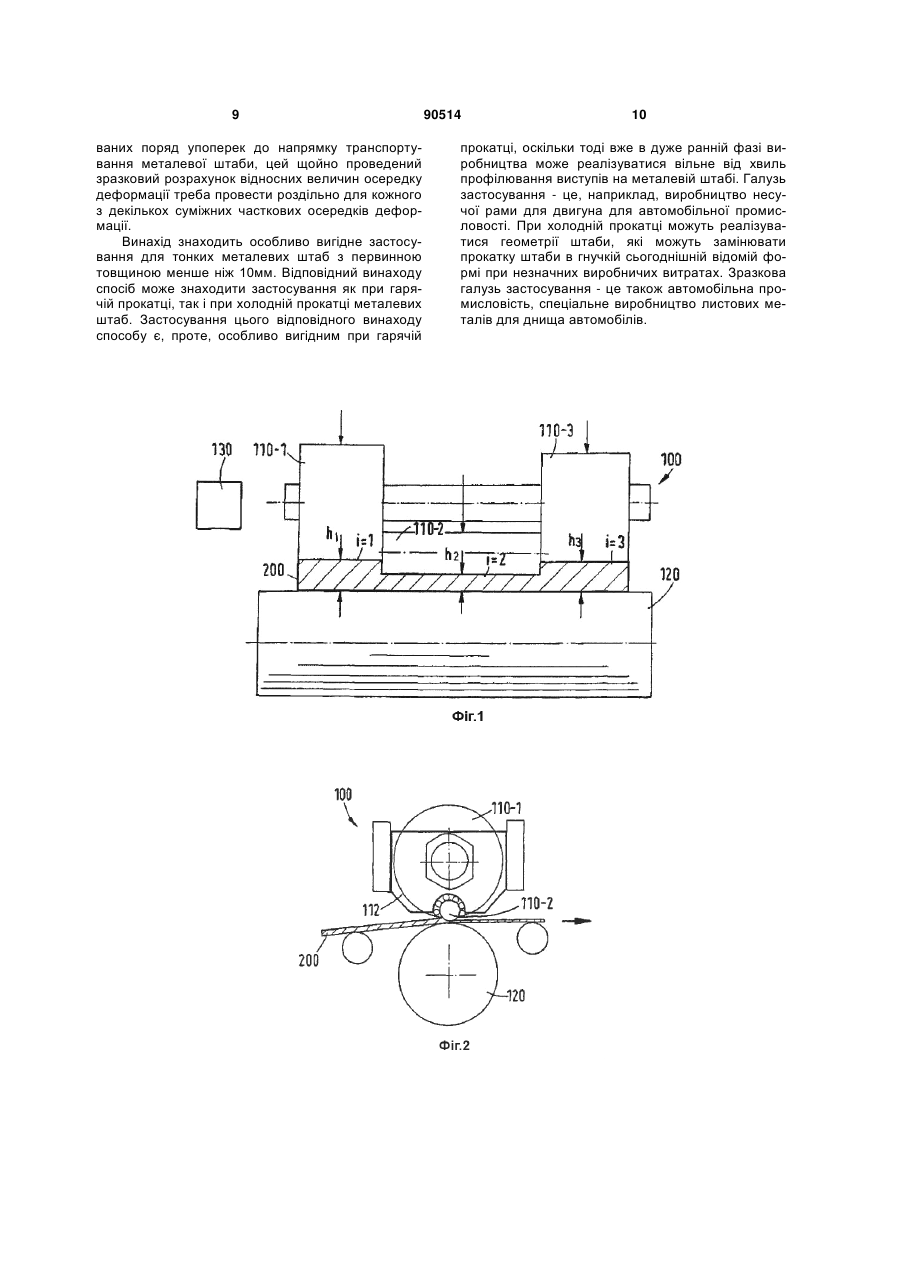
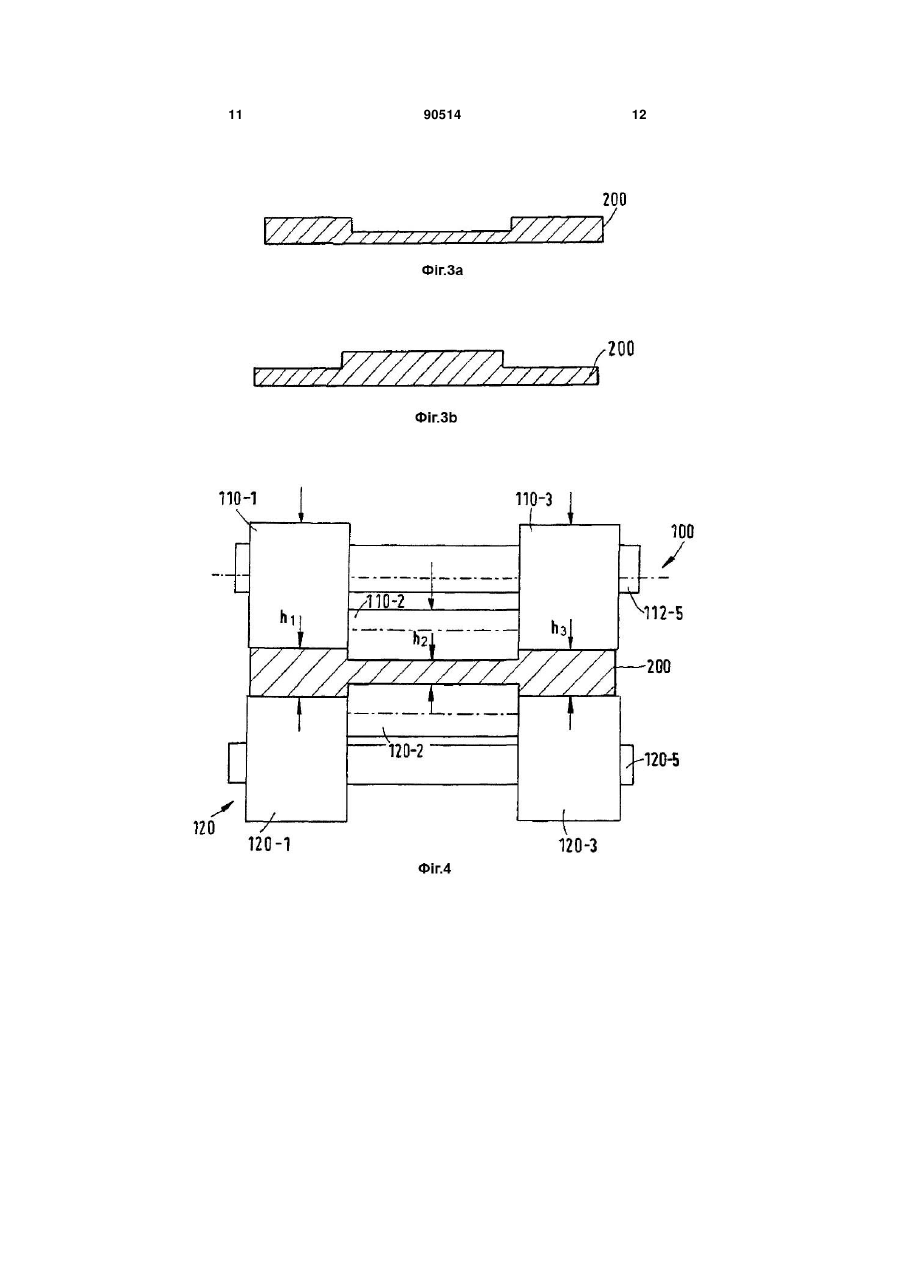
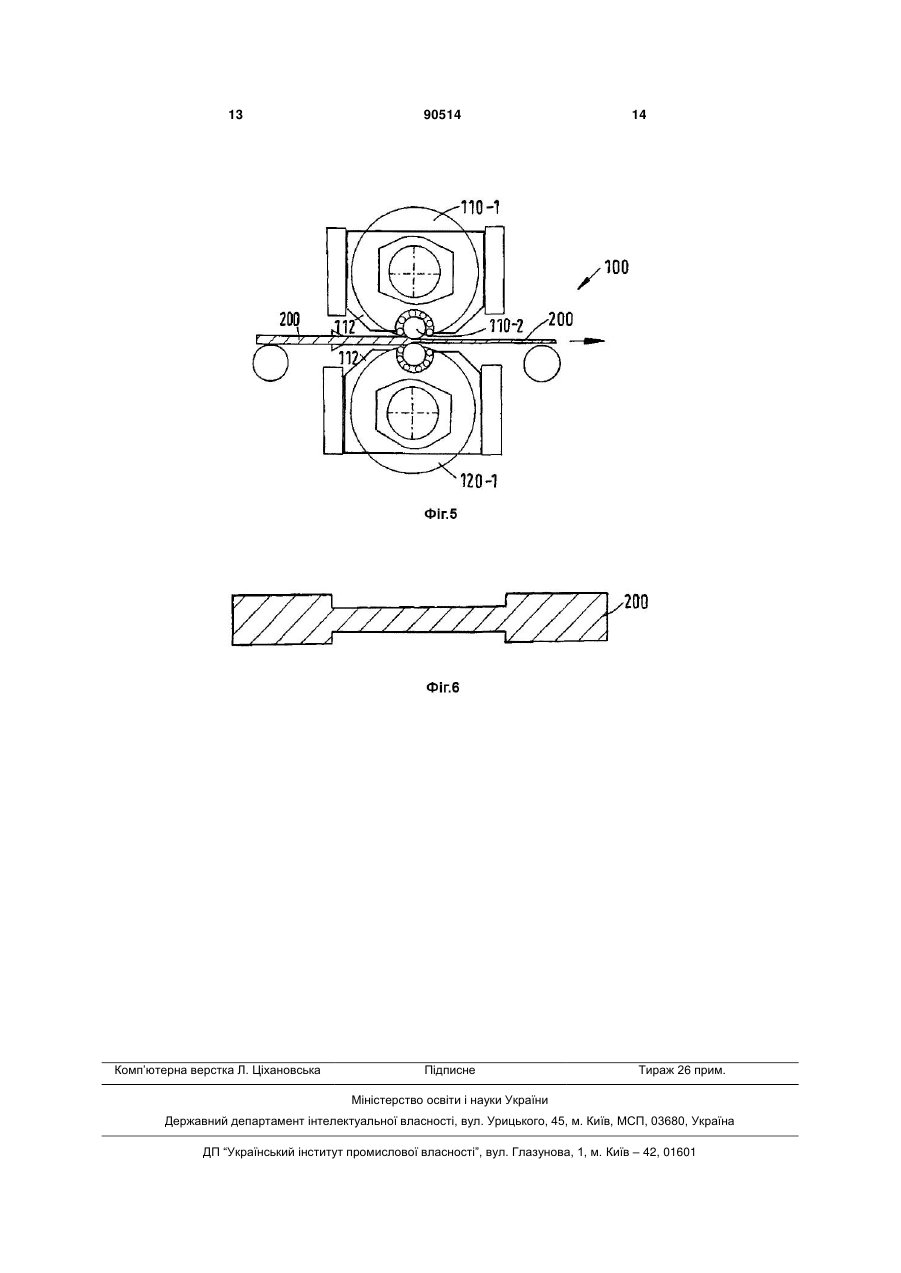
1. Прокатна кліть (100) для прокатки металевої штаби (200), яка містить валок із щонайменше двома частинами валка (110-і, при і = 1, 2, …, І), розташованими поряд упоперек до напрямку транспортування металевої штаби на одній і тій же висоті без зміщення одна відносно одної у напрямку транспортування металевої штаби, та опорний пристрій (120), який розташований навпроти щонайменше двох частин згаданого валка і утворює разом з ними загальний осередок деформації із загальним поперечним перерізом осередку деформації, яка відрізняється тим, що щонайменше дві суміжні частини валка (110-і, при і = 1, 2, ..., І) відповідно виконані у формі циліндра і разом з опорним пристроєм відповідно утворюють суміжні часткові осередки деформації (і, і+1) з різними висотами hi, hi+1, при hi ≠ hi+1 та і = 1, 2, ..., І, причому суміжні часткові осередки деформації разом утворюють загальний поперечний переріз осередку деформації, який виконаний ступінчастим, при цьому кліть виконана з можливістю регулювання висот hi та hi+1 відповідних суміжних часткових осередків деформації (і, і+1) так, щоб для металевої штаби (200), що надходить в загальний осередок деформації, яка попередньо ступінчасто профільована перед прокаткою з геометричним наближенням із загальним поперечним перерізом осередку деформації, але має відповідно більші висоти виступів hi+ hi та hi+1+ hi+1, при hi+ hi ≠ hi+1+ hi+1, hi>0 та hi+1>0, ніж відповідні часткові 2 (19) 1 3 90514 4 ліброваними валками для попереднього ступінчастого профілювання товстої металевої штаби, а щонайменше одна прокатна кліть (100), яка розташована за першою прокатною кліттю, виконана згідно з одним із пп. 1-6, при цьому перша прокатна кліть виконана з можливістю попереднього ступінчастого профілювання металевої штаби з геометричним наближенням зі ступінчастим поперечним перерізом загального осередку деформації згаданої подальшої прокатної кліті, але з більшими висотами виступів hi+ hi та hi+1+ hi+1, при hi+ hi hi+1+ hi+1, в ділянці і-го та і+1-го часткового осередку деформації. 8. Спосіб прокатки металевої штаби, який включає наступні етапи: попереднє ступінчасте профілювання металевої штаби з геометричним наближенням зі ступінчастим поперечним перерізом загального осередку деформації подальшої прокатної кліті (100), але з більшими висотами виступів hi+ hi та hi+1+ hi+1, при h1+ hi hi+1+ hi+1, hi>0 та hi+1>0; і подальше зменшення окремих висот виступів попередньо профільованої металевої штаби (200) на hi до hi, при і = 1, 2, …, І, за допомогою прокатки попередньо профільованої металевої штаби в підключеній прокатній кліті (100), виконаній згідно з одним із пп. 1-6. Винахід належить до прокатної кліті для ступінчастої прокатки металевої штаби, зокрема зі сталі, алюмінію, міді або мідного сплаву. Далі винахід належить до прокатного стану щонайменше з однією такою прокатною кліттю, а також відповідного способу. Прокатні кліті і спосіб виготовлення профілів ступінчастої товщини по ширині стрічкової металевої штаби, в принципі, відомі в ступені техніки, наприклад, з викладеного опису німецької заявки DE 19831882А1 або опису німецького патенту DE 10113610C2. Для виробництва бажаного по товщині профілю, наприклад ступінчастого профілю, згідно з відомими документами, рекомендують прокатувати металеву штабу вздовж, причому штаба спочатку має типовий поперечний переріз в формі прямокутника, за допомогою декількох зміщено розташованих в напрямку прокатки натискних валків. При цьому натискні валки, розташовані зміщено і відповідно поряд в напрямку транспортування металевої штаби, відповідно, натискають на утримувану за допомогою опорного пристрою металеву штабу і деформують її бажаним чином в напрямку ширини. Натискні валки, застосування яких запропоноване в згаданих друкованих публікаціях, забезпечують тільки локально дуже обмежену переробку металевої штаби у вузькій ділянці ширини; тому потрібна, як указано, велика кількість таких натискних валків в зміщеному розташуванні, щоб формувати прокаткою, наприклад, більш широкі виступи в металевій штабі. Через велику кількість необхідних натискних валків і їх зміщене розташування спорудження такої відомої прокатної кліті для формування ступінчастих профілів на металевих смугах є дійсно трудомістким. Виходячи з цього рівня техніки, в основі винаходу лежить задача обтиснення попередньо ступінчасто профільованої металевої штаби по висоті її виступів за допомогою прокатки без того, щоб при цьому утворювалися хвилі на металевій штабі в її подовжньому напрямку. Ця задача вирішується за допомогою ознак п. 1 формули винаходу. Заявлене рішення відрізняється тим, що утворені як мінімум два суміжних складових валки, виконаних у формі циліндра, і разом з пристроєм опори утворюють відповідно суміжні часткові осередки деформації з різними розмірами hi, hi+1 , при цьому hi hi+1 і і=1, 2..., І, причому суміжні часткові осередки деформації разом визначають загальний поперечний переріз осередку деформації, який утворений ступінчасто, причому величини відповідно суміжних часткових осередків деформації індивідуально вибрані так, що з урахуванням металевої штаби, що надходить в загальний осередок деформації, яка перед прокаткою попередньо ступінчасто профільована і геометрично схожа із загальним поперечним перерізом осередку деформації, але має відповідно більші висоти виступів hi+ hi і hi+1+ hi+1 з hi+ hi hi+1+ hi+1 і hi 0 і hi+1 0 ніж частковий осередок деформації (і), виконується наступна закономірність: h/hi= hi+1/hi+1= =konstant (постійна величина). При обтисненні по товщині попередньо ступінчасто профільованої металевої штаби, згідно з вказаною закономірністю, розкатаний з висоти металевої штаби матеріал і відповідно одержаний від цього потік матеріалу буде рівномірно розподілений в подовжньому напрямку металевої штаби, і саме переважно - без утворення хвиль. Згідно з винаходом, необхідна для цього прокатна кліть конструктивно проста і компактна, оскільки вона має лише розташовані рядом, упоперек до напрямку руху металевої штаби, складові валки, а не множину зміщено розташованих в напрямку руху складових валків. Термін, що складові валки розташовані поряд "на однаковій висоті", передбачає, що розташовані поряд на одній стороні металевої штаби складові валки не розташовані зміщено один до одного в напрямку транспортування металевої штаби. Вказане попереднє ступінчасте профілювання металевої штаби в наближенні до загального ступінчастого поперечного перерізу осередку деформації у відповідній винаходу прокатній кліті необхідне, оскільки інакше не могли б відрізнятися ніякі різної величини висоти виступів упоперек до напрямку транспортування металевої штаби, що надходить, і металева штаба тоді мала б лише однакову товщину з hi=hi+1=konstant упоперек до її напрямку транспортування. Згідно із заявленою 5 закономірністю, тоді повинно виконуватися, що hi,= hi+1; це було б випадком однакового обтиснення по товщині по всій ширині металевої штаби. Такий випадок, проте, не є предметом винаходу. На протилежність цьому, винахід стосується лише обтиснення по товщині попередньо профільованих ступінчастих профілів, причому вигідний ефект полягає в тому, що одержувана металева штаба вільна від хвиль, і реалізовується лише тоді, коли обтиснення по товщині упоперек до напрямку транспортування металевої штаби розраховується і проводиться індивідуально для окремих виступів, дотримуючись заявленої закономірності. Згідно з першим прикладом виконання переважно, якщо регулювання величини часткового осередку деформації відбувається автоматично за допомогою регулювального пристрою при відомих висотах виступів металевої штаби, що надходить, попередньо ступінчасто профільованої. Тоді при зміні висот виступів металевої штаби, що надходить, за допомогою регулювального пристрою дуже швидко може відбуватися підгонка величини часткового осередку деформації. Вигідні варіанти виконання прокатної кліті наведені в залежних пунктах формули винаходу. Переважно, утворена прокатна кліть для гарячої прокатки або для холодної прокатки металевої штаби. Вказана вище задача винаходу далі вирішується за допомогою прокатного стану, зокрема стану тандем-прокатки. Цей прокатний стан містить першу прокатну кліть з профільними або рівчаковими валками для попереднього ступінчастого профілювання металевої штаби. За першою прокатною кліттю або відповідно обтискною кліттю в напрямку руху металевої штаби розташована щонайменше одна друга прокатна кліть, причому ця друга прокатна кліть виконана згідно з винаходом. Щонайменше в одній другій прокатній кліті відбувається обтиснення по товщині ступінчастої металевої штаби, причому висоти окремих суміжних виступів зменшуються індивідуально, згідно із заявленою закономірністю. За другою прокатною кліттю можуть бути підключені наступні відповідні винаходу прокатні кліті. Відповідно виконані, згідно з винаходом, приєднані прокатні кліті забезпечують необхідну підготовку попереднього ступінчастого профілювання металевої штаби для наступних підключених, згідно з винаходом, прокатних клітей. Велика кількість послідовно розташованих відповідних винаходу прокатних клітей потрібна, зокрема, тоді, коли металева штаба повинна дуже сильно обтискатися по товщині. Альтернативно сильне обтиснення по товщині може реалізуватися також окремою реверсивною прокатною кліттю, яка виконана відповідно до винаходу. Вищеназвана задача вирішується далі за допомогою способу прокатки катаної штаби. Переваги, як від заявленого прокатного стану, так і від заявленого способу, відповідають описаним вище перевагам відносно прокатної кліті. Загалом, до винаходу прикладені 6 фігур, які показують: Фіг.1 - перший приклад виконання відповідної винаходу прокатної кліті; 90514 6 Фіг.2 - поперечний переріз для першого прикладу виконання відповідної винаходу прокатної кліті, згідно з Фіг.1; Фіг.3а - поперечний переріз металевої штаби після виходу з відповідної винаходу прокатної кліті, згідно з першим прикладом виконання; Фіг.3b - альтернативний поперечний переріз металевої штаби після виходу з прокатної кліті; Фіг.4 - другий приклад виконання відповідної винаходу прокатної кліті; Фіг.5 - поперечний переріз відповідної винаходу прокатної кліті, згідно з другим прикладом виконання; і Фіг.6 - поперечний переріз металевої штаби після виходу з відповідної винаходу прокатної кліті, згідно з другим прикладом виконання. Винахід описується далі детально на прикладах виконання з посиланнями на згадані креслення. На всіх кресленнях ті ж самі конструктивні елементи вказані тими ж самими позначеннями. Фіг.1 показує перший приклад виконання відповідної винаходу прокатної кліті 100. Прокатна кліть 100 містить тут, наприклад, три розташованих упоперек до напрямку транспортування металевої штаби 200 (перпендикулярно до площини креслення) частини валка 110-і з і=1, 2 і 3. Частини валка розташовані на однаковій висоті поряд, тобто вони не зміщені в напрямку транспортування металевої штаби. Три частини валка 110-і разом з протилежно розташованим опорним пристроєм 120, наприклад, в формі опорного валка, відповідно формують суміжні часткові осередки деформації і=1, і=2 та і=3 з величинами обтиснення hi з і=1, 2 і 3. При цьому важливо, щоб щонайменше два відповідно суміжних часткових осередки деформації і, і+1 мали відповідно різні величини hi, hi+1 з hi, не рівною hi+1. Обидві зовнішніх частини валка 110-1, 110-3 змонтовані в підшипниках, наприклад, на Фіг.1 на загальній осі А, і тому при необхідності підводяться в робоче положення відповідно також тим же самим способом і на ті ж самі відстані навпроти опорного пристрою 120. Регулювання окремих частин валка 110-і відносно опорного пристрою 120 відбувається вигідним чином автоматично за допомогою регулювального пристрою 130, зрозуміло, завжди дотримуючись заявленої закономірності: hi/hi= hi+1/hi+1= =konstant, з і=1, 2... І, (1) причому hi: зменшення товщини металевої штаби і відповідно виступу у відповідній винаходу прокатній кліті в ділянці і-того часткового валка; і hi: розмір і-того часткового осередку деформації (міжвалкова відстань) і відповідно товщина металевої штаби, що виходить з відповідної винаходу прокатної кліті, в ділянці і-того рівня. Фіг.2 показує вигляд збоку показаного на Фіг.1 першого прикладу виконання відповідної винаходу прокатної кліті 100. Як можна бачити на Фіг.1, середня частина валка 110-2 не змонтована в підшипниках на осі 112-5. Замість цього вона, як показано на Фіг.2, змонтована в підшипниках з можливістю обертання в окремій опорній роликовій системі 112. Крім того, він також може індивідуально підводитися в робоче положення відносно 7 опорного пристрою 120 за допомогою регулювального пристрою 130, незалежно від обох зовнішніх частин валка 110-1 і 110-3. На Фіг.2 напрямок транспортування металевої штаби визначено стрілкою направо, і, крім того, виразно видно зниження товщини, зокрема, в ділянці середньої частини валка 110-2. Фіг.3а і 3b показують можливі поперечні перерізи металевої штаби 200 після виходу з відповідної винаходу прокатної кліті 100. Ці поперечні перерізи відповідають відповідно загальному поперечному перерізу осередку деформації, утвореному сусідніми частковими осередками деформації і=1, 2, 3 в прокатній кліті 100. Фіг.4 показує другий приклад виконання відповідної винаходу прокатної кліті 100. Він відрізняється від першого прикладу виготовлення лише тим, що опорний пристрій 120 на протилежній стороні металевої штаби утворений не в формі єдиного циліндра, а виконаний дзеркально до частин валка. Частини валка 120-1, 120-2 і 120-3 мають відповідно ту ж довжину бочки, що і розташовані дзеркально навпроти них частини валка 110-1, 110-2 і 110-3. Також частини валка 120-і з і=1, 2... І переважно всі індивідуальноможуть підводитися в робоче положення відносно металевої штаби 200. Лише як приклад обидві зовнішніх частини валка 120-1 і 120-3 на загальній осі 120-5 підводяться в робоче положення біля металевої штаби 200 і, відповідно, навпроти протилежних металевих валків. Одержувані при протилежному розташуванні часткових валків 110-1, 120-1; 110-2, 120-2; 110-3, 120-3 часткові осередки деформації мають висоти h1, h2 і h3. Фіг.5 показує кріплення на опори обох середніх частин валка 110-2 і 120-2 відповідно в опорних роликових системах 112. Нарешті, Фіг.6 показує металеву штабу 200 в поперечному перерізі, що виходить з прокатної кліті, згідно з другим прикладом виконання. Далі описується відповідний винаходу спосіб прокатки металевої штаби за допомогою описаних вище прокатних клітей. Згідно з цим способом, на першому етапі спершу типово утворена в формі прямокутника не профільована металева штаба спочатку попередньо ступінчасто профілюється в обтискній кліті. Це попереднє профілювання відбувається з геометричним наближенням до загального поперечного перерізу осередку деформації подальшої, відповідної винаходу, прокатній кліті 100. Зокрема, відбувається утворення виступів на металевій штабі 200 з шириною ступенів, яка відповідає щонайменше приблизно довжині бочки окремих частин валків 110-1, 110-2 і 110-3 підключеної прокатної кліті. Зрозуміло, висоти hi+ hi, з і=1, 2, 3. .. виступів металевої штаби після попереднього профілювання ще перевищують величини hi, hi+1 осередку деформації і, і+1 в підключеній прокатній кліті 100. Попередньо ступінчасто профільована металева штаба надходить потім у відповідну винаходу прокатну кліть 100 і обтискається там в ділянці кожного окремого часткового валки 110-і відповідно рівнянню (1) по її товщині. Зменшення товщини з дотриманням рівняння (1) дає перевагу в тому, що 90514 8 металева штаба після виходу з відповідної винаходу прокатної кліті не має ніяких хвиль в подовжньому напрямку. Застосування відповідної винаходу формули ілюструється далі на прикладі: прийнято, що металева штаба повинна пройти відповідну винаходу прокатну кліть, згідно з Фіг.1, і має, відповідно до цього, упоперек до напрямку її транспортування три виступи. Висоти окремих виступів металевої штаби після закінчення попереднього профілювання задані як H1= h1+h1=10мм для ділянки першої зовнішньої частини валка 110-1, як H2= h2+h2=7мм для ділянки середньої частини валка 110-2 і як Н3= h3+h3=10мм для ділянки другої зовнішньої частини валка 110-3. Для застосування відповідного винаходу способу далі передбачається виконання умови, що бажана товщина hi металевої штаби 200 для ділянки частини валка 110-і та, відповідно, виступу після проходження відповідної винаходу прокатної кліті твердо задана. Наприклад, прийнято, що товщина металевої штаби в ділянці першої зовнішньої частини валка 110-1 після проходження відповідної винаходу прокатної кліті повинна становити тільки лише h1=7мм. Знаючи висоту ступенів Н1=10мм металевої штаби, що надходить, в цій ділянці, можна простим утворенням різниці одержати необхідне зменшення товщини з величиною h1=H1-h1=10-7=3мм. Знання h1 і h1 робить можливим розрахунок величини згідно з формулою (1)як: = h1/h1=3/7. Тепер зменшення товщини h2 для суміжного часткового осередку деформації і=2 і, відповідно, в ділянці суміжної частини валка 110-2 є, згідно з винаходом, не будь-яким, а точно встановленим відповідно до вказаної вище формули (1). Конкретно для розрахунку необхідного зменшення товщини h2 в цій ділянці і відповідно для одержуваної висоти виступу h2 металевої штаби 200 в цій ділянці є наступна система рівнянь з рівняннями 3 і 4: H2= h2+h2 (3) і h2/h2= (4). Рішення цієї системи рівнянь веде до результату: h2=H2/( +1) (5) і h2=H2-h2 (6). При використанні заданої для вищезазначеного прикладу величини Н2=7 і розрахованого як проміжний результат значення =3/7 в рівнянні (5), виходить: h2=7/(3/7+1)=4,9мм і, при підстановці h2 в рівняння (6), виходить: h2=7-4,9=2,1мм. Отже, щоб металева штаба 200 без хвиль покидала відповідну винаходу прокатну кліть 100, потрібно, щоб металева штаба обтискалася в ділянці середньої частини валка 110-2 в порівнянні з її попередньо профільованою вихідною товщиною Н2=7мм на 2,1мм до 4,9мм в її товщині, якщо вона в ділянці першого часткового валка 110-1 повинна редукуватися від H1=10мм до h1=7мм. При великій кількості частин валків, розташо 9 ваних поряд упоперек до напрямку транспортування металевої штаби, цей щойно проведений зразковий розрахунок відносних величин осередку деформації треба провести роздільно для кожного з декількох суміжних часткових осередків деформації. Винахід знаходить особливо вигідне застосування для тонких металевих штаб з первинною товщиною менше ніж 10мм. Відповідний винаходу спосіб може знаходити застосування як при гарячій прокатці, так і при холодній прокатці металевих штаб. Застосування цього відповідного винаходу способу є, проте, особливо вигідним при гарячій 90514 10 прокатці, оскільки тоді вже в дуже ранній фазі виробництва може реалізуватися вільне від хвиль профілювання виступів на металевій штабі. Галузь застосування - це, наприклад, виробництво несучої рами для двигуна для автомобільної промисловості. При холодній прокатці можуть реалізуватися геометрії штаби, які можуть замінювати прокатку штаби в гнучкій сьогоднішній відомій формі при незначних виробничих витратах. Зразкова галузь застосування - це також автомобільна промисловість, спеціальне виробництво листових металів для днища автомобілів. 11 90514 12 13 Комп’ютерна верстка Л. Ціхановська 90514 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling stand, rolling train and method of rolling metal strip
Автори англійськоюKopp Reiner, Richter Hans-Peter, Roese Heinrich
Назва патенту російськоюПрокатная клеть, прокатный стан и способ прокатки металлической полосы
Автори російськоюКопп Райнер, Рихтер Ханс-Петер, Резе Хайнрих
МПК / Мітки
МПК: B21B 27/02, B21C 37/00, B21B 1/08
Мітки: стан, штаби, прокатній, спосіб, прокатки, кліть, металевої, прокатна
Код посилання
<a href="https://ua.patents.su/7-90514-prokatna-klit-prokatnijj-stan-i-sposib-prokatki-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть, прокатний стан і спосіб прокатки металевої штаби</a>
Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки
Номер патенту: 88332
Опубліковано: 12.10.2009
Автори: Йєпсен Олаф Норман, Зудау Петер
МПК: B21B 37/58, B21B 37/68
Мітки: швидкістю, металевої, прокатній, виходить, поліпшення, катаної, прокатки, спосіб, якої, стан, кінець, штаби, випуску
Формула / Реферат:
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють натяг () штаби, який відрізняється...
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Клекнер Юрген, Вайнгартен Людвіг, Боде Торстен
МПК: B21B 13/14
Мітки: кліть, виготовлення, прокатна, катаної, штаби
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Білобров Юрій Миколайович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович
Мітки: стан, прокатній, штаби, гарячекатаної, тонкої, виробництва
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Прокатний стан, валок для прокатної кліті та спосіб оптимізації стратегій зміщення валків залежно від ширини штаби
Номер патенту: 90255
Опубліковано: 26.04.2010
Автори: Ріттер Андреас, Хольц Рюдігер
МПК: B21B 13/14, B21B 37/28, B21B 27/02
Мітки: штаби, залежно, ширини, валок, оптимізації, прокатній, валків, стан, прокатної, стратегій, кліті, спосіб, зміщення
Формула / Реферат:
1. Спосіб оптимізації стратегій зміщення валків в залежності від ширини штаби для використання переваг СVС/СVСplus-технології у процесі орієнтованого за кромками штаби зміщення у чотири- або шестивалкових клітях, що містять відповідно по одній парі робочих валків (10) та опорних валків (12) і додатково пару проміжних валків (11) у шестивалкових клітях, причому щонайменше робочі валки (10) у чотиривалкових клітях, а у шестивалкових клітях...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21B 1/30
Мітки: прокатки, гарячої, спосіб, стан, тонкої, штаби, здійснення
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Попередній патент: Спосіб одержання безперервнолитих заготовок зі зливка, що відливають на машині безперервного лиття
Наступний патент: Двосідельний клапан
Випадковий патент: Спосіб визначення температурної залежності граничної напруги зсуву для харчових продуктів